ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC NGHIÊNG CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC NGHIÊNG CAO THẮNG
MỤC LỤC
NHIỆM VỤ ĐỒ ÁN......................................................................................... i
LỜI MỞ ĐẦU................................................................................................. ii
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN............................................. iii
MỤC LỤC...................................................................................................... iv
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.. 1
1.1. Công dụng và điều kiện làm việc của chi tiết gia công. 2
1.2. Phân tích vật liệu chế tạo chi tiết gia công. 2
1.3. Phân tích kết cấu, hình dạng chi tiết3
1.4. Phân tích độ chính xác chi tiết gia công. 4
1.5. Xác định sản lượng năm.. 7
PHẦN 2:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI 10
2.1. Chọn phôi10
2.2. Phương pháp chế tạo phôi11
2.3. Xác định lượng dư. 14
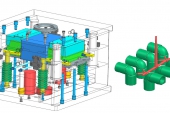
2.4. Chế tạo khuôn và lỗi ghép. 15
PHẦN 3: LẬP QUI TRÌNH CÔNG NGHỆ.. 18
3.1. Mục đích. 20
3.2. Nội dung. 20
PHẦN 4 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.. 22
4.1. Nguyên công I : chuẩn bị phôi23
4.2. NC II : Phay thô mặt A.. 22
4.3. NC III : Phay thô mặt B và D.. 27
4.4. Nguyên công IV : Phay thô mặt F và H.. 30
4.5. NC V : Khoan, khoét, doa 2 lỗ Æ32. 33
4.6. Nguyên công VI : Phay tinh mặt A.. 37
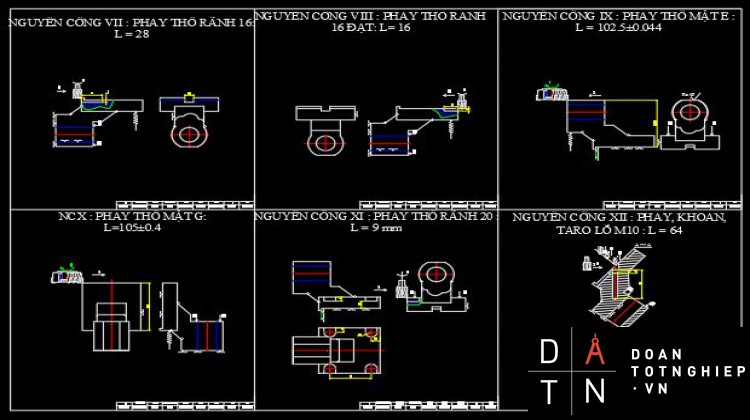
4.7. Nguyên công VII : Phay thô rãnh 16. 41
4.8. Nguyên công VIII : Phay thô rãnh 16. 44
4.9. Nguyên công IX : Phay thô mặt E. 47
4.10. Nguyên công X : Phay thô mặt G.. 50
4.11. Nguyên công XI : Phay thô 4 ranh 20. 53
4.12. Nguyên công XII : Khoan, váp mép, taro M10. 56
4.13. Nguyên công XIII :Khoan, váp mép, taro M10. 61
4.14. Nguyên công XIV :Khoan, váp mép, taro M10. 65
4.15. Nguyên công XV : Khoan 4 lỗ 14. 69
4.16. Nguyên công XVI : Khoan, váp mép, taro M10. 71
4.17. Nguyên công XVII : Khoan, váp mép, taro 2 lỗ M6. 76
4.18. Nguyên công XVIII : Khoan lỗ 10. 80
4.19. Nguyên công XIX : Khoan, váp mép, taro M10. 82
4.20. Nguyên công XX : Tổng kiểm tra. 87
CHƯƠNG 5 : THIẾT KẾ ĐỒ GÁ.. 89
Đồ gá phay rãnh 16. 89
Đồ gá khoan lỗ 10.
Đồ gá phay mặt A..
