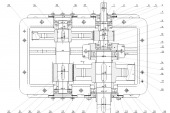
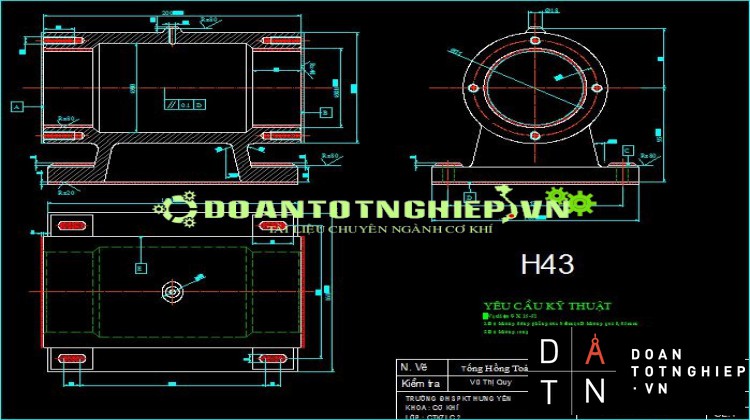
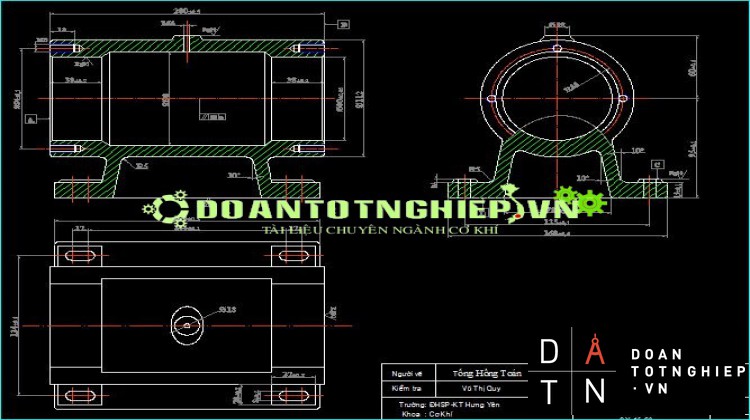
Thiết kế quy trình công nghệ CHẾ TẠO MÁY CHI TIẾT thân máy mài để bàn


NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ CHẾ TẠO MÁY CHI TIẾT thân máy mài để bàn, THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT thân máy mài để bàn, đồ án môn học CHI TIẾT thân máy mài để bàn, bài tập lớn CHI TIẾT thân máy mài để bàn

Lời nói đầu
Công nghệ CTM là một môn khoa học cơ bản,cung cấp các kiến thức cơ sở trong lĩnh vực ctm. Để sản suất ra một sản phẩm tương ứng , lưu thông trên thị trường,thì sản phẩm đó phải có tính cạnh tranh,đem lại hiệu quả cho nhà sản suất,nó phải thỏa mãn các chỉ tiêu kinh tế – kỹ thuật theo một yêu cầu cho trước.Để làm được điều này vai trò của người công nghệ là chủ đạo.
Do vậy mỗi sinh viên phải trang bị cho mình một lượng kiến thức đấy đủ.Từ cơ bản đến chuyên sâu,để cố khả năng làm việc tốt hiệu quả trong tương lai.
Đồ án công nghệ CTM giúp sinh viên tiếp cận thực tế nhanh hơn , với nhiệm vụ gia công một chi tiết dưới sự hướng dấn tụy của thầy cô.
Em đã hoàn thành công việc của mình đúng thời hạn, đủ các yêu cầu được giao . Qua đó em đã củng cố thêm được nhiều kiến thức từ lý thuyết đến thực tiễn ,để thiết kế sản phẩm của mình đạt yêu cầu, đồng thời đảm bảo khả năng về kinh tế,trong điều kiện sản suất cụ thể của nhà máy nói riêng, của nước ta nói chung. Đó là những kiến thức cần thiết, thực tế cho công việc của em sau này.
