đồ án tốt nghiệp ỨNG DỤNG PHẦN MỀM CREO2.0 ĐỂ THIẾT KẾ VÀ GIA CÔNG KHUÔN GỌT BÚT CHÌ



NỘI DUNG ĐỒ ÁN
tất cả file CAD, ( Pro) 3D, thuyết minh, quy trình sản xuất gia công, bản vẽ nguyên lý, thiết kế, các chi tiết trong khuôn, kết cấu, bản vẽ lắp, chương trình CNC, đồ án tốt nghiệp ỨNG DỤNG PHẦN MỀM CREO2.0 ĐỂ THIẾT KẾ VÀ GIA CÔNG KHUÔN GỌT BÚT CHÌ
Mục Lục ỨNG DỤNG PHẦN MỀM CREO2.0 ĐỂ THIẾT KẾ VÀ GIA CÔNG KHUÔN
LỜI GIỚI THIỆU.. 1
Chương I: TỔNG QUAN VỀ CHẤT DẺO.. 2
1.1KHÁI NIỆM:. 2
1.2 PHÂN LOẠI NHỰA:. 2
1.2.1Theo tính chất:2
1.2.2Theo trạng thái pha:2
1.2.3 Theo phạm vi sử dụng:2
- 3 MỘT SỐ LOẠI NHỰA THÔNG DỤNG.. 3
1.4 Các loại nhựa kỹ thuật. 4
1.5. CÁC CHẤT PHỤ GIA SỬ DỤNG TRONG CHẤT DẺO.. 6
1.5.1 Chất ổn nhiệt:6
1.5.2. Chất bôi trơn :7
1.5.2. Chất tác nhân chịu va đập :7
1.5.3. Chất bột nở :8
1.5.4Chất phụ trợ gia công :8
1.5.5. Chất hoá dẻo :9
1.5.6 Chất tăng trắng quang học :9
Chương II: PHÂN TÍCH SẢN PHẨM... 10
2.1 Công dụng của chuốt viết chì10
2.2 Đặc điểm hình dạng của chuốt viết chì.10
2.3 Yêu cầu kĩ thuật của chuốt viết chì.11
2.4Vật liệu làm đồ chuốt viết chì.11
Chương III: TÌM HIỂU VỀ KHUÔN VÀ MÁY.. 13
3.1 Công nghệ sản xuất sản phẩm nhựa. 13
3.1.1. Công nghệ ép phun (injection muolding). 13
3.1.1.2 Công nghệ thổi nhựa ( blowing moulding):14
3.1.3. Công nghệ đúc nén ( compression moulding):15
3.1.1.4 Công nghệ đúc chuyển ( Transfer moulding ):15
3.2 Khuôn ép nhựa. 15
3.3. Yêu cầu kỹ thuật đối với khuôn ép nhựa.21
3.4. Máy ép phun.21
3.4.1 Phân loại máy ép phun.21
3.4.2 Hệ thống kẹp.23
3.4.3 Hệ thống phun:25
3.4.4 Hệ thống hỗ trợ ép phun :28
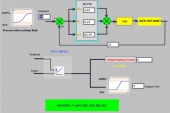
3.4.5Hệ thống điều khiển :29
Chương IV. THIẾT KẾ KHUÔN ÉP PHUN.. 33
4.1. Chọn mặt phân khuôn của sản phẩm... 33
4.1.1 Chọn mặt phân khuôn chính cho chi tiết33
4.1.2 Chọn mặt phân khuôn phụ của chi tiết33
4.1.3 Lòng khuôn cái của chi tiết sao khi chọn mặt phân khuôn và tách khuôn. 33