CHƯƠNG 6 : KẾT LUẬN.. 98
Tài liệu tham khảo. 99
Phần 1
Phân tích chi TIẾT gia cônG
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
- Gối đỡ là chi tiết quan trọng trong sản phẩm có lắp trục, có nhiệm vụ đỡ các trục của máy và xác định vị trí tương đối của trục trong không gian nhằm thực hiện nhiệm vụ động học nào đó. Ngoài ra gối đỡ trục còn được lắp các ổ trượt. Chi tiết làm việc trong điều kiện chịu rung động.
- Lỗ Ø32 +0.039 được lắp với các trục của máy hoặc các ổ lăn.
- Mặt A được lắp với đế máy nhờ 4 lỗ Ø14 và 2 rãnh then để lắp xuống đế máy.
- Các lỗ còn lại dùng để lắp các chi tiết khác.
1.2. Phân tích vật liệu chế tạo chi tiết gia công
- Vật liệu chọn để gia công chi tiết là gang xám: GX15-32
- Theo công nghệ gia công chi tiết người ta sử dụng phương pháp đúc trong khuôn cát.
- Thành phần gang xám (GX15-32) để gia công chi tiết gồm :
+ Cacbon (C%) : 3,6%
+ Silic (Si%) : 2,2%
- Mn% : 0,6%
- P% : < 0,3
- S% : < 0,5
- Độ cứng : HB = 190
- Độ bền kéo k= 150 (N/mm)
- Độ bền uốn k= 320 (N/mm)
- Gang xám nhận được nhiều ưu đãi và sử dụng rộng rãi trong nhiều cấu trúc kỹ thuật, đặc biệt trong các chi tiết máy. Gang xám có độ cứng thấp nhưng chịu va đập mạnh, chịu rung động và có khả năng chống ăn mòn cao.
- Gang xám có cấu trúc tinh thể là các bon tự do (Graphit), ưu điểm của graphit có trong gang xám là làm tăng độ chịu mài mòn của gang vì có tác dụng như một chất bôi trơn. Graphit còn làm cho phôi gang dễ vụn khi cắt gọt, làm tắt nhanh các rung động của máy.
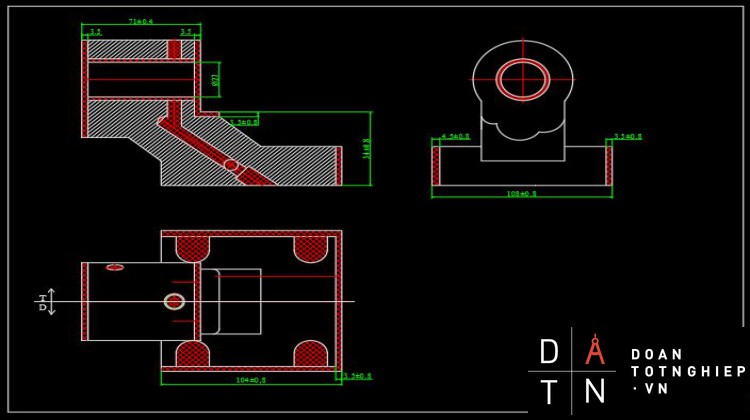
1.3. Kết cấu hình dạng chi tiết gia công
- Chi tiết gối đỡ trục có những bề mặt phải qua gia công và cần độ chính xác cao, tuy nhiên có các bề mặt không cần gia công.
- Gối đỡ trục thuộc dạng chi tiết dạng hộp, có lỗ Ø32 +0.039 dùng để lắp với các trục hoặc các ổ lăn, đây là bề mặt làm việc chủ yếu của chi tiết. Vì vậy yêu cầu khi gia công cần phải đạt độ chính xác cao.
- Bề mặt A là bề mặt được lắp xuống đế máy thông qua 4 lỗ Ø14 và 2 rảnh then. Ngoài ra mặt A cần phải gia công đạt dung sai độ phẳng ≤ 0.03 mm để tâm lỗ và mặt A song song, ngoài ra còn có các lỗ khác sẽ được lắp với các chi tiết khác.
