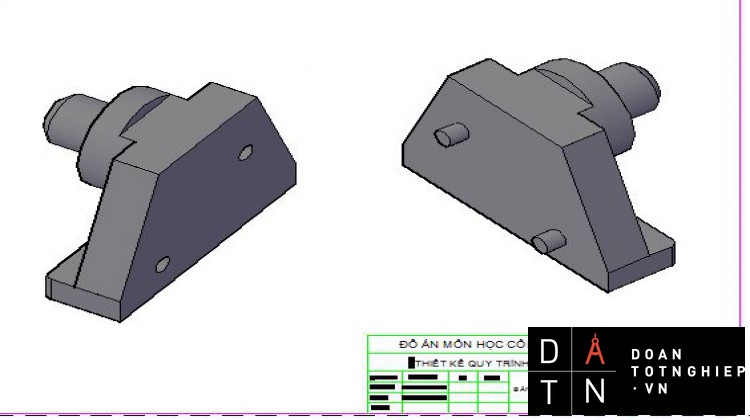
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ TRỤC ĐỀ 31 ĐHSPKT TP HCM


NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ TRỤC ĐỀ 31 ĐHSPKT TP HCM
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC SƯ PHẠM KT Độc Lập – Tự Do – Hạnh Phúc
THÀNH PHỐ HỒ CHÍ MINH
KHOA: Cơ Khí máy
BỘ MÔN: Chế Tạo Máy ĐỒ ÁN MÔN HỌC
GVHD: PHAN THANH VŨ
SVTH:
1. Đầu đề đồ án: Thiết kế qui trình công nghệ gia công đế trục
............................................................................................................................................
2. Số liệu ban đầu:
- Bản vẽ chi tiết đế trục
- Sản lượng 80.000 chiếc/năm
3. Nội dung các phần thuyết minh và tính toán:
- Xác định dạng sản xuất
- Phân tích chi tiết gia công
- Chọn dạng phôi và phương pháp chế tạo
- Chọn tiến trình gia công
- Thiết kế nguyên công
- Xác định chế độ cắt và thời gian gia công cơ bản
- Thiết kế đồ gá
4. Các bản vẽ và đồ thị (loại và kích thước bản vẽ):
1. Bản vẽ chi tiết 1A3
2. Bản vẽ phôi 1A3
- Bản vẽ mẫu đúc 1A3
- Bản vẽ sơ đồ nguyên công 4A3
- Bản vẽ đồ gá 1A1
LỜI NÓI ĐẦU
Đồ án môn học Công Nghệ Chế Tạo Máy thực chất là một môn học mang tính tổng hợp các kiến thức đã học có liên quan tới Công Nghệ Chế Tạo Máy (như các môn học Cơ Sở Công Nghệ Chế Tạo Máy, Công Nghệ Và Thiết Bị Tạo Phôi, Các Phương Pháp Gia Công Kim Loại,…) để chế tạo được một chi tiết máy nhằm bảo đảm được yêu cầu thiết kế, phù hợp với điều kiện công nghệ hiện tại của nước ta, vơí thời gian và phương pháp gia công tối ưu… Muốn đạt được tất cả các điều trên thì ta phải thiết kế được một qui trình công nghệ gia công hợp lý.
Để thực hiện được Đồ án người sinh viên ngoài việc phải nắm vững các kiến thức về các phương pháp tạo phôi, các phương pháp gia công, định vị, gá đặt, đo lường,… mà còn phải biết cách lựa chọn phương pháp nào là tối ưu, hợp lý nhất. Một qui trình công nghệ hợp lý là áp dụng được những công nghệ, máy móc phù hợp với điều kiện trong nước, thời gian gia công ngắn, chi phí cho gia công thấp nhưng chi tiết vẫn đạt được kích thước với dung sai đúng theo yêu cầu kỹ thuật đặt ra, có giá thành rẻ đáp ứng được nhu cầu của xã hội.
Các số liệu, thông số do tra bảng hoặc tính toán đều dựa vào các tài liệu và kinh nghiệm của thầy hướng dẫn .
