THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC GIỮ DẦU 2

NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các nghành , các các lĩnh vực .Đặc biệt là nghành cơ khí.Nghành cơ khí là một trong những nghành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hoá hiện đại hoá đất nước.Muốn đạt được điều đó thì vấn đề đặt ra ở đây là phải có trang thiết bị công nghệ và nguồn nhân lực.Nguồn nhân lực có trình độ về chuyên môn kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản suất .
Vì vậy các phương pháp gia công đều trên các máy vạn năng.đây là yếu tố bắt buộc mỗi con người trong ngành cơ khí chế tạo máy phải nhớ , nhất là những cán bộ kỹ thuật trong việc lập quy trình công nghệ gia công .vì vậy cần phải có 1 quy trình công nghệ hợp lý đối với các loại máy ma nước ta thường thấy.
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao độ chính xác về kích thước, hình dáng hình học,vị trí tương quan phải hội đủ các điều kiện sau: Máy , dao, đồ gá , chi tiết gia công …Ngoài máy dao thì Việc thiết kế đồ gá gia công chi tiết trên máy là yếu tố cần thiết trong nghành chế tạo máy.đồ gá giúp cho gia công chính xác đạt chất lượng năng xuất cao
Và đây là đề tài thiết kế quy trình công nghệ gia công bạc giữ dầu .Quy trình công nghệ này được trình bày những vấn đề cơ bản từ quá trình tạo phôi , lập quy trình công nghệ , thiết kế đồ gá đến quá trình tổng kiểm tra sản phẩm mà người thực hiện chúng em được tiếp thu tại nhà trường trong thời gian học và thực tập.
Do thời gian có hạn chế và sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài không thể không thiếu sót, kính mong quý thầy cô trong hội đồng nhà trường, trong khoa Chế Tạo Cơ Khí, thầy hướng dẫn đồ án này chỉ dẫn thêm cho đề tài của chúng em được hoàn thành tốt hơn.
Chúng em xin chân thành cảm ơn tất cả các thầy cô trong khoa cơ khí.và cảm ơn thầy Võ Tùng Linh đã hướng dẫn chúng em hoàn thành đồ án này.
THUYẾT MINH
- PHÂN TÍCH SẢN PHẨM
- Phân tích hình dạng và kết cấu:
-Phôi được chế tạo từ gang xám GX15-32 bằng phương pháp đúc. Do vậy kết cấu và hình dáng của các mặt ngoài và mặt trong không gây khó khăn khi tạo phôi
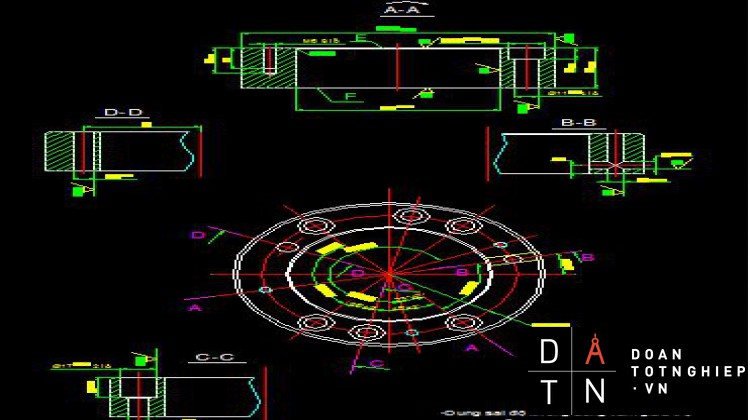
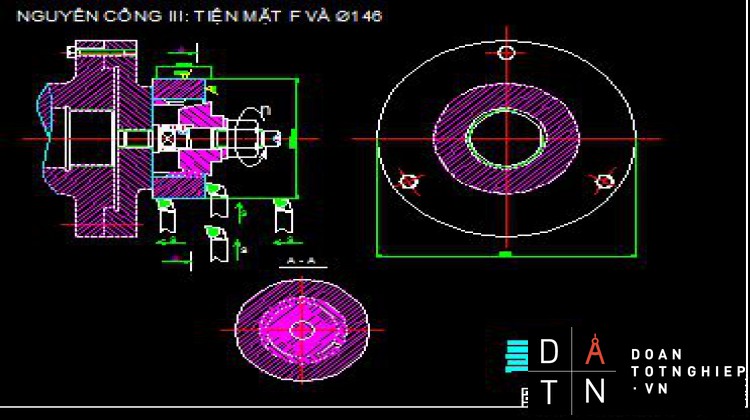
- Chi tiết bạc giữ dầu là chi tiết dạng bạc. Phần lớn các mặt gia công là mặt trụ trong và mặt phẳng. Chi tiết có kích thước lớn nhất là Þ146-0.16 và lỗ Þ95.