1.4. Phân tích độ chính xác gia công.
o Độ chính xác của kích thước: Đối với kính thước có chỉ dẫn.
- Kích thước đường kính lỗ: Ø32+0.039
- Phương pháp gia công khoét, doa.
- Tra bảng 2.29/97, sách DSLG ta được CCX: 8, độ nhám Ra3,2µm.
- Đường kính danh nghĩa: Dn = 32mm
- Lấy theo hệ thống lỗ.
- Miền dung sai kích thước là H8.
- Tra bảng 1.14, trang 18 BTDSLG ta được:
- Sai lệch trên: ES = + 0,039 mm.
- Sai lệch dưới: EI = 0
- Dung sai kích thước: ITD = ES– EI = 0,039
- Vậy Ø35+0,039
- Kích thước đường kính lỗ: Ø14
- Phương pháp gia công khoan.
- Tra bảng 2.29 trang 97, sách bảng tra DSLG ta được CCX: 14, độ nhám Rz40µm.
- Đường kính danh nghĩa: Dn = 14mm.
- Lấy theo hệ thống lỗ.
- Miền dung sai kích thước là H12.
- Tra bảng 1.14, trang 19 BTDSLG ta được:
- Sai lệch trên: ES = +0.15 mm.
- Sai lệch dưới: EI = 0
- Dung sai kích thước: ITD=ES –EI= 0.15 ─ 0 = 0,15 mm.
- Vậy Ø14 +0.15mm.
- Kích thước 82 ±0.046 mm
- Phương pháp gia công phay tinh mặt A.
- Tra bảng 2.29 trang 97, sách BTDSLG ta được CCX: 8, độ nhám Ra3,2µm
- Đường kính danh nghĩa : Dn = 82 mm
- Tra bảng 1.4 trang 4 sách BTDSLG
- Dung sai kích thước: ITD = 0.092
- Vậy 82 ±0.046 mm.
- Kích thước 64 ±0.8 mm
- Phương pháp gia công phay thô mặt B và D.
- Tra bảng 2.29 trang 97, sách BTDSLG ta được CCX: 12, độ nhám Rz40µm
- Đường kính danh nghĩa : Dn = 64 mm
- Tra bảng 1.4 trang 4 sách BTDSLG
- Dung sai kích thước: ITD = 0.16
- Vậy 64 ±0.8 mm.
- Kích thước 100 ±0.8 mm
- Phương pháp gia công phay thô mặt F và H.
- Tra bảng 2.29 trang 97, sách BTDSLG ta được CCX: 12, độ nhám Rz40µm
- Đường kính danh nghĩa : Dn = 100 mm
- Tra bảng 1.4 trang 4 sách BTDSLG
- Dung sai kích thước: ITD = 0.16 mm
- Vậy 100 ±0.8 mm.
- Phương pháp gia công khoan.
o Đối với kích thước không chỉ dẫn: Giữa bề mặt không gia công và bề mặt gia công lấy cấp chính xác 14.
- Tra bảng 1.4 trang 4 BTDSLG.
- Kích thước 100mm có cấp chính xác là 14 → IT= 0,74mm
- Kích thước 14 có cấp chính xác là 14 → IT = 0,43 mm.
- Kích thước 20 mm có cấp chính xác là 14 → IT = 0,52 mm.
o Đối với kích thước không chỉ dẫn: Giữa hai bề mặt không gia công có cấp chính xác 16.
o Đối với kích thước không chỉ dẫn: Giữa hai bề mặt gia công có cấp chính xác là 12.
- Tra bảng 1.4 trang 4 BTDSLG.
- Kích thước 100 mm giữa mặt F và H có cấp chính xác là 12 → IT = 0,3 mm.
- Kích thước 64 mm giữa mặt B và D có cấp chính xác là 12 → IT = 0,25 mm.
- Kích thước 102.5 mm có cấp chính xác là 12 → IT = 0,18 mm.
o Độ chính xác về vị trí tương quan.
