THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY GẠT KẸP

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY GẠT KẸP, đồ án môn học công nghệ chế tạo máy TAY GẠT, bài tập lớn công nghệ chế tạo máy TAY GẠT, thiết kế quy trình công nghệ gia công chi tiết TAY GẠT
Phần I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. Điều kiện làm việc
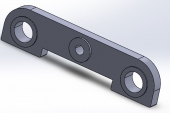
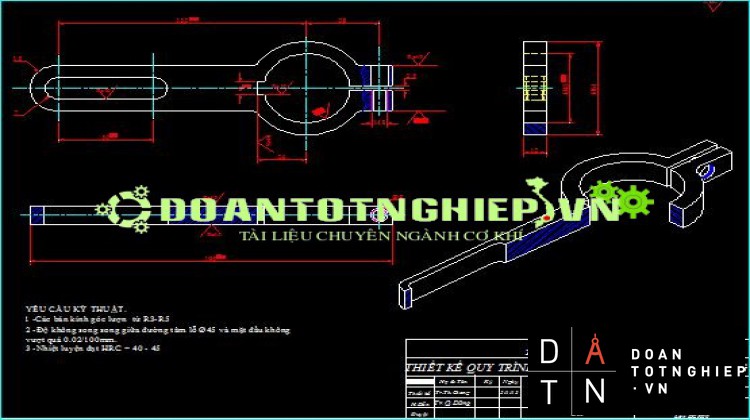
Chi tiết gia công là chi tiết dạng càng, được sử dụng trên các cơ cấu truyền động của máy. Chức năng của càng thường biến chuyển động tịnh tiến của chi tiết này thành chuyển động quay của chi tiết kia.Ví dụ như cơ cấu pittông xy lanh, và ngược lại biến chuyển động quay thành chuyển động tịnh tiến … Ngoài ra chi tiết dạng càng còn dùng để đẩy các bánh răng di trược vào khớp và ra khớp .
Ví dụ: Như khi ta cần thay đổi tỷ số truyền trong các hộp giảm tốc.
Vì bề mặt lắp ghép chủ yếu là bề mặt lỗ và rãnh dài. Nên trên chi tiết dạng càng bao giờ các lỗ cũng phải đòi hỏi có độ chính xác cao, tâm của chúng song song với nhau.Vậy chi tiết dạng càng là một chi tiết làm việc với độ chính xác cao, độ cứng vững tốt và chịu va đập tốt…
1.2. Yêu cầu kỹ thuật của chi tiết dạng càng:
Chi tiết phải có độ cứng vững tốt để gia công không bị biến dạng các bề mặt chọn làm chuẩn phải cho phải thực hiện nguyên công và thực hiện xong các bề mặt đó làm chuẩn, thực hiện được gá đặt nhanh chóng và dễ dàng.
Các bề mặt gia công thuận tiện cho việc sử dụng dao,thay dao và thoat dao dễ dàng.
Các lỗ kẹp chặt và định vị là các lỗ tiêu chuẩn.
Bề mặt làm việc tiếp xúc nhiều phải đạt độ chính xác cao và chụi mài mòn tốt. Bề mặt làm việc đạt độ cứng vững (50 ÷ 55) HRC (40 ÷ 45 ).
Các bề mặt làm việc cần đạt được độ bóng Ra (0,63 ÷ 0,32).
Các bề mặt không làm việc chỉ cần gia công thô là đủ.
Các lỗ định vị phải được gia công chính xác đạt cấp chính xác (7÷9 )
Độ không song song của các lỗ tâm cơ bản trong khoảng (0,03 ÷ 0,05)mm/100 mm chiều dài.
Độ không vuông góc của tâm lỗ so với mặt đầu trong khoảng (0.05÷0.1)mm/ 100 mm bán kính.
Độ không song song của các mặt đầu các lỗ cơ bản khác trong khoảng
(0,05÷ 0,25) mm /100 mm mặt đầu.
