ĐỒ ÁN TỐT NGHIỆP QUY TRÌNH CÔNG NGHỆ GIA CÔNG TRỤC CÓ BÁNH RĂNG
NỘI DUNG ĐỒ ÁN
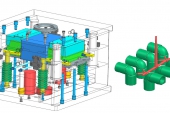
CHƯƠNG I: PHÂN TÍCH BƠM THỦY LỰC BÁNH RĂNG ĂN KHỚP TRONG GIA CÔNG TRỤC CÓ BÁNH RĂNG
- GIỚI THIỆU VỀ BƠM THỦY LỰC BÁNH RĂNG ĂN KHỚP TRONG
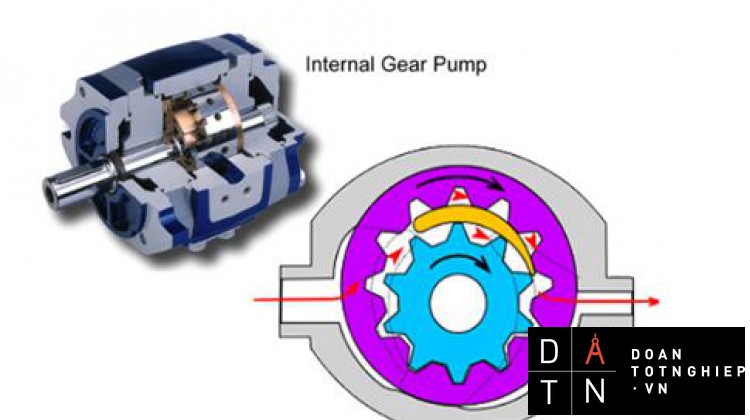
- Bơm thủy lực bánh răng ăn khớp trong là một loại bơm thủy lực được sử dụng phổ biến hiện nay. Do có nhiều ưu điểm vượt trội hơn so với các loại bơm thủy lực khác mà người ta lựa chọn và sử dụng trong nhiều lĩnh vực khác nhau.
- Bơm thủy lực bánh răng ăn khớp trong là loại bơm có 2 bánh răng được đặt lệch tâm nhau . bánh răng chủ động và bị động ăn khớp với nhau và nằm trong vở bơm .
- Bơm bánh răng ăn khớp trong thường được dùng nhiều hơn so với bơm bánh răng ăn khớp ngoài trong điều kiện làm việc với dộng cơ có số vòng quay cao ( vận tốc lớn ) .
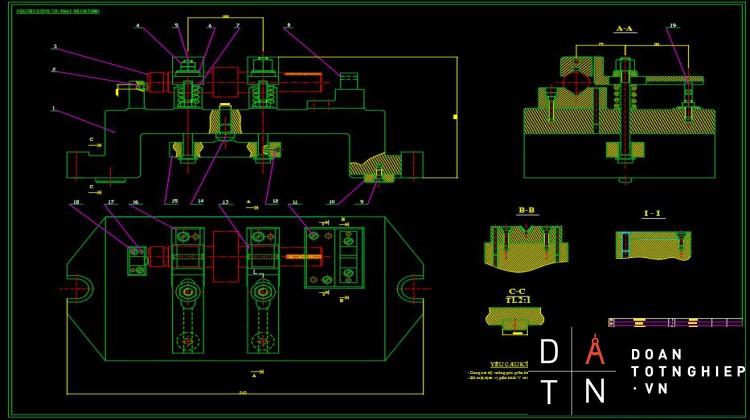
- CẤU TẠO
Theo hình vẽ ta thấy bơm có 15 chi tiết chính:
- 1) bulong: kẹp chặt thân bơm với nắp thân bơm
- 2) vòng đệm : giữ cho việc chống mài mòn thi kẹp chặt thâm bơm
- 3) nắp dưới thân bơm
- 4) vòng cao su Ø118 : ngăn không cho dầu ra ngoài
- 5) bạc lót
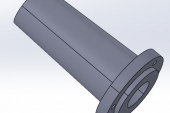
- 6) thân bơm
- 7) vòng nhựa Ø29
- 8) lò xo
- 9) vòng cao su Ø29
- 10) bánh răng bị động
- 11)
- 12) vòng cao su Ø114
- 13) nắp trên
- 14) vòng chắn dầu
- 15) trục Ø32
- Ngoài ra còn có các chi tiết khác như chốt , cánh gạt , phe , bạc lót nữa ……
- NGUYÊN LÝ HOẠT ĐỘNG VÀ ƯU NHƯỢC ĐIỂM
*Nguyên lý hoạt động :
Bánh chủ động và bánh bị động luôn đặt lệch tâm. Khi bánh chủ động quay kéo theo bánh bị động quay cùng chiều trong Stato. Chất lỏng ở trong các rãnh răng theo chiều quay của các bánh răng vận chuyển từ khoang hút đến khoang đẩy vòng theo vỏ bơm. Khoang hút và khoang đẩy được ngăn cách với nhau bởi lưới chắn .
