THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CĐKT CAO THẮNG
NỘI DUNG ĐỒ ÁN
Mục lục THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CĐKT CAO THẮNG
MỤC LỤC
Trang
Lời nói đầu.................................................................................................. 2
Lời nhận xét của giáo viên......................................................................... 3
Mục lục........................................................................................................ 4
Phần I: Phân tích chi tiết gia công.............................................................. 5
Phần II:Chọn phôi, phương pháp chế tạo phôi, lượng dư gia công........ 8
Phần III: Thuyết kế quy trình công nghệ gia công cơ............................ 12
Phần IV: Tính toán và thiết kế đồ gá...................................................... 33
Phần V: Hướng dẫn sử dụng và bảo quản đồ gá................................... 41
Phần VI: Kết luận..................................................................................... 42
Tài liệu tham thảo..................................................................................... 43
Phần 1. PHÂN TÍCH CHI TIẾT GIA CÔNG NẮP
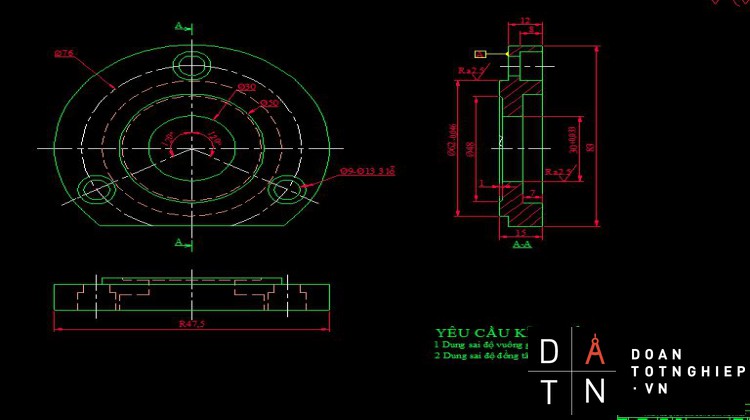
1.1. Phân tích công dụng và điều kiện làm việc của nắp
- Nắp có công dụng che chặn các bộ phận của chi tiết máy như là chặn ổ bi….,định vị các chi tiết khác,…nhiệm vụ của nắp là nâng đỡ và giữ cố định dọc trục chịu lực tác dụng từ cổ trục. Nắp còn có mục đích chắn bụi cho các bộ phận của máy…
- Điều kiện làm việc trong trạng thái ít lực tác dụng.
1.2. Phân tích vật liệu chế tạo nắp
- Nắp làm việc trong môi trường tương đối ổn không chịu va đập mạnh nên được chế tạo bằng vật liệu là GX 15-32 .
- GX là kí hiệu gang xám,15 là σkéo = 150N/mm2,32 là σuốn=320N/mm2.
- Thành phần cấu tạo gồm HK Fe-C ,hàm lượng C (3.5÷4.5%).và trong gang có chứa 1 số hợp chất Si,Mn,S,P và các nguyên tố khác.
- Gang xám có đặc tính cứng,giòn,nhiệt độ nóng chảy thấp dễ đúc,có độ bền nén cao,chịu mài mòn tốt.
=> Dùng gang xám để chế tạo nắp là hợp lý.
1.3. Phân tích kết cấu, hình dạng của nắp
- Nắp có kết cấu,hình dạng đơn giản.
- Nắp thuộc dạng điển hình là dạng bạc- Nắp có những kích thước bề mặt đáng quan tâm là mặt trụ ngoài Ø62 cần gia công đạt độ nhám là Ra=2.5.
1.4. Phân tích độ chính xác gia công
1.4.1. Độ chính xác của kích thước
1.4.1.1 Đối với các kích thước có chỉ dẩn dung sai
- Kích thước Ø62-0.046
+ Kích thước danh nghĩa DN=62
+ Sai lệch trên ES=0
+ Sai lệch dưới EI= -0.046
+ Dung sai kích thước ITD=0+0.046=0,046
+ Tra bảng 1.4 trang 4 sách BTDSLG
+ Độ chính xác về kích thước đạt cấp chính xác 8
+ Miền dung sai kích thước trục h8 : vậy Ø62 0-0,046 => Ø62h8
1.4.1.2 Những kích thước không chỉ dẩn dung sai
- Các kích thước không chỉ dẩn dung sai sau đây giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12
+ Kích thước lỗ Ø50 cấp chính xác 12. TheoTCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0,25mm
Kích thước đầy đủ là Ø500+0,25
+ Kích thước lỗ Ø30 cấp chính xác 12 .Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0,21mm
Kích thước đầy đủ Ø300+0,21
+ Kích thước lỗ Ø13 cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0,18 mm
Kích thước đầy đủ Ø130+0,18
+ Kích thước Ø9 cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT= 0,15 mm
Kích thước đầy đủ Ø90+0,15
+ Kích thước 12 cấp chính xác 12 .Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0,18 mm
Kích thước đầy đủ 12±0,09
- Các kích thước không chỉ dẫn dung sai sau đây giới hạn bởi 2 bề mặt không gia công nên có CCX 16
+ Kích thước Ø48 có cấp chính xác 16. Theo TCVN tra bảng 1.4 sách BTDSLG ta được IT = 1,6 mm
1.4.2. Độ chính xác về hình dáng hình học
- Dung sai độ vuông góc giữa mặt trụ Ø62 và mặt A ≤0,03.