Các khoảng rãnh then được gia công đạt cấp chính xác (8 ÷ 10) và độ
nhám Rz(40 ÷ 10) hay Ra(10 ÷ 2,5).
.3. Vật liệu chế tạo chi tiết:
Từ những yêu cầu kỹ thuật như trên ta chọn thép C45 để chế tạo chi tiêt dạng càng. Với các thành phần hóa học của thép như sau.
C=(0,4 ÷ 0,5)%; P = 0,045%; Mn =( 0,5÷0,8 )%; S =0,045%; Ni = 0,3%
Cr = 0,3%; Si = ( 0,17 ÷ 0,37 )%.
Thép C45 là loại thép kết cấu trung bình hàm lượng S, P rất nhỏ → chế tạo các chi tiết chịu lực cao, chống mài mòn không cao lắm, độ bền 750 ÷ 850MN/m2, Thường ram trước khi chế tạo nhằm khử bỏ ứng suất.
1.4. Tính công nghệ kết cấu của chi tiết :
Cũng như các chi tiết khác,chi tiết dạng càng tính công nghệ có ý nghĩa quan trọng. Vì nó ảnh hưởng trực tiếp đến năng xuất,và độ chính xác gia công. Nên khi thiết kế cần phải chú ý đến kết cấu của nó như:
Chiều dài của các lỗ cơ bản nên bằng nhau, và các mặt đầu của chúng cùng nằm trên hai măt phẳng song song với nhau là tốt nhất.
Kết cấu của càng nên đối xứng qua một mặt phăng nào đó. Đối với những càng có các lỗ vuông góc với nhau thì kết cấu phải thuận lợi cho việc gia công các lỗ đó.
Kết cấu của càng phải thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
Hình dạng của càng phải thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
........................................
PHẦN II: ĐỊNH DẠNG SẢN XUẤT
Đây là khái niệm mang tính chất tổng hợp giúp việc xác định hợp lý quá trình tổ chức công nghệ cũng như tổ chức sản xuất sản phẩm đạt được chỉ tiêu kinh tế và kỹ năng cao. Mỗi dạng sản xuất có đặc điểm riêng phụ thuộc vào nhiều yếu tố khác nhau. Căn cứ vào sản lượng sản xuất hàng năm và khối lượng của chi tiết gia công, người ta chia ra làm ba dạng sản xuất .
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt (hàng loạt lớn hàng loạt vừa và hàng loạt nhỏ)
- Sản xuất hàng khối.
Ta đi tính toán các yếu tố trên để xác định dạng sản xuất.
2.1. Sản lượng sản xuất hàng năm có tính đến lượng dự trữ được xác định như sau:
N=Ni.m (TK ĐACNCTM, NXB KH&KT- Trần Văn Địch)
Trong đó:
N: Số chi tiết sản xuất trong một năm
Ni: Số sản phẩm được sản xuất trong môt năm
Ni =3000 chiếc/năm
m: Số chi tiết trong một sản phẩm (m =1 )
β: Số chi tiết để tạo dự trữ
( chọn β = 5÷7 % )
: Sản lượng sản phẩm dự phòng sai hỏng khi tạo gây ra.
(chọn %)
Þ N = (Chiếc/ năm )
Vậy N =3240 (chiếc/năm)
2.2. Khối lượng của chi tiết tính theo công thức.
Q = (kg) (tr12-TK ĐACNCTM, NXB KH&KT- Trần Văn Địch)
Trong đó : : là thể tích của chi tiết (dm3)
: là trọng lượng riêng của chi tiết ( =7.852 kg/dm3)
a. Thể tích của đầu to:
...............................