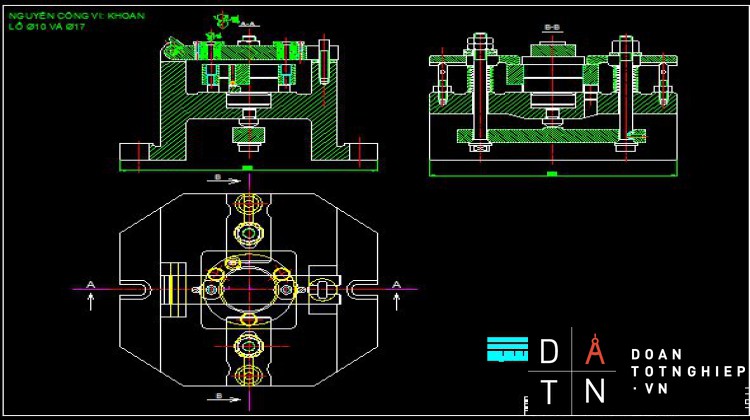
- Ngoài ra còn có 6 lỗ Þ17 dạng bậc, 4 lỗ Þ11, 3 lỗ Þ10 phân bố trên chi tiết và có 3 lỗ ren M6 các lỗ ren phân bố điều nhau.
2. Phân tích công dụng và điều kiện làm việc
- Bạc giữ dầu có tác dụng giữ dầu trong cơ cấu truyền động
3. Phân tích vật liệu sản phẩm
- Gải thích kí hiệu
Vật liệu chế tạo bạc giữ dầu làm bằng gang xám GX15-32
- Kí hiệu : GX15-32
+ GX: chỉ kí hiệu của gang xám
+ 15 : chỉ gới hạn bền kéo
+ 32 : chỉ gới hạn bền uốn
b. các thành phần cơ bản của vật liệu
Gang xám chủ yếu là sắt (Fe) và cacbon (C) trong đó :
-Cacbon (C ) từ3 ÷ 3,8%
-Silic (Si ) từ 0,5 ÷ 3%
-Mangan (Mn ) từ 0,5 ÷ 3%
-Photpho (P) từ 0,15 ÷ 0,4%
-Lưu huỳnh (S) từ 0,12 ÷ 0,2%
c. Cơ tính và độ cứng cùa vật liệu.
-gang xám có độ bền kéo nhỏ, độ dẻo, độ dai kém. Nhưng bù lại gang xám có ưu điểm chịu va đập, giảm chấn động, chịu mài mòn, dễ cắt gọt.
- Độ cứng HB = 163 ÷ 229 kg/mm3
4. Phân tích về yêu cầu kỹ thuật của chi tiết
a. Kích thước có sai lệch giới hạn chỉ dẫn.
+ kích thước:Ø146-0.16.
- Kích thước danh nghĩa : dN =146mm.
- Sai lệch giới hạn trên : es =0.
- Sai lệch giới hạn dưới : ei = -0.16mm =160µm.
- Dung sai : Td = es – ei = 0.16mm =160µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø146-0.16 đạt cấp chính xác 11.
+ Kích thước : Ø95+0.035.
- Kích thước danh nghĩa : DN =95mm.
- Sai lệch giới hạn trên : ES = 0.035mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.035mm= 3µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø95+0.035 đạt cấp chính xác 7.