* Ưu điểm :
- Lưu lượng được cung câp đều
- Có khả năng chịu tải
- bơm bánh răng ăn khớp trong có độ ồn thấp hơn so với bơm bánh răng ăn khớp ngoài
* Nhược điểm :
- Gía thành cao
- khó chế tạo hơn bánh răng ăn khớp ngoài
- tháo lắp khó hơn so với bơm bánh răng ăn khớp ngoài
* ỨNG DỤNG :
Máy bơm thủy lực nói chung và bơm thủy lực bánh răng ăn khớp trong nói riêng được sử dụng rộng rãi trong nhiều lĩnh vực khác nhau như trong xây dựng thì bơm được sủ dụng trong các hệ thống nâng thủy lực…, trong ngành cơ khí bơm được sử dụng trong các hệ thống tự động hóa điều khiển bởi các chương trình số, hệ thống bơm dầu trong động cơ đốt trong…
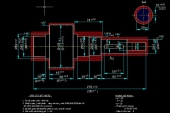
CHƯƠNG II : THIẾT KẾ QTCN TRỤC RĂNG
I>PHÂN TÍCH CÔNG DỤNG VÀ ĐIỀU KIỆN LÀM VIỆC :
1> CÔNG DỤNG :
Trong truyền động cơ học thuộc lãnh vực cơ khí để truyền momen quay ngoài các chi tiết như bánh răng ,banh đai,trục vít bánh vít và ta không thể không nhắc đến chi tiết trục răng .Trục răng là dạng trục được gia công dùng để truyền chuyển động cho các chi tiết khác như bánh răng , thanh răng…
2>VỊ TRÍ LẮP DẶT VÀ ĐIỀU KIỆN LÀM VIỆC :
Trục răng thường lắp vào các hộp giảm tốc, các máy bơm thủy lực. Do trục ta là trục răng chủ động trong máy bơm thủy lực do đó được lắp vào thân máy bơm và cho truyền động ăn khớp với trục răng bị động và truyền động bơm dầu. Trục răng làm việc trong môi trường bôi trơn do ăn khớp với trục răng bị động làm việc với vân tốc cao ,momen xoắn lớn ,chịu va đập…
II>PHÂN TÍCH VẬT LIỆU CHẾ TẠO PHÔI :
Theo bản vẽ chế tạo ta thấy vật liệu chế tạo trục răng là C45 đây là thép cacbon kết cấu chất lượng tốt . Đây là thép mà có nhiều ưu điểm nó được sử dụng rộng rãi trong chế tạo máy nhất là chi tiết dạng trục như trục vít me ,trục răng…Đây là thép có nhiều ưu điểm cao như cơ tính cao hơn so với thép cacbon kết cấu chất lượng thường vì thép C45 có rất ít photpho và lưu huỳnh vì đây là bản chất làm cho thép dể bị hỏng trong truyền động như bị giòn ,các hạt không liên kết nhau được do đó thép dể bị hỏng .Là thép C45 chịu tải trọng lớn do đó trên 50% chi tiết trên máy đều sử dụng thép C45 vì nó có nhiều ưu điểm và đặc tính tốt .
Thành phần hoá học của thép C45 :
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục quay là thép C45 .Theo sách “vật liệu cơ khí” thì thép C45 có các thanh phần hoá học như sau :
Cacbon : (0,42 -0,5)%
Silic : (0,17 – 0,37)%
Mangan : (0,5 – 0,8)%
Lưu huỳnh : ≤ 0,04%
Photpho : ≤ 0,04%
Crom : ≤ 0,3%
Nitơ : ≤ 0,3%
Giới hạn bền kéo : =610 MN/m
Giới hạn bền : 65 kg/mm
Độ cứng HB sau khi thường hoá : HB = 229
a =500 KJ/m
= 610 MN/m
=40%
=16%
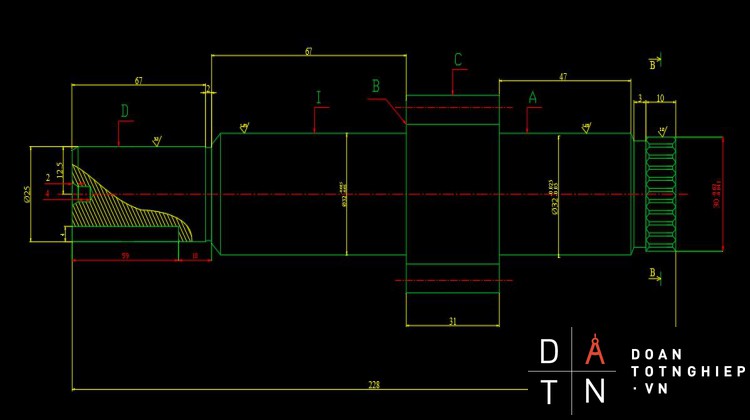
III>YÊU CẦU KĨ THUẬT :
IV> PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC CỦA TRỤC RĂNG :
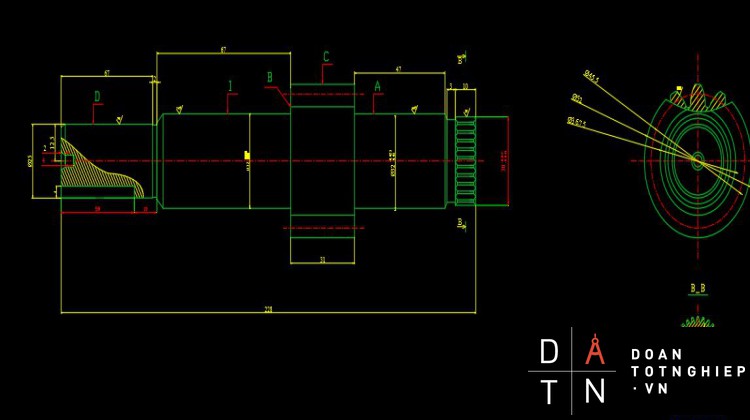
1>PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC VỀ KÍCH THƯỚC:
a> Kích thước có sai lệch chỉ dẩn :
- Hai kích thước Ø 32 mm :
Kích thước danh nghĩa: d = 32 mm
Sai lệch giới hạn trên : es = -0.025 mm
Sai lệch giới hạn dưới : ei = -0.05 mm
Kích thước giới hạn trên : d= 31.975mm
Kích thước giới hạn dưới : d = 31.95 mm
Dung sai kích thước : Itd = es-ei = -0.025 - (-0.016) =0,025 mm
Tra bảng 1.27 trang 39 bảng tra Dung sai lắp ghép có Ø 32 Thuộc miền dung sai f cấp chính xác IT7.
Vậy Ø 32 = Ø 32f7 mm.
-Kích thước 30 mm :
Kích thước danh nghĩa: d = 30 mm
Sai lệch giới hạn trên : es = -0.02 mm
Sai lệch giới hạn dưới : ei = -0,041 mm
Kích thước giới hạn trên : d= 29.98 mm
Kích thước giới hạn dưới : d = 29.959 mm
Dung sai kích thước : Itd = es-ei = -0.02 - (-0,041) = 0,021 mm
Tra bảng 1.27 trang 39 bảng tra Dung sai lắp ghép có 30 Thuộc miền dung sai f cấp chính xác IT7.
Vậy = 30= 30f7 mm
b>Phần kích thước không chỉ dẫn :
-Kích thước Ø31 :
Kích thước danh nghĩa d = 31 mm
Kích thước này có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép có Ø31 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,21 mm
Do vậy kích thước Ø 31 là Ø13-0.21 mm.
- Kích thước Ø25:
Kích thước danh nghĩa d =25 mm
Kích thước này có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép có Ø 25 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,021 mm
Do vậy kích thước Ø 21.8 là Ø 21.8-0.021 mm.
-Kích thước 67 :
Kích thước danh nghĩa d =67 mm
Kích thước này xác định chiều dài chi tiết có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép có 67 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,3 mm
Do vậy kích thước 67 là 67-0.3 mm.