PHẦN III: GIỚI THIỆU PHƯƠNG PHÁP CHẾ TẠO PHÔI
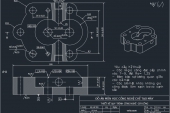
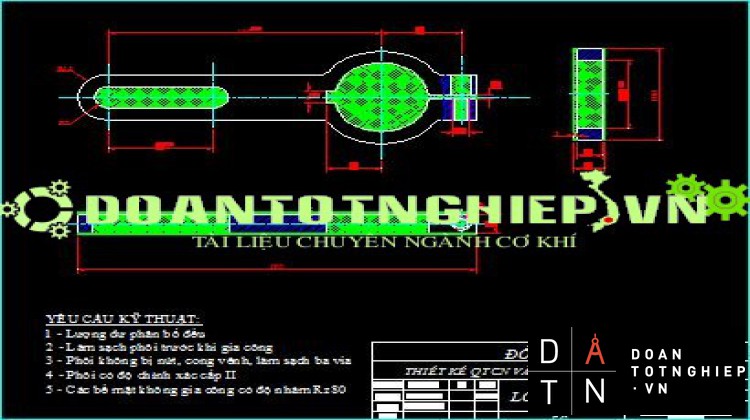
Vật liệu chế tạo phôi cho chi tiết dạng càng là thép C45. Với vật liệu này ta sẽ chế tạo phôi bằng nhiều phương pháp gia công khác nhau như : rèn, dập chi tiết. Tùy theo yêu cầu đặt ra về tính công nghệ cao (độ bóng, độ chính xác, độ bền va đập….) mà ta sẽ chọn phương pháp gia công phôi thích hợp. Để đáp ứng tính công nghệ cao,ta chọn phương pháp gia công: Dập trong khuôn hở.như hình vẽ.
Yêu cầu kỹ thuật của phôi:
Với Vật liệu chế tạo phôi là thép C45, trọng lượng và kích thước phôi như trên theo bảng 3.19, 3.20 - STCNCTM 1 thì các yêu cầu sau:
Phôi dập có cấp chính xác cấp II (độ chính xác bình thường)
Độ phức tạp của phôi C1. Hệ số C = 0,63 ÷ 1
Độ xê dịch 0,4; rìa ba via 0,5; dung sai phôi +1,0 ; -0,6
Có tính công nghệ cao.
Đảm bảo được cơ tính của vật liệu.
.......................................
PHẦN IV: THIẾT LẬP QUY TRÌNH CÔNG NGHỆ.
Như đã khảo sát ở phần trước, sản xuất thông thường loại này là hàng loạt vừa, nên muốn chuyên môn hóa cao, và có thể đạt năng suất cao nhất trong điều kiện sản xuất ở nước ta. Hiện nay đường lối công nghệ là phân tán nguyên công, sử dụng kết hợp các loại máy vạn năng và đồ gá chuyên dùng.
4.1. Phân tích các đặt điểm về yêu cầu kỹ thuật.
Đây là chi tiết càng,bề mặt quan trọng nhất là bề mặt lỗ Ỉ45, với cấp chính xác là IT7, với Ra=1,25mm, và cấp nhẵn bóng là cấp 7. Để đạt được yêu cầu này ta có thể sử dụng phương pháp gia công cuối cùng là: Doa tinh, chuốt tinh, mài tinh. Tuy nhiên đây là dạng sản xuất loạt vừa, và chi tiết có hình dạng tương đối phức tạp nên chọn phương pháp gia công cuối cùng của lỗ là doa tinh.
Rãnh dọc dài ở đầu nhỏ của chi tiết càng với cấp chính xác là IT9 với Rz=40 mm. Độ bóng là 5, để đạt được cấp chính xác này thì ta chỉ cần sử dụng phương pháp phay là đạt yêu cầu.
Mặt đầu của lỗ Ỉ9 và M8 ở phần vai của chi tiết càng có yều cầu cấp chính xác là IT9 với Rz = 40 mm với độ nhẵn bóng là 5. Để đạt được cấp chính xác này thì ta chỉ cần sử dụng phương pháp phay là đạt yêu cầu.
Đối với bề mặt lỗ Ỉ9 ta chỉ cần sử dụng phương pháp gia công khoan rồi doa là được.
Đối với lỗ ren M8 ta chọn mũi khoan Ỉ 6,8. Sau đó chọn mũi ta rô.