+ Kích thước : 40 -0.17mm.
- Kích thước danh nghĩa : dN =40mm.
- Sai lệch giới hạn trên : es = 0.
- Sai lệch giới hạn dưới :ei = -0.17mm = -170µm.
- Dung sai : Td = es – ei = 0.17mm =160µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 40 -0.17 mm đạt cấp chính xác 11.
+ kích thước : 11-0.1 mm.
- Kích thước danh nghĩa : dN =11mm.
- Sai lệch giới hạn trên : es = 0.
- Sai lệch giới hạn dưới :ei = -0.1mm = -100µm.
- Dung sai : Td = es – ei = 0.1mm =100µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước11-0.1mm đạt cấp chính xác 11.
+ Kích thước : Ø17+0.12mm.
- Kích thước danh nghĩa : DN =17mm.
- Sai lệch giới hạn trên : ES = 0.12mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.12mm= 120µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø17+0.12mm đạt cấp chính xác 11.
+ Kích thước : 11+0.1mm.
- Kích thước danh nghĩa : DN =11mm.
- Sai lệch giới hạn trên : ES = 0.1mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai: TD = ES – EI = 0.1mm= 100µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 11+0.1mm đạt cấp chính xác 11.
+ Kích thước : 25-0.5 mm.
- Kích thước danh nghĩa : dN =25mm.
- Sai lệch giới hạn trên : es = 0.
- Sai lệch giới hạn dưới :ei = -0.5mm = -500µm.
- Dung sai : Td = es – ei = 0.5mm =500µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 25-0.5 mm đạt cấp chính xác 14.
+ Kích thước : Ø10+0.1.
- Kích thước danh nghĩa : DN =10mm.
- Sai lệch giới hạn trên : ES = 0.1mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.1mm= 100µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø10+0.1mm đạt cấp chính xác 11.
+ Kích thước : Ø8+0.022mm.
- Kích thước danh nghĩa : DN =8mm.
- Sai lệch giới hạn trên : ES = 0.022mm.
- Sai lệch giới hạn dưới :EI =0.
- Dung sai :TD = ES – EI = 0.022mm= 22µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø8+0.022mm đạt cấp chính xác 8.
+ Kích thước : 8 -0.1mm.
- Kích thước danh nghĩa : dN =8mm.
- Sai lệch giới hạn trên : es = 0.
- Sai lệch giới hạn dưới :ei = -0.1mm = 100µm.
- Dung sai : Td = es – ei = 0.1mm =100µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 8-0.1 mm đạt cấp chính xác 11.
+ Kích thước: 20+0.12mm.
- Kích thước danh nghĩa : dN =20mm.
- Sai lệch giới hạn trên : es = 0.12mm.
- Sai lệch giới hạn dưới :ei = 0.
- Dung sai : Td = es – ei = 0.12mm =120µm .
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước 20+0.12mm đạt cấp chính xác 11.
+ Kích thước : Ø120 ±0.1mm.
- Kích thước danh nghĩa : DN =120mm.
- Sai lệch giới hạn trên : ES = 0.1.
- Sai lệch giới hạn dưới :EI =0.1.
- Dung sai :TD = ES – EI = 0.2mm= 200µm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2245-99 kích thước Ø120 ±0.1mm đạt cấp chính xác 11.
b. Các kích thước không chỉ dẫn:
Đối với các kích thước không chỉ dẫn gồm có các kích thước.
- Kích thước giữa hai mặt gia công .
- Kích thước giữa hai mặt không gia công.
- Kích thước của các góc lượn , mép vát…
Theo quy định trong TCVN 2244-77 và 2245-77 thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 17.
+ Đối với kích thước 21mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa : 21mm.
- Dung sai : IT =0.18mm.
+ Đối với kích thước 1mm là kích thước giữa hai mặt gia công ta chọn cấp chính xác 12.
- Kích thước danh nghĩa : 1mm.
- Dung sai : IT=0.1mm.
+ Đối với kích thước 55mm là kích thước giữa 1 mặt gia công và 1 mặt không gia công ta chọn cấp chính xác 14.
