ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY TIỆN CNC MINI


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY TIỆN CNC MINI
NỘI DUNG:
Thiết kế và chế tạo MÁY TIỆN CNC MINI
Với các yêu cầu sau:
A- CHƯƠNG BẢN VẼ.
1- Sơ đồ nguyên lý máy.
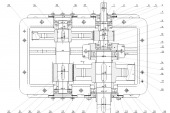
2- Bản vẽ lắp kết cấu toàn máy.
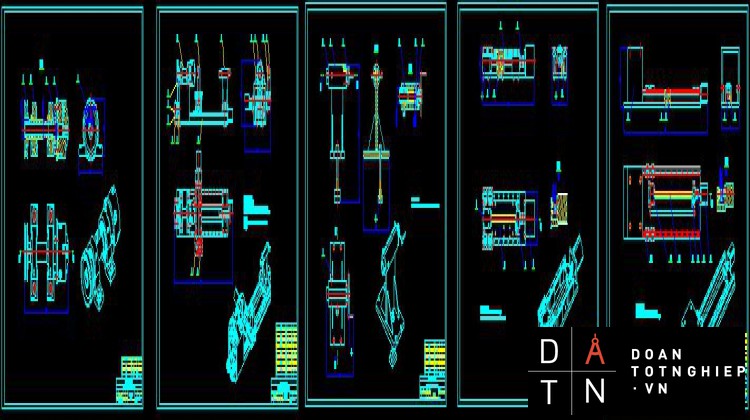
3- Bản vẽ lắp các cụm cơ cấu chính của máy.
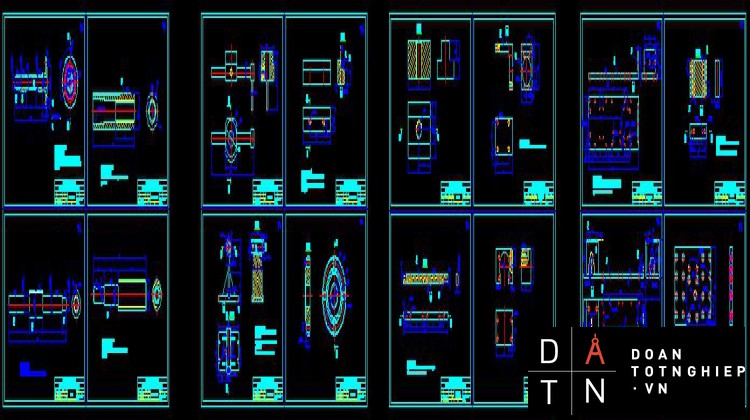
4- Bản vẽ tách các chi tiết.
B- CHƯƠNG THUYẾT MINH.
1- Tổng quan về máy.
2- Xây dựng nguyên lý hoạt động của máy.
3- Tính toán các thông số động học máy.
4- Thiết kế kết cấu máy.
5- Mạch điều khiển máy.
6- Vận hành máy.
7- Kết luận – tài liệu tham khảo.
C- PHẦN MÔ HÌNH.
- Hoàn thành toàn bộ máy theo các số liệu kỹ thuật cho ở trên
MỤC LỤC
LỜI NÓI ĐẦU...................................................................................... 3
LỜI CÁM ƠN...................................................................................... 4
NHẬN XÉT.......................................................................................... 5
Mục Lục................................................................................................ 7
Danh Mục Hình Ảnh......................................................................... 10
CHƯƠNG I: TỔNG QUAN VỀ MÁY CNC.................................... 13
- Khái Niệm Về Máy CNC.............................................................. 13
- Phân Loại Máy CNC.................................................................... 14
- Cấu Tạo Chung Của Máy Tiện CNC......................................... 16
3.1 Các bộ phận chính của máy................................................ 16
3.2 Những đặc trưng cơ bản của máy tiện CNC....................... 20
CHƯƠNG II : XÂY DỰNG NGUYÊN LÝ HOẠT ĐỘNG CỦA MÁY TIỆN CNC 22
- Nguyên Lý Hoạt Động Của Máy................................................. 22
- Động Cơ Truyền Động Sử Dụng Trong Máy............................. 24
- Chọn Bộ Phận Dẫn Hướng Trục X – Trục Z............................ 27
- Chọn Phương Án Lắp Ráp Trục Chính..................................... 31
- Chọn Cơ Cấu Chuyển Động Tịnh Tiến Trục X – Trục Z......... 33
- Chọn Cơ Cấu Truyền Động Cho Trục Chính............................ 36
CHƯƠNG III: TÍNH TOÁN CÁC THÔNG SỐ ĐỘNG HỌC CỦA
MÁY .................................................................................................. 38
- Tính Toán Chọn Động Cơ........................................................... 38
- Tính Toán Chọn Bánh Đai.......................................................... 42
- Tính Toán Các Trục Của Máy.................................................... 45
3.1 Tính toán trục I ( lắp bánh đai nhỏ)....................................... 45
3.1.1 Tính sơ bộ trục I.................................................................. 45
3.1.2 Tính gần đúng trục I........................................................... 45
3.1.3 Tính chính xác trục I........................................................... 48
3.2 Tính Toán Trục II ( lắp bánh đai lớn).................................... 49
3.2.1 Tính sơ bộ trục II................................................................. 49
3.2.2 Tính gần đúng trục II.......................................................... 49
3.2.3 Tính chính xác trục II.......................................................... 52
- Tính Toán Then........................................................................... 53
4.1 Tính toán then trục I.......................................................... 53
4.2 Tính toán then trục II......................................................... 54
- Tính Toán Chọn Gối Đỡ Trục..................................................... 54
5.1 Tính toán chọn gối đỡtrục I................................................ 54
5.2 Tính toán chọn gối đỡtrục II................................................ 55
- Tính Toán Chọn Trục Vít–me Đai Ốc Bi.................................... 56
CHƯƠNG IV: THIẾT KẾ KẾT CẤU MÁY.................................... 59
- Cấu Tạo Cơ Bản Của Máy Tiện CNC........................................ 59
- Kết Cấu Cơ Khí Của Máy Tiện CNC......................................... 60
2.1 Bộ phận ụ trước....................................................................... 60
2.2 Bộ phận bàn gá dao................................................................. 61
2.3 Bộ phận thân máy.................................................................... 62
2.4 Ụ Động...................................................................................... 63
CHƯƠNG V: CHƯƠNG TRÌNH ĐIỀU KHIỂN............................ 64
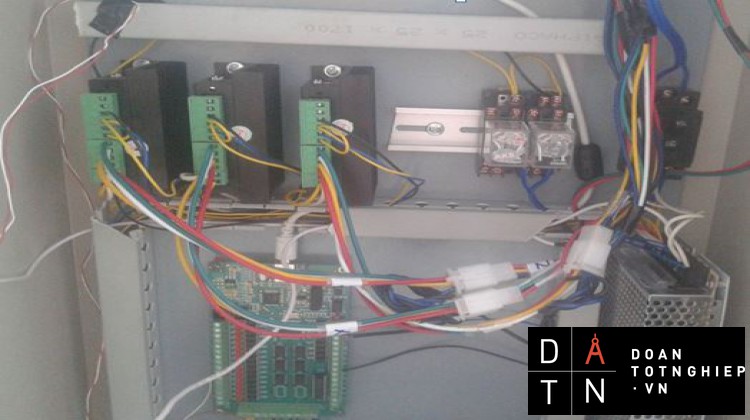
- Drive Động Cơ Bước.................................................................... 64
- Board Mạch Chính....................................................................... 65