- Dung sai độ phẳng của mặt A ≤ 0,03 mm.
- Dung sai độ song song của tâm lỗ Ø32+0.039 với mặt A ≤ 0,03 mm.
- Dung sai độ vuông góc của tâm lỗ Ø32+0.039 với mặt B ≤ 0,03 mm.
- Các góc lượng không ghi kích thước lấy R3 ÷ R5
o Chất lượng bề mặt .
- Độ nhám bề mặt làm việc của Ø32+0.039 là Ra = 3,2µm.
- Độ nhám bề mặt làm việc của mặt A là Ra= 3.2 µm.
- Các bề mặt không gia công cơ có độ nhám Rz = 80µm
o Yêu cầu cơ về lý tính.
- Làm việc trong điều kiện chịu va đập mạnh.
- Có khả năng chống mài mòn cao.
- Chịu được rung động.
o Kết luận.
- Khi gia công chi tiết cần đạt đúng kích thước và cấp chính xác, đặt biệt là các bề mặt làm việc của chi tiết. Các vị trí tương quan như độ phẳng, độ vuông góc, độ song song của các bề mặt làm việc phải xác định được dung sai để khi lắp ghép chi tiết, còn các bề mặt không gia công thì có cấp độ nhám Rz=80µm.
1.5. Xác định sản lượng năm
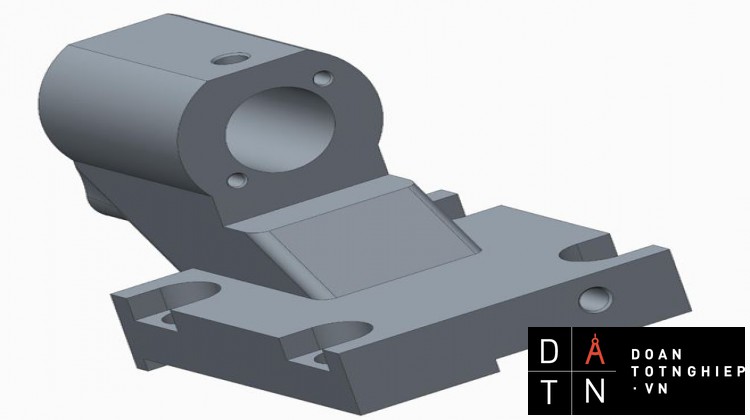
- Sử dụng phần mềm 3D Slidworks ta tính được thể tích và khối lượng của chi tiết gia công.
Hình 1: Chi tiết gối đỡ trục
- Với dạng sản xuất hàng loạt vừa và khối lượng chi tiết M = 3.2 kg.
- Tra bảng 2.2 trang 7 sách ( Hướng dẫn BTL Công Nghệ Chế Tạo Máy )
→ N1 = 2000 sản phẩm/năm.
→ N = = chi tiết/ năm.
Trong đó: N1 – số sản phẩm sản xuất được trong một năm.
N – số chi tiết sản xuất sản xuất được trong một năm.
m – số chi tiết được ché tạo thêm để dự trữ (5% - 7%)
β – số chi tiết phế phẩm trong năm (1% - 3%)
α = 3% - 6%
Phần 2
ChỌn phôi, phương pháp chẾ tẠo phôi và xác đỊnh lưỢng dư gia công.
2.1. Chọn phôi.
- Để đảm bảo yêu cầu kỹ thuật của chi tiết cũng như giảm chi phí sản xuất thì việc chọn phôi là bước quan trọng trong quá trình sản xuất.
- Theo kết cấu và hình dạng, điều kiện làm việc, dạng sản xuất của chi tiết để chọn phôi một cách hợp lý.