- Kích thước danh nghĩa: 55mm.
- Dung sai :IT= 0.74mm.
+ Đối với kích thước M6.
- Ren tam giác hệ mét .
- Đường kính danh nghĩa : DN =6 mm.
- Ren bước nhỏ P=1.
+ Sai lệch giữa các góc là ±2’.
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công
Theo bản vẽ chi tiết thì bạc giữ dầu có các cấp độ nhám sau.
- các mặt trụ ngoài Ø146-0.16 mm, có độ nhám Rz=20µm, theo TCVN
2511-95 thì kích thước này đạt cấp độ nhám cấp 8.
- các mặt đầu Ø146-0.16mm, mặt trong Ø 95+0.035mm, mặt trong 8+0.022mm có độ nhám Ra=2.5µm, theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 5.
- Các lỗ Ø17+0.12mm và lỗ Ø11+0.1mm có độ nhám Rz= 80µm, theo TCVN
2511-95 thì kích thước này đạt cấp độ nhám cấp 3.
- Các lỗ Ø 10+0.1 có độ nhám Rz= 40µm , theo TCVN 2511-95 thì kích thước này đạt cấp độ nhám cấp 3.
+Giải thích kí hiệu:
- Ra: là sai lệch trung bình số học của profin.
- Rz: là chiều cao mấp mô của profin của 10 điểm.
6. Phân tích độ chính xác về hình dáng hình học và vị trí tương quan .
+ Dung sai về vị trí tương quan.
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau.
- Dung sai độ không đồng tâm giữa trụ Ø146-0.16 và lỗ Ø 95+0.035 ≤0.15.
- Dung sai độ không vuông góc giữa mặt đầu F và đường tâm lỗ Ø 95≤0.04.
- Dung sai độ đồng trục của 2 lỗ Ø17 và Ø11 ≤0.02.
+Độ bóng bè mặt:
- Lỗ Ø 95+0.035 mm đạt độ nhám Ra 2.5.
- Lỗ Ø8+0.022mm đạt độ nhám Ra 2.5.
- Lỗ Ø17+0.12mm và lỗ Ø11+0.1mm đạt độ nhám Rz80.
- đạt độ nhám Rz40.
+ Phân tích độ chính xác về hình dáng hình học
- Lỗ Ø 95+0.035 mm có dung sai độ tròn là ≤.017
- Lỗ Ø8+0.022mm có dung sai độ tròn là ≤0.011
- Lỗ Ø17+0.12mm có dung sai độ tròn là ≤0.06
- Lỗ Ø 10+0.1 mm có dung sai độ tròn là ≤0.05
- Lỗ Ø 146-0.16mm có dung sai độ tròn là ≤0.08
B. Biện Luận Dạng Sản Xuất .
Ñeå xaùc ñònh saûn löôïng haøng naêm cuûa chi tieát ta caàn tính khoái löôïng chi tieát :
Ta coù : m = V.
Trong ñoù :
+ m laø khoái löôïng chi tieát
+ :laø khoái löôïng rieâng cuûa vaät lieäu laøm chi tieát.
Ñoái vôùi gang xám thì ta laáy = 7,8kg/dm3.
