THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỐI TÁCH VỎ CAFE spkt



NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỐI TÁCH VỎ CAFE ĐHSPKT TP HCM
MỤC LỤC
i. Lời nói đầu
CHƯƠNG 1 : XÁC ĐỊNH DẠNG SẢN XUẤT Trang 5
+ Khối lượng chi tiết
+ Sản lượng cần chế tạo.
CHƯƠNG 2 : PHÂN TÍCH CHI TIẾT GIA CÔNG 6
+ Công dụng chi tiết.
+ Điều kiện làm việc.
+ Yêu cầu kỹ thuật.
CHƯƠNG 3 : CHỌN DẠNG PHÔI VÀ PHƯƠNG 7
PHÁP CHẾ TẠO PHÔI
+ Chọn dạng phôi. 7
+ Cấp chính xác. 8
CHƯƠNG 4 : CHỌN TIẾN TRÌNH GIA CÔNG 9
+ Mục đ1ch 9
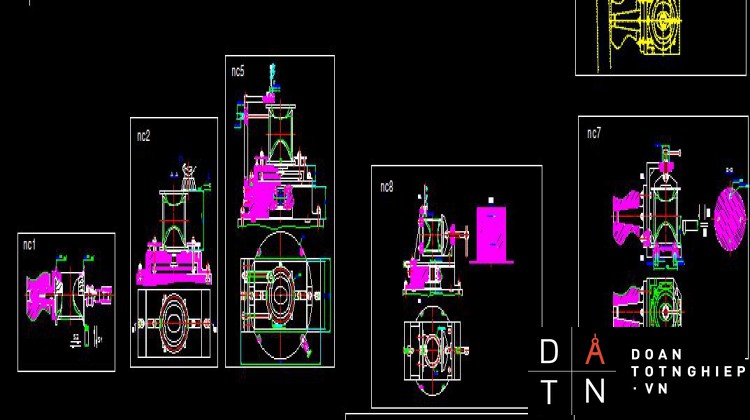
+ Bản vẽ đánh số 9
+ Phương án gia công 10
CHƯƠNG 5 : THIẾT KẾ CÁC NGUYÊN CÔNG 22
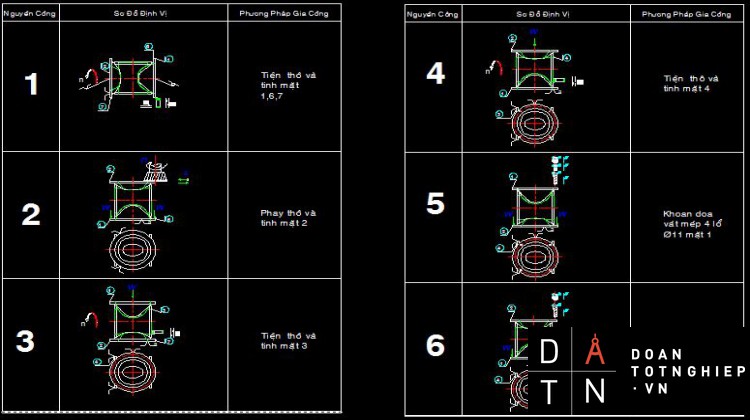
+ Nguyên công 1 22
+ Nguyên công 2 23
+ Nguyên công 3 23
+ Nguyên công 4 25
+ Nguyên công 5 26
+ Nguyên công 6 27
+ Nguyên công 7 28
+ Nguyên công 8 29
+ Nguyên công 9 30
CHƯƠNG 6 : XÁC ĐỊNH LƯỢNG DƯ TRUNG GIAN
VÀ KÍCH THƯỚC TRUNG GIAN 31
+ Xác định lượng dư trung gian và kích thước trung gian cho
nguyên công 5 bằng phương pháp phân tích 31
CHƯƠNG 7 : XÁC ĐỊNH CHẾ ĐỘ CẮT VÀ THỜI GIAN
GIA CÔNG CƠ BẢN BẰNG PHƯƠNGPHÁP
PHÂN TÍCH CHO MỘT BỀ MẶT
+ Xác định chế độ cắt cho nguyên công 5 35
+ Xác định thời gian gia công cơ bản nguyên công 5 39
+ Xác định chế độ cắt bằng phương pháp tra bảng cho
các bề mặt còn lại. 40
CHƯƠNG 8 : THIẾT KẾ ĐỒ GÁ 40
+ Hình thành nhiệm vụ thiết kế. 40
+ Nội dung công việc. 41
ii. Tài liệu tham khảo
ĐỒ ÁN MÔN HỌC
Họ tên sinh viên: Hoàng Hữu Quốc Hưng
Mã số : 053
Ngành: Cơ Khí Máy Lớp: 04503
- Đầu đề đồ án: thiết kế qui trình công nghệ gia công cối tách vỏ cafe
...............................................................................................................................................
- Số liệu ban đầu:
- Bản vẽ chi tiết cối tách võ cafe
- Sản lượng 100000 ch/năm
- Nội dung các phần thuyết minh và tính toán:
- Xác định dạng sản xuất
- Phân tích chi tiết gia công
- Chọn dạng phôi và phương pháp chế tạo
- Chọn tiến trình gia công
- Thiết kế nguyên công
- Xác định lương dư trung gian và kích thước trung gian
- Xác định chế độ cắt và thời gian gia công cơ bản
- Lập phiếu tổng hợp nguyên công
- Thiết kế đồ gá
- Các bản vẽ và đồ thị (loại và kích thước bản vẽ):
- Bản vẽ chi tiết 1 bản A3
- Bản vẽ phôi 1 bản A3
- Bản vẽ sơ đồ nguyên công 4 bản A3
- Bản vẽ đồ gá 1 bản A1
- Ngày giao đồ án:
- Ngày hoàn thành đồ án:
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
Nội dung và yêu cầu của đồ án đã được thông qua hội nghị bộ môn ngày:
NHẬN XÉT VÀ ĐÁNH GIÁ ĐỒ ÁN
..................................................................................................................................................