- Phương Án Giao Tiếp.................................................................. 66
CHƯƠNG VI: VẬN HÀNH MÁY................................................... 69
- Giới Thiệu Về Phần Mềm MACH 3............................................ 69
1.1 Tính năng cơ bản và chức năng của MACH 3....................... 69
1.2 Những vấn đề khi áp dụng...................................................... 69
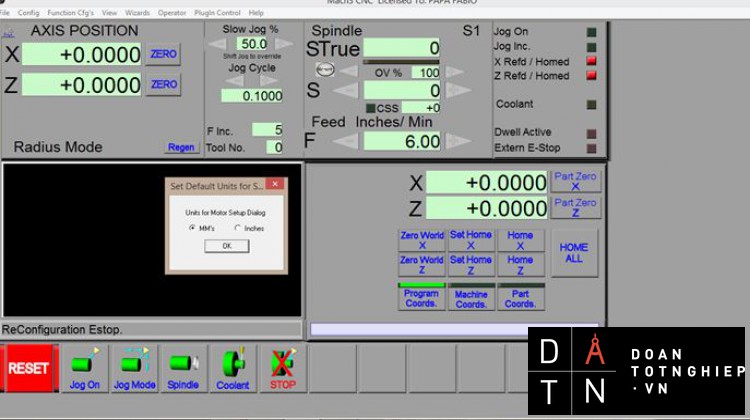
- Cách Xác Lập Thông Số Trong Phần Mềm MACH 3............... 70
2.1 Xác lập thông số đầu vào ra của cổng máycho phù hợp với mạch
điều khiển...................................................................................... 70
2.2 Xác lập đơn vị đo của motor turning...................................... 75
2.3 Xác lập các thông số cho các trục............................................ 76
- Hướng Dẫn Vận Hành Gia Công Một Chi Tiết Đơn Giản........ 78
- Hướng Dẫn Bảo Trì – Bảo Dưỡng Máy ..................................... 88
CHƯƠNG VII : KẾT LUẬN – TÀI LIỆU THAM KHẢO.............. 89
- Kết luận..................................................................................... 89
- Tài liệu tham khảo................................................................... 90
Danh Mục Hình Ảnh
H 1.1 Máy tiện CNC........................................................................ 13
H 1.2 Máy phay CNC...................................................................... 14
H 1.3 Máy cắt tia lửa điện CNC....................................................... 15
H 1.4 Máy tiện CNC........................................................................ 15
H 1.5 Cấu tạo máy CNC.................................................................. 16
H 1.6 Măm cặp 3 chấu..................................................................... 17
H 1.7 Măm cặp 4 chấu..................................................................... 17
H 1.8 Ụ động máy tiện..................................................................... 18
H 1.9 Bảng điều khiển của 1 máy CNC........................................... 19
H 1.0 Một số sản phẩm gia công từ máy CNC................................ 21
H 1.11 Một số sản phẩm gia công từ máy CNC.............................. 22
H 2.1 Động cơ bước......................................................................... 24
H 2.2 Động cơ điện DC.................................................................... 25
H 2.3 Động cơ AC servo.................................................................. 26
H 2.4 Thanh ray trượt...................................................................... 28
H 2.5 Thanh trượt bi tròn................................................................ 28
H 2.6 Thanh trượt bi vuông............................................................. 29
H 2.7 Các hình chiếu của con trượt và thanh trượt.......................... 30
H 2.8 Bảng cataloge của thanh trượt và con trượt............................ 30
H 2.9 Ống lót trục chính máy tiện.................................................... 31
H 2.10 Gối đỡ trục........................................................................... 23
H 2.11 Cataloge gối đỡ trục và vòng bi hãng ashi........................... 33
H 2.12 Trục vít me – đai ốc bi......................................................... 34
H 2.13 Cataloge chọn trục vít me – đai ốc bi.................................. 35
H 2.14 Bộ truyền đai răng.............................................................. 36
H 2.15 Bánh đai thang..................................................................... 37
H 4.1 Ụ trước của máy.................................................................... 61
H 4.2 Bàn gá dao............................................................................ 62
H 4.3 Thân máy............................................................................... 62
H 4.5 Ụ động.................................................................................. 63
H5.1 Drive động cơ bước................................................................. 64
H5.2 Bo mạch máy CNC................................................................. 65
H5.3 Cổng USB............................................................................... 67
H5.4 Mạch điện................................................................................ 68
H 6.1 Giao diện phần mềm mach3................................................... 70
H 6.2 Bước 1.................................................................................... 71
H 6.3 Bước 2.................................................................................... 71
H 6.4 Bước 3.................................................................................... 72
H 6.5 Bước 4.................................................................................... 74