Đối với rãnh dọc ở phần đầu của chi tiết càng, ta chỉ cần sử dụng phương pháp gia công phay, bằng dao phay đĩa ba mặt.
Đối với rãnh then ta sử dụng dụng phưong pháp xọc, vì mặt đáy rãnh then có yêu cầu cấp chính xácIT9 với Rz = 20 mm và cấp nhẵn bóng là 5.
4.2. Phân tích yêu cầu kỹ thuật về độ chính xác vị trí tương quan của các bề mặt gia công.
Độ không vuông góc giữa lỗ tâm Ỉ45 và mặt đầu không vược quá 0.02/100 mm. Do đó ta phải gia công mặt đầu trước làm chuẩn định vị, chuẩn tinh chính để nâng thêm độ chính xác và đối giữa các bề mặt sau đó gia công lỗ Æ45 và các mặt còn lại.
Các bán kính góc lượn khác: ( 3-5 )mm; nhiệt luyện đạt HRC =40- 45
4.3. Định hướng trình tự gia công:
Để gia công chi tiết đạt được yêu cầu như bản vẽ, ta cần phải gia công theo trình tự sau:
Phay mặt bên để gia công mặt đầu này ta cần chọn chuẩn thô là mặt bên còn lại, vành ngoài của má lỗ với kết cấu dạng trục nên để định vị được vành ngoài của hai má lỗ ta dùng hai khối V: một khối V cố định và một khối V di động. Sau đó dùng mặt bên này làm chuẩn tinh để gia công các mặt còn lại, rồi mới gia công các lỗ.
- Gia công rãnh dọc dài ở đầu nhỏ, gia công lỗ Ỉ9
- Gia công lỗ M8 và ta rô M8
- Gia công lỗ Ỉ45.
- Gia công rãnh then.
- Nhiệt luyện.
- Kiểm tra.
4.4. Xác định phương án gia công và thiết lập tiền trình công nghệ:
Qua các bước phân tích ở phần trên, để gia công chi tiết càng thì có nhiều phương án gia công khác nhau, nhưng ở đây chỉ đưa ra hai phương án. Phương án gia công đơn giản nhất để gia công .
Phương án 1:
Nguyên công 1: Phay mặt đầu A,B.
Nguyên công 2: Khoan lỗ Æ44,5.
Nguyên công 3: Khoét, doa lỗ Æ45.
Nguyên công 4: Phay rãnh dọc dài ở đầu nhỏ 50. R7
Nguyên công 5: Phay rãnh ở phần vai
Nguyên công 6: Khoan lỗ Æ7
Nguyên công 7: Khoét lỗ Æ9 và ta rô M8
Nguyên công 8: Phay hai mặt bên ở phần vai.
Nguyên công 9: Xọc rãnh then.
Nguyên công 10: Nhiệt luyện.
Nguyên công 11 : kiểm tra.
Phương án 2:
Nguyên công 1: Phay mặt đầu A,B.
Nguyên công 2: Khoan lỗ Æ44,5.
Nguyên công 3: KhoétÆ44,8; doa lỗ Æ45.
Nguyên công 4: Khoan lỗ Æ7
Nguyên công 5: Khoét lỗ Æ9 và ta rô M8
Nguyên công 6: Phay rãnh dọc dài ở đầu nhỏ 50. R7
Nguyên công 7: Xọc rãnh then.
Nguyên công 8: Phay hai mặt bên ở phần vai.
Nguyên công 9: Phay rãnh ở phần vai
Nguyên công 10: Nhiệt luyện.
Nguyên công 11 : kiểm tra.
Ta đi vào phân tích hai phương án trên để lựa chọn ra phương án tối ưu nhất:
Phương án 1: Nếu ta phay rãnh ở phần vai trước thì khi ta gia công lỗ Æ9 và ta rô M8 thì sẽ làm cho chi tiết kém cứng vững và gây ra rung động trong qua trình gia công. Lúc này ta gia công lỗ sẽ không chính xác, đồng thời có khả năng làm gãy mũi khoan.