Ngày … tháng … năm 2008
Người chấm đồ án
(ký và ghi rõ họ tên)
LỜI NÓI ĐẦU
-Đồ án môn học chế tạo máy nhằm tổng kết lại những kiến thức đã học có liên quan đến chi tiết máy. Muốn chế tạo được một chi tiết máy sao cho đảm bảo yêu cầu thiết kế, đạt được tính công nghệ cao,thời gian và công việc thích hợp nhất. Muốn đạt được điều đó thì phải lập qui trình công nghệ gia công thích hợp.
-Việc thiết kế qui trình công nghệ để ứng dụng được những công nghệ chế tạo máy,loại bỏ những công nghệ lạc hậu ,đảm bảo được những yêu cầu kỹ thuật, chất lượng…Ngoài ra, để đảm bảo được yêu cầu thiết kế, đạt tính công nghệ cao, sản phẩm làm ra được sử dụng rộng rãi, việc đề ra quy trình công nghệ thích hợp là công việc phải được ưu tiên hàng đầu. Việc thiết kế quy trình công nghệ thích hợp còn giúp người công nhân giảm được thời gian gia công, tăng được năng suất .. làm cho giá thành sản phẩm hạ hơn , đáp ứng được nhu cầu của thị trường.
-Thiết kế qui trình công nghệ gia công nhằm đảm bảo chất lượng sản phẩm, phương pháp gia công kinh tế và rẻ tiền nhất,đồng thời áp dụng những thành tựu mới của khoa học kỹ thuật và nhất là phù hợp với điều kiện sản xuất ở Việt Nam.
-Một sản phẩm có thể có nhiều phương án gia công khác nhau việc thiết kế qui trình công nghệ còn so sánh và chọn lọc ra một phương án hợp lý nhất đảm bảo yêu cầu về chất lượng giá thành rẻ, thời gian ít, đáp ứng nhu cầu cho xã hội.
Các số liệu và thông số tính toán đều được thầy hướng dẫn từ tài liệu và bằng kinh nghiệm. Tuy vậy , đồ án công nghệ chế tạo máy này được thực hiện lần đầu tiên , nên không thể tránh khỏi các sai sót trong quá trình tính toán, thiết kế. Chúng em mong được các thầy cô góp ý, bổ sung kiến thức cũng như chỉ bảo cho chúng em để kiến thức của chúng em ngày càng phong phú hơn.
CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT.
- Trong chế tạo máy người ta phân biệt ba dạng sản xuất:
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt.
- Sản xuất hàng khối.
- Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau, tuy nhiên ở đây chúng ta không đi sâu vào nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp tính toán.
- Khối lượng của chi tiết được xác định như sau:
Q = Vct . g
- Vct: thể tích tổng thể của chi tiết.
- g: trọng lượng riêng của vật đúc.
Do vật liệu là gang xám, nên g= (6,8÷7,4) kg/dm3
Thể tích khối trụ lắp mặt bích 1:
Thể tích khối trụ lắp mặt bích 2:
Thể tích khối trụ :
Thể tích của chi tiết:
Þ Q1 = Vct . g = 4654577.5 x 7 = 32,6 kg.
Dựa vào khối lượng của chi tiết là 32,6kg.
Tra bảng 2-1 trang 12 sách hướng dẫn thiết kế đồ án CNCTM. Ta chọn
Trong đó:
o N – số chi tiết sản xuất trong một năm.
o N1 – 100.000 (số sản phẩm trong một năm.)
o m - 1 (số lượng chi tiết trong một sản phẩm.)
o b - 5% (số chi tiết được chế tạo thêm để dự trữ 5% - 7%).
o a - 3% (phần trăm chế phẩm. Trong đó a % = 3% - 6%.)
- Sản lượng sản xuất hàng năm của chi tiết 100.000 chi tiết/ năm:
a = 3%, b=5%
chi tiết/năm
- Cách xác định dạng sản xuất:
Q1 = 32,6 kg
N = 101800 chi tiết/ năm.
Tra bảng 2 trang 13 – sách chi tiết thiết kế đồ án CNCTM, ta có dạng sản xuất là hàng khối. Từ việc xác định dạng sản xuất ta có thể chọn thiết bị, trang bị phương án lập quy trình công nghệ phù hợp.
CHƯƠNG 2: PHÂN TÍCH CHI TIẾT GIA CÔNG.