4.1.4 Lòng khuôn đực của chi tiết sao khi chọn mặt phân khuôn và tách khuôn. 33
4.1.5 Mặt phân khuôn phụ của chi tiết sao khi tách khuôn. 34
4.2 Thiết kế miệng phun cho chi tiết.34
4.3 Tính số lòng khuôn và bố trí lòng khuôn. 37
4.3.1 Tính số lòng khuôn. 37
4.3.2 Cách bố trí lòng khuôn. 39
4.4 Thiết kế kênh dẫn nhựa. 41
4.5. Thiết kế cuống phun. 47
4.6 Thiết kế đuôi nguội chậm... 48
4.7 Thiết kế kênh làm nguội49
4.7 Thiết kế con trượt theo cam ngón. 52
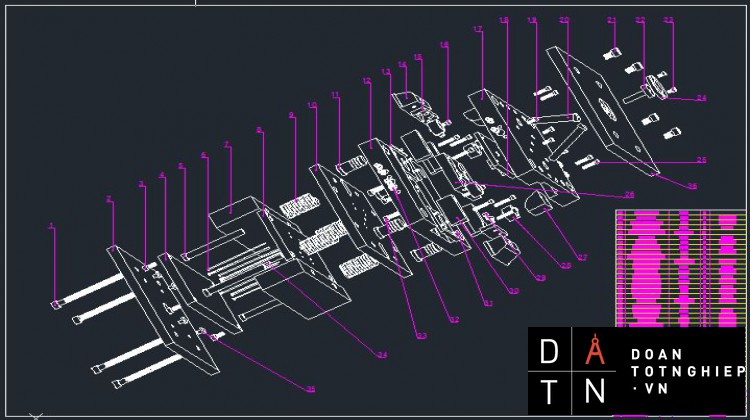
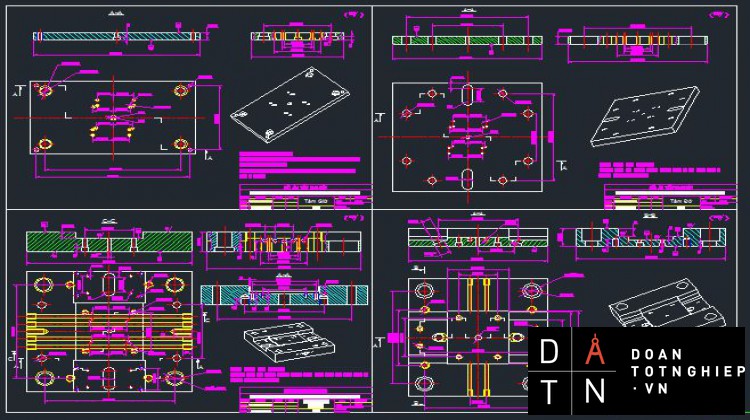
4.8 Các chi tiết điển hình của khuôn và kích thước. 53
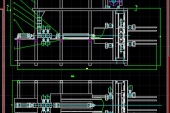
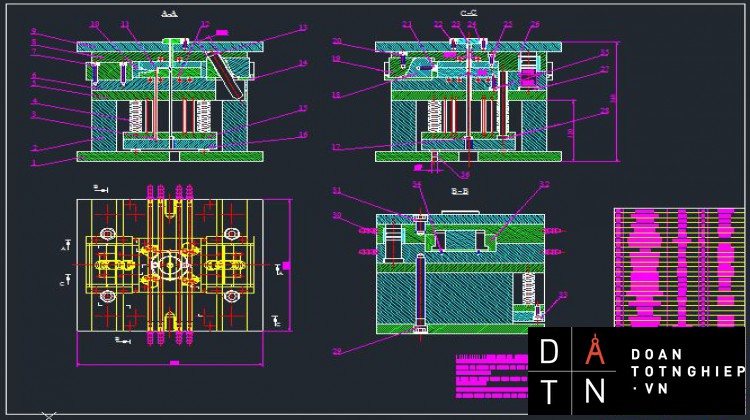
4.10 Phát họa sơ đồ khuôn. 67
Chương V: DÙNG PHẦN MỀM MOLDFLOW ĐỂ PHÂN TÍCH SẢN PHẨM... 70
5.1. Giới thiệu phần mềm Moldflow:. 70
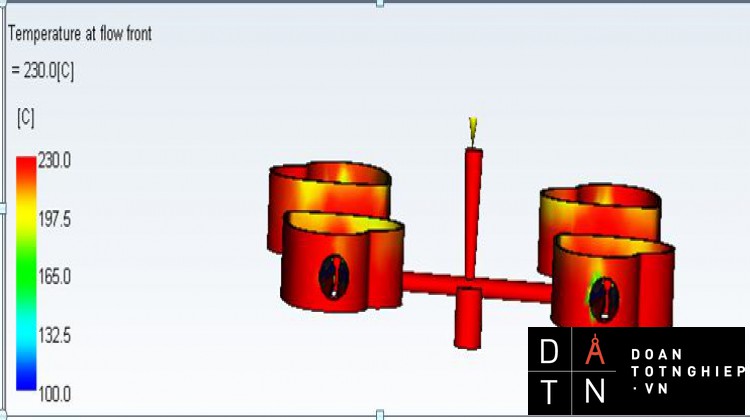
5.2. Dùng Moldflow phân tích xác định điều kiện ép phun tối ưu:. 71
5.3 Kết quả sau khi phân tích Moldfold.72
Chương VI: ỨNG DỤNG PHẦN MỀM CREO2.0 ĐỂ THIẾT KẾ VÀ GIA CÔNG KHUÔN 77
6.1 Sử dụng phầm mềm để thiết kế sản phẩm... 77
6.2 Ứng dụng thiết kế chuốt viết chì78
6.3 Lập trình CNC gia công khuôn đực. 111
6.4 Lập trình CNC gia công khuôn cái130
6.5Hướng dẫn sử dụng và bảo quản khuôn ép. 130
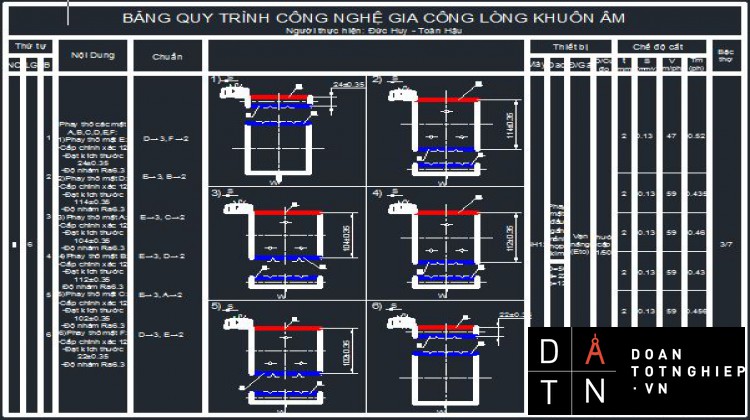
CHƯƠNG VII: QUY TRÌNH CÔNG NGHỆ GIA CÔNG LÒNG KHUÔN.. 132
7.1 Quy trình công nghệ gia công lòng khuôn. 132
Kết luận. 155
Tài liệu tham khảo. 156
Chương I: TỔNG QUAN VỀ CHẤT DẺO
1.1KHÁI NIỆM:
- Chất dẻo, hay còn gọi là nhựa, là hợp chất cao phân tử, được dùng làm vật liệu để sản xuất nhiều loại vật dụng trong đời sống hàng ngày cho đến những sản phẩm công nghiệp, gắn với đời sống hiện đại của con người. Chúng là những vật liệu có khả năng bị biến dạng khi chiệu tác dụng của nhiệt, áp suất và vẫn giữ được sự biến dạng đó khi thôi tác dụng.