Chi tiết có dạng hình trụ nên thể tích chí tiêt được tinh theo công thức sau
V = πR2.h
Trong đó :
+ R là bán kính chi tiết
+ h là chiều cao chi tiết
- Thể tích Ø 146: V1
V1 = πR2.h = 3,14 . 732 . 40 = 669322mm3
- Thể tích Ø 95: V2
V2 = πR2.h= 3,14. 47.52 .40 = 283385 mm3
- Thể tích Ø 17: V3
V3 = πR2.h= 3,14. 8,52 .11 = 2495,511mm3
- Thể tích Ø 17: V4
V4 = πR2.h= 3,14. 8,52 .20 = 4537,3 mm3
- Thể tích Ø 10: V5
V5 = πR2.h= 3,14. 52 .20 = 1570 mm3
- Thể tích Ø 10: V6
V6 = πR2.h= 3,14. 52 . 40 = 3140 mm3
- Thể tích Ø 11: V7
V7 = πR2.h= 3,14. 5.52 . 29 = 2754,565 mm3
- Thể tích Ø 8: V8
V8 = πR2.h= 3,14. 42 . 40 = 2009,6 mm3
- Thể tích Ø 8: V9
V9 = πR2.h= 3,14. 42 . 25,5 = 1281,12 mm3
- Thể tích Ø 6: V10
V10 = πR2.h= 3,14. 32 . 21 = 593,46 mm3
Thể tích chi tiết V
V=V1- (V2 + 4V3 + 2V4+ 2V5 + V6 + 4V7 + V8 + V9 + 3V10)
= 669322 – (283385 + 4. 2495 + 2 . 4537,3 + 2 . 1570 + 3140 + 4 .2754,56
+2009,6 + 1281,12 + 3 . 593,46 )
V=34174,016 mm3 = 0,34174016dm3
Khối lượng chi tiết
m = V. = 0,34174016 . 7,4 = 2,5 kg
Vậy khối chi tiết : m = 2,5kg
vDạng sản suất
- khối lượng chi tiết gia công là 2,5kg ( < 4kg)
- sản lượng chi tiết 500 chiếc năm tra bảng 2.6 ( thế kế đồ án công nghệ chế tạo máy ) ta chọn dạng sản xuất hàng loạt vừa
C. Phân tích việc chọn phôi , phương pháp chế tạo phôi và xác định lượng dư gia công
1. Phân tích việc chọn phôi
Có nhiều phương pháp chê tạo phôi, nhưng bạc giữ dầu có vật liệu là gang xám , nên chỉ có phương pháp đúc là phù hợp nhất.
- phôi đúc lượng dư phân bố điều , tiết kiệm vật liệu , độ đồng điều cùa phôi cao.
- Tuy nhiên phương pháp đúc này cũng có một số khuyết điểm là khó phát hiện các khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm nãng suất và hiệu.
2. Phương pháp chế tạo phôi
Có nhiều phương pháp chế tạo phôi
- Đúc trong khuôn cát.
- Phương pháp đúc bằng khuôn cát tương đối phổ biến. Tuy nhiên chế tạo khuôn mẫu rất tốn thời gian, độ chính xác phôi không cao, giá thành thấp trang thiết bị đơn giản, thích hợp dạng sản xuất đơn chiếc và hàng loạt vừa.
- Đúc trong khuôn kim loại.
- Độ chính xác cao nhưng giá thành quá cao thiết bị đầu tư lớn , lòng khuôn có kích thước, hình dạng, vị trí tương quan giống như phôi cần đúc
- Chủ yếu dùng để đúc kim loại và hợp kim nhôm
- Độ chính xác cấp 13 – 15, độ nhám Rz = 80µm
- Đúc trong khuôn mẫu nóng chảy.
- Chỉ mang lại hiệu quả cao khi đúc các chi tiết có hình dạng phức tạp từ vật liệu bất kì với số lượng chi tiết trong loạt >100 chiếc
- Độ chính xác cấp 11 – 12, độ nhám Rz = 40 - 10µm.
.................................
