Đồ án tốt nghiệp thiết kế bộ đóng tháo bạc đạn ổ bi vòng bi
NỘI DUNG ĐỒ ÁN
Đồ án tốt nghiệp thiết kế bộ đóng tháo bạc đạn ổ bi vòng bi
CHƯƠNG 1 : TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI
1.1 Giới thiệu tổng quan về công nghệ tháo bạc đạn .
vCảo bạc đạn hay còn được gọi là cảo vòng bi dùng để tháo lắp ổ bi hay bạc đạn trong máy. Là công cụ hỗ trợ khi bạn muốn tháo lắp bạc đạn( vòng bi) để bảo dưỡng, sửa chữa hay thay thế. Thông thường khi máy móc gặp trục trặc với ổ bi bạn gặp rất nhiều khó khăn với việc sửa chữa tháo lắp hay ổ bi bị lệch và không thể dùng một dụng cụ nào để lấy vòng bi ra, bạn có thể sử dụng cảo bạc đạn như một lựa chọn an toàn cho vòng bi và dễ dàng cho bạn.Cấu tạo thông thường của cảo bạc đạn là một dụng cụ gồm có hai hoặc ba chân, được làm bằng thép, có một trục chính và một số phụ kiện có thể tháo rời.
v Các loại cảo bạc đạn : Có hai loại cảo bạc đạn chính là cảo bạc đạn cơ và cảo bạc đạn thủy lực. Mỗi loại lại chia làm ba loại nhỏ là cảo đĩa, cảo hai chấu, cảo ba chấu. Cả hai loại cảo bạc đạn này đều có thể dùng để tháo vòng bi hay bạc đạn. Tùy theo loại vòng bi, bạc đạn mà lại sử dụng mỗi loại khác nhau. + Cảo bạc đạn cơ là loại có thể dễ dàng tháo lắp, rời ra khi không sử dụng thường có độ lớn nhỏ phụ thuộc vào người sử dụng thảo loại vòng bi, bạc đạn nào. Vì sử dụng lực tay nên loại cảo bạc đạn này yêu cầu người sử dụng có nhiều sức khỏe, đối với
loại vòng bi lớn vần nhiều người giúp sử dụng.
Hình 1 : Cảo bạc đạn Cơ
+ Cảo bạc đạn thủy lực là loại cảo có kích thước vừa, hiệu xuất làm việc cao, thường dùng để tháo các loại vòng bi có trọng tải lớn mà cảo cơ không làm được. Loại cảo bạc đạn thủy học này chỉ cần một người sử dụng vì lợi dụng sức nước nên người sử dụng thường không tốn nhiều sức mà vòng bi hay bạc đạn dễ dàng được tháo ra mà không bị hư hại, móp méo.
Hình 2 : Cảo bạc đạn Thủy lực
1.2 Giới thiệu vè loại cảo trong.
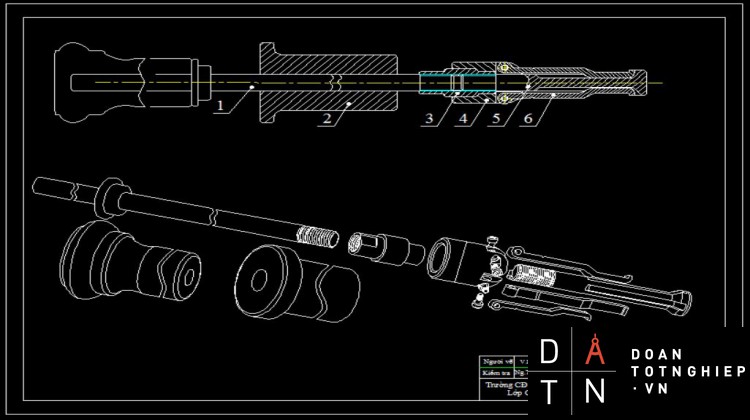
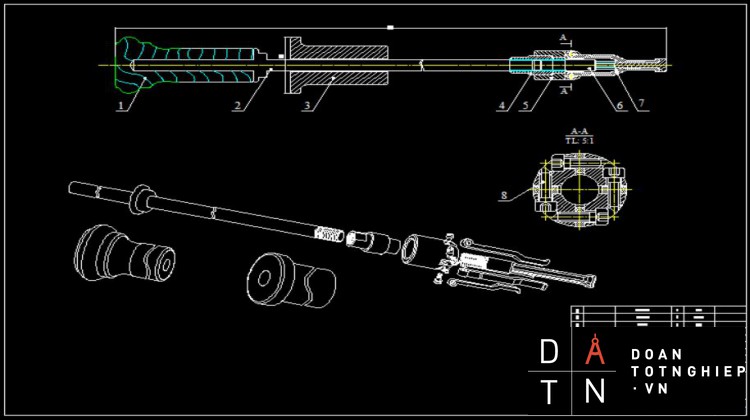
vBộ cảo trong là một cơ cấu dùng để cảo vòng bi bạc đạn hoặc chi tiết máy. Cơ cấu này được sử dụng bằng tay để siêt các vòng ren dựa vào một cánh tay đòn dài nhằm tăng lực tác động. Tùy vào kích cỡ các vòng trong ổ bi khác nhau mà ta dùng kích thước của cảo phù hợp.