- Ngày nay, những loại nhựa mà có thể tái sử dụng hay tái chế, đã dần trở nên thân thiết với cuộc sống con người. Tuy nhiên, quá trình tái chế được lặp đi lặp lại nhiều lần sẽ làm giảm cơ tính của vật liệu ( như độ bền, độ dẻo, màu sắc của vật liệu….).
1.2 PHÂN LOẠI NHỰA:
1.2.1Theo tính chất:Vật liệu nhựa được phân thành hai loại: nhựa nhiệt dẻo và nhựa phản ứng nhiệt (nhựa nhiệt rắn).
a) Nhựa nhiệt dẻo:Là loại chất dẻo khi nung nóng đến nhiệt độ nào đó thì chảy dẻo ra, khi hạ nhiệt độ thì đông rắn lại. Tính chất này có thể lập đi lập lại nhiều lần, tuy nhiên chất lượng nhựa sẽ giảm dần.Tính cơ học nhựa nhiệt dẻo không cao hơn so với nhựa nhiệt rắn.
-Một số loại nhựa nhiệt dẻo: poly etylen (PE), poly propylen (PP), …
b) Nhựa nhiệt rắn:Là loại chất dẻo khi nung nóng lại thì chảy dẻo ra nhưng sau khi đông cứng lại thì không còn khả năng chảy dẻo một lần nữa. Nhựa nhiệt rắn không có khả năng tái sinh.
-Một số loại nhựa nhiệt rắn: ure focmandehyt (UF), nhựa epoxy, …
1.2.2 Theo trạng thái pha: Có thể chia nhựa nhiệt dẻo thành 2 loại: Nhựa có cấu
trúc vô định hình và nhựa có cấu trúc tinh thể.
a) Nhựa có cấu trúc vô định hình (PS, PC…): dễ dàng nhận thấy bởi tính chất cứng và trong suốt. Màu sắc tự nhiên của loại này là trong như nước hoặc gần như cát vàng hoặc màu mờ đục. Loại nhựa này có độ co rút rất nhỏ, chỉ bằng 0,5 - 0,8%.
b) Nhựa có cấu trúc tinh thể (PP, PE, PA…): loại nhựa này thường cứng và bền dai, nhưng không trong suốt, thường được dùng trong làm đồ gia dụng.
1.2.3 Theo phạm vi sử dụng: có nhựa gia dụng, nhựa kỹ thuật, nhựa chuyên dụng.
a) Nhựa gia dụng: dùng để chế tạo các chi tiết hay sản phẩm có độ chính xác,có cơ tính không có yêu cầu cao như vỏ boc dây điện, dép nhựa, thau giặt đồ, ống nước
b) Nhựa kỹ thuật: dùng để chế tạo các chi tiết máy, các chi tiết lắp hay sản phẩm có yêu cầu về độ chính xác và cơ tính cao như: bánh răng, bu lông, vỏ máy, đai ốc,
c)Nhựa chuyên dụng: là các loại nhựa tổng hợp chỉ sử dụng riêng biệt cho từng trường hợp.
- 3 MỘT SỐ LOẠI NHỰA THÔNG DỤNG
1.3.1 Các loại nhựa gia dụng
a) PA (Poly Amide)
- Còn gọi là nylon, có cấu trúc tinh thể, màu từ trắng đục đến vàng xám, độ bền cao, chống va đập tốt nhưng lão hoá bởi ánh sáng, các loại tia.
Nhựa PA dùng để chế tạo bánh răng, ổ lăn, ổ trượt, đai ốc… các chi tiết trong máy dệt, ống dẫn xăng, vật liệu trong các sợi dệt, dây cước, độn với cao su làm vỏ xe…
b) PC (Poly Cacbonat)
- Có cấu trúc phân tử, độ cứng cao nên khó gia công, ổn định kích thước khá cao, lão hoá chậm, độ dãn dài cao và chịu va đập tốt nhưng chịu tải có chu kỳ yếu, tính cách điện ở nhiệt độ cao tốt.
Nhựa PC dùng để chế tạo các chi tiết giống như nhựa PA.
c) PE (Poly Etylen)
- Không màu, độ cứng không cao, dạng tinh thể, oxy hoá chậm ở nhiệt độ thấp nhưng tương đối nhanh ở nhiệt độ cao. PE bền trong nước, chống thấm khí tốt.
- Do độ bền không cao nên dùng để chế tạo các sản phẩm dạng màng, các sợi, dây bọc dây điện, các ống dẫn nước chịu áp lực không cao, chế tạo các chai lọ bằng phương pháp thổi …
d) PP ( Poly Propylen)
- Trong suốt, không màu, dạng tinh thể, độ dai va đập kém, có độ bền kéo và độ ổn định nhiệt cao, khó dán.