Một sản phẩm có thể có nhiều phương án công nghệ khác nhau, việc thiết kế quy trình công nghệ còn so sánh và chọn lọc ra được một phương án công nghệ hợp lý nhất đảm bảo yêu cầu về chất lượng, giá thành rẻ, thời gian, đáp ứng nhu cầu xã hội.
Tuy nhiên, do đây là lần đầu thực hiện đồ án Thiết Kế Qui Trình Công Nghệ nên không thể tránh khỏi những sai sót trong quá trình tính toán cũng như chọn các số liệu. Chúng em rất mong thầy cô góp ý, để chúng em bổ sung kiến thức của mình được hoàn thiện hơn .
QUI TRÌNH CÔNG NGHỆ
- Xác định dạng sản xuất:
Trong ngành chế tạo máy thường có ba dạng sản xuất:
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt.
- Sản xuất hàng khối.
Việc xác định dạng sản xuất để đưa ra một qui trình công nghệ hợp lý, để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp để tạo phôi và các phương pháp gia công để đạt được hiệu quả cao với chi phí sản xuất thấp nhất.
- Sản lượng chi tiết cần chế tạo:
Sản lượng chi tiết cần chế tạo trong một năm của nhà máy được tính theo công thức sau:
chiếc/năm
Trong đó:
N0 - Số sản phẩm trong 1 năm theo kế hoạch là 80.000.
m - Số chi tiết như nhau trong một sản phẩm là 1.
a - Số phần trăm dự trữ cho chi tiết máy nói trên dành làm phụ tùng, lấy trung bình a = 10 ¸ 20%.
b - Số phần trăm chi tiết phế phẩm trong quá trình chế tạo, b =3 ¸ 5%
Ta chọn:
N0 = 80.000 (chiếc/ năm )
a = 10%
b = 4%
Khi đó:
(sp/năm)
- Khối lượng của chi tiết: Xác định khối lượng sản phẩm thân giữa của bơm theo bản vẽ chi tiết:
Khối lượng của chi tiết được tính theo công thức sau:
M = r.V
Trong đó:
: Khối lượng riêng của chi tiết (Kg/)
V : Thể tích của chi tiết ()
Vật liệu gang xám:
Thể tích chi tiết : V=0.000479 m3 ( bằng phần mền autocad)
Do đó khối lượng sản phẩm là: M = r.V=7500x0.000479=3.5 kg
Xác định dạng sản xuất:
Chi tiết có khối lượng 3.5kg và sản lượng chế tạo trong một năm là 91520 chiếc. Cho nên dạng sản xuất là dạng sản xuất hàng khối. (theo bảng 2 trang 14 sách thiết kế đồ án cộng nghệ chế tạo máy )
- Phân tích chi tiết gia công:
- Công dụng:
Dựa vo chi tiết bản vẽ ta nhận thấy đế trục là chi tiết dạng hộp.
Chi tiết đế trục giữ chức năng chịu lực và đỡ trục cho máy và xác định ví trí
Tương đối của trục trong không gian nhằm thực hiện nhiệm vụ động học nào
đó.
Bề mặt lm việc chính l lỗ v mặt phẳng đáy .
- Điều kiện làm việc:
Điều kiện làm việc có thể trong môi trường tĩnh hoặc rung động.
- Chịu được lực nn ,lực ko .
- Chịu được lực cắt tại cc lỗ bu lơng ,lỗ ren .
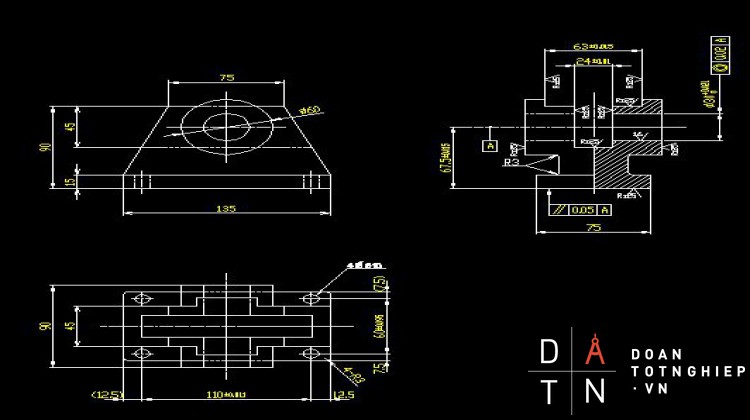
- Các yêu cầu kỹ thuật:
- Phôi sau khi đúc được ủ hoặc thường hóa, không có hiện tượng biến cứng, rỗ khí , rỗ xỉ.
