ĐỒ ÁN MÔN HỌC THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO PULI CAO THẮNG

NỘI DUNG ĐỒ ÁN
1. Đầu đề đồ án: Thiết kế quy trình công nghệ gia công Puly.
2. Số liệu: Bản vẻ chi tiết
- Nội dung các phần thuyết minh và tính toán.
Phân tích chi tiết gia công.
Xác định dạng sản xuất.
Phân tích và chọn vật liệu.
Phân tíc và chọn phương pháp chế tạo phôi.
Xác định lượng dư gia công.
Thiết kế qui trình công nghệ.
Tính chế độ cắt.
Kết luận.
4. Các bản vẽ.
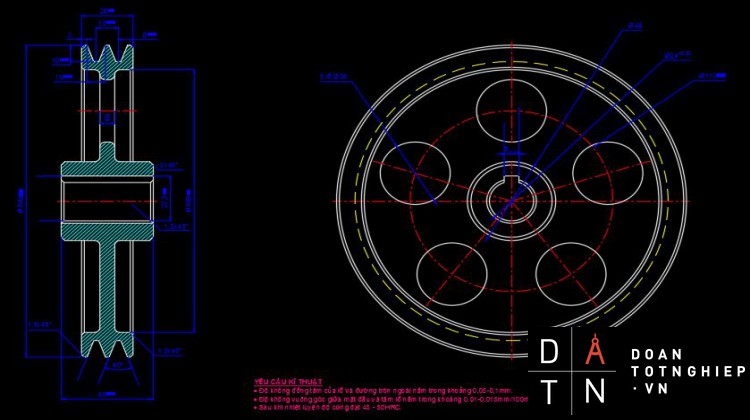
Bản vẽ chi tiết 1A0.
Bản vẽ lòng phôi 1A3.
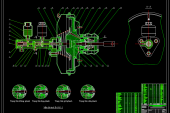
Bản vẽ sơ đồ đúc 1A3.
Bản vẽ quy trình công nghệ 1A0.
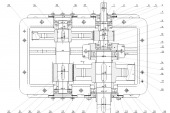
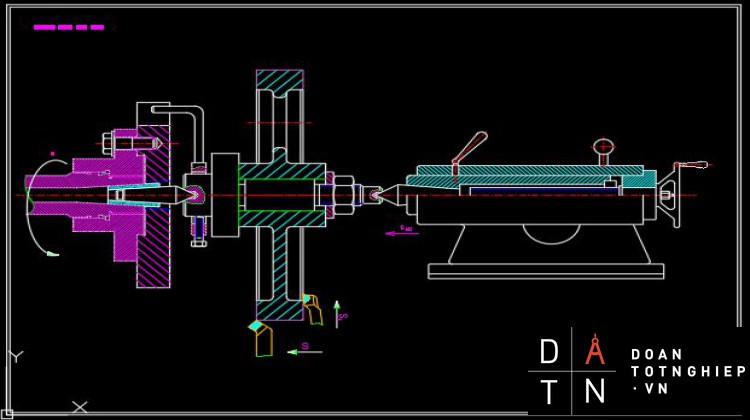
Bản vẽ kết cấu nguyên công 1A0.
Bản vẽ lắp đồ gá 1A0.
5. Ngày giao đồ án:
6. Ngày nộp bài:
MỤC LỤC
CHƯƠNG I: Phân tích chi tiết gia công.
CHƯƠNG II: Xác định dạng sản xuất.
CHƯƠNG III: Phân tích và chọn vật liệu.
CHƯƠNG IV: Phân tích và chọn phương pháp chế tạo phôi.
CHƯƠNG V: Xác định lượng dư gia công.
CHƯƠNG VI: Thiết kế quy trình công nghệ.
CHƯƠNG VII: Tính chế độ cắt.
Kết luận.
Tài liệu tham khảo.
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Tính năng và công dụng chi tiết
Chi tiết là một phần của bộ truyền đai(bộ truyền gồm 2 bánh đai(puly) và dây đai)
Bộ truyền đai làm việc theo nguyên lý ma sát gồm 2 bánh đai lắp trên 2 trục và dây đai. Bao quanh các bánh đai, tải trọng được truyền đi nhờ lực ma sát được truyền đi nhờ lực ma sát sinh ra giữa dây đai và các bánh đai.