vCảo này thiết kế nhỏ gọn, tiện dụng thích hợp để sử dụng bằng tay, dùng để cảo thiết bị với tải trọng từ 4-50 tấn tùy model cảo, tùy theo nhu cầu sử dụng của mỗi đơn vị sản xuất. Vì vậy khi các bạn chọn loại cảo để mua thì nhất định phải tuân theo tiêu chí: đường kính trong vòng bi, độ sâu của vòng bi nằm trong chi tiết máy cần cảo, và sau cùng là tải trọng của lực cần cảo
Hình 3 : Cảo bạc đạn vòng trong
CHƯƠNG 2 : CƠ SỞ LÝ THUYẾT
2.1 Trình bày kiến thức và sự hiểu biết về vấn đề đang nghiên cứu
2.1.1 Ổ Lăn
Hình 4 : Ổ lăn
- Làmột trong những bộ phận quan trọng của máy móc nên việc xử lý và lắp đặt cần phải hết sức cẩn thận. Để đảm bảo sự vận hành trơn tru và tuổi thọ lâu dài cần phải xử lý vòng bi đúng theo quy định chuẩn. Một khi vòng bi bị hư hỏng sớm hay gây ra các sự cố không mong muốn thì điều quan trọng là có thể xác định và dự đoán được các hư hỏng trước khi xử lý, để từ đó có các hành động khắc phục kịp thời
Thông thường, kiểm tra vòng bi hay buồng gối đỡ có thể xác định được nguyên nhân gây ra hư hỏng. Các nguyên nhân phổ biến gây ra hư hỏng vòng bi là bôi
trơn kém , tháp lắp sai, lựa chọn vòng bi không đúng, tìm hiểu về trục và buồng gối chưa kĩ càng. Nguyên nhân cũng có thể xác định bằng cách xem xét sự vận hành của vòng bi trước khi nó hư hỏng, phân tích tình trạng bôi trơn và tình trạng lắp đặt và quan sát cẩn thận các vòng bi hư hỏng.
- Các lưu ý khi xử lý vòng bi:
- Vòng bi là bộ phận máy có độ chính xác cao nên phải xử lý hết sức cẩn thận. Ngoài ra để đảm bảo sự vận hành trơn tru và tuổi thọ như mong đợi, vòng bi cần phải sử dụng hợp lý. Dưới đây là các lưu ý chính khi xử lý vòng bi:
+ Giữ vòng bi và khu vực xung quanh nơi đặt vòng bi sạch sẽ: chất bẩn hay bụi bẩn thậm chí không nhìn thấy được bằng mắt thường đều ảnh hưởng có hại cho vòng bi. Vì vậy luôn giữ vòng bi và môi trường xung quanh sạch sẽ để tránh sự xâm nhập của bụi bẩn.
+ Cẩn thận khi thao tác với vòng bi: Các chấn động mạnh trong suốt quá trình thao tác có thể gây xước hay làm phá hỏng vòng bi. Tác động mạnh có thể gây vỡ hay nứt.
+ Sử dụng các dụng cụ hợp lý.