- Dung sai của lỗ f 30 là 0,021 (cấp chính xác 7 ) và độ nhám bề mặt lỗ là 1,6 , độ song song với mặt đế l 0,05
- Độ nhám bề mặt cao nhất Ra=1,6 và thấp nhất là
- Độ song song, độ vuông góc không vượt quá 0,05
- Dung sai khoảng cách tâm lỗ và mặt đáy là 0,05mm
- Tính công nghệ trong kết cấu:
Hình dạng chi tiết cho ta việc thiết kế phôi đơn giản thuận lơi cho quá trình tạo khuôn, mẫu và các bước gia công cơ tiếp theo như: phay, khoan,…
- Vật liệu chi tiết làm bằng gang xám với yêu cầu kỷ thuật là đúc phôi và nhiệt luyện. Các tính chất về hóa lý gang xám thỏa mãn điều kiện làm việc của chi tiết như: Độ bền , chịu va đập ….
-Đế trục có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao.
-Các bề mặt làm chuẩn có đủ diện tích nhất định cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn ,đảm bảo quá trình g đặt nhanh
- Gang xám có tính chảy loãng cao, tính co rút thấp nên có tính đúc tốt , gia công cắt gọt dễ.
- Chọn dạng phôi và phương pháp chế tạo phôi:
- Chọn phôi:
- Việc chọn phôi được xác định dựa vào vật liệu, hình dáng kích thước va dạng sản xuất của chi tiết.
- Chi tiết được yêu cầu chế tạo bằng gang xám có kết cấu tương đối đơn giản , dạng sản xuất loạt vừa. Do đó ta chọn phôi là dạng phôi đúc. Ngoài ra, do gang xám là vật liệu cứng, giòn, dễ gãy vỡ nên không thích hợp với việc chế tạo khác như rèn, dập.
- Các phương pháp chế tạo phôi:
Phương pháp chế tạo phôi cũng tuỳ thuộc vào dạng sản xuất. Ở đây, dạng sản xuất là hàng khối và chế tạo phôi bằng phương pháp đúc.
Ta có các phương pháp đúc sau đây:
- Đúc trong khuôn kim loại có cấp chính xác 1, cấp chính xác kích thước IT14-15, có độ nhám bề mặt
- Đúc trong khuôn cát, mẫu bằng kim loại, làm khuôn bằng máy, phôi thu được có cấp chính xác II, cấp chính xác kích thướt IT 15-16, độ nhám Rz = 80 m.
- Đúc trong khuôn cát, mẫu gỗ, làm khuôn bằng tay dùng trong sản xuất đơn chiếc, loạt nhỏ, phôi thu được có cấp chính xác III, cấp chính xác kích thước IT16 - 17, độ nhám Rz = 160 m.
Theo yêu cầu kỹ thuât và dạng sản xuất của chi tiết cần chế tạo, ta chọn phương pháp đúc trong khuôn cát, mẫu bằng kim loại ,làm khuôn bằng máy, có cấp chính xác IT 15-16, độ nhám Rz = 80 m.
- Xác định lượng dư của phôi:
- Lượng dư của phôi được xác định dựa vào các yếu tố sau:
- Kích thước lớn nhất của chi tiết là 135 mm.
- Cấp chính xác của phôi đúc: cấp II.
- Cấp chính xác kích thước IT 15-16.
+ Kích thước danh nghĩa 97.5 mm:
Tra tài liệu 1 ( sổ tay công nghệ t253) được lượng dư hai phía kích thước này là 3,5 ¸ 4,5 mm.Ta lấy lượng dư hai phía nhỏ nhất là 4mm.