-Kích thước 4 :
Kích thước danh nghĩa d =4 mm
Kích thước này xác định chiều sâu then bằng có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép kích thước 4 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,12 mm
Do vậy kích thước 4 = 4-0.12 mm.
- Hai kích thước 10 :
Kích thước danh nghĩa d = 10 mm
Kích thước này xác định chiều dài , có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép có 10 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,15 mm
Do vậy kích thước 10 = 10-0.15 mm.
-Kích thước 2 :
Kích thước danh nghĩa d = 2 mm
Kích thước này xác định chiều dài chi tiết , có gia công nên chọn cấp chính xác đạt đước là 12 .Miền dung sai h
Theo bảng 1.29 trang 41 bảng tra Dung sai lắp ghép kích thước 2 ta có:
Sai lệch giới hạn trên : 0
Sai lệch giới hạn dưới : -0,1 mm
Do vậy kích thước 2 = 2-0.1 mm.
-Kích thước 47 :
Kích thước danh nghĩa d = 47 mm
Kích thước này xác định chiều dài chi tiết, chi tiết này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,125 mm
Sai lệch giới hạn dưới: -0,125 mm
Do vậy kích thước 47 là 47 mm.
-Kích thước 3 :
Kích thước danh nghĩa d = 3 mm
Kích thước này xác định chiều dài chi tiết, chi tiết này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,05 mm
Sai lệch giới hạn dưới: -0,05 mm
Do vậy kích thước 3 là 3 mm.
-Kích thước Ø52 :
Kích thước danh nghĩa d = 52 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,15 mm
Sai lệch giới hạn dưới: -0,15 mm
Do vậy kích thước Ø52 là 52 mm.
-Kích thước Ø45.5 :
Kích thước danh nghĩa d = 45.5 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,125 mm
Sai lệch giới hạn dưới: -0,125 mm
Do vậy kích thước Ø45.5 là 45.5 mm.
-Kích thước Ø36.75 :
Kích thước danh nghĩa d = 36.75 mm
Kích thước này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,125 mm
Sai lệch giới hạn dưới: -0,125 mm
Do vậy kích thước Ø36.75 là 36.75 mm.
-Kích thước 59 :
Kích thước danh nghĩa d = 59 mm
Kích thước này xác định chiều dài chi tiết , có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,15 mm
Sai lệch giới hạn dưới: -0,15 mm
Do vậy kích thước 59 là 59 mm.
-Kích thước 228 :
Kích thước danh nghĩa d = 228 mm
Kích thước này xác định chiều dài chi tiết, chi tiết này có gia công nên chọn cấp chính xác đạt được là 12. Miền dung sai js
Theo bảng 1.30 trang 44 bảng tra Dung sai lắp ghép ta có :
Sai lệch giới hạn trên : 0,23 mm
Sai lệch giới hạn dưới: -0,23 mm
Do vậy kích thước 228 là 228 mm
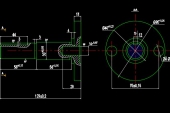
V>PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC VỀ HÌNH DÁNG HÌNH HỌC VÀ VỊ TRÍ TƯƠNG QUAN :
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau:
- Dung sai độ đảo mặt mút B so với đường tâm của mặt A là 0.08 mm theo đường kính Ø32 . Tra bảng 2.21 trang 91 bảng tra Dung sai lắp ghép ta có sai lệch này thuộc cấp chính xác 9.
- Dung sai độ đồng trục giữa A và C là 0.05 mm, tra bảng 2.21 tr 91 bảng tra Dung sai lắp ghép ta có sai lệch này thuộc cấp chính xác 8.