+ Ngăn ngừa sự ăn mòn: mồ hôi từ tay cầm hay các chất bẩn khác có thể gây ăn mòn vòng bi. Do đó cần giữ tay sạch hoặc đeo găng tay nếu có thể khi xử lý vòng bi.
- Lắp đặt vòng bi :
- Vệ sinh vòng bi và các bộ phận xung quanh
- Kiểm tra kích thước và tình trạng các bộ phận liên quan
- Tiến hành theo quy trình lắp
- Kiểm tra lần cuối xem vòng bi đã được lắp hợp lý chưa
- Cung cấp đúng loại và đủ lượng chất bôi trơn
2.1.2 Các loại cảo
- Bộ cảo thủy lực kiểu TMHC 110E
+ Bộ cảo kết hợp hai loại cảo ngoài và cảo đĩa
+ Có piston thủy lực với van an toàn tạo lực cảo 10 tấn
+ Hành trình Piston dài 80mm
+ Bộ cảo vấu với hai cỡ chân độ dài đến 120mm, độ mở đến 170mm có thể lắp đến hai hay ba chân cảo.
+ Đĩa hai nữa được thiết kế đặc biệt vào khoảng không gian hẹp giữa vòng bi và vai trục, dộ vươn dài đến 255mm, đương kinh vòng bi lớn nhất 160mm.
Hình 5 : Cảo thủy lực TMHC 110E
- Các loại cảo vấu tiêu chuẩn kiểu TMMP
Hình 6 : Cảo tiêu chuẩn TMMP
+ Các loại cảo vấu tiêu chuẩn kiểu TMMP
+ Một dãi sản phẩm gồm 5 cỡ cảo khác nhau có 2 hoặc 3 vấu.
+ Độ mở tối đa của cả từ 65 – 30mm.
+ Có cơ cấu côn tự động tự định tâm và định vị các vấu cảo.
+ Lò xo có sức mạnh giữ cho các vấu cảo nằm đúng vị trí , giúp thao tác dễ dàng
+ Thép carcon chất lượng cao được nhiệt luyện.
- Bộ cảo ổ kín kiểu TMBP 20E
Hình 7 : Cảo ổ kín TMBP
+ Cảo sử dụng đầu nối độc đáo để tháo vòng bi trong ổ kín.
+ Độ mở 54-221mm , độ với tối đa 583mm, lực cảo 5,5 tấn (55N).
+ Lực cảo được phân bố đều giảm lực cản, giúp tháo nhanh chóng.
+ Bộ cảo xếp gọn trong vali với bảng hướng dẫn sử dụng
- Các loại cảo vấu cỡ lớn có bộ trợ lực thủy lực kiểu TMHP
Hình 8 : Cảo thủy lực cở lớn TMHP
+ Các loại cảo với bộ trợ lực có lực cảo từ 15, 30 hoặc 50 tấn.
+ Hệ thống khớp truyền đảm bảo lực được phân bố đều trên các vấu cảo giúp giảm thiểu rủi ro khả năng làm hỏng trục hoặc vòng bi khi cảo.
+ Có thể được cung cấp riêng hoặc cùng với bơm thủy lực .
2.2 Bộ cảo Trong
- Bộ cảo là một trong những vật dụng không thể thiếu khi thực hiện các công việc sửa chữa các thiết bị, máy móc, vật dụng cơ khí, công nghiệp... Được làm bằng chất liệu hợp kim thép cao cấp, đảm bảo độ bền bỉ cao . Sở hữu thiết kế chuyên dụng, tiêu chuẩn với kích thước cổ áo phù hợp với các bánh xe tiêu chuẩn nhất tháo vòng bi bạc đạn ra khỏi trục để bảo dưỡng máy. Bộ dụng cụ được sắp xếp gọn gàng trong hộp đựng, giúp bạn thuận tiện mang theo bên mình khi làm việc. Sản phẩm đã qua kiểm định nghiêm ngặt, đáp ứng được về những tiêu chuẩn kỹ thuật, chất lượng, đảm bảo an toàn tối đa trong quá trình sử dụng.
- Đặc trưng của bộ cảo :
+ Được làm từ chất liệu hợp kim thép rắn chắc, không hoen gỉ.