- Nhựa PP dùng làm nắp chai, vỏ bút, chai lọ trong y tế, bao bì, dùng trong ngành dệt, giả da, bọc dây điện …
e) PS (Poly Styren)
- Không màu, dạng vô định hình, có độ cứng khá tốt, độ dai va đập kém, dễ gia công bằng phương pháp ép phun hoặc đúc áp lực, chịu ăn mòn hoá học tốt.
- Nhựa PS dùng làm các sản phẩm gia dụng, bàn ghế, ly tách hoặc kết hợp với cao su làm vỏ ruột xe có tính đàn hồi cao…
f) PVC (Poly Vinyclorid)
- Màu trắng, dạng vô định hình, độ bền thấp, kháng thời tiết tốt, ổn định kích thước, độ bền sử dụng cao, dễ tạo màu sắc.
- Nhựa PVC có thể cán mỏng 0,01 - 0,05 mm, làm ống nước bằng phương pháp đùn liên tục, các sản phẩm dạng tấm, cách điện, có thể cán lên vải …
g) PET (Poly Etylen Terephatale)
- Có cấu trúc tinh thể, trong suốt, khá bền. Thường dùng để tạo màng mỏng, kéo dài thành các sợi có tính co giãn như len, tơ…
1.4 Các loại nhựa kỹ thuật
a) PA6 (Polyamide 6, hay Nylon 6, hay Polycaprolactam)
- Phân tử gồm các nhóm amide (CONH). Có độ bền, độ cứng cao, chịu nhiệt tốt. Được sử dụng làm khung, dầm, các giá đỡ cần độ bền và độ cứng vững cao. b) PA 66 (Polyamide hay Nylon 6,6)
- Có độ bền và độ cứng cao, là một trong các loại nhựa có nhiệt độ nóng chảy cao nhất, hấp thụ độ ẩm trong quá trình ép phun. Thuỷ tinh là chất thêm vào thông dụng nhất để tăng cơ tính vật liệu, ngoài ra còn thêm các chất đàn hồi như: EPDM, SBR để tăng độ bền. Có độ nhớt thấp, dễ dàng chảy vào lòng khuôn, do đó cho phép tạo các vật có thành mỏng. Độ co rút từ 1% đến 2%.
- Nhựa PA66 dùng để chế tạo các chi tiết trong xe hơi, dùng làm vỏ các thiết bị máy móc…
c) POM (Poly Acetatic)
- Nhựa Acetals có hai loại Homopolymers và Copolymers.
Homopolymer có độ bền kéo tốt, độ bền mỏi cao, cứng nên khó gia công.
- Copolymers ổn định nhiệt tốt, ít bị ảnh hưởng bởi hoá chất, dễ gia công.
- Cả hai nhựa Homopolymers và Polymers là nhựa tinh thể, hút ẩm kém.
- Nhựa Acetals có hệ số ma sát thấp và ổn định kích thước tốt, nên thích hợp cho việc chế tạo bánh răng và trục. Nó chịu nhiệt tốt, nên được sử dụng chế tạo các chi tiết trong máy bơm, van…
d) ABS (Acrylonitrile-Butadiene-Styrene)
- Được tạo từ ba đơn phân tử: acrylonitrile, butadiene, và styrene. Mỗi đơn phân tử có tính chất khác nhau như: tính cứng, bền với nhiệt độ và hoá chất là của acrylonnitrile, dễ gia công, độ bền của styrene và độ dẻo độ dai va đập của butadiene
- Nhựa ABS dùng để chế tạo các chi tiết trong xe hơi (nắp của các ngăn chứa, vỏ bánh xe…), tủ lạnh, các thiết bị trong gia đình (máy sấy tóc, các thiết bị chế biến thực phẩm, bàn phím máy tính, điện thoại bàn, ván trượt tuyết…)
e) PMMA (Polymethyl Methacrylate)
- Có tính chất quang học rất đặc biệt, có thể truyền ánh sáng trắng cao đến 92%, các chi tiết đúc có thể có tính lưỡng chiết rất thấp, do đó rất lý tưởng để chế tạo các đĩa hát.
- Nhựa PMMA dùng trong xe hơi (các thiết bị báo hiệu, các bảng dụng cụ…), công nghiệp (đĩa hát, các kệ trưng bày …), y tế…
f) PBT (Polybutylene Terephthalates)
-Là một trong những nhựa nhiệt dẻo kỹ thuật có cơ tính rất cao. PBT là một loại nhựa bán tinh thể, có tính kháng hoá chất rất tốt, hút ẩm rất ít, có tính trở nhiệt và trở điện cao, ổn định dưới các điều kiện môi trường.