H 6.6 Bước 5.................................................................................... 74
H 6.7 Bước 6.................................................................................... 75
H 6.8 Bước 7.................................................................................... 75
H 6.9 Bước 8.................................................................................... 76
H 6.10 Bước 9.................................................................................. 76
H 6.11 Giao diện phần mềm mach3................................................ 78
H 6.12 Chọn máy............................................................................. 79
H 6.13 Cài đặt thông số phôi........................................................... 79
H 6.14 Chọn kích thước phôi gia công............................................. 80
H 6.15 Chọn chấu cặp và kích thước phôi....................................... 80
H 6.16 Vẽ hình dạng phôi................................................................ 81
H 6.17 Lập trình hướng cắt.............................................................. 81
H 6.18 Chọn hướng gia công............................................................ 82
H 6.19 Chọn chiều sâu gia công....................................................... 82
H 6.20 Chọn các thông số của dao................................................... 83
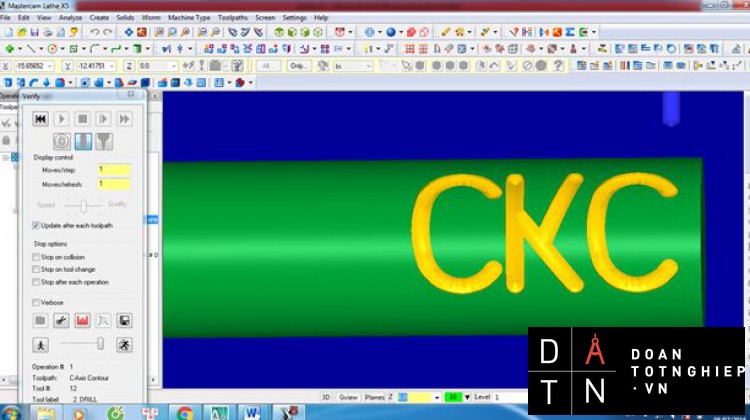
H 6.21 Bắt đầu chạy mô phỏng trên mastercam x5......................... 83
H 6.22 Đổ chương trình sang mach3................................................ 84
H 6.23 Load G-code......................................................................... 84
H 6.24 Lắp phôi vào máy................................................................ 85
H 6.25 Bật CP.................................................................................. 85
H 6.26 Chạy mô phỏng trên mach3................................................. 86
H 6.27 Chạy chương trình................................................................ 86
H 6.28 Gia công chi tiết................................................................... 87
H 6.29 Tháo sản phẩm.................................................................... 87
CHƯƠNG I : TỔNG QUAN VỀ MÁY CNC
- Khái Niệm Về Máy CNC.
Từ CNC là viết tắt của cụm từ tiếng Anh Computer Numerical Control, nghĩa là Máy cắt gọt kim loại được điều khiển bằng máy tính. Vì thế, bộ não của máy CNC là máy tính. Đây không phải là máy tính bình thường mà là máy tính với công suất tính toán cực nhanh. Hệ điều hành mà nó sử dụng là Fanuc, Fargor hoặc Mazak, chứ không phải là Windows hay Mac như các máy tính (computer) mà chúng ta thường dùng hàng ngày. Máy tính này sẽ điều khiển các bộ phận cơ khí để cắt gọt kim loại. Chương trình được viết sẵn và được tự động thi hành khi bạn nhất nút Start. Chương trình này được dịch ra một thứ ngôn ngữ để máy tính có thể hiểu được. Sau đó, máy tính chuyển lệnh từ các chương trình qua các mạch điện tử đến điều khiển các bộ phận cơ khí mà trong đó các bộ phận tự động được lập trình được hoạt động theo các sự kiện tiếp nối nhau với tốc độ được xác định trước để có thể tạo ra mẫu vật với hình dạng kích thước theo yêu cầu.
H1.1 Máy tiện CNC
- Phân Loại Máy CNC.
Các máy CNC có thể phần chia theo loại và theo hệ thống điều khiển:
- Theo loại máy cũng tương tự như các máy công cụ truyền thống , chia ra các loại như máy khoan CNC , máy phay CNC , máy tiện CNC…và các truing tâm gia công CNC Các trung tâm CNC có khả năng thực hiện gia công nhiều loại bề mặt và sử dụng nhiều loại dụng cụ khác nhau.
H1.2 Máy phay CNC.
- Phân chia theo hệ điều khiển có thể phân ra các loại:
- Các máy điều khiển điểm tới điểm.
Ví dụ như máy khoan, khoét, máy hàn điểm, máy đột, dập…
H1.3 Máy cắt tia lủa điện CNC.
- Các máy điều khiển đoạn thẳng : đó là các máy có khả năng gia công trong qua trình thực hiện dịch chuyển theo các trục.
- Các máy điều khiển đường : bao gồm các máy: Máy 2D, Máy 3D, Điều khiển 2D1/2, Điều khiển 4D , 5D.
H1.4 Máy tiện CNC.
- Cấu Tạo Chung Máy Tiện CNC.
Máy tiện CNC có cấu tạo tương tự như máy tiện thông thường. đối với máy tiện thông thường khi gia công cắt gọt chi tiết thường điều khiển phải theo dõi vị trí dao cắt, thao tác kịp thời chế tạo ra những chi tiết đạt yêu cầu kỹ thuật. Độ chính xác, năng suất phụ thuộc vào trình độ tay nghề người điều khiển. Máy CNC hoạt động theo một chương trình đã được lập trình theo một quy tắc chặt chẽ phù hợp với quy trình công nghệ được soạn thảo và cài đặt phần mềm trong máy. Kết quả làm việc của máy CNC không phụ thuộc vào tay nghề của người điều khiển. lúc này người điều khiển máy chủ yếu đóng vai trò theo dõi và kiểm tra các chức năng hoạt động của máy. Hình dáng kết cấu của máy tiện CNC cũng tương tự máy tiện thông thường, ngoài ra máy tiện CNC còn có một số đặc điểm riêng sau:
H1.5 Cấu tạo máy tiện CNC.