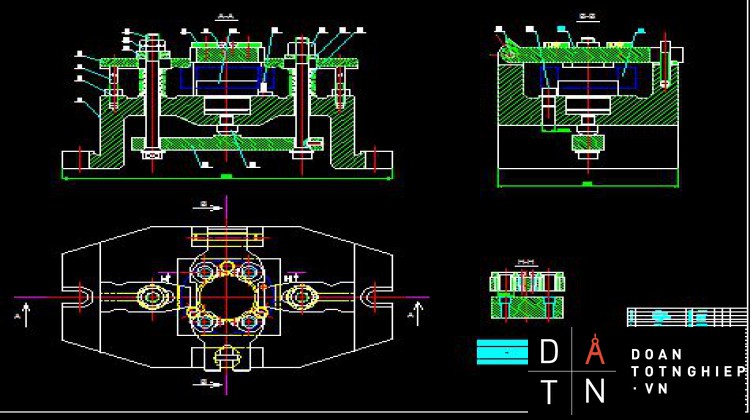
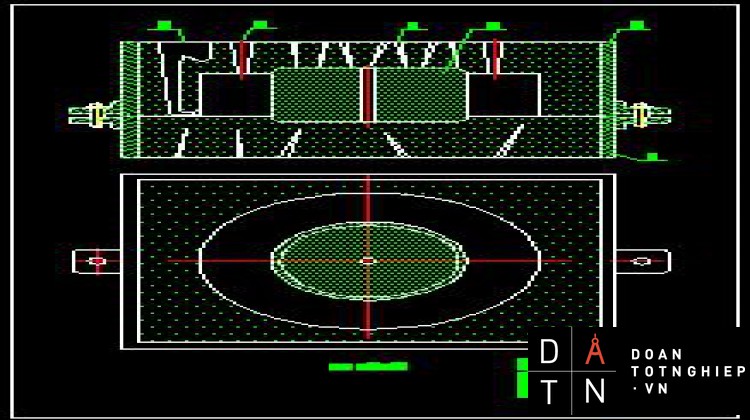
4.Tính lực kẹp
- Chi tiết gia công được kẹp chặt bằng 2 mỏ kẹp đặt dối xứng nhau qua tâm chi tiết có cùng khoảng cách đến tâm mũi khoan
- Khi chi tiết gia công được định vị bằng chốt tỳ và được kẹp chặt bằng mỏ kẹp ta có phương trình cân bằng sau đây
K.M = W f.a
ở đây : K hệ số an toàn trong từng điều kiện cụ thể được xác định như sau.
K= K0.K1 .K2 .K3 .K4 .K5 .K6
Trong đó
o K0 : heä soá an toaøn cho taát caû caùc tröôøng hôïp gia coâng K0 = 1,5
o K1 : heä soá về tính chất bề mặt gia công K1 = 1,2
o K2 : heä soá laøm taêng löïc caét khi dao bò moøn K2(1,2 -1,8)
choïnK2 = 1,2
o K3 : heä soá laøm taêng löïc caét khi gia coâng giaùn ñoaïn : K3 = 1,2
o K4 : heä soá tính ñeán sai soá cuûa cô caáu keïp chaët choïn K4 = 1,3 : keïp chaët baèng tay.
o K5 : Heä soá tính ñeán möùc ñoä thuaän lôïi cuûa cô caáu keïp baèng tay : choïn K5 = 1 (thuaän lôïi)
o K6 : Heä soá tính ñeán moâ men laøm quay chi tieát choïn K6 = 1
K = 1,5. 1,2. 1,2 . 1,2 . 1,3 . 1 .1 = 2,808
- Có moment xoắn M =1,59(kgm) =1590Kgmm
- W lực kẹp chi tiết gia công
- f hệ số ma sát : f =0,2
- a khoảng cách tự tâm mũi khoan tới mỏ kẹp : a =50mm
vXác định dường kính bu lông kẹp
Ta xaùc ñònh löïc keïp caàn thieát laø
W = W1 = W2 = 446 N
Löïc caàn thieát ñeå taïo ra löïc keïp
Q = 2 W1 = 892 N
Aùp duïng coâng thöùc
Trong đó Q: lực kẹp yêu cầu
C =1,4 với ren hệ mét
Vật liệu bu lông bằng thép C45: σ=800 -1000 ( N/mm2)
Chọn d=18mm
5
Các hsử dụng và bảo quản
- hướng dẫn cách sử dụng đồ gá
Chi tiết gia công được gá đặt theo phương thẳng đứng, thao tác như sau : trước khi gá đặt ta phải xoay tấm dẫn ngã về phía bên trái để tạo không gian đưa chi tiết vào định vị. Sau khi đã địng vị xong , ta tiến hành kẹp chặt chi tiết qua cơ cấu kẹp liên động rồi hạ tấm dẫn xuống cho tỳ vào chốt và xoay tay chử Tđể kẹp chặt tấm dẫn và tiến hành thay đổi các bạc dẫn cho phù hợp với từng bước gia công.