Kết luận: Từ nguyên lý làm việc của bộ truyền đai ta có được tính năng của buly là truyền momen quay giữa 2 trục thông qua dây đai.
- Điều kiện làm việc.
Chi tiết làm việc ở điều kiện áp xuất và nhiệt độ thường.
- Yêu cầu kỹ thuật.
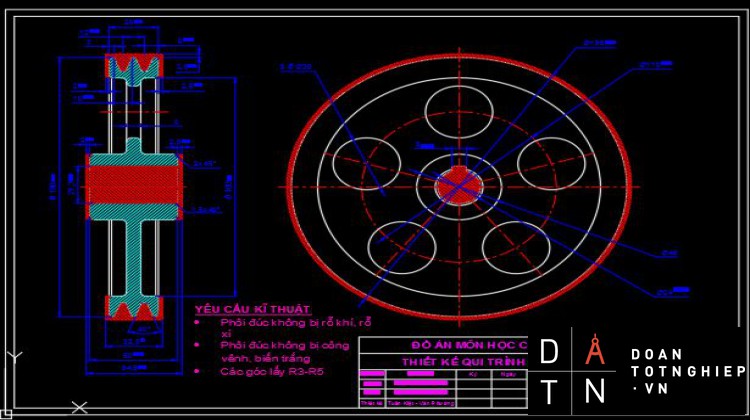
Puly là chi tiết làm nhiệm vụ truyền lực thông qua dây đai để truyền momen quay theo nguyên lý ma sát giữa 2 mặt bên của rãnh bánh đai và 2 mặt bên của dây đai.
Do đó chi tiết phải đảm bảo độ đảo 2 mặt bên của rãnh không lớn hơn 0,1mm. cấp độ nhám 2 mặt bên của rãnh đạt cấp 6. Để đảm bảo chi tiết quay không bị đảo thì độ không đồng tâm của lỗ và các đường tròn ngoài nằm trong khoảng 0,05 ÷ 0,1mm, độ không vuông góc giữa 2 mặt đầu và tâm lỗ nằm trong khoảng 0,01÷ 0,015mm/100mm bán kính.
Dung sai lắp ghép cho lỗ 40 là H8 (24+0,033) cấp độ nhám cho lỗ là Ra=2,5µm. Độ cứng sau khi nhiệt luyện đạt 55÷60 HRC.
Chi tiết quay phải đảm bảo truyền đúng tỷ số truyền, dây đai không bị trượt.
- Tính công nghệ của chi tiết.
Chi tiết có tính đối xứng tương đối đơn giản nên dễ dàng trong quá trình chế tạo phôi.
Chi tiết yêu cầu về độ chính xác của một số bề mặt không cao. Như vậy dễ dàng chọn máy công cụ để gia công.
- Phân tích độ chính xác của chi tiết gia công.
Để gia công chi tiết như hình vẽ cân phải đạt các yêu cầu kỹ thuật sau:
- Kích thước lỗ: Þ24+0,033 có
ES=+0,03 (mm)
EI= 0
IT= ES-EI = 0,3 (mm)
-Kích thước danh nghĩa: D = 24 (mm)
-Kích thước giới hạn lớn nhất: Dmax = D+ES = 24,033 (mm)
-Kích thước giới hạn nhỏ nhất: Dmin = D+EI =24 (mm)
Theo TCVN22245-99. Tra bảng 1/176 sách dung sai lắp ghép và kỹ thuật đo của PGS-TS Ninh Đức Tốn ta được kích thước :
Þ24+0,033 thuộc miền dung sai H8.
Vậy Þ24H8 = Þ24+0,033
-Lỗ gia công đạt độ bóng cấp 6 với Ra= 2,5 cấp chính xác chi tiết đạt IT
Kích thước Þ48 ± 0,62 có:
es = +0,62 (mm)
ei = -0,62 (mm)
IT= es – ei = 0,62 – (0,62)= 1,24 (mm)
-Kích thước danh nghĩa: d = 48 (mm)
-Kích thước giới hạn lớn nhất: dmax = d+es =48+ 0,62 ,48,62 mm
-Kích thước giới hạn nhỏ nhất: dmin = d+ei =48 –(-0,62) =48,62 mm
Theo TCVN22245-99. Tra bảng 1/176 sách dung sai lắp ghép và kỹ thuật đo của PGS-TS Ninh Đức Tốn ta được kích thước Þ48 ± 0,62 thuộc cấp dung sai tiêu chuẩn IT14.