* Cuối cùng em xin chân thành cảm ơn cô ....đã tận tình chỉ bảo và giúp đỡ em hoàn thành đồ án môn học này. Em rất mong được sự chỉ bảo của các thầy cô trong bộ môn công nghệ CTM của khoa cơ khí trường ĐHSPKT Hưng Yên , để em vững vàng hơn cho công việc sau này.
...................................
Vận tốc thực tế là:
(m/ph).
ÞLượng tiến dao trong một phút là: Sph = 12.25,8 = 309,6 (mm/ph).
|
Phay |
25,15 |
25,8 |
2 |
12 |
|
Bước CN |
V( m/phỳt) |
n(v/phỳt) |
t(mm) |
S(mm/vg) |
Lượng dư gia công là 2,5 mm. Qua hai bước gia công tiện thụ và tiện tinh.
+ Tiện thụ:
+) chiều sâu lớp cắt: t = 2 mm.
+) chiều dài gia công: L = Lct + Yc + Yvt.
Trong đó: Lct: Chiều dài gia công của chi tiết
Yc: chiều dài vào cắt
Yvt: khoảng cắt của dao.
Vậy: L = 200 + 2 + 6 = 208 mm.
+) bước tiến dao: S0 = 0,8 mm/vg (bảng 5-60)
Chọn bướ tiến theo mỏy Sm = 0,7 mm/vg.
+) tính tốc độ cắt và số vồng qua trục chính.
Vận tốc cắt Vb = 110 m/ph (bảng 5-65)
Vận tốc cắt tính toán: Vt = Vb.k1 .k2 .k3 = 110.1.1.0,83 = 91,3(m/ph).
...................................
L1 = {2(40-2)} + 2 = 10,7 mm.
Þ T0 = (10,7 + 194 + 3).1/1,44.160 = 0,9 phút.
TCT = 1,26.T0 = 0,14 phút.
Tổng thời gian cho nguyên công 1 là : TCT1 = 0,14 phút .
2. Nguyên công II: phay mặt C bằng dao phay mặt đầu
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 1.
L = 194 mm .
L1 = {t(D-t)} + 2
L2 = 3 mm.
L1 = {2(40-2)} + 2 = 10,7 mm.
Þ T0 = (10,7 + 194 + 3).1/1,6.250 = 0,52 phút.
TCT = 1,26.T0 = 0,4032 phút.
Tổng thời gian cho nguyên công 2 là : TCT2 = 0,52 phút.
- Nguyên công III: phay mặt làm ren M4 .
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 1.
L = 194 mm .
L1 = {t(D-t)} + 2
L2 = 3 mm.
L1 = {2(40-2)} + 2 = 10,7 mm.
Þ T0 = (10,7 + 194 + 3).1/1,6.250 = 0,52 phút.
TCT = 1,26.To = 0,4032 phút.
Tổng thời gian cho nguyên công 2 là : TCT3 = 0,52 phút.
3. Nguyên công IV : phay mặt A và B
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 1.
L = 102 mm .
L1 = {t(D-t)} + 2
L2 = 3 mm.
L1 = {2(315 – 1.5)} + 2 = 27 mm.
Þ T0 = (27 + 102 + 3)/12.25,8 = 0,5phút.
TCT = 1,26.To = 0,63 phút.
Tổng thời gian cho nguyên công 4 là : TCT4 =0,63 phút
4. Nguyên công V : Tiện lỗ Æ80
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 2.
L = 200 mm .
L1 = {t(D-t)} + 2
L2 = 3 mm.
Bước 1:
L1 = 10,8 + 2 = 12,8 mm.
Þ T0 = (10,8+ 200 + 3)/0,7.315 = 1 phút.
TCT = 1,26.T0 = 1,26 phút.
Bước 2 :
L1 = 8,3 mm.
Þ T0 = (8,3+ 200 + 3)/0,5.400 = 1,05 phút.
TCT = 1,26.T0 = 1.323 phút.
Tổng thời gian cho nguyên công 5 là : TCT5 = 1,26 + 1,323= 2,583 phút .