3.1 Các bộ phận chính của máy.
- Mâm cặp: Trong quá trình đóng mở mâm cặp để tháo chi tiết bằng hệ thống thủy lực ( khí nén ) hoạt động nhanh lực phát động nhỏ và an toàn. Đối với máy tiện CNC thường được gia công với tốc độ rất cao. Số vòng quay của trục chính lớn ( có thể lên tới 8000 vòng/ phút – khi gia công kim loại màu ). Do đó lực ly tâm là rất lớn nên mâm cặp thường được kẹp bằng hệ thống thủy lực ( khí nén ) tự động.
H1.6 mâm cặp 3 chấu.
H1.7 Mâm cặp 4 chấu.
- Truyền động trục chính: Động cơ của trục chính máy tiện CNC có thể là động cơ một chiều hoặc xoay chiều. Động cơ một chiều điều chỉnh vô cấp tốc độ bằng kích từ. Động cơ xoay chiều thì điều chỉnh vô cấp tốc độ bằng độ biến đổi tầng số thay đổi số vòng quay đơn giản có mô men truyền tải cao.
- Ụ đứng: Là bộ phận làm việc của máy tạo ra vận tốc cắt gọt. Bên trong lắp trục chính, động cơ bước ( điều chỉnh các tốc độ và thay đổi chiều quay ). Trên đầu trục chính một đầu được lắp với mâm cặp dùng để gá và kẹp chặt chi tiết gia công. Phía sau trục chính được lắp hệ thống thủy lực hoặc khí nén để đóng mở và kẹp chặt chi tiết.
- Ụ động: Bộ phận này bao gồm chi tiết dùng để định tâm và gá lắp chi tiết, điều chỉnh, kẹp chặt nhờ hệ thống thủy lực ( khí nén ).
H1.8 Ụ động máy tiện.
- Truyền động chạy dao: Động cơ ( xoay chiều, một chiều ) truyền chuyển động quay sang chuyển động tịnh tiến bằng bộ vít me đai ốc bi làm cho từng trục chạy dao độc lập (Trục X, Z ). Các loại động cơ này có đặc tính động học ưu việt cho quá trình cắt, quá trình phanh hãm do mô men quá tính nhỏ nên độ chính xác điều chỉnh cao và chính xác. Bộ vít me đai ốc bi có khả năng biến đổi truyền dẫn dễ dàng, ít ma sát, có thể điều chỉnh khe hở hợp lý khi truyền dẫn với tốc độ cao.
- Hệ thống bàn xe dao Bao gồm hai bộ phận chính sau:
- Gá đỡ ổ tích dao ( bàn xe dao ): Bộ phận này là bộ phận đỡ ổ chứa dao thực hiện các chuyển động tịnh tiến ra (vào) song song, vuông góc với trục chính nhờ các chuyển động của động cơ bước ( các chuyển động này đã được lập trình sẵn ).
- Ổ tích dao ( đầu rovonve ): Máy tiện thường dùng hai loại sau:
* Đầu rơvônve có thể lắp từ 8 đến 12 dao các loại.
* Các ổ chứa trong tổ hợp gia công với các bộ phận khác ( đồ gá thay đổi dụng cụ ).
- Đầu rơ vôn ve cho phép thay dao nhanh trong thời gian ngắn đã được chỉ định, còn ổ chứa dao thì mang một số lượng lớn dao mà không gây nguy hiểm, va chạm trong vùng làm việc của máy tiện.
- Ổ chứa dụng cụ cho máy tiện CNC Các ổ chứa dao cụ thường được sử dụng ít hơn so với đầu rơvônve vì việc thay đổi dụng cụ khó khăn so với các cơ cấu của đầu rơvônve. Song ổ chứa có ưu điểm là an toàn, ít gây ra va chạm trong vùng gia công, dễ dàng ghép nối một số lớn các dụng cụ một cách tự động mà không cần sự can thiệp bằng tay.
- Bảng điều khiển: Bảng điều khiển là nơi thực hiện trao đổi thông tin giữa người và máy. Kết cấu của bảng có thể khác nhau tùy thuộc vào nhà sản xuất.
H1.9 Bảng điều khiển của một máy CNC
3.2 Những đặc trưng cơ bản của máy tiện CNC.
- Tính năng tự động hóa cao: Máy tiện CNC có năng suất cắt cao và giảm được tối đa thời gian phụ, do mức độ tự động hóa được nâng cao vượt bậc. Tùy từng mức độ tự động, máy CNC có thể thực hiện cùng một lúc nhiều chuyển dộng khác nhau, có thể tự động thay dao, hiệu chỉnh sai số dao cụ, tự động kiểm tra kích thước chi tiết và qua đó tự động hiệu chỉnh sai lệch vị trí tương đối giữa dao và chi tiết, tự động tưới nguội, tự động hút phoi ra khỏi khu vực cắt.
- Tính năng linh hoạt cao: chương trình có thể thay đổi dễ dàng và nhanh chóng, thích ứng với các loại chi tiết khác nhau. Do đó rút ngắn được thời gian phụ và thời gian chuẩn bị sản xuất, tạo điều kiện thuận lợi cho việc tự động hóa sản xuất hàng loạt nhỏ, bất cứ lúc nào cũng có thể sản xuất nhanh chóng những chi tiết đã có chương trình. Vì thế, không cần sản xuất chi tiết dự trữ, mà chỉ giữ lấy chương trình của chi tiết đó. Máy CNC gia công được những chi tiết nhỏ, vừa, phản ứng một cách linh hoạt khi nhiệm vụ công nghệ thay đổi và điều quan trọng nhất là việc lập trình gia công có thể thực hiện ngoài máy, trong các văn phòng có sự hỗ trợ của kỹ thuật tin học thông qua các thiết bị máy tính, vi xử lý…
- Tính năng tập trung nguyên công: Đa số các máy CNC có thể thực hiện số lượng lớn các nguyên công khác nhau mà không cần thay đổi vị trí gá đặt của chi tiết. từ khả năng tập trung nguyên công, các máy CNC đã được phát triển thành các trung tâm gia công CNC.