Phương án 2: Với phương án này ta sẽ khắc phục được nhược điểm của phương án 1. Do đó ở đây em chọn phương án 2 làm phương án thiết kế qui trình công nghệ gia công chi tiết tay gạt.
- Thiết lập tiến trình công nghệ:
4.5. Tra lương dư gia công cho hai bề mặt.
a. Muc đích:
Để đạt đươc kích thước gia công như yêu cầu ta phải hớt đi một lớp kim loại để thay đổi hình dạng, kích thước của phôi, lớp kim loại hớt đi gọi là lương dư gia công của chi tiết.
Nếu lượng dư quá lớn, sẽ làm tốn nguyên liệu, tổn hao sức lao động khi gia công, tốn hao năng lượng và dụng cụ cắt …. dẫn đến giá thành chi tiết tăng lên.
Nếu lương dư quá nhỏ thì khi gia công chi tiết không đạt độ chính xác thao yêu cầu.Khi gia công dễ xảy ra hiện tương trượt dao,dẫn đến dao mau mòn,bề mặt của chi tiết không đạt được độ bóng theo yêu cầu.
b. Lượng dư các nguyên cơng:
Nguyên công 1: Phay mặt đầu A,B (Zb = 3mm).
Phay thơ Zb = 2mm
Phay tinh Zb = 1mm
Nguyên công 2: Khoan lỗ Æ45, lượng dư gia công là:
Khoan lỗ Ỉ44,5 lượng dư gia công là:
t =..... = 22,25 (mm ).
Nguyên công 3: Khoét, doa lỗ Æ45.
Khoét lỗ Ỉ44,8 lượng dư gia công:
t =....= 0,15 (mm ).
Doa lỗ Ỉ45 lượng dư gia công là :
t =... = 0,1 (mm ).
Nguyên công 4: Khoan lỗ Æ7
t =...= 3,5 (mm ).
Nguyên công 5: Khoét lỗ Æ9 và ta rô M8
t =...= 1 (mm ).
Nguyên công 6: Phay rãnh dọc dài ở đầu nhỏ 50. R7 : (Zb = 3mm).
Phay thơ Zb = 2mm
Phay tinh Zb = 1mm
Nguyên công 7: Xọc rãnh then.(Zb = 2mm).
Xọc thơ Zb = 1,5mm
Xọc tinh Zb = 0,5mm
Nguyên công 8: Phay 2 mặt bên ở phần vai (Zb = 3mm).
Phay thơ Zb = 2mm
Phay tinh Zb = 1mm
Nguyên công 9: Phay rãnh ở phần vai (Zb = 2mm).
Phay thơ Zb = 1,5mm
Phay tinh Zb = 0.5mm
...............................
PHẦN V: THIẾT KẾ CÁC NGUYÊN CÔNG CÔNG NGHỆ.
- Thiết kế qui trình công nghệ gia công tay gạt.
- Sản lượng 2100 chiếc/ năm
- Vật liệu: Thép C45
- Dạng sản xuất. hàng loạt vừa.
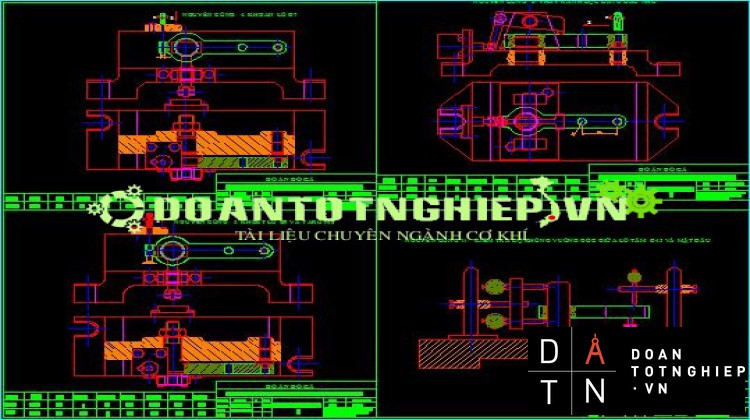
Nguyên công 1: Phay mặt đầu A,B
a. Sơ đồ định vị và kẹp chặt:
+Định vị: Chi tiết được định vị ở mặt đáy với 3 bậc tự do và 2 bậc tự do do 2 chốt tỳ thực hiện.