- Chi tiết gối đỡ được sử dụng vật liệu gang xám tuy nhiên gang xám là vật liệu dễ gãy, giòn, khả năng chống uốn kém nên không thể rèn được. Ưu điểm của gang xám là có tính đúc tốt nên chọn phương pháp chế tạo phôi là phôi đúc là hợp lý nhất.
vPhương pháp chế tạo phôi bằng phương pháp đúc: Là phương pháp nấu chảy kim loại rồi đem rót vào khuôn đã có kích thước sẵn. Sau khi kim loai đông đặc sẽ cho ta sản phẩm có hình dáng kích thước tương ứng chi tiết ta cần gia công.
vCó thể đúc ra các sản phẩm có hình dáng phức tạp, từ các chi tiết có khối lượng nhỏ đến khối lượng lớn.
vNgoài phương pháp đúc ra thì còn rất nhiều phương pháp gia công chế tạo phôi khác nhau trong nền công nghiệp hiện nay.
o Kết luận:
- Với kích thước và hình dáng của chi tiết để chọn phương pháp chế tạo phôi hợp lý, theo chúng em ( người thiết kế ) chúng em chọn phương pháp đúc.
2.2. Phương pháp chế tạo phôi đúc
o Các loại phương pháp đúc
- Đúc có nhiều dạng như:
vĐúc trong khuôn cát: Là dạng đúc phổi biến, khuôn cát là loại khuôn đúc một lần ( chỉ rót kim loại một lần rồi phá khuôn).
+ Ưu điểm:
- Tạo ra vật đúc có kết cấu phức tạp và khối lượng lớn.
- Lượng dư phân bố đều.
- Tiết kiệm được vật liệu.
- Giá thành thấp được dùng phổ biến.
- Độ đồng đều của phôi cao nên việc chỉnh máy khi gia công giảm.
+ Nhược điểm:
- Khó phát hiện được khuyết tật bên trong.
- Vật đúc có độ chính xác thấp.
- Độ bóng bề mặt kém.
- Lượng dư gia công lớn.
v Đúc trong khuôn kim loại: Là phương pháp đúc bằng cách rót kim loại lỏng vào khuôn kim loại. Vật đúc đông đặc dưới tác dụng của trọng trường mà không chịu bất kỳ tác động nào khác, khuôn đúc được sử dụng nhiều lần.
+ Ưu điểm:
- Độ sạch và độ chính xác cao, giảm khối lượng gia công cơ khí.
- Nâng cao năng suất lao động.
- Giảm giá thành sản phẩm.
- Nâng cao độ bền cơ học của vật đúc.
+ Nhược điểm:
- Chế tạo khuôn kim loại phức tạp và đắt tiền.
- Khó đúc các thành mỏng và hình dáng phức tạp
- Ứng suất lớn.
v Đúc ly tâm: Là điền đầy hợp kim lỏng vào khuôn quay. Nhờ lực ly tâm sinh ra sẽ làm hợp kim lỏng phân bố lên thành khuôn và đông đặc lại.
+ Ưu điểm:
- Tạo ra vật đúc có lỗ rỗng mà không cần thao.
- Tổ chức kim loại mịn chặt, không tồn tại các khuyết tật rỗ khí, rỗ co ngót.
- Tạo ra vật đúc gồm một vài kim loại riêng biệt trong cùng một vật đúc.
- Không dùng hệ thống rót phức tạp nên ít hao phí kim loại.
+ Nhược điểm:
- Khi đúc ống đường kính lỗ kém chính xác và chất lượng bề mặt kém.
- Có hiện tượng thiên tính vùng theo diện tích ngang của vật đúc, do mỗi phần tử có khối lượng khác nhau chịu lực ly tâm khác nhau.
v Đúc áp lực : Là phương pháp chế tạo vật đúc có năng suất rất cao, có thể tự động hóa hoàn toàn, độ chính xác và độ bóng bề mặt vật đúc cao.
+ Ưu điểm:
- Vật đúc đạt độ chính xác cao, độ bóng bề mặt cao.
- Có thể đúc được những vật đúc có thành rất mỏng.
- Mức độ cơ khí hóa, tự động hóa cao, điều kiện lao động được cải thiện.