- Tính năng chính xác, đảm bảo chất lượng cao: Giảm được hư hỏng do sai sót của con người. Đồng thời cũng giảm được cường độ chú ý của con người khi làm việc. Có khả năng gia công chính xác hàng loạt. Độ chính xác lặp lại, đặc trưng cho mức độ ổn định trong suốt quá trình gia công là điểm ưu việt tuyệt đối của máy CNC. Máy CNC có hệ thống điều khiển khép kín có khả năng gia công được những chi tiết chính xác cả về hình dáng đến kích thước, những đặc điểm này thuận tiện cho việc lắp lẫn, giảm khả năng tổn thất phôi liệu ở mức thấp nhất.
- Gia công biên dạng phức tạp: Máy CNC là máy duy nhất có thể gia công chính xác và nhanh các chi tiết có hình dáng phức tạp như các bề mặt ba chiều.
- Tính năng hiệu quả kinh tế và kỹ thuật cao:
- Cải thiện tuổi thọ dao nhờ điều kiện cắt tối ưu. Tiết kiệm dụng cụ cắt gọt, đồ gá và phụ tùng khác.
- Giảm phế phẩm.
- Tiết kiệm tiền thuê mướn lao động do không cần yêu cầu kỹ năng nghề nghiệp nhưng năng suất gia công cao hơn.
- Sử dụng lại chương trình gia công.
- Giảm thời gian sản xuất.
- Thời gian sử dụng máy nhiều hơn nhờ vào giảm thời gian dừng máy.
- Giảm thời gian kiểm tra vì máy CNC sản xuất chi tiết chất lượng đồng nhất.
- CNC có thể thay đổi nhanh chóng từ việc gia công loại chi tiết này sang loại khác với thời gian chuẩn bị thấp nhất.
Một số sản phẩm gia công từ máy CNC
H1.10 Một số sản phẩm gia công từ máy CNC.
H1.11 Một số sản phẩm gia công từ máy CNC.
CHƯƠNG II : XÂY DỰNG NGUYÊN LÝ HOẠT ĐỘNG
CỦA MÁY TIỆN CNC
- Nguyên Lý Hoạt Dộng Của Máy.
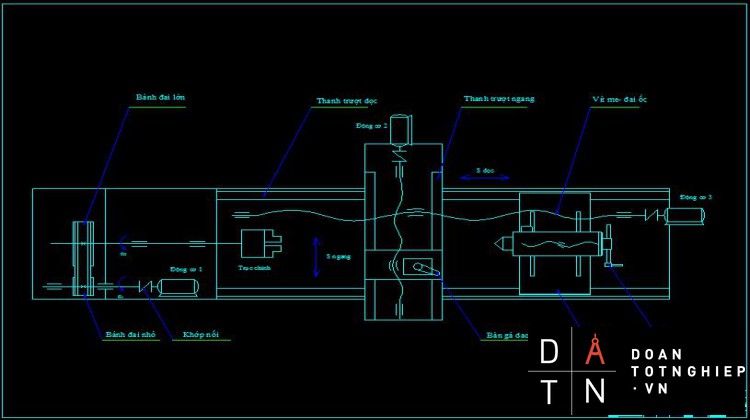
- Trục chính mang phôi quay, trục Z chuyển động tịnh tiến trên bệ máy, trục X chuyển động tịnh tiến trên trục Z.
- Đặc điểm :
- Để trục Z có thể trượt được trên tấm đế , vừa nâng được trục X, và ụ động thì trục Z cần có kết cấu vững chắc có các chốt cố định để toàn bộ trượt của trục Z không bị cong vênh, hoặc hư hỏng khi di chuyển. Đồng thời hai thanh đỡ thanh trượt cần đảm bảo độ cứng vững, để chi tiết không bị rung, bị rơ, đảm bảo trượt ổn định và không sai số.
- Trục X trượt trên trục Z có gắn các thanh trượt, cơ cấu truyền động vít me đai ốc bi, động cơ, cơ cấu dẫn động với trục Z, bàn gá dao, trục C.
- Tấm đế giữ các thanh trượt trục Z, mâm cặp, động cơ, gối đỡ, vít me đai ốc trục Z….
- Ưu điểm: có tính đa năng, thiết kế cải tiến thêm trục C đặt trên bàn gá dao để kết hợp tiện khắc trên bề mặt trụ.
- Nhược điểm: Việc chế tạo máy đòi hỏi độ cứng vững cao của các thanh truyền động, trong quá trình thiết kế lắp ráp khó khăn.
vYêu cầu cơ bản với máy :
- Máy có kết cấu đơn giản.
- Chiều dài kẹp tối đa Lmax = 300mm
- Đường kính kẹp lớn nhất Dmax = 150mm
- Hành trình trục Xmax = 140mm
- Hành trình trục Zmax = 400mm
- Vật liệu chế tạo dễ kiếm, tiêu chuẩn, giá thành thấp.
- Khả năng thực hiện gia công chi tiết tự động bằng lập trình.
- Gia công chi tiết đạt được cấp chính xác 9 -12.
- Vận hành đơn giản.
- Làm việc ổn định.
- Sửa chữa và bảo dưỡng thuận tiện.
- Động Cơ Truyền Động Sử Dụng Trong Máy.
vPhương án 1 : Động cơ bước ( stepping motor).
H2.1 động cơ bước
- Ưu điểm:
- Tạo được mômen giữ: Một vấn đề khó trong điều khiển là điều khiển động cơ ở tốc độ thấp mà vẫn giữ được mômen tải lớn. Động cơ bước là thiết bị làm việc tốt trong vùng tốc độ nhỏ. Nó có thể giữ được mômen thậm chí cả vị trí nhờ vào tác dụng hãm lại của từ trường rotor.
- Điều khiển vị trí theo vòng hở: Một lợi thế rất lớn của động cơ bước là ta có thể điều chỉnh vị trí quay của roto theo ý muốn mà không cần đến phản hồi vị trí như các động cơ khác, không phải dùng đến encoder hay máy phát tốc (khác với servo).