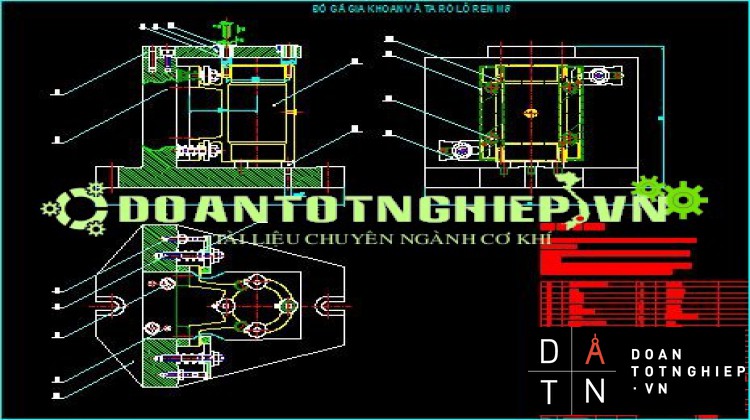
5. Nguyên công VI : khoan và ta rô M4 .
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 2.
L = 20 mm .
L1 = 0,5d.cotgj + 1
L2 = 3 mm.
Bước 1:
L1 = 0,5.3,5 + 1 = 2,75 mm.
Þ T0 = (2,75 + 20 + 3)/0,12.1400 = 0,15 phút.
TCT = 1,26.T0 = 0,19 phút.
Bước 2 : ta rô M4
L1 = 0,5.4 + 1 = 3mm.
Þ T0 = (3 + 20 + 3)/1.525,5 = 0,05 phút.
TCT = 1,26.T0 = 0,63 phút.
Tổng thời gian cho nguyên công 6 là : TCT6 = 0,19+ 0,63= 0,82 phút .
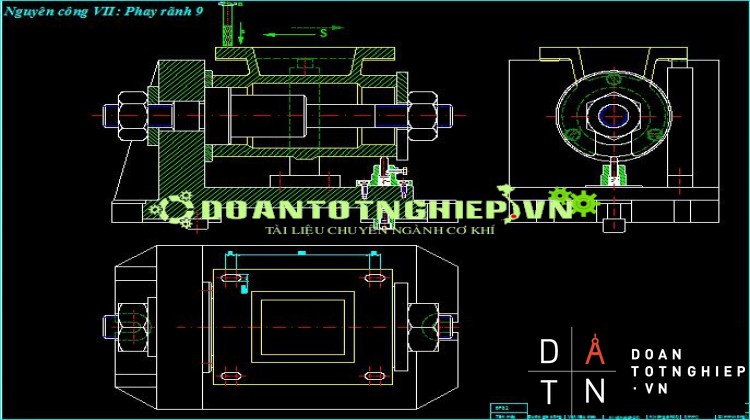
6. Nguyên công VII : Phay rãnh 9
Theo bảng 31[sách thiết kế đồ án CNCTM – Trần văn Địch] có:
T0 =
= 60 (mm/ph) - lưọng chạy dao dọc .
= 120 (mm/ph) - lưọng chạy dao ngang .
h = 15mm - chiều sâu cần phay.
L = 32 mm - chiều dài cần phay.
D = 9 mm - chiều rộng rãnh .
Vậy T0 = = = 0,45phút
TCT = 1,26.T0 = 0,57 phút.
Vì phải gia công 4 rãnh nên :
Tổng thời gian cho nguyên công 7 là : TCT7 = 4.0,57= 2,28 phút .
7. Nguyên công VIII : khoan và ta rô M8
Theo bảng 31[3] có: T0 = (L1 + L + L2).i/S.n
Trong đó: Số lần gia công i = 2.
L = 20 mm .
L1 = 0,5d.cotgj + 1
L2 = 3 mm.
Bước 1:
L1 = 0,5.6,8 + 1 = 4,4 mm.
Þ T0 = (4,4 + 20 + 3)/0,22.1000 = 0,124 phút.
TCT = 1,26.T0 = 0.2 phút.
Bước 2 : ta rô M8
L1 = 0,5.8+ 1 = 5mm.
Þ T0 = (5 + 20 + 3)/1,25.358 = 0,06 phút.
TCT = 1,26.T0 = 0,08phút.