1.4.3. Chất lượng bề mặt ( độ nhám)
- Kích thước lỗ Ø620-0,046 có yêu cầu độ nhám bề mặt là Ra = 2.5, cấp độ nhám cấp 6.
- Các kích thước còn lại Ø50,Ø30,Ø13,Ø9,12 có yêu cầu độ nhám Rz = 40 cấp độ nhám là cấp 4.
- Kích thước Ø47 không gia công, không yêu cầu độ nhám nên có độ nhám là Rz= 160 cấp độ nhám là cấp 2.
1.5. Xác định sản lượng năm
-Khối lượng CTGC Mct là: Mct = Vct * γ
+ Vphần đặc = π*r2*h
= 3,14*47,52*15= 106269,375mm3
+ Vphần rỗng = VØ50 +VØ30 +VØ13 +VØ9
. VØ50 = 3,14*252 *7 = 13737,5mm3
. VØ30 = 3,14*152*7 = 4945,5 mm3
. VØ13 = 3,14*6,52*8 = 1061,32 *3 lỗ = 3183,96 mm3
. VØ9 = 3,14*4,52 *4 = 254,34 * 3 lỗ = 763,02 mm3
ðVphần rỗng = 13737,5 + 4945,5 + 3183,96 + 763,02 = 22629,98 mm3
ðVct = Vphần đặc – V phần rỗng = 106269,375 – 22629,98 = 83639,395 mm3
= 0,083639395 dm3
ðMct = Vct * 7,2 = 0,6 kg
** Dựa vào dạng sản xuất hàng loạt vừa và khối lượng của chi tiết tra bảng 1.8 trang 8 sách Giáo trình CNCTM1 => Sản lượng hàng năm của chi tiết là 500-5000 chiếc.
Phần 2:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1. Chọn phôi.
- Trong cơ khí người ta thường dùng những loại phôi sau:
2.1.1. Phôi rèn dập
- Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt.
- Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lí vì gang xám có tính giòn nên khi rèn làm cho chi tiết dễ bị hiện tượng nứt nẻ.
- Dùng trong sản xuất nhỏ và chi tiết không quá phức tạp.
2.1.2. Phôi cán
- Thường dùng để chế tạo con lăn, chi tiết kẹp chặt, các loại trục, xilanh, pitton bạc, bánh răng có đường kính nhỏ,…
- Về cơ tính phôi cán kém hơn so với phôi rèn và phôi dập.
- Phôi cán dùng trong sản xuất loạt lớn, hình dạng cho tiết đơn giản.
2.1.3. Phôi đúc
- Phôi đúc có cơ tính không cao bằng phôi rèn dập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời chi tiết rất hợp với những chi tiết có vật liệu là gang (tính đúc tốt) vì có những đặc điểm như sau:
+Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẻ, được dùng phổ biến
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
*Kết luận : Từ điều kiện sản xuất là loạt vừa, vật liệu chế tạo là GX15-32 và những phương pháp chế tạo phôi đã phân tích trên => ta chọn phôi đúc là phù hợp nhất.
2.2. Phương pháp chế tạo phôi
- Trong đúc phôi có những phưng pháp sau:
2.2.1. Đúc trong khuôn cát mẫu gỗ
- Chất lượng bề mặt vật đúc không cao, giá thành tương đối thấp,trang thiết bị đơn giản, thích hợp cho sản xuất đơn chiếc và loạt nhỏ.
=> Phương pháp này cho năng suất trung bình, chất lượng bề mặt không cao, gây khó khăn cho các bước gia công tiếp theo.