Kích thước lỗ Þ38±0,25
ES=+0,25 (mm)
EI= -0,25(mm)
IT= ES-EI = 0,25-(-0,25) = 0,5
-Kích thước danh nghĩa: D = 38 (mm)
-Kích thước giới hạn lớn nhất: Dmax = D+ES = 38,25 (mm)
-Kích thước giới hạn nhỏ nhất: Dmin = D+EI =38,25 (mm)
Theo TCVN22245-99. Tra bảng 1/176 sách dung sai lắp ghép và kỹ thuật đo của PGS-TS Ninh Đức Tốn ta được kích thước :
Þ24+0,033 thuộc cấp dung sai tiêu chuẩn IT12.
PHẦN II: PHÂN TÍCH DẠNG SẢN XUẤT
Chi tiết có kích thước nhỏ gọn, tính đối xứng, khối lượng chi tiết là 2,34 kg, sản lượng hàng năm của chi tiết là 3000 sp.
Với khối lượng chi tiết là 2,34 kg. Tra bảng 1.1 trang 19, sách công nghệ chế tạo máy do GSTS Trần Văn Địch chủ biên của nhà xuất bản khoa học kỹ thuật Hà Nội 2006. Ta có dạng sản xuất hàng loạt vừa có sản lượng hàng năm của chi tiết là 500÷5000 sp/năm.
Đặc trưng cho dạng sản xuất này là:
- Nguyên công có tính chu ki lặp lại ổn định.
- Sử dụng máy vain năng và chuyên dùng.
- Các máy được bố trí theo quy trình công nghệ.
- Sử dụng nhiều dụng cụ và đồ gá chuyên dùng.
- Đảm bảo nguyên tắc lắp lẫn hoàn toàn.
- Công nhân có trình tay nghề trung bình.
PHẦN III: PHÂN TÍCH VÀ CHỌN VẬT LIỆU
I. Phân tích vật liệu:
1. Thép cacbon: Hợp kim của sắt và cacbon( hàm lượng ≤ 2,14%)
- Ưu điểm:
- Giá thành thấp.
- Cơ tính nhất định, nhiệt luyện đạt được độ cứng cao gần bằng thép hợp kim có hàm lượng Cacbon tương tự.
- Tính công nghệ tốt: dễ đúc, hàn, gia công áp lực và cắt gọt.
- Nhược điểm:(so với thép hợp kim)
- Độ bền, độ dẻo và độ dai va đập thấp.
- Độ thấm tôi thấp.
- Khi làm việc ở nhiệt độ cao (>300o) thì độ bền và độ cứng thấp.
- Khả năng chống mài mòn thấp.
- Khả năng chống ăn mòn dễ bị ô xi hoá.
- Phân loại.
- Thép cacbon thông dụng (thép cacbon chất lượng thường) như: CT31,CT33,CT34…Thép có cơ tính không cao, dùng chế tạo chi tiết chịu tải trọng nhỏ.
- Thép cacbon kết cấu: Chất lượng tốt, hàm lượng tạp chất thấp như: C10,C15,C20…Dùng chế tạo chi tiết chịu tải trọng cao, phức tạp.
- Thép dụng cụ: Có hàm lượng cacbon cao.
- Gang xám có độ bền kéo thấp, độ bền nén cao chống mài mòn tốt, có tính công nghệ cao, dễ đúc dễ gia công cắt gọt… được sử dụng nhiều công nghệ đúc.
2/ Gang cầu.
Biến tính gang xám bằng các nguyên tố có tính cầu hóa như: Magie, Ce…Sau đó thực hiện biến tính lần 2 bằng FeSi, CaSi để chống biến trắng. Có cơ tính tương đương thép, tính công nghệ cao dễ đúc, gia công cắt gọt,ủ… dùng chế tạo chi tiết chịu tải trọng nặng, phức tạp, chịu mài mòn như: trục khuỷu,cam, bánh răng,
3/ Gang giun.