Tra tài liệu 1, tra dung sai kích thước d= 0.8 mm (b3.98, t253)
Þ Kích thước lớn nhất giữa hai bề mặt là:
97.5 + 4 + 0.8 = 102.3(102.3-0.8) mm
+ Kích thước danh nghĩa 90
Lượng dư một phía 3,0 ¸ 4,0 lấy 4 mm. Dung sai kích thước d = 0.8 mm, vì vậy kích thước lớn nhất giữa hai bề mặt bên:
90 + 4 + 0.8 = 94.8 (94.8-0.8) mm
+ Lỗ lượng dư hai phía 4mm, dung sai d = 0.5 mm
Do đó:
Dp = 30- 4 -0.5 = 25.5 (25.5-0.5) mm
- Lượng dư cần gia công của các bề mặt:
- Kích thuớc dài danh nghĩa 97.5 (lượng dư cần gia công mỗi bề mặt):
- Kích thước danh nghĩa f 90:
- Lỗ f 30
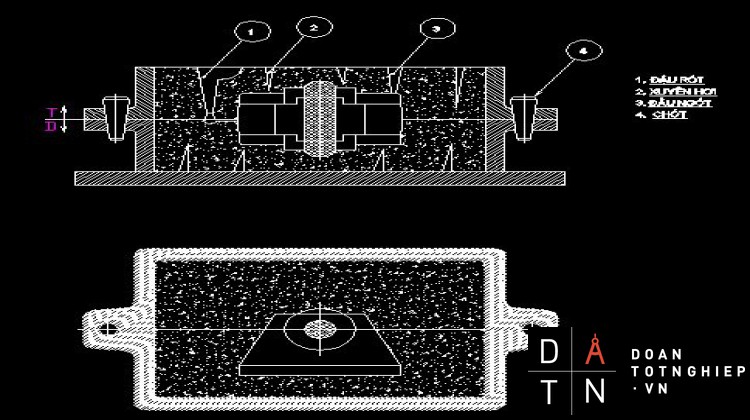
Bản vẽ lồng phơi
- Chọn quy trình gia cơng:
+ Yu cầu chung :
- Đảm bảo chất lượng chi tiết gia công trong suốt quá trình gia cơng.
-Đảm bảo năng suất giá thành hạ.
+ Nguyn tắc khi chọn chuẫn :
- Khi chọn chuẩn phải xuất phát từ nguyên tắc 6 điểm ,để khống chế hết các bậc tự do một cách hợp lý nhất ,tuyệt đối tránh thiếu định vị và siêu định vị
- Chọn chuẩn sao cho lực kẹp,lực cắt khơng lm biến dạng chi tiết gia cơng.
- Chọn chuẩn sao cho kết cấu đồ gá phải đơn giản ,sử dụng thuận lợi nhất ph hợp với loại hình sản xuất.
+ Nguyn tắc khi chọn chuẩn tinh
- Nên chọn chuẩn tinh là chuẩn tinh chính : để đạt được độ chính xác cao của chi tiết trong qu trình gia lm việc.
- Nn chọn chuẩn tinh sao cho tính trng chuẩn cng cao cng tốt vì khi đó sẽ giảm được sai số tích lũy .
- Nên chọn chuẩn tinh thống thất cho nhiều lần gá đặt trong quy trình cơng nghệ v khi đó sẽ giảm chủng loại đồ gá giảm công thiết kế và chế tạo đồ gá.