2.2.2. Đúc trong khuôn cát mẫu kim loại
- Nếu công việc làm khuôn được thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với vật đúc trong khuôn cát mẫu gỗ vì giá thành tạo khuôn không cao.
=> Chất lượng bề mặt tốt hơn phương pháp đúc trong khuôn cát mẫu gỗ, đúc được các chi tiết có hình dạng phức tạp, năng suất phù hợp với dạng sản xuất hàng loạt vừa và loạt lớn.
2.2.3. Đúc trong khuôn kim loại.
- Độ chính xác cao nhưng giá thành cao thiết bị đầu tư lớn. Phôi có hình dáng gần giống với chi tiết nên lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao.
=>Phương pháp này cho năng suất cao, đặc tính kĩ thuật của chi tiết tốt nhưng giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối. Thường dùng cho hợp kim.
2.2.4. Đúc ly tâm.
- Loại này chỉ phù hợp với chi tiết có dạng tròn xoay, đặc biệt là hình ống, hình xuyến.
2.2.5. Đúc áp lực.
- Dùng áp lực lớn để điền đầy kim loại trong lồng khuôn.
- Hợp kim đúc áp lực thường là hợp kim thiếc, chì, kẽm, Mg, Al, Cu.
- Phương pháp này chỉ thích hợp cho chi tiết có yêu cầu kĩ thuật cao, đô phức tạp cao như vỏ bơm xăng dầu, nắp buồng ép, van dẫn khí….
- Trang thiết bị đắt nên giá thành sản phẩm cao. Đặc tính kĩ thuật tốt nhưng đối với dạng sản xuất hàng loạt vừa thì hiệu quả kinh tế không cao.
2.2.6. Đúc trong vỏ mỏng.
- Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng 6-8 mm.
- Có thể đúc được gang, thép, kim loại màu như khuôn cát khối lượng vật đúc đến 100kg.
- Loại này tạo phôi chính xác cho chi tiết phức tạp, được dùng trong sản xuất hàng loạt lớn và hàng khối.
*Kết luận:
- Với những yêu cầu của chi tiết, chức năng, điều kiện làm việc, sản lượng hàng năm của chi tiết => ta chọn phương pháp chế tạo phôi là phôi đúc trong khuôn cát bằng mẫu kim loại làm khuôn bằng máy.
- Phôi đúc đạt cấp chính xác là II
- Độ nhám bề mặt là Rz = 80μm
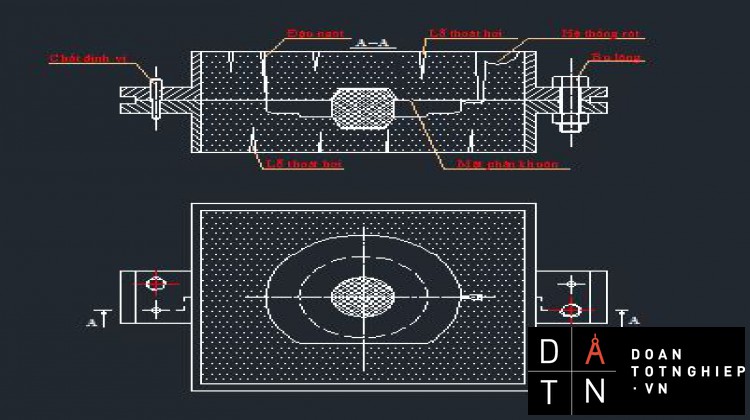
*Bản vẽ sơ đồ chế tạo phôi.
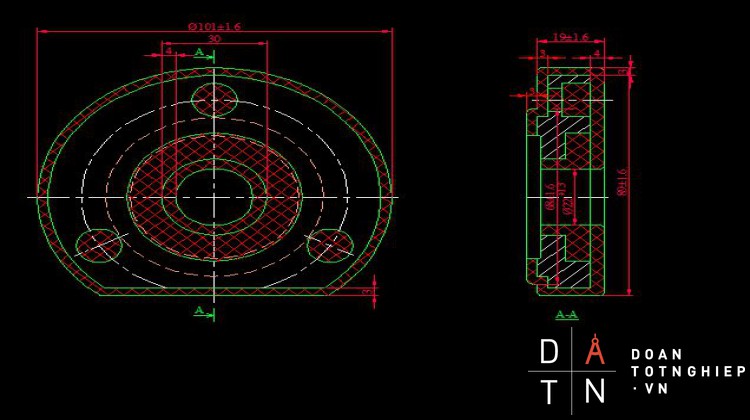
2.3. Xác định lượng dư
-Tra bảng 5.7 trang 91 sách GTCNCTM1 ta có
+ Bề mặt Ø95 Kích thước lớn nhất của vật đúc là 95. Kích thước danh nghĩa của bề mặt cần tra là 95=> Lượng dư gia công là trên 4±0.8, dưới bên là 3±0.8.
+ Bề mặt Ø62 Kích thước lớn nhất của vật đúc là 95. Kích thước danh nghĩa của bề mặt cần tra là 62 => Lượng dư gia công là dưới 3±0.8.
+ Lỗ Ø30 Kích thước lớn nhất của vật đúc là 95. Nhóm lương dư(CCX II), dạng sản xuất loạt vừa => Lượng dư 1 bên là 4.
+ Lỗ Ø9 và Ø13 đúc đặc.
+ Kích thước còn lại không gia công lấy bằng bản vẽ chi tiết.
2.4. Tính hệ số sử dụng vật liệu.
- Hệ số sử dụng vật liệu : K =
+ Mct = 0,6kg
+ Mph = Vph * γ
. Vphần đặc = 3,14*50,52 *21,5= 172167,3775 mm3
. Vphần rỗng = 3,14*112 * 20,5 = 7788,77 mm3
ðVph = Vphần đặc - Vphần rỗng = 172167,3775 – 7788,77 = 146378,6075 mm3 =0,1463786075 dm3
ðMph = 0,1463786075* 7,2 =1 kg
ðHệ số sử dụng vật liệu là K = = = 0,6
Phần 3 : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
1 Lập tiến trình nguyên công.
vNguyên công I : Chuẩn bị phôi
Bước 1 : Làm sạch phôi
- Làm sạch cát trên bề mặt phôi.
- Cắt bỏ phần thừa, đậu ngót, đậu rót.
Bước 2 : Kiểm tra phôi
- Kiểm tra khuyết tật phôi.
- Kiểm tra kích thước.
- Kiểm tra hình dáng.
Bước 3 : Ủ phôi
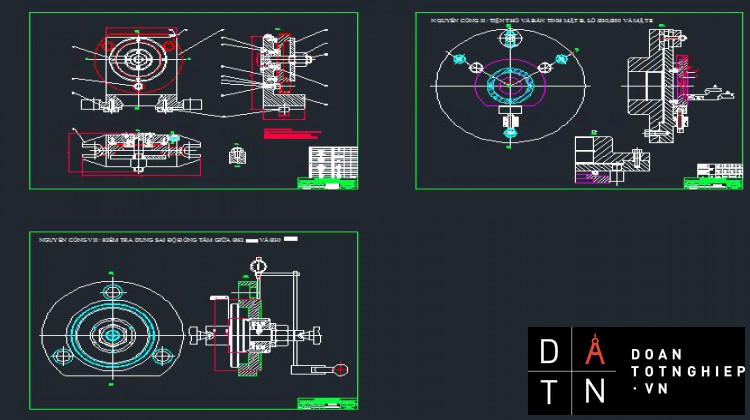
vNguyên công II : Tiện thô và bán tinh mặt B, lỗ Ø30,Ø50 và mặt E
- Chọn chuẩn gia công
- Mặt C định vị 3 bậc tự do
- Mặt trụ ngoài Ø95 định vị 2 bậc tự do - Chọn máy
Máy tiện 1K62,có các thông số cơ bản của máy như sau :
- Chiều cao tâm 200mm – Khoảng cách giữa 2 tâm đến 1400mm
- Công suất đông cơ : N= 10kw – hiệu suất máy η = 0,75
- Đường kính lỗ suốt trục chính 45mm – côn mooc số 5 - Chọn dao
- Dao tiện đầu cong gắn mảnh hợp kim cứng T15K6 có H=25, B=16, L=140, m=8, a=14, r=1.(Tra sổ tay CNCTM1 GS.TS Nguyễn Đắc Lộc bảng 4-4 trang 295)
- Dao tiện lỗ góc nghiêng chính 60˚ gắn mảnh hợp kim cứng BK6 có h=16,b=12,L=170,P=80,n=6,l=12.( Tra sổ tay CNCTM1 GS.TS Nguyễn Đắc Lộc bảng 4.13/301).
- Dao tiện lỗ góc nghiêng chính 95˚ gắn mảnh hợp kim cứng BK6 có h=16,b=12,L=170,P=80,n=6,l=12.( Tra sổ tay CNCTM1 GS.TS Nguyễn Đắc Lộc bảng 4.14 /302). - Đồ gá chuyên dùng
- Dụng cụ đo : thước cặp 1/50
- Chọn chế độ cắt.