Tổng thời gian cho nguyên công 8 là : TCT8 = 4.(0,2+ 0,08)= 1,12 phút
*Tổng thời gian các nguyên công tính là:
T = Tct1 +Tct2 + ……….+ Tct8 = 8,6 (phút)
...........................
+ N1, N2 : Phản lực của phiến tỳ .
+ N3, N4, N5: Phản lực của chốt tỳ.
+ Fms1, Fms2, Fms3, Fms4 lần lượt là lực ma sỏt của phiến tỳ và mỏ kẹp do lực chiều trục P gõy ra.
+ Fms4, Fms5, Fms6: là lực ma sỏt do momen M gõy ra.
+ P: Lực chiều trục do dao gõy ra
+ M: Mụmen do n gõy ra.
1.Tớnh lực kẹp:
- Phương trỡnh lực theo phương trục z:
Fms1 + Fms2 +Fms3 + Fms4 + N3 +N4 + N5 – P – P1 = 0 (1)
- Phương trỡnh mụmen qua tõm lỗ f80:
M + ( N1 - N2 ).R3 = 0 (2)
- Phương trỡnh lực theo phương ngang:
N1 + N2 – W1 – W2 – Fms4 + Fms5 = 0 (3)
- Phương trình mômen (gây uốn chi tiết) mặt phẳng đi qua đường tâm lỗ và vuông góc với mặt phẳng đáy:
( Fms1 + Fms2).0,095 – N3.0,048 – Fms4. 0,078 = 0 ( 4)
Trong đó:
Fms1 = N1.f1
Fms2 = N2.f1
Fms3 = N3.f2
Fms4 = W. f3
f : hệ số ma sát giữa bề mặt chi tiết và đồ gá(tra bảng 34[3]),
f1 = 0,12 = f2 , f3 = 0,5
Khoảng cách từ đáy D đến tâm lỗ ∅80, R1 = 95 mm = 0,095 m .
Khoảng cách từ chốt tỳ phụ tới đường tâm lỗ ∅80: 48 mm = 0,048m .
Khoảng cách giữa tâm lỗ ∅80 và lỗ định vị: 78 mm = 0,078m .
Khoảng cách giữa tâm lỗ ∅80 tới mặt trên đỉnh chi tiết : 60 mm= 0,06 m .
Từ (1) có : P + P1- Fms4 – N3 = Fms1 + Fms2 (5) thay vào (4) ta được :
Fms4 = = 389,4 - 0,92N3
(Với P0 = 546,3 N, MX = 130 N.m) . Thay vào (5) ta được :
Fms1 + Fms2 = (546,3+89) – 389,4 - 0,92.N3 - N3 = 246 – 1,92 N3 (6).
Mặt khác Fms1 + Fms2 = ( N2+ N1).f1
suy ra ( N2+ N1) = 2050 - 16 N3 . (7)
thay (6) vào (4) ta được : (246 – 1,92 N3).0,096 - N3.0,048 – W. f3. 0,06 = 0
suy ra : W = 779 – 62,4 N3 . (8)
Thay (7) và (8) vào (3) ta được : 2050 - 16 N3 - 779 – 62,4 N3 + 0,12.N3
Suy ra N3 = 16,2 N .
Từ đó thay vào (8) tính được : W = 232 N.
Lực kẹp cần thiết: W = k.W
k : là hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công :
k=k0.k1.k2.k3.k4.k5.k6
k0: hệ số an toàn cho tất cả các trường hợp, k0 =1,5.
k1: hệ số làm tăng lực cắt khi dao mòn, k1 =1,0.
k2: hệ số số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi, khi gia công thô k2=1,5.
k3: hệ số tăng lực cắt khi gia công gián đoạn, k3 =1.
k4: hệ số tính đến sai số của cơ cấu kẹp chặt, khi kẹp bằng tay k4 =1,3.
k5: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bằng tay,k5 =1,2
k6: hệ số tính đến mô men làm quay chi tiết, k6 =1,5.
Þ k=1,5.1.1,5.1.1,3.1,2.1,5 = 5,265
Þ W = 232.5,265 = 1221,5 N .
Vậy lực kẹp có phương thẳng góc với chuẩn định vị , điểm đặt tại đỉnh chi tiết với một lực cần thiết Wct = 1221,5 N .