3>PHÂN TÍCH VỀ ĐỘ CHÍNH XÁC VỀ CHẤT LƯỢNG BỀ MẶT CỦA CHI TIẾT GIA CÔNG:
Theo bản vẽ chi tiết thì các bề mặt trụ răng có các cấp độ nhám như sau:
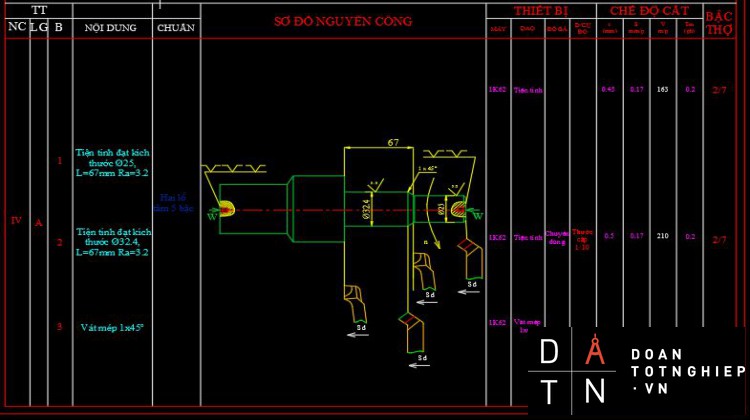
- Các mặt trụ ngoài Ø 32, có độ nhám Ra=1.25. Theo bảng 2.32 tr 103 bảng tra Dung sai lắp ghép ta có cấp độ nhám 6.
- Các rãnh then hoa Ø 30 , có độ nhám Rz=40µ. Theo bảng 2.32 tr 103 bảng tra Dung sai lắp ghép ta có cấp độ nhám 4 .
- Các bánh răng Ø52, có độ nhám Rz=20µ , Ra= 1.25 Theo bảng 2.32 tr 103 bảng tra Dung sai lắp ghép ta có cấp độ nhám 6.
- Các mặt còn lại có độ nhám Rz=40µ. Theo bảng 2.32 tr 103 bảng tra Dung sai lắp ghép ta có cấp độ nhám 4.
CHƯƠNG II : BIỆN LUẬN DẠNG SẢN XUẤT
I> TÍNH KHỐI LƯỢNG CỦA CHI TIÊT GIA CÔNG :
Để xác định khối lượng của chi tiết gia công ta cần xác định được thể tích của chi tiết gia công ta có :
V =
Trong đó : = 3,14
D : đường kính
H : chiều cao
- Thể tích đặc :
V = = = 33853 mm
V = = = 53857 mm
V = = = 65801 mm
V = = = 37780 mm
V = = = 7065 mm
V = = = 1846 mm
Tổng thể tích của chi tiết :
V = V + V + V+ V+ V V
= 33853 + 53857 + 65801 + 37780 + 7065+1846
= 200202 mm
- Thể tích rỗng:
V1 = = = 1140 mm
V2 = = = 1899 mm
Tổng thể tích rỗng:
Vr = 10 V1 + 12 V2 = 34188 mm
ðThể tích thực của chi tiết:
Vt = V – Vr = 200202 – 34188 =166014 mm
Vậy khối lượng thật của chi tiết:
m = Vt . D
Trong đó : Vt = 166014 mm = 0.16 dm
D: trọng lượng riêng của thép,
D = 7.86 kg/dm
m = 0.16 . 7.86 = 1.25 kg.
II> KHỐI LƯỢNG CỦA PHÔI :
Ta có :V =
Trong đó : D là đường kính
= 3,14
V : thể tích
h : chiều cao
V = = = 242514 mm
V = = = 123719 mm
V = = = 114613 mm
V = = = 424 mm
Tổng thể tích thực của phôi :
V = V+ V+ V+ 2V
= 242514 + 123719 + 114613 + 2.424
= 481694 mm
Khối lượng của phôi :
Ta có : m = V.D
m : khối lượng
V : thể tích
D : trọng lượng riêng
D = 7,86 kg/dm
V = 0,48 dm
m = V . D = 0,48 . 7,86 = 3,7 kg.
III> XÁC ĐỊNH LƯỢNG SẢN XUẤT HÀNG NĂM :
Ta có :
N = N.m(1+)(1+) (ct/năm)
Trong có :
N là số lượng chi tiết cần chế tạo trong 1 năm
N số sản phẩm trong 1 năm theo kế hoạch N = 2000 ct/năm
m là số lượng chi tiết như nhau trong 1 năm ta có m = 1
là số % chi tiết dự trữ:
= (15 – 20)% ta chọn = 20%
là số chi tiết phế phẩm
= (3 – 5)% chọn = 5
Vậy sản lượng cần chế tạo trong 1 năm:
N =2000 .1 . (1+).(1+)
= 2520 ct/năm
Vậy m = 1.25 kg
N = 2520 ct/năm
Tra sách Sổ tay Công nghệ chế tạo máy ứng với m = 1.25 và N = 2520 ct/năm
Vậy đây là dạng sản xuất hàng loạt vừa.