- Nhựa PBT dùng để chế tạo các thiết bị, dụng cụ trong gia đình và công nghiệp (lưỡi trong các thiết bị chế biến thực phẩm, các chi tiết trong máy hút bụi, quạt, máy sấy tóc, cửa, vỏ máy, các chi tiết trong xe hơi …), các thiết bị trong ngành điện (công tắc, vỏ cầu chì, bàn phím máy tính, những đầu nối …)
Bảng 1.1 Dấu hiệu nhận biết các loại chất dẻo:
|
TT |
Nhựa |
Mềm ra |
Bắt lửa |
Màu lửa |
Cháy tiếp |
Khói |
Mùi |
Dấu hiệu |
|
1 |
ABS |
Có |
Dễ |
Vàng bồ hóng |
Có |
Bồ hóng |
Hăng |
Hơi giống mùi cao su |
|
2 |
PA |
Không |
Khó |
Xanh lơ, Đỉnh vàng |
Không |
Ít |
Gỗ |
Sủi bọt khí bắt lửa |
|
3 |
PP |
Có |
Dễ |
Vàng, xanh lơ ở đáy |
Có |
Ít |
Dầu nóng |
Mềm ở nhiệt độ cao |
|
4 |
PVC |
Có |
Khó |
Vàng, xanh lục ở đáy |
Không |
Trắng |
Hăng |
Dễ hàn gắn |
|
5 |
PS |
Có |
Dễ |
Da cam |
Có |
Bồ hóng |
Dịu |
Khó bẩn |
|
6 |
PF |
Không |
Khó |
Vàng |
Không |
Ít |
Khét |
Lửa sùi |
Bảng 1.2 Nhiệt độ gia công của các loại chất dẽo
|
1 |
PP |
Polypropylen |
10-80 |
220-235 |
|
2 |
PS |
Polystyrene |
10-75 |
200-280 |
|
3 |
ABS |
Styren co-polymers |
10-80 |
200-280 |
|
4 |
PVC |
Polyvinyle-cholorid |
20-60 |
170-200 |
|
5 |
PMMA |
Polymethyl metacrylace |
30-70 |
190-240 |
|
6 |
PA 6 |
Polyamide ( nilon 6) |
50-80 |
250-280 |
|
7 |
PA 66 |
Polyamide ( nilon 6.6) |
50-80 |
250-280 |
|
8 |
PPO |
Phenylene oxide |
40-80 |
300-330 |
|
9 |
PC |
Polycacbonate |
70-115 |
300-350 |
|
10 |
POM |
Poly acetatic Resins |
60-90 |
190-210 |
|
11 |
LDBE |
Low density polyethylens |
50-70 |
160-260 |
|
12 |
HDPE |
Hight densitypolythylens |
30-70 |
75-110 |
Bảng 1.3 Nhiệt độ phá hủy của một số loại nhựa:
|
TT |
Nhựa |
Nhiệt độ phá hủy (rữa mát) (0C) |
|
1 |
ABS |
310 |
|
2 |
PA 66 |
320-330 |
|
3 |
PS |
250 |
|
4 |
PP |
280 |
|
5 |
PVC |
180-220 |
Bảng 1.4 độ co ngót các loại chất dẽo thông dụng
|
TT |
Nhựa |
Độ co (%) |
Mật độ (gam/cm3) |
|
1 |
PS |
0.3-0.6 |
1.05 |
|
2 |
ABS |
0.4-0.7 |
1.06 |
|
3 |
LDPE |
1.5-5.0 |
0.954 |
|
4 |
HDPE |
1.5-3 |
0.92 |
|
5 |
PP |
1.0-2.5 |
1.15 |
|
6 |
PVC mềm |
>0.5 |
1.38 |
|
7 |
PVC cứng |
0.5 |
1.38 |
|
8 |
PMPA |
0.1-0.8 |
1.18 |
|
9 |
POM |
1.9-2.3 |
1.42 |
|
10 |
PPO |
0.5-0.7 |
1.06 |
|
11 |
PC |
0.8 |
1.2 |
|
12 |
PA 6 |
0.5-2.2 |
1.14 |
|
13 |
PA 66 |
0.5-2.5 |
1.15 |
|
14 |
PF |
1.2 |
1.4 |
|
15 |
MF |
1.2-2.0 |
1.5 |
|
16 |
MPF |
0.8-1.8 |
1.6 |
|
17 |
UP |
0.5-0.8 |
2.0-2.1 |
|
19 |
EP |
0.2 |
1.9 |
1.5. CÁC CHẤT PHỤ GIA SỬ DỤNG TRONG CHẤT DẺO
1.5.1 Chất ổn nhiệt:
- Chủ yếu dùng cho nhựa PVC cứng và mềm, chất ổn định nhiệt nhằm tránh tạo thành nối đôi trong quá trình gia công.
- Sản phẩm chất dẻo được gia công ở nhiệt độ giữa nhiệt độ chảy và nhiệt độ phân huỷ. Chất ổn định nhiệt được thêm vào chất dẻo để đảm bảo gia công được ở khoảng nhiệt độ trên.
- Các loại chất ổn định nhiệt như: chất hữu cơ, muốI CADMIUN, CALCIUM, kẽm , v.v… dùng cho PVC, thường chất ổn định sử dụng dưới dạng một hỗn hợp.
1.5.2. Chất bôi trơn :
- Chất bôi trơn kiểm soát đặc tính ma sát và bám dính của nhựa trong suốt quá trình gia công và sử dụng. Chất bôi trơn cũng đồng thời cải thiện sự phân tán của bột màu và chất độn trong nhựa, giúp sản phẩm có màu đồng nhất, không có các hạt màu vón cục, kết tủa. Sự phân tán tốt hơn của chất độn giúp cải thiện giới hạn chảy và đặc tính của vật liệu.
- Chất bôi trơn được phân thành 2 loại: chất bôi trơn trong và chất bôi trơn ngoài. Chất bôi trơn trong giúp giảm ma sát giữa các phân tử polime trong suốt quá trình nóng chảy của nhựa và chuyển thành dạng nóng chảy. Như vậy, chúng giúp giảm năng lượng tiêu thụ trong quá trình dẻo hóa, giảm độ nhớt nóng chảy, cải thiện đặc tính chảy, cải thiện đầu ra của máy gia công và cho phép gia công ở các điều kiện khó khăn.