2.Tính đường kính bulong:
Lực kẹp cần thiết là Wct tác dụng vào phôi ( lực tác dụng dọc trục bu lông )
Đường kính d1 của bulông tính theo công thức 8-4 (Sách chi tiết máy – tập 1 )
d1 ≥ =
ở dây:[sk]= [sch]/s với s – là hệ số an toàn s = 10 (N/mm2)
vật liệu làm bulông là thép 45nên ta có:
[sch]=350
3.Xác định sai số chế tạo cho phép của đồ gá.
Sai số chế tạo cho phép của đồ gá được tính bằng công thức:
[ect] =[egd] -([ec] +ek +em +edc )
Trong đó:
egd : sai số gá đặt, được lấy bằng d/3,với d là dung sai nguyên công, d =200 mm.
Þ egd = 200/3 = 66,7 mm.
ec : sai số chuẩn, ec = 0 do chuẩn định vị trùng gốc kích thước là mặt đáy D .
ek = 0 vì lực kẹp vuông góc với phương kích thước thực hiện .
em: Sai số do mòn đồ gá.
em = b.N
b: Hệ số phụ thuộc kết cấu đồ định vị, b = 0,3.
N: Số lượng chi tiết được gia công trên đồ gá, N = 14000.
Þ em = 0,3. 14000 = 35,5mm.
edc : sai số điều chỉnh, edc = 5 mm.
Þ [ect] ={66,7 - (35,5 +5 )} = 56,2 mm.
Điều kiện kỹ thuật của đồ gá.
Độ không vuông góc của tâm bạc dẫn so với mặt đáy đồ gá £ 0,0562 mm.
Độ không song song giữa mặt phiến tỳ với mặt đáy đồ gá £ 0,0562 mm.
Độ không vuông góc giữa chốt tỳ và mặt đáy đồ gá £ 0,0562 mm
Lời kết
Với sự hướng dẫn tận tình của thầy, cô giáo. Sau khi hoàn thành đồ án công nghệ chế tạo máy em đã hiểu thêm được nhiều vấn đề về công nghệ gia công chi tiết nói chung và gia công chi tiết của em nói riêng, ngoài ra em còn được học thêm về phương pháp thiết kế tài liệu công nghệ gia công chi tiết máy, đồng thời với các loại máy em dùng trong công nghệ chế tạo chi tiết của mình em cũng được hiểu sâu sắc hơn. em xin trân thành cảm ơn sự giúp đỡ của các thầy giáo, cô giáo trong bộ môn công nghệ chế tạo máy đã có những chỉ bảo tận tình khi em gặp khó khăn trong khi làm đồ án này. Đăc biệt là cô giáo Vũ Thị Quy
Tài liệu tham khảo
[1].Sổ Tay Công Nghệ Chế Tạo Máy, tập 1
NXB KHKT - Hà Nội 2001.
Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt.
[2].Sổ Tay Công Nghệ Chế Tạo Máy, tập 2
NXB KHKT - Hà Nội 2003.
Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt.
[3].Thiết Kế Đồ án Công Nghệ Chế Tạo Máy.
NXB KHKT- Hà Nội 2005.
PGS,TS Trần Văn Địch.
[4].Công nghệ chế tạo máy.
NXB KHKT -Hà Nội 1998.
Chủ biên và hiệu đính :
PGS,PTS Nguyễn Đắc Lộc,PGS,PTS Lê Văn Tiến.
[5].Sổ tay và Atlas đồ gá.
NXB KHKT - Hà Nội 2000.
PGS,PTS Trần Văn Địch.
[6].Đồ gá.
NXB KHKT - Hà Nội 1999.
PGS,PTS Lê Văn Tiến, PGS,PTS Trần Văn Địch,PTS Trần Xuân Việt.
Thiết kế quy trình công nghệ CHẾ TẠO MÁY CHI TIẾT thân máy mài để bàn, THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT thân máy mài để bàn, đồ án môn học CHI TIẾT thân máy mài để bàn, bài tập lớn CHI TIẾT thân máy mài để bàn