- Không chổi than: Không xảy ra hiện tượng đánh lửa chổi than làm tổn hao năng lượng, tại một số môi trường đặc biệt (hầm lò...) có thể gây nguy hiểm.
- Độc lập với tải: Với các loại động cơ khác, đặc tính của tải rất ảnh hưởng tới chất lượng điều khiển. Với động cơ bước, tốc độ quay của rotor không phụ thuộc vào tải (khi vẫn nằm trong vùng momen có thể kéo được). Khi momen tải quá lớn gây ra hiện tượng trượt, do đó không thể kiểm soát được góc quay.
- Nhược điểm: phạm vi ứng dụng là ở lĩnh vực công suất nhỏ và trung bình, hiệu suất thấp hơn các loại động cơ khác.
- Phân loại: Động cơ bước cơ bản được chia theo cực và nam châm:
- Động cơ nam châm vĩnh cửu.
- Động cơ lai.
- Động cơ đơn cực.
- Động cơ đơn lưỡng cực.
v Phương án 2 : Chọn động cơ điện 1 chiều ( DC motor).
- Ưu điểm: momen xoắn lớn, giá thành rẻ.
- Nhược điểm: đáp ứng chậm, trong khi mạch điều khiển vị trí và vận tốc lại phức tạp.
H2.2 Động cơ điện DC.
vPhương án 3 : Chọn động cơ AC servo
- 3Động cơ AC servo
- Ưu điểm: momen xoắn lớn, tốc độ đáp ứng nhanh, độ chính xác cao.
- Nhược điểm: driver phức tạp, giá thành cao.
- Kết Luận : vì chế tạo máy là mô hính thử nghiệm nên nhóm chọn động cơ bước lưỡng cực làm động cơ truyền động cho các trục x,z.
- Chọn sơ bộ động cơ bước cho các trục x,z
- Điện áp định mức 6v DC.
- Điện áp làm việc: 24v DC.
- Dòng tải trung bình : 2A.
- Moment xoắn 1,373 Nm.
- Độ phân giải: 1.8 deg/step đối với trục X, Z và 0.9 deg/step
- Chọn động cơ DC cho trục chính :
- Điện áp làm việc : 24v DC.
- Dòng trung bình 5A.
- Tốc độ quay: 12000v/ph.
- Động cơ truyền động cho trục chính :
- Động cơ truyền động cho trục vít me trục x , z:
- Động cơ trục C :
- Chọn Bộ Phận Dẫn Hướng Trục X – Trục Z.
vPhương án 1: dùng thanh ray trượt.
H2.4 thanh ray trượt
- Đặc điểm:
- Nhỏ gọn nhẹ đễ dàng tháo rời, lắp ráp.
- Chịu ma sát thấp.
- Tốc độ di chuyển con trượt cao.
- Hoạt động trơn tru, tiếng ồn thấp.
- Dễ bị cong vênh.
vPhương án 2: dùng thanh trượt tròn.
H 2.5 thanh trượt bi tròn
- Đặc điểm :
- Thanh trượt làm bằng thép chịu lực cao, bề mặt mạ chrome.
- Tốc độ di chuyển con trượt cao, lên đến 10m/s.
- Hoạt động trơn chu tiếng ồn khi hoạt động thấp.
- Chống mài mòn và kháng rỉ sắt.
- Dễ dàng tháo lắp.
vPhương án 3 : dùng thanh trượt vuông
- Đặc điểm :
- Độ chính xác cao.
- Hiệu xuất làm việc cao.
- Tốc độ làm việc cao.
- Độ cứng vững cao.
- Có khả năng chịu tải cao.
- Có khả chịu tải trọng theo 4 hướng ( lên/ xuống/ trái / phải).
- Có khả năng tự điều chỉnh để giảm rung động khi cài đặt lỗi.
- Ma sát thấp, nhiệt lượng sinh ra trong quá trình hoạt động thấp.
- Dễ dàng bảo trì.
- Tuổi bền cao.
H2.6 thanh trượt bi vuông
- Kết luận : Bộ phận chuyển động cần phải đảm bảo quá trình làm việc tốt, chịu tải trọng lớn, độ bền cao. Vì vậy, ta chọn phương án 3 dùng thanh trượt vuông là hợp lí nhất.
H2.7 các hình chiếu của thanh trượt và con trượt
H2.8 bảng cataloge của thanh trượt và con trượt
- Chọn Phương Án Lắp Ráp Trục Chính.
vPhương án 1 : Lắp trục chính bằng thiết kết kết cấu ống lót trục chính.
H2.9 Ống lót trục chính máy tiện
- Đặc điểm :
- Chịu mòn tốt.
- Tuổi thọ mỡ cao.
- Chế tạo khó, giá thành cao.
- Phức tạp.
- Mất nhiều thời gian chế tạo.
vPhương án 2 : dùng gối đỡ cho trục chính.
- Đặc điểm :
- Dễ dàng tháo lắp.
- Tiết kiệm, giá thành rẻ.
- Tiếng ồn nhỏ, ma sát thấp, chạy êm.
- Tiết kiệm nhiên liệu.
- Tuổi thọ mỡ cao.
- Thời gian bảo trì ngắn.
- Nhiệt năng tỏa ra nhỏ.
- Chống ăn mòn.
- Khả năng chĩu tải lớn.
- Thời gian làm việc dài đáng tin cậy.
- Tuổi thọ cao.
H2.10 gối đỡ trục
- Kết luận : So sánh 2 phương án trên ta chọn gối đỡ trục trong chế tạo máy để dễ lắp đặt sửa chữa trong quá trình chế tạo:
- Chọn sơ bộ thông số gối đỡ trục chính D =35mm ; H= 48mm; L= 167mm; B= 43mm, m=1.6 Kg.
- Chọn sơ bộ thông số gối đỡ trục lắp bánh đai nhỏ D =20mm ; H= 33mm; L= 127mm; B= 31mm, m=0.65 Kg
Các thông số cơ bản của gối đỡ trục tra trong cataloge
H2.11 cataloge gối đỡ trục và vòng bi hãng ashi
- Chọn Cơ Cấu Chuyển Động Tịnh Tiến Cho Trục X – Trục Z.
vPhương án 1 : dùng động cơ gắn với vít me - đai ốc.