- Chất bôi trơn ngoài giảm ma sát và sự kết dính của polime nóng chảy với bề mặt khuôn kim loại nóng trong quá trình gia công. Điều này giúp giảm mài mòn giữa polime nóng chảy và kim loại, cải thiện đặc tính chảy. Nó cũng cải thiện độ bóng, độ phẳng và sự đều đặn của bề mặt sản phẩm.
- Lượng dùng tác nhân bôi trơn phụ thuộc vào sản phẩm cuối. PVC cứng thường yêu cầu tác nhân bôi trơn trong qua trình gia công (hàm lượng 1-4 %) và thường sử dụng kết hợp cả 2 loại. Sự lựa chọn chất bôi trơn dựa vào chất ổn nhiệt, ví dụ: axit stearic dùng với ổn chì, axit 12-hydoxystearic dùng với ổn Ba-Ca, glycerol mono-stearat, montan wax hoặc PE wax đã được oxi hóa được sử dụng với ổn thiếc, hỗn hợp các este của axit béo sử dụng với ổn Ca/Zn,… Nhựa PVC dẻo yêu cầu ít tác nhân hóa dẻo hơn (0,5%) và thường là dạng lỏng như glucerol monooleat hoặc dầu paraffin.
1.5.2. Chất tác nhân chịu va đập :
- Một số lượng lớn các loại nhựa như PVC, polyolefin hay polistyren có độ cứng cao nhưng giòn. Do đó cần sử dụng tác nhân chịu va đập (impact modifier) để cải thiện độ bền chịu va đập, đặc biệt ở nhiệt độ thấp. Ngược lại với tác nhân hóa dẻo, tác nhân chịu va đập phải không được làm giảm mà làm tăng nhiệt độ biến dạng nhiệt. Các tiêu chuẩn khác để lựa chọn tác nhân chịu va đập dựa trên hiệu quả kháng thời tiết và tính trong suốt của nó.
- Tác nhân chống va đập là các loại copolime với nhiệt độ chuyển trạng thái thủy tinh thấp. Chúng được phân tán như một pha riêng biệt trong nhựa nhiệt dẻo.
- Tác nhân chịu va đập chỉ được sử dụng cho nhựa cứng, lượng dùng tối đa là 5%. Nếu CPE được sử dụng thì lượng dùng tốt nhất là 3-5 %. Còn đối TiO2, lượng dùng thích hợp là 1-2 %. Khi dùng MBS, lượng dùng phù hợp nhất là 3-5% tổng khối lượng hỗn hợp.
1.5.3. Chất bột nở :
Các loại nhựa thường được chuyển thành dạng xốp nhờ sử dụng tác nhân nở vật lý hoặc hóa học với khối lượng gần như không đổi và đặc tính cách điện được cải thiện. Ngày nay, các tác nhân nở hóa học phổ biến hơn nhiều so tác nhân nở vật lý. Các tác nhân nở thông thường không hòa tan trong polime mà trải qua quá trình phân hủy nhiệt hoặc phản ứng hóa học, cung cấp các sản phẩm khí.
Các tiêu chuẩn quan trọng đối với bột nở là:
Nhiệt độ phân hủy của chúng phải phù hợp nhiệt độ của quá trình gia công nhựa (150-250oC). Sự phân hủy cần được diễn ra tự phát, chỉ thu nhiệt hoặc tỏa nhiệt rất ít, và cần phải xảy ra ở 1 khoảng nhiệt độ hẹp (5 – 15oC).
Khí cần được sinh ra với hiệu suất cao (100 – 225 ml/g), không độc, không dễ cháy và không ăn mòn.
Các sản phẩm phân hủy rắn cần không gây ảnh hưởng tới quá trình gia công.
Chúng nên có kích thước hạt bé, sự phân bố kích thước hạt hẹp và dễ dàng phân tán trong polime.
Bột nở phổ biến trên thị trường Việt Nam là bột nở AC (Azodicarbonamide). Bột nở AC có nhiệt độ phân hủy 205-215oC, thể tích khí 220 ml/g, khí thu được thường gồm N2, CO (tỷ lệ khoảng 2:1), và một lượng nhỏ khí NH3, CO2. Nhiệt độ phân hủy có thể được giảm thấp hơn tới 155oC khi sử dụng chất kích nở. Các chất kích nở có thể là các hơpk chất của kim loại (như ZnO, ZnSt, hệ Ba-Zn và K-Zn hoặc muối chì) hoặc các hợp chất hữu cơ (như axit, ure). Bột nở AC được sử dụng trong PVC, polyolefin, polistyren, ABS, poliamide, poli (phenlylen oxit), Acrylat và các loại nhựa khác.- Lượng dùng bột nở phụ thuộc và loại sản phẩm xốp cần sản xuất.
1.5.4 Chất phụ trợ gia công :
- Chất trợ gia công ACR là copolime của acrylic. Chức năng quan trọng nhất của trợ gia công ACR là cải thiện quá trình ông và thúc đẩy sự nóng chảy của hỗn hợp PVC để thu được trạng thái nóng chảy ở nhiệt độ thấp nhất có thể, đảm bảo chất lượng sản phẩm cuối.