Sau khi biến tính gang xám lần một bằng các nguyên tố: Ce, Mg và biến tính lần 2 bằng các chất graphit hóa như FeSi, CaSi… người ta nhận được gang có graphit tồn tại ỏ dạng giun. Gần giống với gang cầu và có thể thay thế cho gang cầu, chế tạo chi tiết chịu va đập, chịu nhiệt và chịu mài mòn như nắp, bloc, xilanh động cơ diesel, khuôn đúc thép …
4/ Gang dẻo.
Đem gang tráng ủ ở nhiệt độ 60÷1060o C.trong khoảng 60÷120h ta được gang dẻo.
Cơ tính cao, giá thành cao nên chỉ dùng chế tạo chi tiết nhỏ, thành mỏng chịu va đập
II. Chọn vật liệu chế tạo phôi:
Từ những phân tích vật liệu ở trên, cùng với những kết cấu, điều kiện làm việc của chi tiết mà ta chọn vật liệu là gang xám.
Tra sách THIẾT KẾ ĐÚC trang 48, của tác giả Nguyễn Xuân Bông – Phạm Quang Lộc do NXB Khoa Học và Kỹ Thuật Hà Nội 1978 ta được:
Vật liệu:
GX21-40
Ưng suất bền kéo: 21daN/mm2
Ưng suất bền uốn: 40daN/mm2
HB = 170 – 241
Thành phần hóa học:
C = 3,3 – 3,5%
Si = 1,4 – 1,7%
Mn = 0,6 – 0,9%
P ≤ 0,3%
PHẦN IV: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. PHÂN TÍCH CÁC PHƯƠNG PHÁP CHẾ TẠO PHÔI.
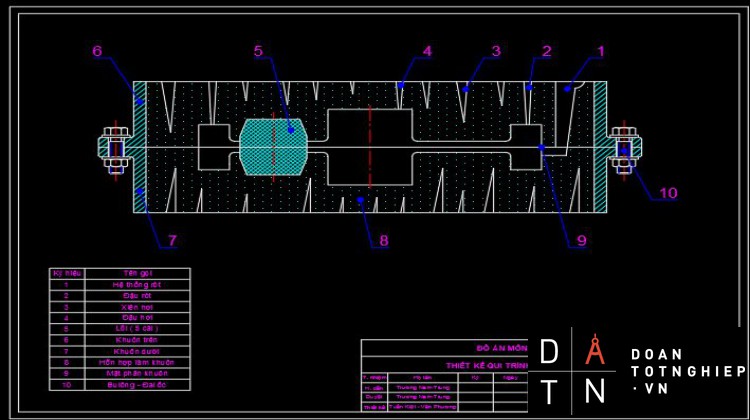
1/ Phôi chế tạo bằng phương pháp đúc.
Đúc là phương pháp chế tạo phôi bằng phương pháp nấu chảy kim loại, rót kim loại vào khuôn sau khi kim loại đông đặc ta thu được vật đúc.
Đúc có thể tạo ra chi tiết có hình dáng phức tạp mà các phương pháp khác chế tạo khó khăn hoặc không chế tạo được. Đúc được các vật liệu khác nhau, có thể đúc được nhiều lớp kim loại khác nhau trong cùng một vật đúc, có khả năng cơ khí hóa và tự động hóa, năng suất cao, giá thành thấp và đáp ứng và đáp ứng tính chất linh hoạt trong sản xuất.
Nhượt điểm của phương pháp đúc tốn kim loại cho hệ thống rót và đậu ngót, kiểm tra vật đúc khó khăn phải có thiết bị hiện đại, vật đúc có nhiều khuyết tật.
- Đúc có nhiều phương pháp:
- Đúc trong khuôn cát: Sử dụng trong sản xuất đơn chiếc hoặc các chi tiết quá lớn và phức tạp.
- Đúc khuôn kim loại: sử dụng trong sản xuất hàng loạt hàng khối.
- Đúc áp lực: phương pháp này tạo được phôi, có tính tốt, ít hư hỏng.
- Đúc ly tâm: sử dụng đúc các vật dạng trụ dạng ống.
- Đúc mẫu chảy: vật liệu làm mẫu chảy là sáp. Đúc các kim loại quí can tiết kiệm vật liệu.
- Đúc liên tục: là quá trình rót liên tục kim loại vào khuôn có hệ thống làm nguội tuần hoàn và lấy vật đúc ra liên tục.