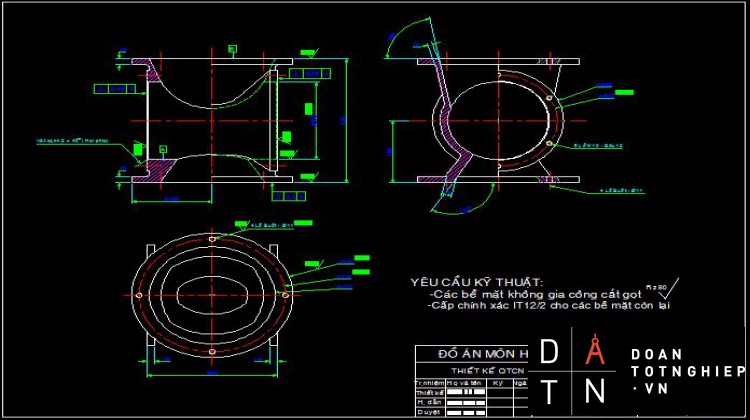
Đây là phần vỏ bọc bên ngoài của bộ cối tách vỏ cafe
- Chi tiết có kết cấu được liệt kê vào chi tiết dạng hộp
- Chi tiết được làm từ gang xám 15-32 được định vị với mặt đế bằng 4 lỗ Þ11,phểu được lắp ở mặt trên. Hai mặt bích lắp ở hai bên được gá bằng 4 lổ M10 dùng để đỡ trục.
- Sai số lớn, yêu cầu về độ bóng ko cao,chịu lực ko cao ,va đập mài mòn ít
- Các kết cấu chi tiết không gây khó khăn trong quá trình gia công. Trong quá trình gia công ta sử dụng các phương pháp: Phay, khoan, khoét, doa hợp lý cho những bề mặt, để đạt được yêu cầu kỹ thuật đặt ra.
- Những yêu cầu kỹ thuật cơ bản:
v Các lỗ có độ chính xác cấp 6 ¸ 7 và độ nhám bề mặt Ra = 3.2 ¸ 1.0.
v Dung sai khoảng cách giữa các lỗ phụ thuộc vào chức năng của nó.
v Độ vuông góc giửa bề mặt lỗ và thành mặt bích ±0.08
v Độ không song song giữa mặt đế và mặt trên ±0.1
v Các bề mặt ko gia công Rz80
- Chi tiết được chế tạo từ gang xám ký hiệu: GX 15 – 32 có các thông số kỹ thuật về cơ tính:
vGiới hạn bền kéo: 150N/mm2
vĐộ dãn dài: 0,5%
vGiới hạn bền uốn: 320N / mm2
vGiới hạn bền nén: 600N/ mm2
vĐộ cứng: 162 – 229 HB
vGrafit dạng tấm
vDễ đúc (tính công nghệ đúc cao)
vGia công cắt gọt dễ dàng.
vCó tính chống mòn cao, khả năng khử rung động cho thân máy tốt.
vỨng suất nén cao.
vGiá thành rẻ.
CHƯƠNG 3: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
- Chọn dạng phôi.
Có rất nhiều cách chọn phôi: phôi rèn, phôi dập, phôi rèn…, từ yêu cầu kỹ thuật và dạng sản xuất là loạt vừa ta chọn phôi đúc là hợp lý nhất. Phôi đúc đáp ứng theo các điều kiện sau:
+ Độ bóng các bề mặt không gia công cần đạt Rz = 80.
+ Thành phần các nguyên tố trong gang (tính bằng %), C=3.20-3.50; Al= 0.50-0.70; Mn= 0.6-1.1; CrO= 0.25-0.8; S<0.12; P<0.12.
- . Theo kết cấu của chi tiết, vật liệu cũng như điều kiện làm việc, dạng sản xuất, ta chọn phôi đúc trong khuôn kim loại và vật liệu chế tạo phôi là gang xám vì các ưu điểm sau: Gang xám rẻ, dễ đúc, cơ tính khá, làm việc tốt trong điều kiện mài mòn và chịu được mưa nắng.
- Tính dễ đúc thể hiện ở chỗ:
- Chảy loãng tốt, hình dáng có thể phức tạp.
- Khi đông đặc co ngót ít.
- Co ngót ít sau khi đông đặc nhỏ nên ít gây nứt, phần lớn gang đúc xong không cần ủ, khử ứng suất.
- Kích thước tương đối ổn định.
- Khi thiết kế các chi tiết đúc bằng gang phải nắm vững mối quan hệ giữa tốc độ nguội và tổ chức của gang.
- Trong cùng một vật đúc do tốc độ làm nguội chênh lệch nhau có thể tạo tổ chức gang khác nhau. Về cơ bản khi đúc những vật dày mỏng khác nhau phải biết chọn hợp kim đúng, đôi khi cần sử dụng các biện pháp khác.
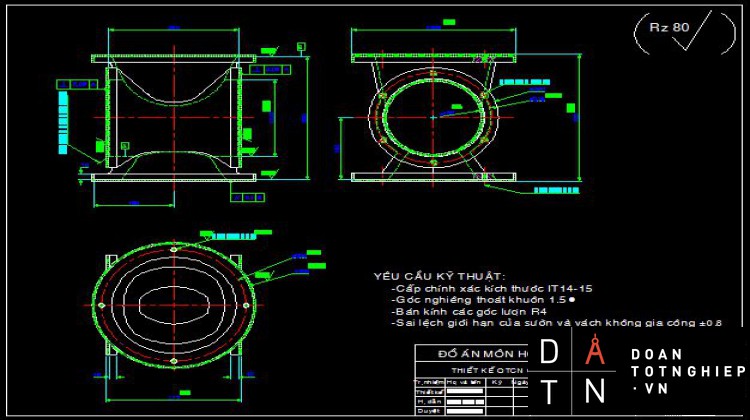
- Tra bảng lượng dư gia công cơ cho các bề mặt của phôi.
Từ bảng 3-94/252 STCN với ccx 1 thì lượng dư như sau
Mặt trên: 6mm
Mặt dưới , mặt bên: 5mm
Từ bảng 3-97 /253 STCN tra theo cấp chính xác I cho từng kích thước của phôi.