Gắn với động cơ thông qua khớp nối. Biến chuyển động quay thành chuyển động tinh tiến
- Ưu nhược điểm:
- Cấu tạo đơn giản, thắng lực lớn, thực hiện dịch chuyển chậm
- Kích thước nhỏ, chịu được lực lớn.
- Thực hiện được các dịch chuyển chính xác cao.
- Hiệu suất thấp do ma sát trên ren.
- Dễ mòn.
vPhương án 2 : dùng trục vít me – đai ốc bi.
Gắn với động cơ thông qua khớp nối. Biến chuyển động quay thành chuyển động tinh tiến.
H2.12 trục vít me – đai ốc bi.
- Ưu nhược điểm
- Độ chính xác truyền động cao.
- Tỉ số truyền giảm tốc lớn.
- Truyền đồng êm.
- Có khả năng tự hãm.
- Hiệu suất cao do ma sát trượt chuyển thành ma sát lăn.
- Chế tạo đơn giản.
- Khả năng chịu tải lớn.
- Độ bền cao.
- Chống mài mòn cao
- Kết cấu nhỏ gọn, đơn giản.
- Kết luận : So sánh các phương án trên ta chọn bộ truyền trục vít me – đai ốc bi dùng làm cơ cầu chuyển động của bàn máy, kết cấu cơ khí đơn giản, phù hợp với máy cnc ở mô hình học tập. Vit me đai ốc bi giúp cho các trục di chuyển dễ dàng hơn trong quá trình làm việc.
H2.13 cataloge chọn trục vít me – đai ốc bi
- Chọn sơ bộ vít me – đai ốc bi với các thông số : d = 12mm, l = 4mm , D=24mm ; A = 40mm ; .
- Chọn Cơ Cấu Truyền Động Cho Trục Chính
v Phương án 1 : sử dụng bộ truyền đai răng.
Bộ truyền đai răng làm việc nhờ vào sự ăn khớp giữa các răng trên dây đai và các răng trên bánh đai.
- Ưu nhược điểm:
- Kích thước bộ truyền nhỏ.
- Không có hiện tượng trượt đai giữa dây đai và bánh đai.
- Tỉ số truyền lớn. hiệu suất cao.
- Đường kính trục nhỏ.
- Khoảng cách truyền động giữa các trục không lớn.
- Giá thành cao.
H2.14 bộ truyền đai răng
vPhương án 2 : sử dụng bộ truyền đai thang.
Bộ truyền đai thang dùng để truyền động và giữ tải trọng giữa các trục nhờ sự ma sát sinh ra trên bề mặt tiếp xúc giữa dây đai và bánh đai.
H2.15 bánh đai thang
- Ưu nhược điểm :
- Có thể truyền động giữa các trục cách xa nhau.
- Làm việc êm không gây ồn nhờ vào độ dẻo của đai nên có thể truyền động với vận tốc lớn.
- Nhờ vào tính chất đàn hồi của đai nên tránh được dao động sinh ra do tải trọng thay đổi tác dụng lên cơ cấu.
- Nhờ vào sự trượt trơn nên đề phòng được sự quá tải xảy ra trên động cơ.
- Kết cấu vận hành đơn giản.
vKết luận : So sánh các phương án trên ta chọn bộ truyền đai thang dùng làm cơ cầu chuyển động cho trục chính của máy, kết cấu cơ khí đơn giản, phù hợp với máy cnc ở mô hình học tập.
CHƯƠNG III: TÍNH TOÁN CÁC THÔNG SỐ ĐỘNG HỌC CỦA MÁY
- Tính Toán Chọn Động Cơ.
Sơ đồ động của máy.
Chọn chế độ cắt thử nghiệm tối đa : Vật liệu gia công nhôm có đường kính Df= 150mm, chiều dài L= 300mm, tiện dọc trục D= 144mm, tiện bằng dao hợp kim BK6, có kết cấu F= 20x20, có
Ѱ = 45o , Ѱ1= 10o, λ= 0o, γ= -15o . quá trình cắt gọt không tưới nguội, tuổi bền dao T = 60p
vTính lực cắt tác dụng lên trục chính
- Chọn chiều sâu cắt t :
t= mm
- Chọn bước tiến S :
- Tra bảng 64-1/47 ( Bảng tra CĐCGCCK )| : Vật liệu gia công là nhôm, gia công thô S = 0,7 – 1,0 mm/vòng
- Chọn vận tốc cắt V :
V =
- Tra bảng 1-1/15 ( Bảng tra CĐCGCCK )
- Tra bảng 5-1/16 ( Bảng tra CĐCGCCK ) :
- Tra bảng 7-1/17( Bảng tra CĐCGCCK ) :
- Tra bảng 8-1/17 ( Bảng tra CĐCGCCK ) :
- Tra bảng 9-1/18 ( Bảng tra CĐCGCCK ) :
ð K = 0,9.2,7.0,9= 2,2
ð V = m/ph
- Số vòng quay trong 1 phút :
v/ph
ð chọn n = 600 vòng /phút.
- Vận tốc thực khi cắt:
m/ph
- Tính lực cắt:
.1 = 101,5 KG
- Tra bảng 11-1/19 (sách bảng ra chế độ cắt Gia Công Cơ Khí)
= 40 ; ;
- Tra bảng 14-1/21 và 15-1/22 (sách bảng tra )
suy ra
- Công suất cắt gọt:
ð Lực tác dụng lên máy:
ð Lực tác dụng lên chi tiết gia công:
f : độ võng của chi tiết.
L = chiều dài chi tiết gia công chịu lực
J =0,05.= 25.
E là mô đun đàn hồi của vật liệu
m là hệ số cứng vẫn: m =79
- Gia công thô [f] = 0,4
ð f = 0,0002thỏa yêu cầu.
- Gọi A là công suất do momen ngẩu lực thực hiện trên trục quay 1 góc trong thời giàn t là A = m.a.