- Đúc khuôn vỏ mỏng: dạng đúc trong khuôn cát có thành mỏng từ 6-8mm.
ð Phương pháp đúc được sử dụng chủ yếu trong sản xuất hàng loạt và hàng khối, tùy điều kiện sản xuất, giá thành, độ chính xác mà chọn cách tạo phôi.
2/ Phôi từ thép cán.
Phôi từ thép cán có hình dạng, kích thước, tiết diện và chiều dài theo tiêu chuẩn, độ chính xác, chất lượng bề mặt cao thành phần hóa học ổn định hơn phôi đúc.
Phôi thép cán có hệ số sử dụng thấp, thường dùng sản xuất đơn chiếc hoặc dùng trong sản xuất hành loạt. Với điều kiện hình dạng, tiết diện phôi gần giống chi tiết. Phôi cán có cấp chính xác IT14-IT13, R2=40µm.
3/ phôi rèn tự do.
Phôi được chế tạo từ rèn tự do, có cơ tính cao, có thể tạo phôi với nhiều kích thước khác nhau,thiết bị đơn giản, vốn đầu tư ít. Tuy nhiên độ chính xác thấp,lượng dư lớn, hiệu quả kinh tế không cao, chất lượng phôi phụ thuộc vào tay nghề của thợ.
Sử dụng rộng rãi trong sản xuất đơn chiếc trong sửa chữa.
4/ Phôi dập: gồm dập thể tích và dập tấm.
a. Phôi dập thể tích.
Phôi dập thể tích có độ chính xác về hình dạng, kích thước và độ chính xác bề mặt cao, có tính dẻo cao hơn, do đó biến dạng triệt để, chế tạo phôi có hình dạng phức tạp hệ số sử dụng vật liệu cao hơn rèn tự do.
Phương pháp dập thể tích đòi hỏi thiết bị công xuất lớn, không chế tạo được phôi lớn, chi phí chế tạo khuôn cao, chỉ dùng cho sản xuất hàng loạt và hàng khối.
b. Phôi dập tấm.
Phôi dập tấm có độ cứng vững, độ chính xác và chất lượng bề mặt cao, thường không phải gia công cơ hoặc gia công cơ rất ít. Hiệu quả kinh tế, kỹ thuật cao. Dễ cơ khí hóa và tự động hóa, năng suất cao, phù hợp với sản xuất hàng loạt và hàng khối.
5/ Phôi hàn.
Phôi hàn được chế tạo từ thép cán nhờ ghép nối bằng hàn. Tiết kiệm được 30-50% khối lượng vật liệu so với phôi đúc. Chất lượng phôi phụ thuộc vào mối hàn, phôi hàn có khả năng chịu tải trọng kém, phôi dễ bị biến dạng do nhiệt hàn.
Phù hợp cho sản xuất đơn chiếc, sửa chữa các chi tiết dạng hộp.
II. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
Chi tiết cần gia công có hình dạng đối xứng kích nhỏ gọn và dạng sản xuất là hàng loạt lớn nên ta chọn phương pháp chế tạo phôi bằng phương pháp đúc. Phôi sẽ có hình dạng gần giống với chi tiết gia công nhất. Sau đó sẽ sử dụng các phương pháp gia công cơ để đạt được yêu cầu lắp ráp của chi tiết.
PHẦN V: XÁC ĐỊNH LƯỢNG DƯ CỦA CHI TIẾT GIA CÔNG.
- Xác định kích thước lớn nhất của chi tiết gia công.
- Kích thước choáng chỏ lớn nhất của chi tiết là Þ190.
2. Xác định lượng dư bằng phương pháp tra bảng.
- Với gang xám cấp chính xác là cấp 1. Tra bảng 3.94/252 sổ tay công nghệ chế tạo máy của Nguyễn Đắc Lộc. Ta được:
Kích thước lỗ, Þ 24=0033, Þ38±0,25 , Þ190±0,56 ta có lượng dư là: 2,5 mm.
- kích thước chi tiết 28±0,2 , 0±0,16. có tổng cộng lượng dư 2 mặt bên là 4,5mm.
3. Xác định kích thước phôi.
- Kích thước lỗ chi tiết Þ 24=0033.Có thước phôi Þ21,5mm.