Ta được :
|
Kích thước (mm) |
Sai lệch (mm) |
|
Þ190 |
±1 |
|
272 |
±1.2 |
|
330 |
±1.2 |
|
Þ328 |
±1.2 |
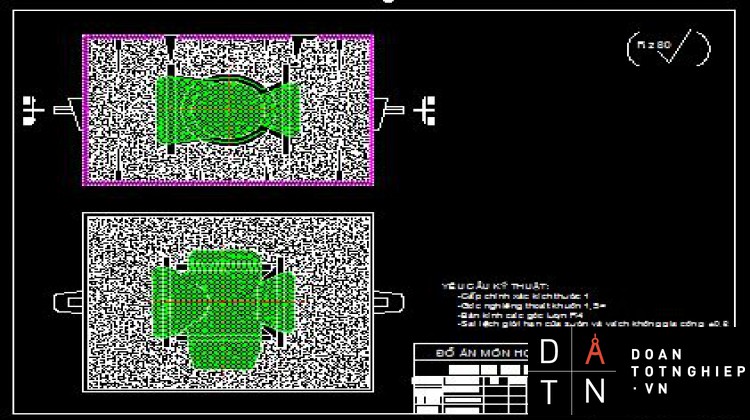
Phôi có: + Góc nghiên thoát khuôn: 1.50
+ Bán kính góc lượng: R = 4 mm
+ Sai lệch gh của sườn và vách ko gia công ±0.5
- Cấp chính xác các kích thước cần gia công [bảng 2-7 STCNCTM]
cấp chính xác 9
cấp chính xác 9
cấp chính xác 9
cấp chính xác 7
cấp chính xác 10
cấp chính xác 10
Ta có dung sai bản vẽ phôi đúc như sau:
CHƯƠNG 4: CHỌN TIẾN TRÌNH GIA CÔNG.
- MỤC ĐÍCH.
Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra.
- BẢN VẼ ĐÁNH SỐ.
.......................................................
K= K0 .K1 .K2 .K3 .K4. K5 .K6
K0 =1,5: hệ số an toàn
K1 =1,3: hệ số phụ thuộc tình trạng bề mặt của phôi [1, Bảng 2-28, Trang 127]
K2 =1,2: hệ số tính đến mòn dao
K3 =1: hệ số tính đến sự tăng lực cắt (không có va đập)
K4 =1,3: hệ số kể đến dạng kẹp chặt (kẹp bắng tay)
K5 =1,2: hệ số ảnh hưởng của góc xoay khi kẹp chặt bằng tay
K6 =1: hệ số ảnh hưởng của độ lớn của phôi tiếp xúc với đồ gá.
Þ K = 1,5 .1,3 .1,2 .1 .1,3 .1,2 .1 = 3,65
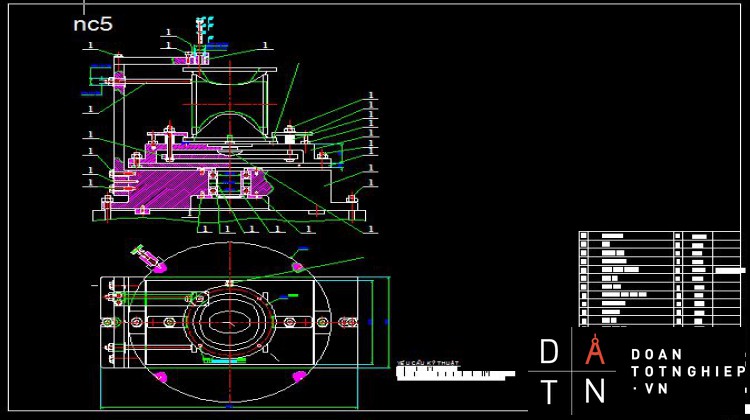
Chi tiết được định vị trên mặt 1bằng 2 phiến tỳ. Lực dọc trục khi khoan, doa bị khử bởi mặt 5.Hai chốt tỳ tham gia vào việc khử momen khi khoan doa.
Momen xoắn tạo ra lớn nhất khi khoan: M = 25 Nmm (đã tính ở phần chế độ cắt)
Coi lực kẹp ở 2 đòn kẹp là như nhau, ta có phương trình cân bằng:
K.Mx = 2.Wct.f.a
f = 0,2: hệ số ma sát ở bề mặt kẹp
a ~ 4 mm : khoảng cách từ trục mũi khoan đến điểm tiếp xúc giữa mỏ kẹp và chi tiết
Þ Wct = K.Mx / 2.f.a = 3.65x25 / 2x0.2x4 = 58 N
Tính lực kẹp do cơ cấu tạo ra.
Chọn cơ cấu bằng ren vít. Theo [4] trang 485.
Lực kẹp của ren:
Phương trình cân bằng momen tại điểm A: W.l1 - Wct.l = 0
= 58= 115 N
Theo [11] trang 59 sổ tay tra cứu bulong
Chọn bulông M16, lực xiết cho phép của bulông tạo ra :
Vậy W < [W]
Vậy chọn các kích thước cơ cấu đòn kẹp.
L = 140 mm B = 50 mm H = 20 mm , chọn l = l1 = 55 mm.
2.3. Tính toán sai số của đồ gá.
- Tính sai số gá đặt.
- Sai số này tính cho nguyên công đang thực hiện đồ gá:
Sai số gá đặt:
Với
+ ec : Sai số chuẩn.