- Nâng suất cao, khuôn có thể dùng nhiều lần.
+ Nhược điểm:
- Giá thành khuôn rất cao.
- Kích thước và khối lượng của vật đúc bị hạn chế theo cỡ máy đúc.
- Chỉ đúc được hợp kim nhôm hoặc đồng, không đúc được gang, thép.
v Đúc mẫu chảy: Là phương pháp chế tạo khuôn bằng mẫu vật liệu dễ chảy, mẫu này có thể chảy để tạo thành lòng khuôn đúc do nhiệt độ hòa tan trong dung môi.
+ Ưu điểm:
- Có thể đúc được những chi tiết phức tạp.
- Chất lượng bề mặt cao.
- Đúc được những kim loại khó chảy như thép không rỉ, thép gió.
- Không có nguyên công rút mẫu nên giảm được sai số do việc rút mẫu, giảm đáng kể lượng dư gia công cơ khí.
- Giảm thời gian gia công cơ khí.
+ Nhược điểm:
- Chu trình sản xuất dài.
- Giá thành chế tạo khuôn cao.
- Cường độ lao động cao.
- Khuôn chỉ đúc được một lần.
o Kết luận.
- Phôi được gia công chế tạo bằng hai cách đúc là: Đúc trong khuôn cát hoặc đúc áp lực, về chọn phương pháp đúc chủ yếu do người thiết kế lựa chọn cho phù hợp với điều kiện sản xuất và theo quá trình thiết kế. Do chi tiết dạng hộp làm bằng gang xám khi đúc ra bên trong và bề ngoài không cần cấp chính xác cao, độ bóng cao nên tôi chọn phương pháp đúc trong khuôn cát.
2.3. Xác định lượng dư.
- Phôi được gia công bằng phương pháp đúc khuôn cát khi đúc bề mặt phôi đạt cấp chính xác 12 và vật liệu làm phôi là gang xám nên khi đúc ra lượng dư lớn từ khoảng 3 - 5mm (tra bảng Công nghệ chế tạo máy_ Nguyễn Phùng Tấn).
- Lượng dư của các lỗ ( 3÷ 5 ) mm.
- Để tránh tập trung ứng suất tại góc lượn của chi tiết, ta tiến hành tạo góc lượng cho chi tiết. Các góc lượng ta lấy bán kính là 3 – 5 mm.
2.4. Chế tạo khuôn và lõi ghép.
2.5. Tính hệ số sử dụng vật liệu.
Hệ số sử dụng phôi:
=
: khối lượng CTGC
: khối lượng phôi
Thỏa điều kiện về hệ số sử dụng vật liệu.
Phần 3
LẬP BẢN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 Xác định đường lối sản xuất công nghệ
- Trong dạng sản xuất hàng loạt vừa QTCN được xác định theo nguyên tắc phân tán nguyên công.
3.2 Chọn phương pháp gia công
- Đối với sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công. Ở đây dùng máy vạn năng và đồ gá chuyên dùng.
3.3 Chọn chuẩn công nghệ
- Chuẩn công nghệ được chia thành: Chuẩn gia công, chuẩn lắp ráp và chuẩn kiểm tra.Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng nhanh chóng và chính xác đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế.
+ Chuẩn gia công: Dùng để xác định vị trí của những bề mặt, đường hoặc điểm của chi tiết trong quá trình gia công cơ và chuẩn này bao giờ cũng là chuẩn thực.
- Chuẩn gia công được chia ra thành chuẩn thô và chuẩn tinh:
+ Chuẩn thô: Là những bề mặt dùng làm chuẩn chưa qua gia công. Hầu hết các trường hợp thì chuẩn là yếu tố hình học thực của phôi chưa qua gia công, chỉ trong trường hợp phôi đưa vào xưởng đã ở dạng gia công sơ bộ thì chuẩn thô mới là những bề mặt gia công, trường hợp này thường gặp trong sản xuất máy hạng nặng. Việc chọn chuẩn thô phải tuân thủ theo đúng năm nguyên tắc chọn chuẩn thô:
üNếu chi tiết có một bề mặt không gia công thì nên chọn bề mặt đó làm chuẩn thô, vì như vậy sự thay đổi về vị trí tương quan giữa những bề mặt gia công và bề mặt không gia công là nhỏ nhất.