+ Thiết kế tiêu chuẩn với các dụng cụ chuyên dụng được trang bị sẵn.
+ Dễ điều khiển và thao tác.
+ Thực hiện công việc tháo vòng bi bạc đạn ra khỏi bộ phận máy để bảo dưỡng máy một cách nhanh chóng.
+ Thuận tiện bảo quản và cất giữ.
Hình 9 : Cơ cấu bộ cảo vòng trong
2.2.1 Đánh giá ưu khuyết điểm bộ cảo trong.
- Ưu điểm :
+ Tháo dễ dàng vòng bi nằm trong ổ kín
+ Thiết kế phù hợp với tất cả các đường kính trong của vòng bi, lựa chọn gá để tháo dễ dảng. Kẹp an toàn phía sau vòng trongcho phép kéo một lực kéo cao
+ Giảm thời gian tháo lắp vòng bi ra khỏi bộ phận máy.
+ Nhanh chóng và dễ dàng lắp vào vòng trong chỉ trong một hành động nhanh.
+ Thiết kế đặc biệt để tháo dỡ vòng bi từ các vỏ hộp có gắn trên vòng ngoài. Thiết kế rất an toàn, hợp lí cho người sử dụng lao động.
- Nhược điểm :
+ Chỉ sử dụng với các vòng bi mang từ 7 đến 28 mm
+ Không thể sử dụng cho những ô bi gắn liền với trục
+ Không thể sử dụng cho những ô bi gắn liền với trục
CHƯƠNG 3 : PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
3.1 Vai trò, định hướng phát triển trong thời kì hội nhập ngành cơ khí
- Với vai trò quan trọng của ngành cơ khí và xuất phát từ nhu cầu thị trường, trong những năm qua ngành Cơ khí Việt Nam đã có sự tăng trưởng đáng kể, đóng góp một phần không nhỏ vào phát triển kinh tế - xã hội. Sau hơn 25 năm đổi mới, ngành cơ khí Việt Nam từ vài xưởng quân cụ chuyên sửa chữa xe quân sự, vũ khí, máy bay tàu hải quân, vài xưởng cơ khí chuyên cán, kéo sắt ri, xưởng sửa chữa nhỏ của tư nhân chuyên sửa chữa ôtô, xe máy, tàu thuyền… tập trung rải rác trên khắp các tỉnh thành cả nước; đến hôm nay là cả một ngành cơ khí với hàng chục ngàn doanh nghiệp bao gồm nhiều thành phần kinh tế tham gia với quy mô vốn đầu tư từ vài tỷ đến hàng ngàn tỷ, với máy móc, thiết bị đủ các loại từ đơn giản đến phức tạp ứng dụng công nghệ PLC, CNC …; sản xuất ra nhiều loại sản phẩm phục vụ cho tất cả các ngành nông – lâm- ngư nghiệp, công nghiệp, dịch vụ, du lịch, phục vụ nhu cầu trong nước và bước đầu vươn ra thị trường nước ngoài.
Ngành cơ khí Việt Nam đã không ngừng lớn mạnh cả chiều rộng lẫn chiều sâu, là một trong những ngành đầu tàu, mũi nhọn, đi tiên phong trong việc áp dụng công nghệ tiên tiến, hiện đại trên thế giới.
Về định hướng phát triển của ngành từ nay đến 2020 và tầm nhìn đến năm 2030 cần tận dụng thế mạnh sẵn có của khu vực, đầu tư phát triển ngành ở những nơi có hạ tầng cơ sở tốt. Tùng bước hình thành các ngành hỗ trợ phục vụ cho nhu cầu phát triển của ngành. Từng bước trang bị lại và hiện đại hóa các trang thiết bị hiện có. Đổi mới công nghệ, ứng dụng kỹ thuật số trong khâu thiết kế, chế tạo.
Về lâu dài, hướng phát triển là tập trung cho nghiên cứu và phát triển các thế hệ máy mới và chuyển giao công nghệ cho các cơ sở sản xuất. Khuyến khích và hỗ trợ các doanh nghiệp trong ngành nâng cấp công nghệ trong khâu gia công cơ khí và mở rộng chế tạo các dây chuyền thiết bị toàn bộ cho các lĩnh vực đang sử dụng dây chuyền và thiết bị nhập ngoại.