- Trợ gia công ACR có rất nhiều loại, có thể đáp ứng được các yêu cầu khác nhau của khách hàng. Ở thị trường Việt Nam, phổ biến một số loại trợ gia công ACR như: ACR 401, ACR 201, PA-20, P551J,…Trong đó, công ty CP thương mại-công nghiệp Thịnh Phát chỉ tập trung kinh doanh 2 loại sản phẩm là ACR 201 và ACR 401.
1.5.5. Chất hoá dẻo :
- Chất hóa dẻo là chất mà khi được đưa vào vật liệu, nó giúp cải thiện độ dẻo, khả năng làm việc và khả năng căng phồng. Chất hóa dẻo có thể làm giảm độ nhớt nóng chảy, nhiệt độ chuyển trạng thái thấp hơn, modul đàn hồi của sản phẩm thấp hơn. Các tác nhân dẻo hóa là các hợp chất hữu cơ trơ với áp suất hơi thấp, với đa số các este, là những tác nhân tương tác vật lý với các polime cao tạo thành các một thể đồng nhất.
- Loại chất hóa dẻo phổ biến trên thị trường Việt Nam là DOP (dioctyl phthalat) và Paraffin đã được clo hóa. DOA (Dioctyl Adipate) cũng được sử dụng tại Việt Nam, nhưng lượng dùng rất ít.
- Lượng dùng của chất hóa dẻo phụ thuộc vào loại chất hóa dẻo và yêu cầu của sản phẩm cuối.
1.5.6 Chất tăng trắng quang học :
- Chất tăng trắng quang học tăng cường độ trắng sáng cho các loại nhựa có màu vàng nhạt. Chúng hấp thụ các tia UV và phát xạ một phần năng lượng thu được dưới dạng huỳnh quang ở vùng xanh tím của bước sóng sau 10-7 – 10-9 s.
- Tiêu chuẩn quan trọng đối chất tăng trắng quang học là màu sắc của bước sóng được phát xạ (hơi xanh, hơi lục hoặc hơi đỏ) và độ bền sáng của chúng. Chúng cũng cần được hòa tan trong nhựa, bền nhiệt trong suốt quá trình gia công và kháng di chuyển. Chúng được sử dụng trong rất nhiều loại nhựa, với hàm lượng thuộc khoảng 0,005 – 0,1 %; khi được sử dụng cùng với TiO2, đặc biệt là dạng rutile, chúng cần được sử dụng với hàm lượng cao hơn. Sử dụng quá hàm lượng sẽ tạo màu trên sản phẩm cuối.
...............................
Chương II: PHÂN TÍCH SẢN PHẨM
2.1 Công dụng của chuốt viết chì
Chuốt bút chì là một sản phẩm dùng để chuốt bút chì nhanh và không làm rơi vãi bụi chì. Chuốt bút chì thằng và chì to…. Và được sử dụng rộng rãi trong các ngành hội họa, kỹ thuật, v.v….
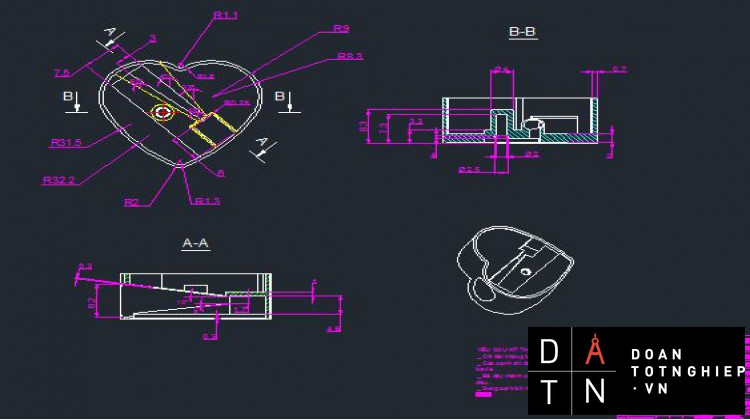
2.2 Đặc điểm hình dạng của chuốt viết chì.
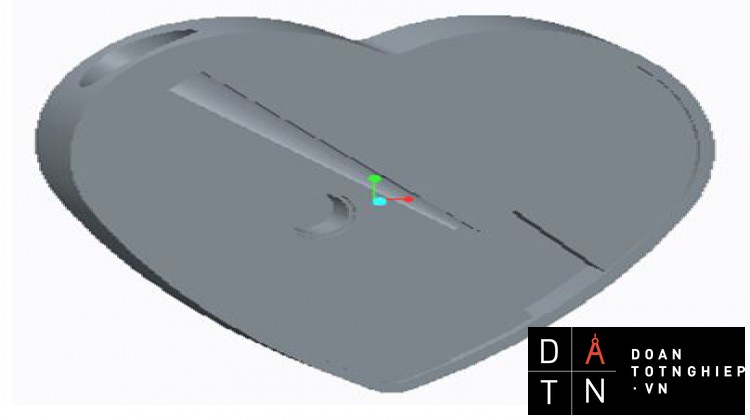
Sản phẩm chuốt viết chì có hình dạng giống như trái tim và màu vàng có cấu tạo gồm:
Một lỗ côn và một xẻ rãnh trên thành của sản phẩm để có thể để bút chì vào chuốt 1 cách dễ dàng. Bề ngoài nhẵn bóng dể cầm khi chuốt không bị đau tay.