üNếu có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào đó có yêu cầu độ chính xác về vị trí tương quan cao nhất ( đối với các bề mặt không gia công) làm chuẩn thô.
üTrong các bề mặt phải gia công nên chọn bề mặt nào có lượng dư nhỏ nhất và đều làm chuẩn thô.
üCố gắng chọn bề mặt làm chuẩn thô tương đối bằng phẳng không có mép rèn dập ( bavia), đậu hơi, đậu ngót hoặc quá gồ gề.
üChuẩn thô chỉ nên dùng một lần trong quá trình gia công.
- Chuẩn tinh: Là chuẩn xác định trên bề mặt đã qua gia công cắt gọt, việc chọn chuẩn tinh phải tuân thủ theo 5 nguyên tắc chọn chuẩn tinh:
üNên chọn chuẩn tinh là chuẩn tinh chính, như vậy sai số về vị trí tương quan khi gia công cơ và khi làm việc là nhỏ nhất, điều này rất quan trọng khi gia công tinh.
üNên chọn chuẩn định vị trùng với gốc kích thước để sai số chuẩn bằng không.
üChọn chuẩn sao cho khi gia công chi tiết không bị biến dạng ( do tác dụng của lực cắt, lực kẹp ) và mặt chuẩn phải đủ diện tích định vị.
üChọn chuẩn sao cho kết cấu đồ gá đơn giản và thuận lợi khi thao tác.
üNên chọn chuẩn thống nhất để sai số chuẩn nhỏ nhất. Chuẩn thống nhất là chuẩn được dùng trong nhiều lần gá, vì trong quá trình gia công cơ nếu thay đổi chuẩn nhiều lần sẽ sinh ra sai số tích lũy ở những lần gá sau.
- Đây là chi tiết dạng hộp, có 3 hướng chọn chuẩn tinh chính đó là:
+ Ba mặt phẳng vuông góc.
+ Một mặt phẳng và hai lỗ.
+ Hai mặt phẳng và 1 lỗ.
- Với chi tiết này có một lỗ làm việc chính và 1 mặt phẳng chính nên chuẩn tinh chính của chi tiết này sẽ là hai mặt phẳng và 1 lỗ.
Kết luận:Sau khi xác định chuẩn thô, chuẩn tinh phù hợp thì tiến hành lập quy trình công nghệ cho chi tiết nhằm đảm bảo yêu cầu kỹ thuật, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
Phần 4
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG
Quy trình gia công chi tiết được thực hiện theo quy trình gia công theo chi tiết dạng hộp, chuẩn tinh chính được chọn là mặt phẳng.
Trình tự gia công chi tiết do nhà thiết kế lựa chọn sao cho phù hợp với yêu cầu của chi tiết dạng hộp và đạt được năng suất cao.
4.1 Nguyên công I: Chuẩn bị phôi
1. Làm sạch cát bám: Làm sạch tạm chất bám trên bề mặt chi tiết có thể dùng tay hoặc thùng quay làm sạch.
2. Kiểm tra khuyết tật phôi: Kiểm tra hình dáng chi tiết khi đúc ra có đúng với hình dáng theo yêu cầu không, kiểm tra bề mặt có bị nứt, bằng phẳng hay không.
3. Cắt bỏ bavia, đậu ngót, đậu rót, đậu hơi: Khi đúc ra, chi tiết sẽ còn lại đậu ngót và đậu rót ta cần cắt bỏ nó đi và mài lại.