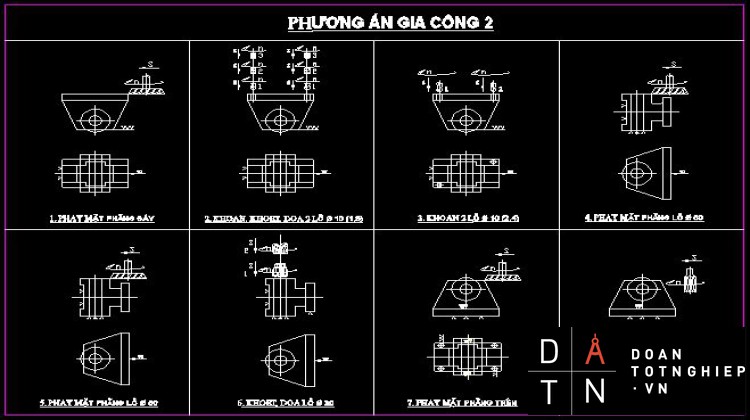
* Sau khi nghiên cứu và căn cứ vào yu cầu v lời khuyn khi chọn chuẩn Có hai ,phương án được lựa chọn với trình tự, chuẩn và các phương pháp gia công các bề mặt được đưa ra dưới đây:
Phương án 2:
* Ưu và nhược điểm của các phương án:
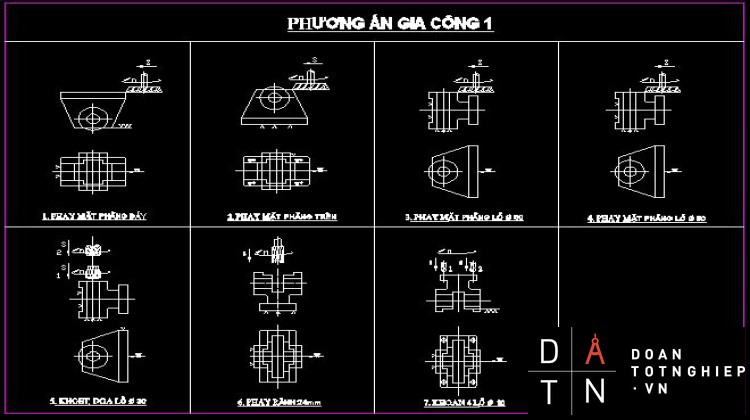
Phương án 1:
- Ưu điểm: chọn được chuẩn thô chính ,đảm bảo tính thống nhất về chuẩn tinh
- Nhược điểm: vì kích thước quá nhỏ nên độ chính xác không cao.
Phương án 2:
- Ưu điểm: Dùng hai lỗ f10 1, 3 làm định vị nên khi gia công các bề mặt tiếp theo đạt độ chính xác cao
- Nhược điểm: không đảm bảo chuẩn tinh thống nhất .
Sau khi cân nhắc , ta chọn phương án 1 để tiến hành gia công chi tiết.
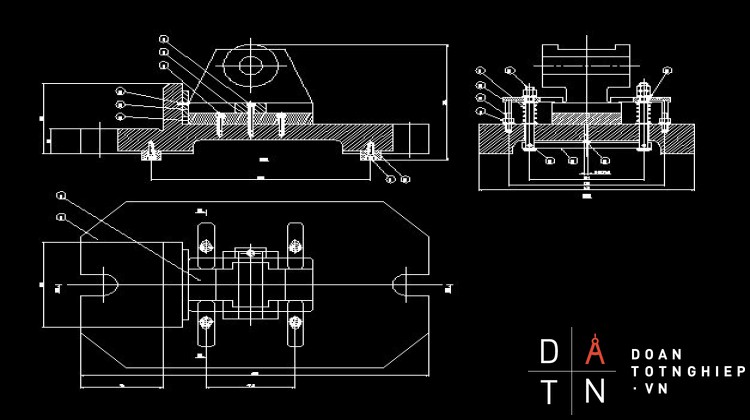
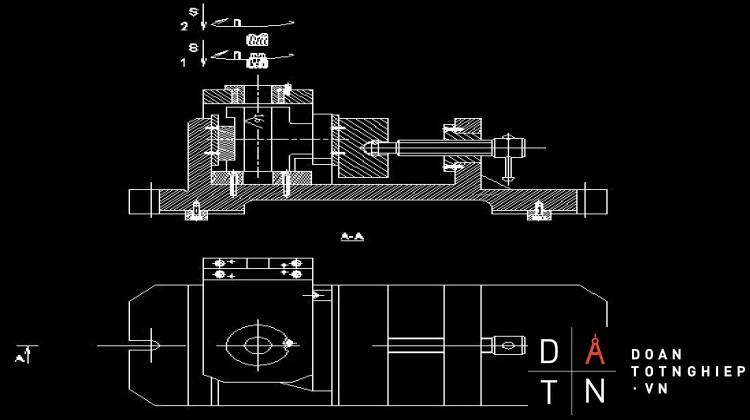
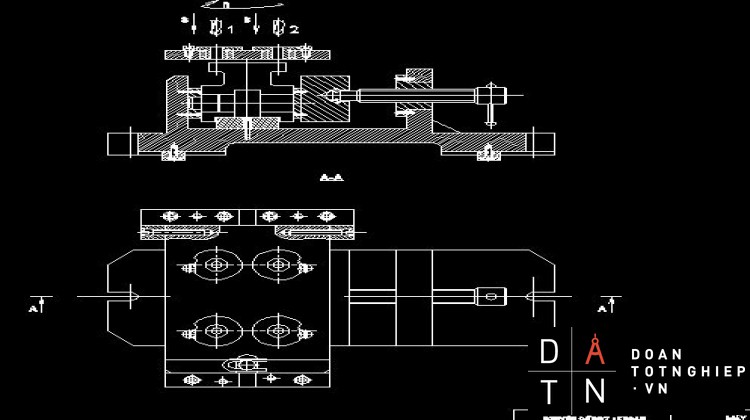
- Thiết kế nguyên công công nghệ:
1.Nguyên công 1: phay mặt đế
- Sơ dồ gá đặt:
- Dụng cụ cắt: dao phay mặt đế có gắn mảnh hợp kim cứng.
- Máy công nghệ: máy phay đứng 6H10.(T 181, thiết kế đồ án cnctm)
- Dung dịch trơn nguội: khan.