(chuẩn định vị trùng gốc kích thước)
+ ek : Sai số kẹp chặt.
ek = 120 (bảng 24 /50 TKĐACNCTM)
+ em: Sai số mòn.
em = b.
- b: Hệ số phụ thuộc vào kết cấu đồ định vị .
b = 0,4 (Phiến tỳ định vị ).
- N: Số lượng chi tiết gia công (N = 100000chi tiết).
Þ em = 0,4. = 126 mm = 0.126 mm.
+ edc = 5 mm : Sai số điều chỉnh.
+ ect : Sai số chế tạo.
Với [egd] = d/3 = 0.018/3 = 0.006 mm.
Trong đó
d: Dung sai nguyên công (mm).
Þ mm.
Þ mm.
2.4 . Chọn vật liệu
Trong quá trình làm việc, các chi tiết của đồ gá luôn phải chịu nén và ngoại lực chính là lực cắt P, do đó phải kiểm tra bền và chọn vật liệu phù hợp.
Ứng suất dập sinh ra trong các chi tiết của đồ gá phải nhỏ hơn ứng suất dập cho phép của vật liệu được chọn.
Chọn thép C45 có ứng suất dập [sd] = 180 N/mm2 để chế tạo đồ gá.
25. Quy tắc sữ dụng và bảo quản
Trình tự tháo lắp: Mỗi lần lắp phôi vào cần tháo đĩa chứa bạc dẫn hướng ra, lắp phôi vào sao cho gân của phôi tiếp xúc với bề mặt chốt định vị và kẹp chặt lại. Chú ý cần kẹp với lực kẹp đã tính, không nhỏ quá vì sẽ gây xê dịch phôi, không quá lớn vì sẽ gây biến dạng phôi.
Bảo quản: Cần bôi trơn định kỳ ổ lăn, bảo vệ mặt tựa của đầu phân độ và giá cố định, tránh để phoi lọt vào khe hở giữa 2 mặt tiếp xúc, không gây biến dạng đồ gá vì sẽ gây sai số cho sản phẩm. Chống oxi hóa bằng cách bôi trơn dầu vào các bề mặt cần thiết…
TÀI LIỆU THAM KHẢO
- Hồ viết Bình –Nguyễn Ngọc Đào Công nghệ chế tạo máy –Đại Học Sư phạm Kỹ Thuật TPHCM 2005, 268 trang
- Trần Văn Địch. Thiết Kế Đồ Án Công Nghệ Chế Tạo Máy. Nhà Xuất Bản Khoa Học Và Kỹ Thuật
- Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tuấn, Trần Xuân Việt. Sổ tay công nghệ chế tạo máy tập 1. Nhà Xuất Bản Khoa Học Và Kỹ Thuật, 1999, 436 trang
- Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tuấn, Trần Xuân Việt. Sổ tay công nghệ chế tạo máy tập 2. Nhà Xuất Bản Khoa Học Và Kỹ Thuật, 1999, 582 trang
- Sổ tay thiết kế công nghệ chế tạo máy tập 1. Bộ môn chế tạo máy, Trường Đại Học Bách Khoa Hà Nội xuất bản 1970, 564 trang
- Sổ tay thiết kế công nghệ chế tạo máy tập 2. Bộ môn chế tạo máy, Trường Đại Học Bách Khoa Hà Nội xuất bản 1970, 564 trang
- Trần Văn Địch, Sổ tay và Atlas đồ gá
- Hồ Viết Bình – Lê Đăng Hoành – Nguyễn Ngọc Đào. Đồ Gá Gia Công Cơ Khí Tiện – Phay – Bào – Mài. Đại Học Sư Phạm Kỹ Thuật TPHCM 320 trang.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỐI TÁCH VỎ CAFE spkt ĐHSPKT TP HCM
“Hướng dẫn thiết kế đồ án công nghệ chế tạo máy” _GS.TS Trần Văn Địch.
Nhà xuất bản KH & KT Hà Nội – 2002.
- “Sổ tay công nghệ chế tạo máy” ( Tập 1,2,3 ) _ GS.TS Nguyễn Đắc Lộc, GS.TS Lê Văn Tiến, GS.TS Ninh Đức Tốn, GS.TS Trần Xuân Việt.
Nhà xuất bản KH & KT Hà Nội.
- “Atlas đồ gá” _ GS.TS. Trần Văn Địch
- “Giáo trình công nghệ chế tạo máy” _ GS.TS Trần Văn Địch, GS.TS Nguyễn Trọng Bình, GS.TS Nguyễn Thế Đạt, GS.TS. Lê Văn Tiến, GS.TS. Trần Xuân Việt
Nhà xuất bản KH & KT Hà Nội – 2003.
- “Dung Sai Và Lắp Ghép”_ PGS.TS Ninh Đức Tôn.
Nhà xuất bản giáo dục.
- “Nguyên Lý Cắt Kim Loại” _GS.TS Trần Văn Địch.
Nhà xuất bản KH & KT -2008
- “Sức Bền Vật Liệu”_ GS.TS Đặng Việt Cương , PGS.TS Khổng Doãn Điền.
Nhà xuất bản giáo dục.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỐI TÁCH VỎ CAFE spkt ĐHSPKT TP HCM
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
MUÏC LUÏC
i. Lôøi noùi ñaàu
CHÖÔNG 1 : XAÙC ÑÒNH DAÏNG SAÛN XUAÁT Trang 5
+ Khoái löôïng chi tieát
+ Saûn löôïng caàn cheá taïo.