- Kích thước lỗ chi tiếtÞ 38±0,25. Có thước phôi Þ 35,5mm.
- Kích thước lỗ chi tiết Þ 190±0,46. Có thước phôi Þ 195mm.
- Kích thước lỗ chi tiết Þ 28±0,02. Có thước phôi Þ 32,5mm.
- Kích thước lỗ chi tiết Þ 50± 0,16. Có thước phôi Þ54,5mm.
4. Xác định sai lệch giới hạn của phôi.
Vói cấp chính xác phôi đúc là cấp 1 sách sổ tay công nghệ chế tạo máy của Nguyễn Đắc Lộc. Ta được:
Tra bảng 3.97/253 sổ tay công nghệ chế tạo máy của Nguyễn Đắc Lộc. Ta được
- Kích thước lỗ Þ 21,5 có sai lệch là 0,2 mm
- Kích thước lỗ Þ 35,5 có sai lệch là 0,2 mm
- Kích thước lỗ Þ 195 có sai lệch là 0,2 mm
- Kích thước lỗ Þ 32,5 có sai lệch là 0,2 mm
Kết luận: Từ các kết quả trên ta có được kích thước của phôi đúc cấp chính xác 1 là:
- Kich thước lỗ Þ21,5±0,02mm.
- Kich thước lỗ Þ35,5±0,02mm.
- Kich thước lỗ Þ195 ±0,4 mm.
- Kich thước lỗ Þ32,5±0,02mm.
- Kich thước lỗ Þ54,5±0,3 mm.
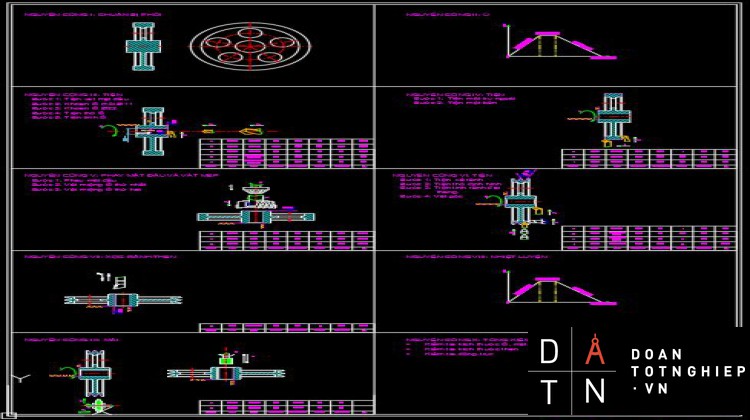
PHẦN VI: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
I. PHÂN TÍCH CÁC PHƯƠNG ÁN GIA CÔNG:
Từ bản vẽ chi tiết và qua các phân tích ở trên chúng ta có các phương án gia công chi tiết như sau:
Phương án thứ 1:
|
STT |
TÊN NGUYÊN CÔNG |
BỀ MẶT GIA CÔNG |
ĐỊNH VỊ |
KẸP CHẶT |
|
1 |
Tiện mặt đầu, khoan lỗ, tiện thô lỗ, tiện tinh lỗ. |
D + F |
N + O |
N |
|
2 |
Tiện mặt trụ ngoài, 2 mặt bên |
M + B + C |
D + F |
E |
|
3 |
Phay mặt đầu, vát mép lỗ 2 đầu |
E + I + G |
D + F |
C |
|
4 |
Tiện rãnh đai thang, tiện vát góc |
J + A + K + L |
D + F |
E |
|
5 |
Xọc rãnh then bằng |
H |
D + F |
C |
Phương án thứ 2:
|
STT |
TÊN NGUYÊN CÔNG |
BỀ MẶT GIA CÔNG |
ĐỊNH VỊ |
KẸP CHẶT |
|
1 |
Tiện mặt trụ ngoài, tiện hai mặt bên, khỏa mặt đầu. |
B + C + M + D |
N + O |
N |
|
2 |
Phay, khoan, khoét, doa, vát mép lỗ |
E + F +I + G |
M + D |
M |
|
3 |
Tiện rãnh đai thang, tiện vát góc |
J + A + K + L |
D + F |
E |
|
4 |
Xọc rãnh then bằng |
H |
D + F |
C |
II. CHỌN PHƯƠNG ÁN GIA CÔNG:
Từ hai phương án nêu trên ta nhận thấy, phương án thứ 2 ít nguyên công hơn phương án thứ nhất, nhưng ở nguyên công tạo lỗ có rất nhiều bước, đòi hỏi phải có máy chuyên dùng, chi phí đầu tư cho máy chuyên dùng cao, phù hợp với những phân xưởng lớn.
Ở đây, dạng sản xuất là hàng loạt vừa, nên ta chọn phương án thứ nhất. Nó phù hợp với những xưởng sản xuất tương đối, không yêu cầu có máy móc cao.
PHẦN V: TÍNH CHẾ ÐỘ CẮT
NGUYN CƠNG III: TIỆN
Býớc 1: Khỏa mặt ðầu.
Dao tiện ngồi v tiện mặt ðầu mảnh hợp kim cứng T15K6, Fd = 20x30, ư = 45º, ư1 = 10º, = -15º, T = 50', c = 6, chi tiết gang xm, my 1K62. D = 48, HB = 190.
My tiện 1K62, chi tiết chống tm hai ðầu.
Bi giải:
- Chọn chiều sâu cắt:
t = h =2,5 mm
- Chọn bước tiến:
Bảng ( 25 – 1) trang 29, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
è S1 = ( 0,6 – 0,9 ) mm/v
Tra thuyết minh my trang 21.1/27 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: S= 2,6 mm/v.
Hệ số hiệu chỉnh: Gia cơng gang xm: K = 1,6
Ư = 45 è KƯ = 1
èS2 = 2,6×1,6×1= 4,16 mm/v
Từ S1,S2 ta chọn S = 0,6 mm/v
Tra TMM trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản. Chọn St = 0,57mm/v.
- Chọn vận tốc:
V ðýợc tính theo cơng thức:
Bảng ( 1 – 1) trang 13, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
243 0,15 0,4 0,2
Bảng ( 2 – 1) trang 15, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
= 1
Bảng ( 7 – 1) trang 17 ta ðýợc : Knv = 0,5
Bảng ( 8 – 1) trang 17 ta ðýợc: Kuv = 1
Bảng ( 9 – 1) trang 18 ta ðýợc: ư = 45º è Kưv = 1
Ư1 = 100 è Kư1 v = 1
èKv = Kmv x Knv x Kuv x Kưv x Kư1v = 1 x 0,5 x 1x 1 x 1 = 0,5
Thay vo cơng thức ta ðýợc:
x 0,5 = 62,7 m/pht
Số rng quay trong một pht:
n = v/pht
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: nt = 400 v/pht
èVt = m/p
- Tính lực cắt Pz:
Pz = CPz x tXpz x SYpz x Vnz x Kz (KG)
Bảng ( 11 – 1) trang 19, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
92 1,0 0,75 -0
Bảng ( 12 – 1) trang 21, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
Kmz = =
Bảng ( 15 – 1) trang 22, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
ư = 45º èKư = 1
= -15º èK = 1,25
= 0º èK = 1,0
èKz = Kmz x Kư x K x K = 1 x 1,25 x 1,0 = 1,25
Lực cắt Pz:
Pz = 92 x 21 x 0,570,75 x 600 x 1,25 = 151 KG
- Công suất cắt gọt
Ncg = = 1,48 KW
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
My tiện 1K62 cĩ : Nðc = 10KW, ç = 0,75.
èNt = Nðc x ç = 10 x 0,75 = 7,5
Kết luận: Chế ðộ cắt ph hợp với ðiều kiện của my ð chọn.
- Thời gian gia công
( phút)
ð
ð
ð
ð
Býớc 2: Khoan lỗ trn my tiện.
Dao mũi khoan ruột g 11
Bi giải:
- Chọn chiều sâu cắt:
t = = 11/2 = 5,5 mm
- Chọn bước tiến:
Bảng ( 8-3) trang 88, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
S = ( 0,7 – 0,86 ) mm/v
è S = 0,7 mm/v
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: St = 0,7 mm/v.
- Chọn vận tốc:
Bảng ( 45-1) trang 38, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
V = 97 mm/p
è n =
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
Nt = 160 v/p
èVt = 95 m/p
- Công suất cắt gọt
Bảng ( 54-1) trang 42, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: Ncg = 4,9 KW
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
My tiện 1K62 cĩ : Nðc = 10KW, ç = 0,75.
èNt = Nðc x ç = 10 x 0,75 = 7,5 KW
My hoạt ðộng an tồn.
- Thời gian gia công:
( phút)
= mm
L = 50 mm
ð
Býớc 2: Khoan lỗ trn my tiện.
Dao mũi khoan ruột g 22.
Bi giải:
- Chọn chiều sâu cắt:
t = (22-11)/2 = 5,5mm
- Chọn bước tiến:
Bảng ( 8-3) trang 88, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
S = ( 0,7 – 0,86 ) mm/v
è S = 0,7 mm/v
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: St = 0,7 mm/v.
- Chọn vận tốc:
Bảng ( 45-1) trang 38, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
V = 97 mm/p
è n =
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
Nt = 160 v/p
èVt = 95 m/p
- Công suất cắt gọt
Bảng ( 54-1) trang 42, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: Ncg = 4,9 KW
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
My tiện 1K62 cĩ : Nðc = 10KW, ç = 0,75.
èNt = Nðc x ç = 10 x 0,75 = 7,5 KW
My hoạt ðộng an tồn.
- Thời gian gia công:
( phút)
= mm
L = 50 mm
ð
Býớc 3: tiện thơ: Dao tiện lỗ
Bi giải:
- Chọn chiều sâu cắt:
t = 1,2 mm
- Chọn bước tiến:
Bảng ( 25-1) trang 29, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
S = ( 1-1,5 ) mm/v
è S = 1 mm/v
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: St = 0,95 mm/v.
- Chọn vận tốc:
Bảng ( 45-1) trang 38, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
V = 138 mm/p
è n =
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
Nt = 1600 v/p
èVt = 116 m/p
- Công suất cắt gọt
Bảng ( 54-1) trang 42, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: Ncg = 4,1 KW
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
My tiện 1K62 cĩ : Nðc = 10KW, ç = 0,75.
èNt = Nðc x ç = 10 x 0,75 = 7,5 KW
My hoạt ðộng an tồn.
- Thời gian gia công:
( phút)
L = 50 mm
= = 1,2
= = 3 mm
ð
Býớc 4: tiện tinh:
t = 0,5
cc thơng số lấy nhý trn.
NGUYN CƠNG IV: TIỆN
Býớc 1: Tiện mặt trụ ngồi.
Dao tiện ngồi v tiện mặt ðầu mảnh hợp kim cứng T15K6, Fd = 20x30, ư = 45º, ư1 = 10º, = -15º, T = 50', c = 6, chi tiết gang xm, my 1K62. D = 48, HB = 190.
My tiện 1K62, chi tiết chống tm hai ðầu.
- Chọn chiều sâu cắt:
t = h = 2,5 mm
- Chọn bước tiến:
Bảng ( 21-1) trang 27, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
S = 2,6 mm/v
Hệ số ðiều chỉnh: Gia cơng gang xm:K = 1,6
Ư = 45 è KƯ = 1
èS1 = 2,6×1,6×1= 4,16 mm/v
Bảng ( 25-1) trang 27, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
Fd = 20
t = 2,5 mm
D = 190
èS2 = (0,8-1,2) mm/v
Từ S1, S2 chọn S = 0,8 mm/v
Tra TMM trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản.
Chọn St = 0,78mm/v
- Chọn vận tốc:
Bảng (45 – 1) trang 38, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
V = 97 m/p
è n = v/pht
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: nt = 160 v/pht
èVt = m/p
4. Cơng suất cắt gọt
Bảng ( 54-1) trang 42, sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc: Ncg = 2,9 KW
Tra thuyết minh my trang 217 sch chế ðộ cắt gia cơng c khí của trýờng ðại học Sý Phạm Kỹ Thuật thnh phố Hồ Chí Minh do NXB Ð Nẵng nm 2001 xuất bản, ta ðýợc:
My tiện 1K62 cĩ : Nðc = 10KW, ç = 0,75.
èNt = Nðc x ç = 10 x 0,75 = 7,5 KW
My hoạt ðộng an tồn.
Býớc 2: t = 2,5 lấy chế ðộ cắt nhý trn.
Býớc 3: t = 2 lấy chế ðộ cắt nhý trn.
- Thời gian gia công:
( phút)