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Đồ gá chuyn dụng
2.Nguyên công 2: phay mặt phẳng trn rnh 63mm
- Sơ đồ gá đặt:
- Dụng cụ cắt: Dao phay mặt đầu có gắn mảnh hợp kim cứng .
- Máy công nghệ: Máy phay đứng 6H10
- Dung dịch trơn nguội: khan
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Đồ gá công nghệ: Chi tiết được kẹp chặt bằng địn lin động
- Dụng cụ cắt: Dao phay mặt đầu có gắn mảnh hợp kim cứng .
- Máy công nghệ: Máy phay đứng 6H10
- Dung dịch trơn nguội: khan
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Đồ gá chuyn dụng
4.Nguyên công 4: phay mặt phẳng lỗ F60 cịn lại
- Sơ đồ gá đặt:
- Dụng cụ cắt: Dao phay mặt đầu có gắn mảnh hợp kim cứng .
- Máy công nghệ: Máy phay đứng 6H10
- Dung dịch trơn nguội: khan
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Đồ gá chuyn dụng
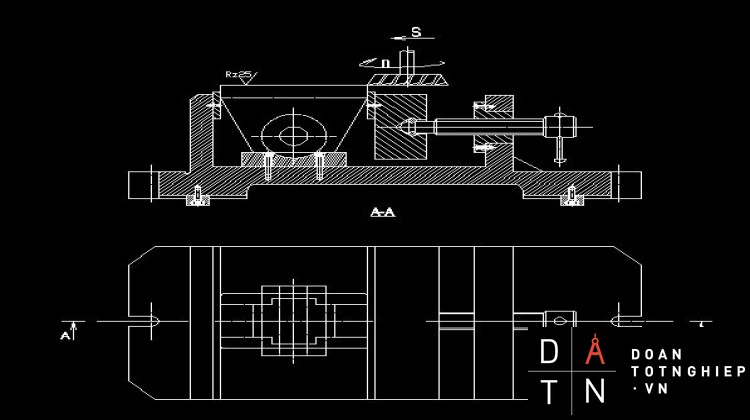
5.Nguyên công 5: khot ,doa lỗ F30
-Sơ đồ gá đặt:
- Dụng cụ cắt: Dao khoét ,doa ghép từ các mảnh hợp kim cứng .
- Máy công nghệ: Máy doa 2615.
- Dung dịch trơn nguội: Dầu khoáng (doa).
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm, calip trụ 30H7.