4. Kiểm tra kích thước phôi : Đo đạt từng kích thước chi tiết gia công cho phù hợp với yêu cầu ban đầu.
5. Nhiệt luyện ( nếu cần ).
..............
ren ngược chiều kim đồng hồ và rút vòng đệm chữ C ra rồi ta kéo lấy chi tiết ra.
5.2.2 Cách bảo quản đồ gá:
─ Sau khi gia công xong ta phải quét sạch phôi trên đồ gá, bôi dầu nhớt cho đồ gá, tra dầu nhớt vào các bulong đai ốc.
─ Để nơi thoáng mát, tránh để những nới ẩm ướt vì dễ gây rỉ sét đồ gá.
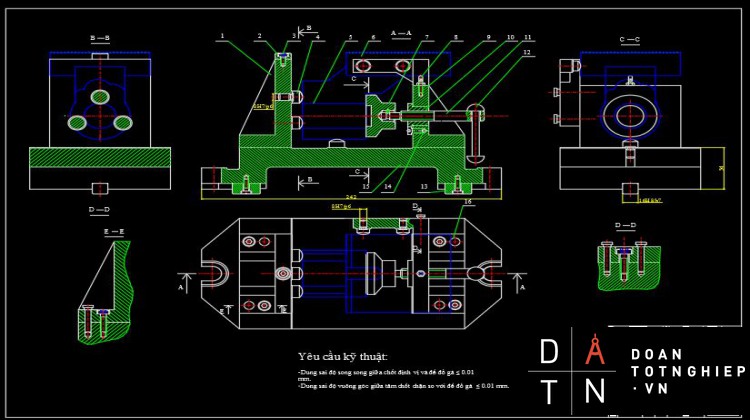
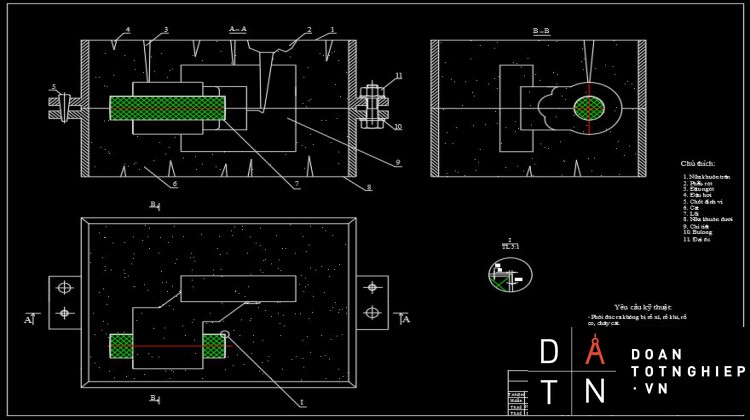
5.3 Bản vẽ lắp đồ gá:
Phần 6
KẾT LUẬN
- Trong quá trình làm đồ án giúp cho chúng em:
- Biết về cách sản xuất ra một chi tiết cần qua rất nhiều giai đoạn và chọn những phương pháp gia công nào hợp lý nhất để cho ra một sản phẩm.
- Biện luận qui trình công nghệ, phân tích các nguyên công để chọn phương pháp gia công, dao và máy cho hợp lý nhất.
- Khắc phục những lỗi sai và đưa ra cách giải quyết.
- Kết hợp giữa lý thuyết và các công nghệ gia công tiên tiến để tăng năng suất và giảm giá thành sản phẩm.
- Giúp chúng em nhận ra mình làm chưa tốt trong quá trình làm đồ gá mô hình như hàn, phay, tiện và khoan để từ đó rút ra được những kinh nghiệm cho sau này.
TÀI LIỆU THAM KHẢO, TRA CỨU
Một số tài liệu tham khảo chính để thực hiện Đồ án :
- Sổ tay công nghệ chế tạo máy tập 1 ( Chủ biên: Gs.Ts. Nguyễn Đắc Lộc).
- Sổ tay công nghệ chế tạo máy tập 2 ( Chủ biên: Gs.Ts. Nguyễn Đắc Lộc).
- Chế đọ cắt gia công cơ khí.