3.2 Phương hướng phát triển đồ án môn học.
- Để chế tạo sản xuất ra cơ cấu bộ cảo trong . Có rất nhiều thứ liên quan chúng ta cần đặt ra như là : Hiệu quả , an toàn , thiết kế.
+ Hiệu quả : hiệu quả ở đây được hiểu là vòng bi có được đảm bảo nguyên vẹn khi được tháo ra hay không ? Thời gian thao tác có được có rút ngắn được hay không ?
+ An toàn : an toàn cho vòng bi và người sử dụng lao động.
+ Thiết kế : tìm ra phương hướng, quy trình, vật liệu , máy móc để sản xuât ra bộ cảo phù hợp với vòng bi.
ÞKhoảng 16% các trường hợp bị hư hỏng sớm là do lắp ráp không đúng cách thường là do áp dụng lực quá mạnh. . .) và sử dụng các dụng cụ lắp ráp không phù hợp. Để lắp ráp vòng bi đúng cách và có hiệu quả cần áp dụng một trong các phương pháp như : cơ khí, thủy lực hoặc gia nhiệt. Với bộ cảo được thiết kế cảo vòng trong là đồ án chúng em hướng tới và đáp ứng nhu cầu sử dụng .
3.3 Yêu cầu và giải pháp của Cơ cấu
3.3.1 Các chỉ tiêu về hiệu quả sử dụng.
- Cơ thiết kế phải có năng suất và hiệu quả tương đối cao,tiết kiệm điện năng, kích thước tương đối nhỏ gọn, chi phí đầu tư thấp và vận hành tương đối dễ dàng...
- Để làm được đều này người thiết kế máy cần hoàn thiện về sơ đồ kết cấu của máy đồng thời chọn các thông số thiết kế và các quan hệ về kết cấu hợp lý.
3.3.2 Khả năng làm việc.
- Cơ cấu có thể hoàn thành các chức năng đã định mà vẫn giữ được độ bền .
- Sử dụng được cho nhiều loại vòng bi .
3.3.3 An toàn trong sử dụng.
- Một kết cấu làm viêc an toàn có nghĩa là trong đều kiện sử dụng bình thường thì kết cấu đó không gây tai nạn nguy hiểm cho người sử dụng, cũng như không hư hại cho thiết bị xung quanh.
3.3.4 Tính công nghệ và kinh tế.
- Đây là yếu tố cơ bản đối với máy để thỏa mãn yêu cầu về tính công nghệ và tính kinh tế thì máy thiết kế có hình dạng và kết cấu, vật liệu chế tạo phù hợp với đều kiện sản suất cụ thể. Đảm bảo khối lượng và kích thước hợp lý nhất, chi phí chế tạo thấp nhất quyết định giá thành sản phẩm.
- Cơ cấu nên thiết kế tối giản các chi tiết, kết cấu đơn giản, dễ chế tạo nhưng vẫn đảm bảo được đều kiện và quy mô sản xuất thực tế .