Hình 2.1 Ảnh thực tế củ chuốt viết chì
Hình 2.2 Ảnh 3D của sản phẩm
Hình 2.3 Bản vẻ chi tiết của chi tiết
2.3 Yêu cầu kĩ thuật của chuốt viết chì.
Sản phẩm khi đúc ra đồng điều về chất lượng nhựa, màu sắc được trộn điều với nền nhựa, trên bề mặt không có rỗ khí hay rỗ bên trong, không có đường hàn, cháy bề mặt, nhựa phải điền đầy vào lòng khuôn để tạo ra sản phẩm không khuyết tật, nhựa không bị biến tính vẫn giữ được tính cất ban đầu.
2.4 Vật liệu làm đồ chuốt viết chì:
.....................
Ta có:
L = 100
L1 = 50
L2 =5
L3 =2
Tm = = 0,52 ( ph )
vNguyên công IV: Khoan, tarô 4 lỗ M6:
- Khoan 4 lỗ Æ5:
Tốc độ cắt V = 60 mm/phút
Chiều sâu cắt t = 7 mm
Bước tiến s=0.3mm/vòng
Số vòng quay của trục chính n = 1600v/p
Thời gian chạy máy Tm = 0.45p
- Taro 4 lỗ M6:
Tốc độ cắt V = 50 mm/phút
Chiều sâu cắt t = 4 mm
Bước tiến s = 0.3 mm/vòng
Số vòng quay của trục chính n = 1500v/p
Thời gian chạy máy Tm = 0.52p
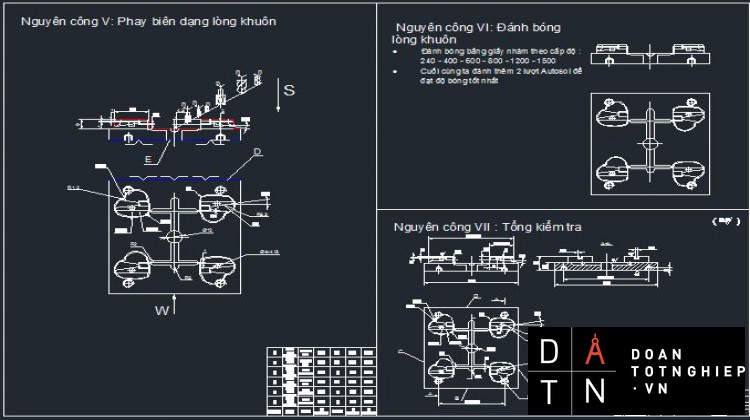
vNguyên công V: Phay CNC biên dạng lòng khuôn:
- Phay thô biên dạng:
Tốc độ cắt V = 220 mm/phút
Chiều sâu cắt t = 2mm
Lượng chạy dao s = 254 mm/p
Số vòng quay của truc chính n = 3500v/p
- Phay tinh biên dạng:
Tốc độ cắt V = 250 mm/phút
Chiều sâu cắt t = 1 mm
Lượng chạy dao s = 230 mm/p
Số vòng quay trục chính n = 4000v/p
- Phay rãnh côn:
Tốc độ cắt V = 220 mm/phút
Chiều sâu cắt t = 0.4 mm
Lượng chạy dao s = 170 mm/p
Số vòng quay trục chính n = 5000v/p
- Phay lỗ gắn bạc cuống phun :
Tốc độ cắt V = 230 mm/p
Chiều sâu cắt t = 4 mm
Bước tiến s = 200 mm/p
Số vòng quay của trục chính n = 3500v/p
- Phay kênh dẫn nhựa chính :
Tốc độ cắt V = 207 mm/p
Chiều sâu cắt t = 0.5 mm
Lượng chạy dao S = 195mm/p
Số vòng quay của trục chính n = 4500v/p
- Phay kênh dẫn nhựa phụ :
Tốc độ cắt V = 210 mm/p
Chiều sâu cắt t = 0.5 mm
Lượng chạy dao S = 195mm/p
Số vòng quay của trục chính n = 4500v/p
vNguyên công VI: Đánh bóng lồng khuôn:
Ta kiểm tra xem nên chọn giấy nhám hay đá kích cỡ bao nhiêu. Sau khi kiểm tra ta chon giấy nhám và đánh nhám theo cấp độ 240 – 400 – 600 – 800 -1200 – 1500 và cuối cùng là 2 lượt kem đánh bóng Autosol.
v Nguyên công VII: Tổng kiểm tra:
Dung sai độ song song giữa các mặt phải ≤ 0.05/100mm.
Dung sai độ vuông góc giữa mặt A và mặt C so với mặt D phải ≤ 0.05/100mm.
Kết luận
Sau một khoảng thời gian tìm hiểu và nghiên cứu chúng em đã vận dụng những kiến thức học tập được trên giảng đường, đồng thời ứng dụng thành công phầm mềm CREO để hoàn thành đồ án tốt nghiệp của mình. Và chúng em tin rằng ngành khuôn nhựa trong nước ta sẽ ngày càng phát triển mạnh hơn, tốt hơn, đạt chất lượng ngày càng cao hơn.
Mặc dù đã cố gắng hết sức để hoàn thành đồ án một cách hoàn chỉnh nhất nhưng do lượng kiến thức còn hạn hẹp nên không thể tránh khỏi những thiếu sót. Chúng em mong nhận được sự nhận xét, chỉ dạy thêm từ các thầy cô để có thể nắm vững kiến thức sâu hơn nữa.
Sau cùng, chúng em xin kính chúc quý thầy cô dồi dào sức khỏe, thành công trong công việc và cuộc sống.