+Kẹp chặt: chi tiết được kẹp chặt bằng ren vít, hướng của lực kẹp từ phải sang trái.
b. Chọn máy.
+Chọn máy phay ký hiệu 6H11 có các thông số kỹ thuật sau:![]()
(Bảng19 ,trang 232 CĐCGCCK của Nguyễn Ngọc Đào – Hồ Viết Bình – Trần Thế San)
-Công suất động cơ: N = 4 (KW ).
-Giới hạn số vòng quay trục chính:
n = 63 ÷ 1900 (vòng/ phút ).
-Số cấp tốc độ: B =16.
-Giới hạn chạy dao: Sdọc = ( 35 ÷ 1125 )
Sngang = ( 25 ÷ 765 )
Sđứng = ( 12 ÷ 390 )
-Kích thước máy: (1780 . 2100)
-Độ phức tạp sửa chữa: R:18
c. Chọn dao:
Dao phay mặt đầu bằng thép gió.
D = 63 (mm); L = 40 (mm ); d = 27 (mm ) ; Z = 14(răng) [Tra [bảng 4-92 trang 375 (STCNCTM I )]
d. Chế độ cắt :
- Bước 1: Phay thô
Chiều sâu cắt t = 2,5( mm ).
Lương chạy dao Sz = 0,23 (mm/ răng ).
(Tra bảng 5-38 trang 37 ( STCNCTM II ).
Vận tốc cắt được xác định theo công thức:
..................
PHẦN VI: THIẾT KẾ ĐỒ GÁ
- TÍNH TOÁN THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG 5 - GIA CÔNG LỖ f7
6.1. Mục đích và yêu cầu của đồ gá , nguyên công ,sơ đồ định vị và kẹp chặt
a. Mục đích của đồ gá
Nhằm định vị , kẹp chặt phôi tring quá trình gia công . Do vậy thiết kế đồ gá hợp lý sẽ mang lại hiệu quả kinh tế thiêt thực và có thể xác định được vị trí của phôi trong đồ gá một cách chính xác và nhanh chóng nhờ các cơ cấu định vị . Đồng thời tạo ra lực kẹp đủ lớn để kẹp chặt chi tiết trong quá trình gia công .
Vì vậy đồ gá cần thỏa mãn những yêu cầu sau :
- kết cấu định vị :
+ Phải phù hợp với bề mặt , hình dáng ,kích thước cuing như độ bóng của chi tiết
+ Đảm bảo độ chính xác lâu dài về vị trí tương quan , các kích thước tương quan .
+ Đảm bảo độ bền qua nhiều lần sử dung .
- Cơ cấu kẹp chặt
+ phải tạo ra lực kẹp cần thiết để đảm bảo độ cứng vững trong quá trình gia công .
+ Các kích thước hình dáng nhỏ gọn , đủ bền , phù hợp với than đồ gá
+ Dễ điều khiển
b. Mục đích nguyên công
Nguyên công này với mục đích gia công lỗ f7.
Lỗ f7 trên chi tiết có mục đích để gia cơng lỗ f9 và M8
c. Sơ đồ dịnh vị và kẹp chặt
...Định vị : Chi tiết được định vị hạn chế hạn chế 6 bậc tự do : mặt đáy hạn chế 3 bậc tự do , một chốt trụ hạn chế 2 bậc tự do , một chốt trám hạn chế 1 bậc tự do
- Kẹp chặt : chi tiết được kẹp chặt nhờ cơ cấu kẹp chặt cơ khí địn bẩy mỏ kẹp. Lực kẹp vuông góc với bề mặt chi định vị đó là bề mặt đáy
6.2. Nguyên lý làm việc của đồ gá .
Đặt chi tiết lên đồ gá sao cho bề mặt đáy của chi tiết tiếp xúc với bề mặt phảng của đồ gá . Như vậy bề mặt gờ khống chế 3 bậc tự do .