CHÖÔNG 2 : PHAÂN TÍCH CHI TIEÁT GIA COÂNG 6
+ Coâng duïng chi tieát.
+ Ñieàu kieän laøm vieäc.
+ Yeâu caàu kyõ thuaät.
CHÖÔNG 3 : CHOÏN DAÏNG PHOÂI VAØ PHÖÔNG 7
PHAÙP CHEÁ TAÏO PHOÂI
+ Choïn daïng phoâi. 7
+ Caáp chính xaùc. 8
CHÖÔNG 4 : CHOÏN TIEÁN TRÌNH GIA COÂNG 9
+ Muïc ñ1ch 9
+ Baûn veõ ñaùnh soá 9
+ Phöông aùn gia coâng 10
CHÖÔNG 5 : THIEÁT KEÁ CAÙC NGUYEÂN COÂNG 22
+ Nguyeân coâng 1 22
+ Nguyeân coâng 2 23
+ Nguyeân coâng 3 23
+ Nguyeân coâng 4 25
+ Nguyeân coâng 5 26
+ Nguyeân coâng 6 27
+ Nguyeân coâng 7 28
+ Nguyeân coâng 8 29
+ Nguyeân coâng 9 30
CHÖÔNG 6 : XAÙC ÑÒNH LÖÔÏNG DÖ TRUNG GIAN
VAØ KÍCH THÖÔÙC TRUNG GIAN 31
+ Xaùc ñònh löôïng dö trung gian vaø kích thöôùc trung gian cho
nguyeân coâng 5 baèng phöông phaùp phaân tích 31
CHÖÔNG 7 : XAÙC ÑÒNH CHEÁ ÑOÄ CAÉT VAØ THÔØI GIAN
GIA COÂNG CÔ BAÛN BAÈNG PHÖÔNGPHAÙP
PHAÂN TÍCH CHO MOÄT BEÀ MAËT
+ Xaùc ñònh cheá ñoä caét cho nguyeân coâng 5 35
+ Xaùc ñònh thôøi gian gia coâng cô baûn nguyeân coâng 5 39
+ Xaùc ñònh cheá ñoä caét baèng phöông phaùp tra baûng cho
caùc beà maët coøn laïi. 40
CHÖÔNG 8 : THIEÁT KEÁ ÑOÀ GAÙ 40
+ Hình thaønh nhieäm vuï thieát keá. 40
+ Noäi dung coâng vieäc. 41
ii. Taøi lieäu tham khaûo


ÑOÀ AÙN MOÂN HOÏC
Hoï teân sinh vieân: Hoaøng Höõu Quoác Höng
Maõ soá : 053
Ngaønh: Cô Khí Maùy Lôùp: 04503
1. Ñaàu ñeà ñoà aùn: thieát keá qui trình coâng ngheä gia coâng coái taùch voû cafe
...............................................................................................................................................
2. Soá lieäu ban ñaàu:
1. Baûn veõ chi tieát coái taùch voõ cafe
2. Saûn löôïng 100000 ch/naêm
3. Noäi dung caùc phaàn thuyeát minh vaø tính toaùn:
1. Xaùc ñònh daïng saûn xuaát
2. Phaân tích chi tieát gia coâng
3. Choïn daïng phoâi vaø phöông phaùp cheá taïo
4. Choïn tieán trình gia coâng
5. Thieát keá nguyeân coâng
6. Xaùc ñònh löông dö trung gian vaø kích thöôùc trung gian
7. Xaùc ñònh cheá ñoä caét vaø thôøi gian gia coâng cô baûn
8. Laäp phieáu toång hôïp nguyeân coâng
9. Thieát keá ñoà gaù
4. Caùc baûn veõ vaø ñoà thò (loaïi vaø kích thöôùc baûn veõ):
1. Baûn veõ chi tieát 1 baûn A3
2. Baûn veõ phoâi 1 baûn A3
3. Baûn veõ sô ñoà nguyeân coâng 4 baûn A3
4. Baûn veõ ñoà gaù 1 baûn A1
5. Ngaøy giao ñoà aùn:
6. Ngaøy hoaøn thaønh ñoà aùn:
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
 Noäi dung vaø yeâu caàu cuûa ñoà aùn ñaõ ñöôïc thoâng qua hoäi nghò boä moân ngaøy:
Noäi dung vaø yeâu caàu cuûa ñoà aùn ñaõ ñöôïc thoâng qua hoäi nghò boä moân ngaøy:

..................................................................................................................................................
Ngaøy … thaùng … naêm 2008
Ngöôøi chaám ñoà aùn
(kyù vaø ghi roõ hoï teân)
LÔØI NOÙI ÑAÀU
-Ñoà aùn moân hoïc cheá taïo maùy nhaèm toång keát laïi nhöõng kieán thöùc ñaõ hoïc coù lieân quan ñeán chi tieát maùy. Muoán cheá taïo ñöôïc moät chi tieát maùy sao cho ñaûm baûo yeâu caàu thieát keá, ñaït ñöôïc tính coâng ngheä cao,thôøi gian vaø coâng vieäc thích hôïp nhaát. Muoán ñaït ñöôïc ñieàu ñoù thì phaûi laäp qui trình coâng ngheä gia coâng thích hôïp.