- Đồ gá chuyn dụng
6. Nguyên công 6: phay rnh 24mm
-Sơ đồ gá đặt:
Dụng cụ cắt: Dao phay ngón có gắn mảnh hợp kim cứng, lo =160
- Máy công nghệ: máy phay đứng 6H10.
- Dung dịch trơn nguội: êbôxy.
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Đồ gá chuyn dụng
7. Nguyên công 7: khoan 4 lỗ F10
-Sơ đồ gá đặt:
- Dụng cụ cắt : mũi khoan F10
-Máy công nghệ : tra tài liệu [2, 518]
Máy khoan đứng 2H 135 có các thông số sau:
+ Công suất động cơ N = 4 Kw
+ Số vòng quay trục chính 31 - 1400 vg/ph
+ Giới hạn chạy dao 0,1 - 1,6 mm/vg
- Dụng cụ cắt: [1 trang 331, stcnctm] mũi khoan 10
- Dụng cụ kiểm tra: Thước cặp 0 -150 x 0,02mm.
- Dung dịch trơn nguội: Khan.
- Đồ gá chuyn dụng: Bàn gá, bạc dẫn.
- Tính toán lượng dư và dung sai của các kích thước trung gian:
- Phương pháp phân tích :
Tính lượng dư bề mặt đế bằng phương pháp phân tích:
- Bề mặt đế đạt kích thước 67.5+0.015.tính từ tm lỗF30
- Độ chính xác kích thước cấp 7, phôi được đúc bằng khuôn cát. Từ bảng 10 tài liệu thiết kế đồ án Công Nghệ Chế Tạo Máy , trang 41 ta có: Rzo + To = 600 mm.
- Theo tiến trình công nghệ đã chọn, từ phụ lục 11 tài liệu Hướng Dẫn Thiết Kế Môn Học Công Nghệ Chế Tạo Máy, ta có trình tự các bước công nghệ và độ chính xác, độ nhám bề mặt đạt được như sau:
- Bước 1: Phay thơ, cấp chính xác 13 : Rz1 = 50 mm, T1 = 50 mm
- Bước 2: Phay tinh, cấp chính xác 7 : Rz2 = 10 mm, T2 = 15 mm
- Đối với gang xám sau bước công nghệ đầu tiên T1,T2, T3, T4 bằng không.
- Tính sai số:
- Sai số vị trí: ( sai số cong vênh)
rcv = Dk.l( T43 tk đacnctm)
Do phôi hộp nên ta chọn : Dk = 0,7 mm/mm
l: là chiều dài lớn nhất của phôi là: l = 135mm
rcv = 0,7 x 135 = 94,5mm/mm
- Sai số vị trí: là độ không song song cho phép của 2 bề mặt
rvt = 0,05 mm = 50mm
-Sai số không gian của phôi là:
ro =
Ở đây sai số vị trí là độ không song song cho phép của 2 bề mặt
rvt = 0,05 mm = 50mm
ro = = = 106,91= 107 mm
Sai số không gian còn lại sau bước thứ nhất phay thô
r1 = 0,04. r0 = 0,04 x 107 = 4,28 mm.
Sai số không gian còn lại sau bước phay tinh
r2 = r1.0,03 = 0,03 x 4,28 = 0,1284 mm.
- Sai số gá đặt:
egđ =
ec : là sai số chuẩn
ek : là sai số kẹp chặt
egđ : là sai số đồ gá
+ Khi phay mặt đế , chuẩn thiết kế trùng với chuẩn công nghệ( chuẩn công nghệ trùng với chuẩn đo) cho nên: ec = 0.
+ Lực kẹp vuông góc với bề mặt gia công
ek = C.Qn. cosa ( T71 CNCTM)
C : hệ số đặc trưng cho điều kiện tiếp xúc, vật liệu và độ cứng của bề mặt phôi dùng để định vị.
Q : Lực tác dụng lên chốt tỳ.
a = là góc giữa phương kích thước gia công và phương biến dạng lớn nhất.
Trong trường hợp này a = 90o
ek = C.Qn. cosa = C.Qn cos 90 = 0
+ Sai số đồ gáeđg không vượt quá 1/3 ¸ 1/10 dung sai của kích thước chi tiết gia công.