+Tiện thô mặt B
a) Chọn chiều sâu cắt : t=3.5mm
b)Bước tiến S : theo bàng (25-1)/29,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,7-1,2), lấy S= 1mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,95 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 1 , Kφv = 0.87 , Kqv = 1
(10.1) : Kov = 1.24
=> Kv = 1.07
Thay vào công thức :
V= = 97 (m/ph)
Số vòng quay trong một phút
n = = = 305,8 (v/ph)
Tra thuyết minh máy chọn n= 250 (v/p)
Vận tốc thực khi cắt
V = = = 79,28 (m/ph)
d) Thời gian gia công
To = = = 0,22 phút
+ Tiện bán tinh mặt B
a) Chọn chiều sâu cắt : t=1mm
b)Bước tiến S : theo bàng (25-1)/29,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,8-1,4), lấy S= 0.9mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,87 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 1 , Kφv = 0.87 , Kqv = 1
(10.1) : Kov = 1.24
=> Kv = 1.07
Thay vào công thức :
V= = 117 (m/ph)
Số vòng quay trong một phút
n = = = 368.92 (v/ph)
Tra thuyết minh máy chọn n= 315 (v/p)
Vận tốc thực khi cắt
V = = = 99,89 (m/ph)
d) Thời gian gia công
To = = = 0,19 phút
+ Tiện thô lỗ Ø30
a) Chọn chiều sâu cắt : t=3mm
b)Bước tiến S : theo bàng (18-1)/25,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,15-0,25), lấy S= 0,25mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,23 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 0.9 , Kφv = 0.91 , Kqv = 0,93
(10.1) : Kov = 1,24
=> Kv = 0,94
Thay vào công thức :
V= = 153 (m/ph)
Số vòng quay trong một phút
n = = = 482 (v/ph)
Tra thuyết minh máy chọn n= 400 (v/p)
Vận tốc thực khi cắt
V = = = 126,8 (m/ph)
d) Thời gian gia công
To = = = 0,23 phút
+ Tiện bán tinh lỗ Ø30
a) Chọn chiều sâu cắt : t=1mm
b)Bước tiến S : theo bàng (18-1)/25,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,25-0,4), lấy S= 0,3mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,3 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 0.9 , Kφv = 0.91 , Kqv = 0,93
(10.1) : Kov = 1,24
=> Kv = 0,94
Thay vào công thức :
V= = 163 (m/ph)
Số vòng quay trong một phút
n = = = 513,9 (v/ph)
Tra thuyết minh máy chọn n= 500 (v/p)
Vận tốc thực khi cắt
V = = = 158,57 (m/ph)
d) Thời gian gia công
To = = = 0,14 phút
+ Tiện thô lỗ Ø50
a) Chọn chiều sâu cắt : t=4.5mm
b)Bước tiến S : theo bàng (18-1)/25,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,08-0,12), lấy S= 0,12mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,12 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 0.9 , Kφv = 0.91 , Kqv = 0,93
(10.1) : Kov = 1,24
=> Kv = 0,94
Thay vào công thức :
V= = 187,6 (m/ph)
Số vòng quay trong một phút
n = = = 591,5 (v/ph)
Tra thuyết minh máy chọn n= 500 (v/p)
Vận tốc thực khi cắt
V = = = 158,57 (m/ph)
d) Thời gian gia công
To = = = 0,15x2 = 0,3 phút
+ Tiện bán tinh lỗ Ø50
a) Chọn chiều sâu cắt : t=1mm
b)Bước tiến S : theo bàng (18-1)/25,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,25-0,4), lấy S= 0,3mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,3 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 0.9 , Kφv = 0.91 , Kqv = 0,93
(10.1) : Kov = 1,24
=> Kv = 0,94
Thay vào công thức :
V= = 163 (m/ph)
Số vòng quay trong một phút
n = = = 513,9 (v/ph)
Tra thuyết minh máy chọn n= 500 (v/p)
Vận tốc thực khi cắt
V = = = 158,57 (m/ph)
d) Thời gian gia công
To = = = 0,06 phút
+ Tiện bán tinh mặt E
a) Chọn chiều sâu cắt : t=0.5mm
b)Bước tiến S : theo bàng (25-1)/29,Sách Chế Độ Cắt Gia Công Cơ Khí ĐHSPKT ,ta chọn S=(0,8-1,4), lấy S= 0.9mm/vòng
Tra thuyết minh máy trang 217 Chế Độ Cắt Gia Công Cơ Khí ta chọn S=0,87 mm/v.