-Vieäc thieát keá qui trình coâng ngheä ñeå öùng duïng ñöôïc nhöõng coâng ngheä cheá taïo maùy,loaïi boû nhöõng coâng ngheä laïc haäu ,ñaûm baûo ñöôïc nhöõng yeâu caàu kyõ thuaät, chaát löôïng…Ngoaøi ra, ñeå ñaûm baûo ñöôïc yeâu caàu thieát keá, ñaït tính coâng ngheä cao, saûn phaåm laøm ra ñöôïc söû duïng roäng raõi, vieäc ñeà ra quy trình coâng ngheä thích hôïp laø coâng vieäc phaûi ñöôïc öu tieân haøng ñaàu. Vieäc thieát keá quy trình coâng ngheä thích hôïp coøn giuùp ngöôøi coâng nhaân giaûm ñöôïc thôøi gian gia coâng, taêng ñöôïc naêng suaát .. laøm cho giaù thaønh saûn phaåm haï hôn , ñaùp öùng ñöôïc nhu caàu cuûa thò tröôøng.
-Thieát keá qui trình coâng ngheä gia coâng nhaèm ñaûm baûo chaát löôïng saûn phaåm, phöông phaùp gia coâng kinh teá vaø reû tieàn nhaát,ñoàng thôøi aùp duïng nhöõng thaønh töïu môùi cuûa khoa hoïc kyõ thuaät vaø nhaát laø phuø hôïp vôùi ñieàu kieän saûn xuaát ôû Vieät Nam.
-Moät saûn phaåm coù theå coù nhieàu phöông aùn gia coâng khaùc nhau vieäc thieát keá qui trình coâng ngheä coøn so saùnh vaø choïn loïc ra moät phöông aùn hôïp lyù nhaát ñaûm baûo yeâu caàu veà chaát löôïng giaù thaønh reû, thôøi gian ít, ñaùp öùng nhu caàu cho xaõ hoäi.
Caùc soá lieäu vaø thoâng soá tính toaùn ñeàu ñöôïc thaày höôùng daãn töø taøi lieäu vaø baèng kinh nghieäm. Tuy vaäy , ñoà aùn coâng ngheä cheá taïo maùy naøy ñöôïc thöïc hieän laàn ñaàu tieân , neân khoâng theå traùnh khoûi caùc sai soùt trong quaù trình tính toaùn, thieát keá. Chuùng em mong ñöôïc caùc thaày coâ goùp yù, boå sung kieán thöùc cuõng nhö chæ baûo cho chuùng em ñeå kieán thöùc cuûa chuùng em ngaøy caøng phong phuù hôn.
CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT.
- Trong cheá taïo maùy ngöôøi ta phaân bieät ba daïng saûn xuaát:
· Saûn xuaát ñôn chieác.
· Saûn xuaát haøng loaït.
· Saûn xuaát haøng khoái.
- Moãi daïng saûn xuaát coù nhöõng ñaëc ñieåm rieâng, phuï thuoäc vaøo nhieàu yeáu toá khaùc nhau, tuy nhieân ôû ñaây chuùng ta khoâng ñi saâu vaøo nghieân cöùu nhöõng ñaëc ñieåm cuûa töøng daïng saûn xuaát maø chæ nghieân cöùu phöông phaùp tính toaùn.
- Khoái löôïng cuûa chi tieát ñöôïc xaùc ñònh nhö sau:
Q = Vct . g
§Vct: theå tích toång theå cuûa chi tieát.
§g: troïng löôïng rieâng cuûa vaät ñuùc.
Do vaät lieäu laø gang xaùm, neân g= (6,8÷7,4) kg/dm3
Theå tích khoái truï laép maët bích 1:
![]()
Theå tích khoái truï laép maët bích 2:
![]()
Theå tích khoái truï :
![]()
Theå tích cuûa chi tieát:
![]()
Þ Q1 = Vct . g = 4654577.5 x 7 = 32,6 kg.
Döïa vaøo khoái löôïng cuûa chi tieát laø 32,6kg.
Tra baûng 2-1 trang 12 saùch höôùng daãn thieát keá ñoà aùn CNCTM. Ta choïn
Trong ñoù:
o N – soá chi tieát saûn xuaát trong moät naêm.
o N1 – 100.000 (soá saûn phaåm trong moät naêm.)
o m - 1 (soá löôïng chi tieát trong moät saûn phaåm.)
o b - 5% (soá chi tieát ñöôïc cheá taïo theâm ñeå döï tröõ 5% - 7%).
o a - 3% (phaàn traêm cheá phaåm. Trong ñoù a % = 3% - 6%.)
- Saûn löôïng saûn xuaát haøng naêm cuûa chi tieát 100.000 chi tieát/ naêm:
a = 3%, b=5%
![]() chi tieát/naêm
chi tieát/naêm
- Caùch xaùc ñònh daïng saûn xuaát:
Q1 = 32,6 kg
N = 101800 chi tieát/ naêm.
Tra baûng 2 trang 13 – saùch chi tieát thieát keá ñoà aùn CNCTM, ta coù daïng saûn xuaát laø haøng khoái. Töø vieäc xaùc ñònh daïng saûn xuaát ta coù theå choïn thieát bò, trang bò phöông aùn laäp quy trình coâng ngheä phuø hôïp.
CHƯƠNG 2: PHÂN TÍCH CHI TIẾT GIA CÔNG.
Đây là phần vỏ bọc bên ngoài của bộ cối tách vỏ cafe
- Chi tieát coù keát caáu ñöôïc lieät keâ vaøo chi tieát daïng hoäp
- Chi tieát ñöôïc laøm töø gang xaùm 15-32 ñöôïc ñònh vò vôùi maët ñeá baèng 4 loã Þ11,pheåu ñöôïc laép ôû maët treân. Hai maët bích laép ôû hai beân ñöôïc gaù baèng 4 loå M10 duøng ñeå ñôõ truïc.