Dùng 1 chốt trụ ngắn và 1 chốt trám gắn lên bàn máy và cho tiếp xúc với lỗ chi tiết ( sơ đồ gá như hình vẽ ) như vậy ta đã khống chế thêm được 3 bậc tự do nữa .
Với cách gá như trên ta đã gá được chi tiết lên đồ gá và hạn chế được 6 bậc tự do
6.3. Tính lực cắt tác dung lên chi tiết
Khi dao tiến vào gia công thì sẽ có các lực tác dung lên chi tiết :
- Lực tiếp tuyến có xu hướng kéo bật chi tiết ra khỏi bề mặt định vị
- Lực hướng kính xu hướng làm xoay chi tiết
- Lực dọc trục có xu hướng ép chi tiết lên bề mặt định vị
Ta có phương trình cân bằng lực (PTCB lực)
. = (P0 + W ) .f.. [Ct45/83-TKĐACNCTM]
Trong đó :
Xác định lực tác dụng lớn nhất lên chi tiết trong nguyên công đó
M = Mx = 1,86 [N.m] là mômen cắt có xu hướng làm cho chi tiết quay quanh trục của nó khi gia công.
..........................
TÀI LIỆU THAM KHẢO.
- Trần Văn Địch - Thiết kế đồ án công nghệ chế tạo máy - NXB KH&KT 2002.
- Nguyễn Đắc Lộc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt- Sổ tay công nghệ chế tạo máy 1,2,3- NXB KH&KT, Hà Nội 2003.
- Trần Văn Địch và các tác giả khác - Sổ tay gia công cơ - Nhà xuất bản khoa học và kỹ thuật 2002.
- Nguyễn Ngọc Đào và các tác giả khác - Chế độ cắt gia công cơ - NXB Đà Nẵng 2002.
- Nguyễn Đắc Lộc, Lê Văn Tiến và các tác giả khác - Công nghệ chế tạo máy 1,2- NXB KH&KT, Hà Nội 1998.
- Hồ Viết Bình, Lê Đăng Hoàng, Nguyễn Ngọc Đào - Đồ gá gia công cơ khí - NXB Đà Nẵng 2000.
- Nguyễn Đắc Lộc, Đặng Vũ Giao - Tính toán và thiết kế đồ gá trong máy cắt kim loại - NXB KH&KT, Hà Nội 1993.
- Đinh Minh Diệm - Giáo trinh công nghệ kim loại, NXB KH&KT, Hà Nội 2007.
- Phạm Đình Sung, Bùi Lê Gôn - Công nghệ gia công kim loại, NXB xây dựng, Hà nội 1998.
- Lê Công Dưỡng - Vật liệu học, NXB KH&KT 1997.
- Ninh Đức Tốn Nguyễn Trọng Hùng - Dung sai kỹ thuật đo - NXBGD - 2006.
- Trần Hữu Quế, Nguyễn Văn Tuấn - Bản vẽ kỹ thuật tiêu chuẩn quốc tế,Vẽ kỹ thuật cơ khí 1,2 - Nhà xuất bản giáo dục 2002.
6.1. Trình bày mục đích và yêu cầu của đồ gá , nguyên công ,sơ đồ định vị và kẹp chặt 46
6.2. Trình bày nguyên lý làm việc của đồ gá ..................................... 47
6.3. Tính lực cắt tác dung lên chi tiết ................................................. 47
6.4. Tính cơ cấu kẹp ......................................................................... 48
6.5. Tính chọn các chi tiết trên đồ gá ................................................. 49
6.6. Tính sai số chế tạo đồ gá:............................................................. 50
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY GẠT KẸP, đồ án môn học công nghệ chế tạo máy TAY GẠT, bài tập lớn công nghệ chế tạo máy TAY GẠT, thiết kế quy trình công nghệ gia công chi tiết TAY GẠT