c)Vận tốc cắt V :
Theo công thức V= v m/phút
Theo bàng (1-1) : Cv = 243 ,Xv = 0.15 , Yv = 0.4 , m = 0.20
(2-1) : Kmv = 1
(7.1) : Knv = 1
(8.1) : Kuv = 1
(9.1) : Kφv = 1 , Kφv = 0.87 , Kqv = 1
(10.1) : Kov = 1.24
=> Kv = 1.07
Thay vào công thức :
V= = 121,3 (m/ph)
Số vòng quay trong một phút
n = = = 391,9 (v/ph)
Tra thuyết minh máy chọn n= 315 (v/p)
Vận tốc thực khi cắt
V = = = 93,96(m/ph)
d) Thời gian gia công
To = = = 0,029 phút - .......................................
PHẦN V: HƯỚNG DẪN SỬ DỤNG VÀ CÁCH BẢO QUẢN ĐỒ GÁ
I Hướng dẫn sử dụng
1 Hướng dẫn sử dụng đồ gá phay
- Cách lắp chi tiết : Lấy vòng đệm chữ C 4 ra rồi đặt chi tiết gia công 7 vào, chi tiết được định vị bởi bản đỡ hình vành khăn ,1 chốt trụ ngắn và 1 chốt côn xén. Đặt chi tiết gia công vào xong ta lắp vòng đệm chữ C 4 lên và xiết đai ốc 20 lại và tiến hành gia công.
- Tháo chi tiết : Sau khi gia công xong ta vặn nhẹ đai ốc 20 ra rút vòng điệm chữ C 4 lên lấy ra khỏi đồ gá sau đó lấy chi tiết 7 đã gia công xong ra và đặt chi tiết mới vào rồi lắp vòng điệm chữ C 4 lên xiết đai ốc 20 lại kẹp chặt chi tiết và bắt đầu gia công.
2 Hướng dẫn sử dụng đồ gá khoan
- Cách lắp chi tiết vào đồ gá : Xoay tay xoay 17 góc 90˚ kéo tấm dẫn 3 lên thông qua bản lề lật lên,đặt chi tiết gia công 12 vào được đinh vị bởi bản đỡ vành khăn,chốt trụ ngắn và chốt đỡ đầu cầu.Đưa vòng đệm chữ C vào sau đó siết bu lông 11 lại và chi tiết đã được kẹp chặt.tiep theo lật tấm dẫn xuống xoay tay xoay 90˚.Bắt đầu gia công.
- Tháo chi tiết : Xoay tay xoay 17 góc 90˚ kéo tấm dẫn 3 lên thông qua bản lề lật lên,sao đó tháo nhẹ bulong rút vòng đệm chữ C ra. Dùng tay lấy nhẹ chi tiết ra ngoài.
II Cách bảo quản đồ gá
- Khi sử dụng đồ gá thao tác phải nhẹ nhàng, đặt và lấy chi tiết phải cẩn thận tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng xong phải lau chùi, vệ sinh và tra dầu bảo quản.
PHẦN VI: KẾT LUẬN
Trong suốt quá trình đào tạo tại trường CAO ĐẲNG KỸ THUẬT CAO THẮNG đã cho em một nền tảng kiến thức về kỹ thuật và nhiều bộ môn quan trọng khác. Đồ án tốt nghiệp là cơ sở để nhà trường đánh giá khả năng tiếp thu của từng học viên sau thời gian đào tạo. Đồng thời nó cũng giúp cho từng sinh viên cũng cố lại nền tảng kiến thức, khẳng định năng lực bản thân.
Để có thể đóng góp một phần công sức của mình vào sự phát triển của nền kinh tế đất nước thì bản thân mỗi sinh viên phải năm vững kiến thức về những gì mình đã học qua. Vì vậy em đã rất cố gắng để hoàn thành đồ án này. Tuy nhiên trong thời gian bốn tuần nên không thể tránh khỏi những sai sót, do sự hiểu biết còn ở mức hạn chế. Em rất biết ơn sự dẫn dắt và chỉ bảo tận tình của quý thầy cô đã hướng dẫn giúp em hoàn thành đồ án.
Cuối cùng em xin chân thành cảm ơn thầy VÕ VĂN CƯỜNG đã hướng dẫn em hoàn thành đồ án.