- Sai soá lôùn, yeâu caàu veà ñoä boùng ko cao,chòu löïc ko cao ,va ñaäp maøi moøn ít
- Caùc keát caáu chi tieát khoâng gaây khoù khaên trong quaù trình gia coâng. Trong quaù trình gia coâng ta söû duïng caùc phöông phaùp: Phay, khoan, khoeùt, doa hôïp lyù cho nhöõng beà maët, ñeå ñaït ñöôïc yeâu caàu kyõ thuaät ñaët ra.
- Nhöõng yeâu caàu kyõ thuaät cô baûn:
v Caùc loã coù ñoä chính xaùc caáp 6 ¸ 7 vaø ñoä nhaùm beà maët Ra = 3.2 ¸ 1.0.
v Dung sai khoaûng caùch giöõa caùc loã phuï thuoäc vaøo chöùc naêng cuûa noù.
v Ñoä vuoâng goùc giöûa beà maët loã vaø thaønh maët bích ±0.08
v Ñoä khoâng song song giöõa maët ñeá vaø maët treân ±0.1
v Caùc beà maët ko gia coâng Rz80
- Chi tieát ñöôïc cheá taïo töø gang xaùm kyù hieäu: GX 15 – 32 coù caùc thoâng soá kyõ thuaät veà cô tính:
vGiôùi haïn beàn keùo: 150N/mm2
vÑoä daõn daøi: 0,5%
vGiôùi haïn beàn uoán: 320N / mm2
vGiôùi haïn beàn neùn: 600N/ mm2
vÑoä cöùng: 162 – 229 HB
vGrafit daïng taám
vDeã ñuùc (tính coâng ngheä ñuùc cao)
vGia coâng caét goït deã daøng.
vCoù tính choáng moøn cao, khaû naêng khöû rung ñoäng cho thaân maùy toát.
vÖÙng suaát neùn cao.
vGiaù thaønh reû.
................................................
+ Ñoä boùng caùc beà maët khoâng gia coâng caàn ñaït Rz = 80![]() .
.
+ Thaønh phaàn caùc nguyeân toá trong gang (tính baèng %), C=3.20-3.50; Al= 0.50-0.70; Mn= 0.6-1.1; CrO= 0.25-0.8; S<0.12; P<0.12.
- . Theo keát caáu cuûa chi tieát, vaät lieäu cuõng nhö ñieàu kieän laøm vieäc, daïng saûn xuaát, ta choïn phoâi ñuùc trong khuoân kim loaïi vaø vaät lieäu cheá taïo phoâi laø gang xaùm vì caùc öu ñieåm sau: Gang xaùm reû, deã ñuùc, cô tính khaù, laøm vieäc toát trong ñieàu kieän maøi moøn vaø chòu ñöôïc möa naéng.
- Tính deã ñuùc theå hieän ôû choã:
§ Chaûy loaõng toát, hình daùng coù theå phöùc taïp.
§ Khi ñoâng ñaëc co ngoùt ít.
§ Co ngoùt ít sau khi ñoâng ñaëc nhoû neân ít gaây nöùt, phaàn lôùn gang ñuùc xong khoâng caàn uû, khöû öùng suaát.
§ Kích thöôùc töông ñoái oån ñònh.
- Khi thieát keá caùc chi tieát ñuùc baèng gang phaûi naém vöõng moái quan heä giöõa toác ñoä nguoäi vaø toå chöùc cuûa gang.
- Trong cuøng moät vaät ñuùc do toác ñoä laøm nguoäi cheânh leäch nhau coù theå taïo toå chöùc gang khaùc nhau. Veà cô baûn khi ñuùc nhöõng vaät daøy moûng khaùc nhau phaûi bieát choïn hôïp kim ñuùng, ñoâi khi caàn söû duïng caùc bieän phaùp khaùc.
- Tra baûng löôïng dö gia coâng cô cho caùc beà maët cuûa phoâi.
Töø baûng 3-94/252 STCN vôùi ccx 1 thì löôïng dö nhö sau
Maët treân: 6mm
Maët döôùi , maët beân: 5mm
Töø baûng 3-97 /253 STCN tra theo caáp chính xaùc I cho töøng kích thöôùc cuûa phoâi.
Ta ñöôïc :
|
Kích thöôùc (mm) |
Sai leäch (mm) |
|
Þ190 |
±1 |
|
272 |
±1.2 |
|
330 |
±1.2 |
|
Þ328 |
±1.2 |
Phoâi coù: + Goùc nghieân thoaùt khuoân: 1.50
+ Baùn kính goùc löôïng: R = 4 mm
+ Sai leäch gh cuûa söôøn vaø vaùch ko gia coâng ±0.5
2. Caáp chính xaùc caùc kích thöôùc caàn gia coâng [baûng 2-7 STCNCTM]
![]() caáp chính xaùc 9
caáp chính xaùc 9
![]() caáp chính xaùc 9
caáp chính xaùc 9
![]() caáp chính xaùc 9
caáp chính xaùc 9
![]() caáp chính xaùc 7
caáp chính xaùc 7
![]() caáp chính xaùc 10
caáp chính xaùc 10
![]() caáp chính xaùc 10
caáp chính xaùc 10
Ta coù dung sai baûn veõ phoâi ñuùc nhö sau:




