THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP ĐỠ TRỤC VẠT GÓC




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP ĐỠ TRỤC VẠT GÓC, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
MỤC LỤC
Trang
MỤC LỤC............................................................................................................................... 1
Lời nói đầu.............................................................................................................................. 3
Lời cảm ơn.............................................................................................................................. 4
Nhận xt đánh giá của khoa.................................................................................................. 5
Nhận xt của gio vin hướng dẫn........................................................................................... 6
Phần I: Phn tích chi tiết gia cơng....................................................................................... 7
1.1: Phn tích cơng dụng v điều kiện làm việc của chi tiết gia cơng................................ 7
1.2: Phn tích vật liệu chế tạo chi tiết gia cơng.................................................................... 7
1.3: Phn tích kết cấu,hình dạng chi tiết gia cơng............................................................... 8
1.4: Phn tích độ chính xác gia công..................................................................................... 8
Phần II: Chọn phơi v phương pháp chế tạo phôi.......................................................... 12
2.1: Chọn phơi...................................................................................................................... 12
2.2: Phương pháp chế tạo phôi........................................................................................... 13
2.3: Xác định lượng dư phôi đúc v tính hệ số sử dụng vật liệu..................................... 16
2.3.1: Xác định lượng dư..................................................................................................... 16
2.3.2: Tính hệ số sử dụng vật liệu...................................................................................... 17
Phần III: Lập bảng quy trình cơng nghệ........................................................................ 18
Phần IV: Biện luận quy trình cơng nghệ........................................................................ 20
4.1:Nguyn cơng 1: Chuẩn bị phơi...................................................................................... 20
4.2:Nguyn cơng 2: Tiện thơ mặt B ;tiện Þ86±0.175................................................. 20
4.3:Nguyn cơng 3: Khoan - khot - doa lỗ 24+0,033..................................................... 23
4.4:Nguyn cơng 4: Tiện mặt C 68±0.23mm, tiện thơ 40........................................ 26
4.5:Nguyn cơng 5: Tiện mặt D 68±0,15mm............................................................... 29
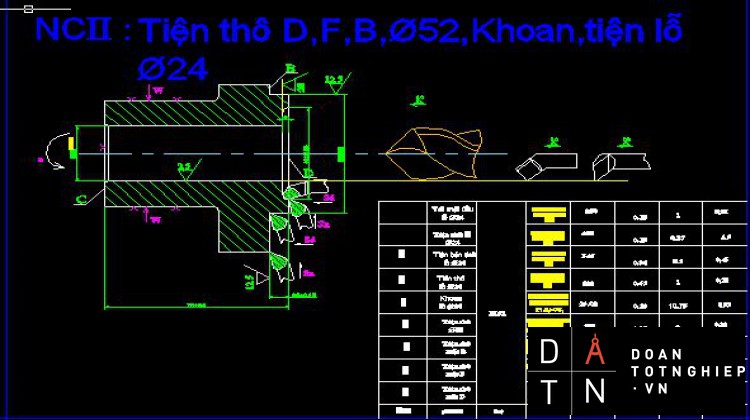
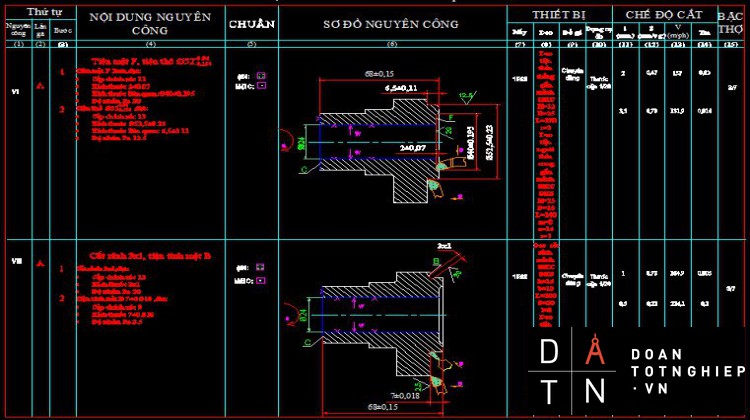
4.6:Nguyn cơng 6: Tiện mặt F, tiện thơ 52![]() .......................................................... 30
.......................................................... 30
4.7:Nguyn cơng 7: Cắt rảnh 3x1. Tiện tinh mặt B................................................... 33
4.8:Nguyn cơng 8: Tiện tinh: 52![]() ,vát mặt đầu 52
,vát mặt đầu 52![]() 1x45o
1x45o
................................................................................................................................................. 35
4.9:Nguyn cơng 9: Tiện tinh 40-0.062 , vát mặt đầu 40-0.062 1x45o
................................................................................................................................................. 38
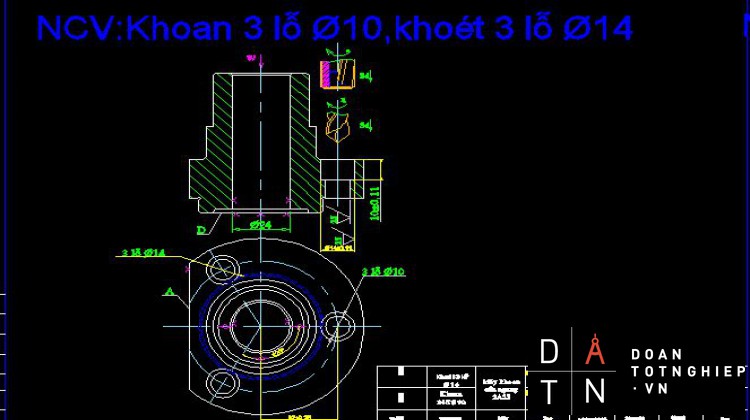
4.10:Nguyn cơng 10: Khoan 3 lỗ 10.............................................................................. 40
4.11:Nguyn cơng 11: Khot 3 lỗ 14.................................................................................. 42
4.12:Nguyn cơng 12: Phay mặt A................................................................................... 44
4.13:Nguyn cơng 13: Xọc rnh 3 x 1............................................................................... 45
4.14:Nguyn cơng 14: Khoan lỗ 5..................................................................................... 46
4.15:Nguyn cơng 15: Tổng kiểm tra............................................................................... 48
Phần V: Thiết kế đồ gá....................................................................................................... 49
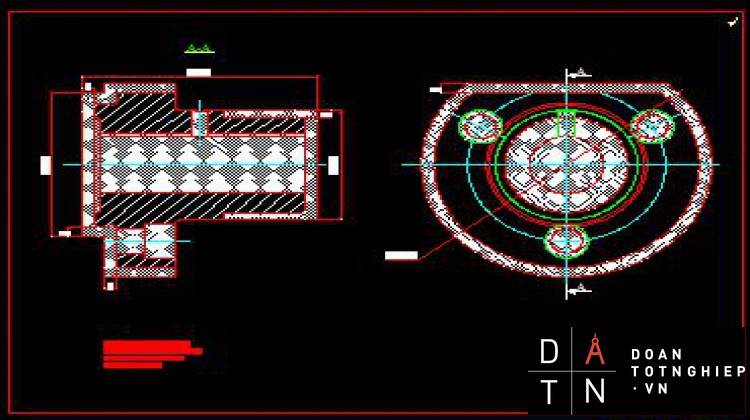
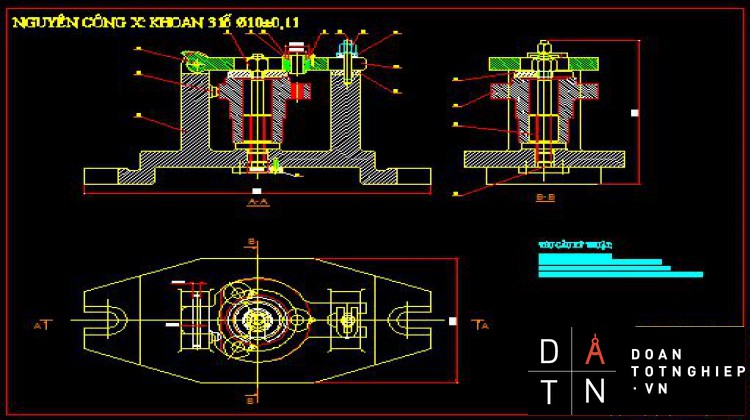
5.1: Thiết kế đồ gá cho nguyên công XI: Khoan 3 lỗ Þ10±0,11....................................... 49
5.1.1: Thiết kế kết cấu......................................................................................................... 50
5.1.2: Tính đồ gá................................................................................................................... 50
5.1.2.1: Tính lực kẹp............................................................................................................ 50
5.1.2.2: Tính đường kính bulông........................................................................................ 51
5.1.2.3: Tính toán sai số động học đồ gá........................................................................... 52
5.1.2.4: Cch sử dụng v bảo quản........................................................................................ 53
5.2: Thiết kế đồ gá cho nguyên công XIV: Khoan lỗ Æ5±0,09.
................................................................................................................................................. 53
5.2.1: Thiết kế kết cấu......................................................................................................... 54
5.2.2: Tính đồ gá................................................................................................................... 55
5.2.2.1: Tính lực kẹp............................................................................................................ 55
5.2.2.2: Tính đường kính bulông........................................................................................ 56
5.2.2.3: Tính toán sai số động học đồ gá........................................................................... 57
5.2.2.4: Cch sử dụng v bảo quản........................................................................................ 57
Phần VI: Kết luận về qu trình cơng nghệ....................................................................... 59
TI LIỆU THAM KHẢO....................................................................................................... 6
LỜI NÓI ĐẦU
Bài tập lớn môn học công nghệ chế tạo máy nhằm tổng hợp lại các kiến thức đã học có liên quan tới môn học công nghệ chế tạo máy . Để chế tạo được một chi tiết máy nhằm bảo đảm được yêu cầu thiết kế, phù hợp với điều kiện công nghệ hiện tại của nước ta , vơí thời gian và công việc tối ưu vv....,muốn đạt được tất cả các điều trên thì ta phải lập qui trình công nghệ hợp lý.
Việc thiết kế qui trình công nghệ là áp dụng những công nghệ phù hợp để đạt được những yêu cầu kỹ thuật ,ngoài ra việc thiết kế quy trình công nghệ phù hợp còn giúp cho người giảm được thời gian chế tạo và tăng năng suất công việc lên để đáp ứng sản phẩm mà người chế tạo đã định .
Thiết kế qui trình công nghệ gia công nhằm định được phương pháp chế tạo phôi và phương pháp gia công kinh tế nhất mà chi tiết vẫn đạt những yêu cầu kỹ thuật với điều kiện công nghệ hiện tại . Ngoài ra thiết kế qui trình công nghệ còn tạo cho người thiết kế định được phương án định vị và gá đặt chi tiết một cách hợp lý nhất trong quá trình gia công chi tiết nhằm đạt được các kích thước với dung sai đúng theo yêu cầu chế tạo chi tiết đó với giá thành rẻ nhất, đáp ứng được nhu cầu xã hội.
Trong quá trình thực hiện đồ án do trình độ cịn km nn không thể tránh khỏi những sai sót trong quá trình thiết kế và tính toán cũng như chọn các số liệu và tra bảng .Vì vậy em rất mong thầy cô đóng góp những ý kiến để em nắm vững những kiến thức đã học giúp cho em tự tin sau này.
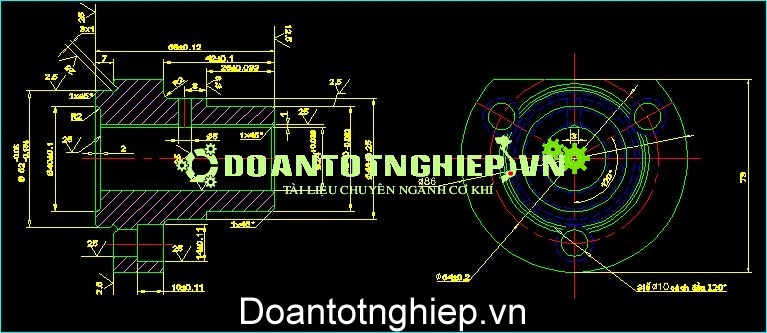
1.4. Phân tích độ chính xác gia công
- Độ chính xác về kích thước.
+ Kích thước 24+0,033
Sai lệch trn ES = +0,033
Sai lệch dưới EI = 0
Dung sai IT = ES – EI = 0.033 -0 = 0,033
Tra bảng 1.14/18 tập bảng tra DUNG SAI LẮP GHP
Kích thước 24 cĩ cấp chính xc 8, sai lệch cơ bản H
Cĩ thể viết 24+0,033= 24H8
+ Kích thước 40-0,062
Sai lệch trn ES = 0
Sai lệch dưới EI = -0,062
Dung sai IT = ES – EI = 0 – (- 0,062 )= 0,062
Tra bảng 1.29/41 tập bảng tra DUNG SAI LẮP GHP
Kích thước 40 cĩ cấp chính xc 9, sai lệch cơ bản h
Cĩ thể viết 40-0,062= 40h9
+ Kích thước Ø
Sai lệch trn ES = -0,06
Sai lệch dưới EI = -0,134
Dung sai IT = ES – EI = -0,06 – (-0,134) = 0,074
Tra bảng 1.27/39 tập bảng tra DUNG SAI LẮP GHP
Kích thước Ø52 có cấp chính xác 9, sai lệch cơ bản e
Cĩ thể viết = 52e9
* Kích thước 7±0,018
Sai lệch trn ES = +0,018
Sai lệch dưới EI = -0,018
Dung sai IT = ES – EI = 0,22
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 7 cĩ cấp chính xc 9, sai lệch cơ bản js
Cĩ thể viết 7±0,018= 7js9
* Kích thước 26±0,042
Sai lệch trn ES = +0,042
Sai lệch dưới EI = -0,042
Dung sai IT = ES – EI = 0,084
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 26 có cấp chính xác 10, sai lệch cơ bản js
Cĩ thể viết 26±0,042= 26js10
* Kích thước 68±0,15
Sai lệch trn ES = +0,15
Sai lệch dưới EI = -0,15
Dung sai IT = ES – EI = +0,15-(-0,15) = 0,3
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 68 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 68±0,15= 68js12
* Kích thước 31±0,125
Sai lệch trn ES = +0,125
Sai lệch dưới EI = -0,125
Dung sai IT = ES – EI = 0,25
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 31 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 31±0,125= 31js12
* Kích thước 86±0,175
Sai lệch trn ES = +0,175
Sai lệch dưới EI = -0,175
Dung sai IT = ES – EI = 0,35
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 86 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 86±0,175= 86js12
* Kích thước 64±0,15
Sai lệch trn ES = +0,15
Sai lệch dưới EI = -0,15
Dung sai IT = ES – EI = 0,3
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 64 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 64±0,15= 64js12
* Kích thước 10±0,11
Sai lệch trn ES = +0,11
Sai lệch dưới EI = -0,11
Dung sai IT = ES – EI = 0,22
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 10 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 10±0,11= 10js12
* Kích thước 10±0,11
Sai lệch trn ES = +0,11
Sai lệch dưới EI = -0,11
Dung sai IT = ES – EI = 0,22
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 10 cĩ cấp chính xc 12, sai lệch cơ bản js
Cĩ thể viết 10±0,11= 10js12
* Kích thước 14±0,135
Sai lệch trn ES = +0,135
Sai lệch dưới EI = -0,135
Dung sai IT = ES – EI = 0,27
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 14 cĩ cấp chính xc 13, sai lệch cơ bản js
Cĩ thể viết 14±0,135= 10js13
* Kích thước 27±0,165
Sai lệch trn ES = +0,165
Sai lệch dưới EI = -0,165
Dung sai IT = ES – EI = 0,33
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 27 cĩ cấp chính xc 13, sai lệch cơ bản js
Cĩ thể viết 27±0,165 = 27js13
* Kích thước 5±0,09
Sai lệch trn ES = +0,09
Sai lệch dưới EI = -0,09
Dung sai IT = ES – EI = 0,18
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 5 cĩ cấp chính xc 13, sai lệch cơ bản js
Cĩ thể viết 5±0,09= 5js13
* Kích thước 40±0,195
Sai lệch trn ES = +0,195
Sai lệch dưới EI = -0,195
Dung sai IT = ES – EI = 0,39
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước 40 cĩ cấp chính xc 13, sai lệch cơ bản js
Cĩ thể viết 40±0,195= 10js13
Kích thước có khoảng cách giữa bề mặt cĩ gia cơng v khơng gia cơng khơng chỉ dẫn lấy cấp chính xc 14.
* Kích thước 42
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước Ø42 cĩ dung sai IT = 0,62 có sai lệch cơ bản là Js
Cĩ thể viết 42±0,31 = 42Js14
Kích thước có khoảng cách giữa hai bề mặt không gia công không chỉ dẫn lấy cấp chính xc 16.
* Kích thước Ø46
Tra bảng 1.30/44 tập bảng tra DUNG SAI LẮP GHP
Kích thước Ø46 cĩ dung sai IT = 1,6 có sai lệch cơ bản là Js
Cĩ thể viết 46±0,8 = 46Js16
- Độ chính xác về hình dng hình học.
* Dung sai độ không vuông góc giữa đường tâm lỗ Ø24 và mặt đầu B phải ≤ 0,05mm trn suốt chiều di 68mm CCX 9 (Tra bảng 2.36 trang 102 sổ tay CNCTM 1)
* Dung sai độ không đồng tâm giữa 24 v 40 phải ≤0,1mm CCX 9(tra bảng 2.37 trang 103 sổ tay CNCTM 1)
* Dung sai độ không đồng tm giữa 24 v 52 phải ≤0,1mm CCX 9(tra bảng 2.37 trang 103 sổ tay CNCTM 1)
*Bề mặt B, , 24+0,033 , 40-0,062 độ nhám là Ra=2,5 cấp 6.
Cc mặt D, mặt C, mặt A, mặt F,lỗ 10 , lỗ 14, lỗ 5,rnh 3x1,… có độ nhám Ra=20.
Cc kích thước gia công có độ chính xác cao nhất là:
*Cấp 8 như: 24+0,033
*Cấp 9 như: 40-0,062;