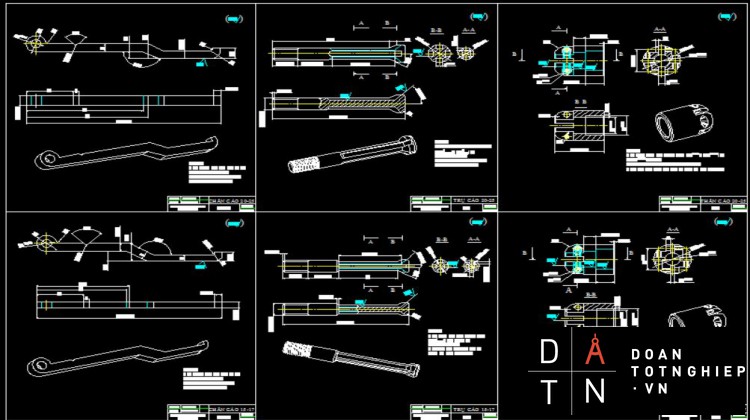
CHƯƠNG 4 : THIẾT KẾ CẢO
4.1 Thiết kế cảo
vĐộ chính xác về kích thướt:
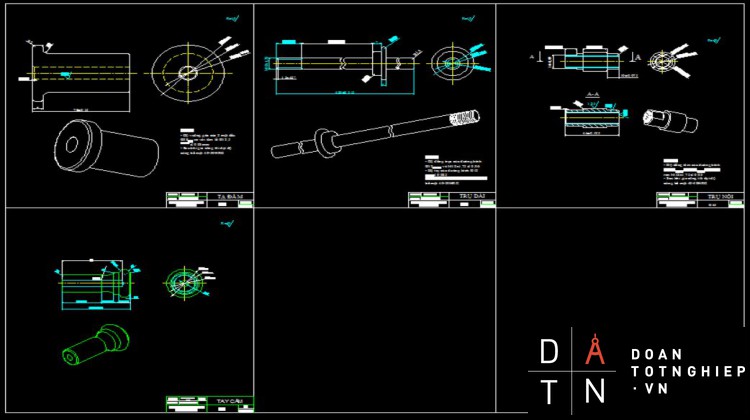
Thân cảo
Khích thước chỉ dẫn:
vKích thước Æ5+0,012mm dùng để định vị khi gia công:
+ Kích thước danh nghĩa 5mm
+Lắp ghép theo hệ thống lỗ là H7
+Phương pháp gia công là doa tinh, cấp chính xác 7
+Tra bảng 1.14 trang 18 Bảng tra dung sai lắp ghép ta có :
+Sai lệch trên ES = 0,012mm
+Sai lệch dưới EI = 0mm
IT= ES – EI = 0,012mm
vKích thước Æ 13+0,018mm dùng để dẫn hướng khi gia công:
+ Kích thước danh nghĩa 13mm
+Lắp ghép theo hệ thống lỗ là H7
+Phương pháp gia công là doa tinh, cấp chính xác 7
+Tra bảng 1.14 trang 18 Bảng tra dung sai lắp ghép ta có :
+Sai lệch trên ES = 0,018mm
+Sai lệch dưới EI = 0mm
ðIT= ES – EI = 0,018mm
vKích thước Æ16+0,018mm dùng để dẫn hướng khi gia công:
+ Kích thướt danh nghĩa là 16mm
+ Lắp ghép theo hệ thống lỗ là H7
+Phương pháp gia công là doa tinh, cấp chính xác 7
+ Tra bảng 1.14 trang 18 Bảng tra dung sai lắp ghép ta có :
+Sai lệch trên ES = 0,018mm
+Sai lệch dưới EI = 0mm
ðIT= ES – EI = 0,018mm
vKích thước Æ20+0,03mm
+ Kích thướt danh nghĩa là 20mm
+ Lắp ghép theo hệ thống lỗ là H8
+Phương pháp gia công là doa thô, cấp chính xác 8
+ Tra bảng 1.14 trang 18 Bảng tra dung sai lắp ghép ta có :
+Sai lệch trên ES = 0,033mm
+ Sai lệch dưới EI = 0mm
ðIT= ES – EI = 0,033mm
vKích thước 22±0,01mm để xác định vị trí của tâm lỗ Æ5 cần doa tinh
+Kích thước danh nghĩa 5mm
+ Cấp chính xác 7
+ Tra bảng 1.4 trang 4 Bảng tra dung sai lắp ghép ta có:
+ IT = 0,021mm => Chọn ES = 0,01mm, EI = -0,01mm
vKích thước 40±0,125mm
+ Kích thước danh nghĩa 40mm
+ Cấp chính xác 12
+ Tra bảng 1.4 trang 4 Bảng tra dung sai lắp ghép ta có:
+ IT = 0,25mm => ES = 0,125mm, EI = - 0,125mm
vKích thước danh nghĩa Æ30-0,21mm
+ Kích thước danh nghĩa là 30mm
+ Phương pháp gia công là tiện thô
+ Hệ thống trục h12
+ Cấp chính xác 12
+ Tra bảng 1.29 trang 41 Bảng tra dung sai lắp ghép ta có :
+Sai lệch trên es = 0
+Sai lệch dưới ei = -0,21mm
IT= es – ei = 0,21mm
vKích thước 15±0,09mm
+ Kích thước danh nghĩa là 15mm
+ Cấp chính xác 12
+ Tra bảng 1.4 trang 4 Bảng tra dung sai lắp ghép ta có :
+ IT = 0,18 => Sai lệch trên es = 0,09mm, sai lệch dưới ei = -0,09mm
vKích thước Æ 19mm
+ Kích thước danh nghĩa là 19mm