Khi tháo chi tiết thì tiến hành làm ngược lại.
- Hướng dẫn bảo quản
Khi sử dụng đồ gá thao tác phải nhẹ nhàng, đặt và lấy chi tiết phải cẩn thận tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng xong phải lau chùi, vệ sinh và tra dầu bảo quản.
Ngaøy nay khoa hoïc kyõ thuaät phaùt trieån raát maïnh trong taát caû caùc nghaønh , caùc caùc lónh vöïc .Ñaëc bieät laø nghaønh cô khí.Nghaønh cô khí laø moät trong nhöõng nghaønh then choát thuùc ñaåy söï phaùt trieån cuûa ñaát nöôùc trong thôøi kyø coâng nghieäp hoaù hieän ñaïi hoaù ñaát nöôùc.Muoán ñaït ñöôïc ñieàu ñoù thì vaán ñeà ñaët ra ôû ñaây laø phaûi coù trang thieát bò coâng ngheä vaø nguoàn nhaân löïc.Nguoàn nhaân löïc coù trình ñoä veà chuyeân moân kyõ thuaät môùi coù theå phaân tích toång hôïp caùc yeâu caàu kyõ thuaät ñaët ra cuûa baûn veõ ñeå töø ñoù ñöa ra ñöôøng loái coâng ngheä hôïp lyù phuïc vuï cho nhu caàu saûn suaát .
Vì vaäy caùc phöông phaùp gia coâng ñeàu treân caùc maùy vaïn naêng.ñaây laø yeáu toá baét buoäc moãi con ngöôøi trong ngaønh cô khí cheá taïo maùy phaûi nhôù , nhaát laø nhöõng caùn boä kyõ thuaät trong vieäc laäp quy trình coâng ngheä gia coâng .vì vaäy caàn phaûi coù 1 quy trình coâng ngheä hôïp lyù ñoái vôùi caùc loaïi maùy ma nöôùc ta thöôøng thaáy.
Trong cô khí muoán ñaït ñöôïc chaát löôïng saûn phaåm cuõng nhö muoán naâng cao ñoä chính xaùc veà kích thöôùc, hình daùng hình hoïc,vò trí töông quan phaûi hoäi ñuû caùc ñieàu kieän sau: Maùy , dao, ñoà gaù , chi tieát gia coâng …Ngoaøi maùy dao thì Vieäc thieát keá ñoà gaù gia coâng chi tieát treân maùy laø yeáu toá caàn thieát trong nghaønh cheá taïo maùy.ñoà gaù giuùp cho gia coâng chính xaùc ñaït chaát löôïng naêng xuaát cao
Vaø ñaây laø ñeà taøi thieát keá quy trình coâng ngheä gia coâng baïc giöõ daàu .Quy trình coâng ngheä naøy ñöôïc trình baøy nhöõng vaán ñeà cô baûn töø quaù trình taïo phoâi , laäp quy trình coâng ngheä , thieát keá ñoà gaù ñeán quaù trình toång kieåm tra saûn phaåm maø ngöôøi thöïc hieän chuùng em ñöôïc tieáp thu taïi nhaø tröôøng trong thôøi gian hoïc vaø thöïc taäp.
Do thôøi gian coù haïn cheá vaø söï hieåu bieát veà kieán thöùc cuûa chuùng em coøn haïn cheá neân trong quaù trình thöïc hieän ñeà taøi khoâng theå khoâng thieáu soùt, kính mong quyù thaày coâ trong hoäi ñoàng nhaø tröôøng, trong khoa Cheá Taïo Cô Khí, thaày höôùng daãn ñoà aùn naøy chæ daãn theâm cho ñeà taøi cuûa chuùng em ñöôïc hoaøn thaønh toát hôn.
Chuùng em xin chaân thaønh caûm ôn taát caû caùc thaày coâ trong khoa cô khí.vaø caûm ôn thaày Voõ Tuøng Linh ñaõ höôùng daãn chuùng em hoaøn thaønh ñoà aùn naøy