Dung sai của kích thước chi tiết gia công là -+0,015
Chọn eđg = 0,015.1/3 = 0,005mm
Vậy eđg = = 5 mm
+ Lượng dư nhỏ nhất được xác định như sau:
Zmini = Rzi-1 +Ti-1 + ri-1 + eđg ( T40 thiết kế đồ án cnctm)
Zmin1= Rz0+T0+ r0 + eđg = 250+350 +107 + 5 = 712mm.
Zmin2= Rz1+T1+ r1+ eđg = 50 + 50 + 4,28 + 5 = 109,28 mm.
Zmin3= Rz2+T2+ r2+ eđg = 10 + 15 + 0,1284 + 5 = 25,1284 mm.
+ Kích thước trung gian được tính như sau:
Lmin3 = 67,5 - 0 = 67,5 mm.
Lmin2 = Zmin3 + Lmin3 = 0,0251284 + 67,5 = 67,525 mm
Lmin1 = Zmin2 + Lmin2 = 0,10928 +67,53 = 67,639 mm
Lmino = Zmin1 + Lmin1 = 0,712 + 67,64 = 68,352 mm
+Tra dung sai các bước gia công:
Dung sai phôi d0 = 1 mm
Dung sai kích thước sau phay thô d1 = 0,39 mm
Dung sai kích thước sau phay tinh d2 = 0,16 mm
+Quy tròn kích thước tính toán trên, và tính kích thước lớn nhất:
Lmaxi = Lmini + di
Lmino = 68,35 mm ta có: Lmaxo = 68,4 + 1 = 69,4mm
Lmin1 = 67,64 mm Lmax1 = 67,6 + 0,39 =67,99 mm
Lmin2 = 67,53 mm Lmax2 = 67,5 + 0,16 =67,66 mm
Lmin3 = 67,5 mm Lmax3 = 67,5 + 0,05 = 67,55 mm
+Lượng dư trung gian lớn nhất và bé nhất:
- Phay thô: Zmin1 = Lmin0 - Lmin1 = 68,4 – 67,6= 0,8 mm
Zmax1 = Lmaxo- Lmax1 = 69,4 – 67,99= 1,41 mm
- Phay tinh Zmin2 = Lmin1 - Lmin2 = 67,6 – 67,5 = 0,1 mm
Zmax2 = Lmax1 - Lmax2 = 67,99 – 67,66 = 0,33 mm
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ Ê TÔ ETO ĐHSPKT HƯNG YÊN
“Hướng dẫn thiết kế đồ án công nghệ chế tạo máy” _GS.TS Trần Văn Địch.
Nhà xuất bản KH & KT Hà Nội – 2002.
- “Sổ tay công nghệ chế tạo máy” ( Tập 1,2,3 ) _ GS.TS Nguyễn Đắc Lộc, GS.TS Lê Văn Tiến, GS.TS Ninh Đức Tốn, GS.TS Trần Xuân Việt.
Nhà xuất bản KH & KT Hà Nội.
- “Atlas đồ gá” _ GS.TS. Trần Văn Địch
- “Giáo trình công nghệ chế tạo máy” _ GS.TS Trần Văn Địch, GS.TS Nguyễn Trọng Bình, GS.TS Nguyễn Thế Đạt, GS.TS. Lê Văn Tiến, GS.TS. Trần Xuân Việt
Nhà xuất bản KH & KT Hà Nội – 2003.
- “Dung Sai Và Lắp Ghép”_ PGS.TS Ninh Đức Tôn.
Nhà xuất bản giáo dục.
- “Nguyên Lý Cắt Kim Loại” _GS.TS Trần Văn Địch.
Nhà xuất bản KH & KT -2008
- “Sức Bền Vật Liệu”_ GS.TS Đặng Việt Cương , PGS.TS Khổng Doãn Điền.
Nhà xuất bản giáo dục.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐẾ TRỤC ĐỀ 31 ĐHSPKT TP HCM
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
BOÄ MOÂN: Cheá Taïo Maùy