+ Phương pháp gia công : Khoan, Cấp chính xác theo hệ thống lỗ là H12
+ Tra bảng 1.14 trang 19 Bảng tra dung sai lắp ghép ta có:
+ Sai lệch trên ES = 0,21mm
+Sai lệch dưới EI = 0mm
ðIT= ES – EI = 0,21mm
vKích thước Æ11mm
+ Kích thước danh nghĩa là 11mm
+ Phương pháp gia công : Khoan, Cấp chính xác theo hệ thống lỗ là H12
+ Tra bảng 1.14 trang 19 Bảng tra dung sai lắp ghép ta có:
+ Sai lệch trên ES = 0,18mm
+ Sai lệch dưới EI = 0mm
ðIT= ES – EI = 0,18mm
vKích thước 4mm
+ Kích thước danh nghĩa là 4mm
+ Phương pháp gia công là phay thô
+ Cấp chính xác 12
+ Tra bảng 1.4 trang 4 Bảng tra dung sai lắp ghép ta có:
+ IT = 0,12mm => ES = 0,06mm, EI = -0,06mm
vKích thước 20mm, cấp chính xác 12
Tra bảng 1.4 trang 0034 Bảng tra dung sai lắp ghép ta có:
IT = 0,21mm => ES = 0,115mm, EI = -0,115mm
vKích thước M10, phương pháp gia công khoan, tarô
Kích thước không chỉ dẫn:
vKích thước 90mm, cấp chính xác 12
Tra bảng 1.14 trang 19 Bảng tra dung sai lắp ghép ta có:
IT = 0,35mm => ES = 0,175mm, EI = -0,175mm
vKích thước 58mm, cấp chính xác 12
IT = 0.3mm => ES = 0,3mm, EI = -0,3mm
vKích thước 49mm, cấp chính xác 12
IT = 0,25mm => ES = 0,125mm, EI = -0,125mm
vKích thước 2mm, cấp chính xác 12
IT = 0,1mm => ES = 0,05mm, EI = 0,05mm
vCác kích thước còn lại theo cấp chính xác đúc.
vĐộ chính xác về vị trí tương quan
vDung sai độ đồng tâm của tâm lỗ Æ13+0,018, Ø16+0,018, Ø20+0,02
Tra bảng 2.21 trang 91 Bảng tra dung sai lăp ghép ta có :
+ Kích thước danh nghĩa là 20mm
+ Cấp chính xác 7
+ IT = 0,025mm
ðDung sai độ đồng tâm của tâm lỗ Æ13+0,018, Ø16+0,018, Ø20+0,02 ≤ 0,025mm
vDung sai độ vuông góc giữa các tâm lỗ Ø5+0,012
Tra bảng 2.21 trang 91 Bảng tra dung sai lăp ghép ta có :
+ Kích thước danh nghĩa là 5mm
+ Cấp chính xác 7
+ IT = 0,006mm
ðDung sai độ vuông góc giữa các tâm lỗ Ø5+0,012 ≤ 0,006mm
vDung sai độ vuông góc giữa các tâm lỗ Ø5+0,012
Tra bảng 2.15 trang 83 Bảng tra dung sai lăp ghép ta có :
+ Kích thước danh nghĩa là 5mm
+ Cấp chính xác 12
+ IT = 0,06mm
ðDung sai độ vuông góc giữa 2 rãnh 5+0,12 ≤ 0,06mm
vChất lượng về mặt
vĐộ nhám bề mặt lỗ Æ13+0,018, Ø16+0,018, Ø20+0,02, Ø5+0,012
+ Tra bảng 3.1 Sách hướng dẫn thiết kế công nghệ chế tạo máy
+ Phương pháp gia công : Doa tinh
+ Cấp chính xác 7
ðRa = 0,63(µm)
vCác bề mặt gia công còn lại đạt độ nhám Rz40, gia công thô: tiện, khoan…