ð Vậy công suất N =
m = 9,55.
- Công suất N = W = 0,7KW
- Công suất cần thiết:
- Chọn động cơ có công suất 0,8KW, n = 2800 (vòng/phút.)
- Tốc độ quay của trục tải:
(vòng/phút.)
- Tỉ số truyền chung:
- Công suất qua các trục:
0,74.0,99.0,95=0,65 KW
vBảng thông số :
|
Trục |
Động cơ |
Trục I |
Trục II |
|
|
i |
1 |
1,83 |
||
|
n |
2800 |
2800 |
1530 |
|
|
N |
0,75 |
0,74 |
0,7 |
|
- Tính Toán Chọn Bánh Đai.
vChọn loại đai : Giả thiết vận tốc của đai v < 5m/s có thể dùng đai loại A.
- tra bảng ( 5 – 13) : Tiết diện đai : A
- Kích thướctiết diện đai a x h(mm) (bảng 5 – 11) : 13 x 8
- Diện tích tiết diện F ( : 81
- Định đường kính bánh đai nhỏ. Theo bảng (5-14) lấy
- Kiểm nghiệm vận tốc của đai :
V < Vmax (30 ÷ 35 ) m/s => V thỏa điều kiện
vTính đường kính của bánh lớn :
.
- Số vòng quay thực của trục bị dẫn :
.
(thỏa yêu cầu)< 5%
- Chọn = 93 mm.
- Chọn sơ bộ khoảng cách trục A ( bảng 5 – 16)
- Tính chiều dài đai L theo khoảng cách trục A :
mm
ð L = L0+ x = 456,1 + 33 = 489,1
( đai thang loại A nên x = 33 )
- Lấy L theo tiêu chuẩn (bảng 5 -12) chọn L =500 mm
- Kiểm nghiệm số vòng chạy u trong 1 giây :
.................................
CHƯƠNG VII: KẾT LUẬN – TÀI LIỆU THAM KHẢO.
- Kết luận.
- Những kết quả đạt được:
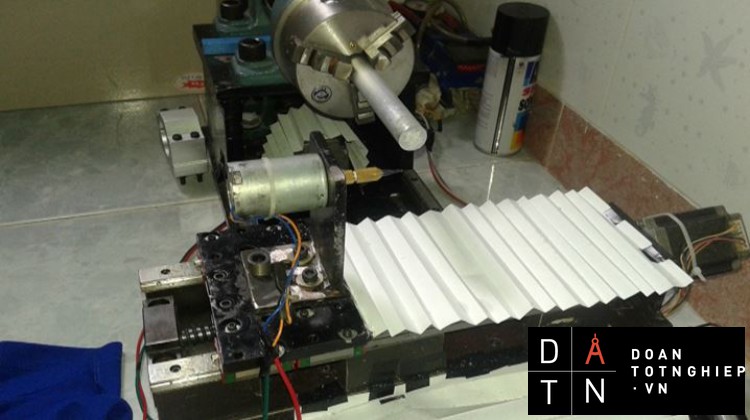
- Đã chế tạo , lắp ráp hoàn thành phần cơ khí.
- Chiều dài gia công chi tiết lớn nhất Lmax= 300mm
- Đường kính kẹp lớn nhất Dmax = 150mm
- Kết cấu gọn nhẹ phù hợp với mô hình thí nghiệm.
- Nắm được nguyên lý , cấu tạo căn bản máy tiện CNC.
- Thiết kế mô hình, tính toán động học cho máy.
- Tính toán và biết được các thông số kỹ thuật của máy tiện.
- Nắm được hệ thống dẫn động của máy tiện CNC.
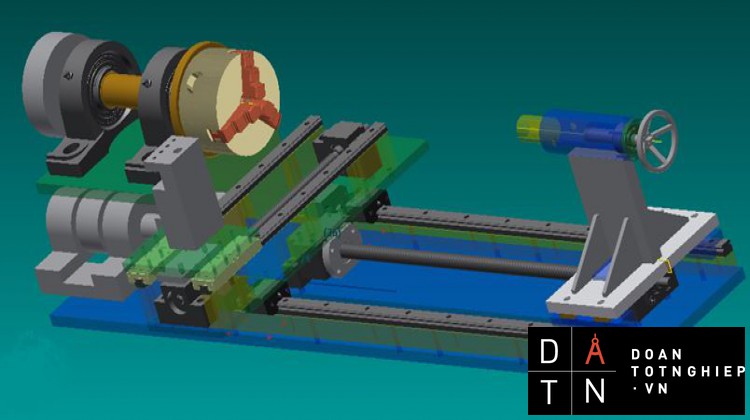
- Xây dựng chương trình mô phỏng hoạt động của máy tiện bằng phần mềm Inventor.
- Sử dụng phần mềm Autocad để biểu diễn các chi tiết của máy.
- Biết sử dụng phần mềm mach 3 và master cam để lập trình cho máy.
- Biết cách lắp ráp, tháo lắp các bộ phận của máy.
- Những kết quả chưa đạt được:
- Một số ý tưởng chưa hoàn thành: phát triển trục C để khắc trên bề mặt cong.
- Thiếu bộ phận che chắn bụi.
- Hướng phát triển
- Thay động cơ bước bằng động cơ servo để đạt độ chính xác cao hơn
- Cải thiện độ cứng vững để gia công được những vật liệu cứng.
Sau khi hoàn thành đồ án này, em đã bước đầu có những hiểu biết cơ bản về máy CNC, cấu tạo cũng như nguyên lý làm việc. Trong quá trình làm đồ án đã giúp em biết cách vận dụng các kiến thức từ những môn học khác nhau, và từ đó bắt tay vào giải bài toán kỹ thuật. Với yêu cầu của đề tài, nhóm em đã hoàn thành được các nội dung đặt ra. Do lần đầu tiếp cận với khía cạnh mới cũng như những khó khăn gặp phải trong quá trình làm nên không thể tránh khỏi những thiếu sót. Từ đó em rút ra được rất nhiều kinh nghiệm thực tế và sẽ giúp ích nhiều cho công việc sau này của em.