ĐỒ ÁN TỐT NGHIỆP Thiết kế chế tạo máy Phay CNC gỗ 4 trục 2 trục đục đầu tượng kết hợp đục phẳng
NỘI DUNG ĐỒ ÁN
TỔNG KẾT
Kết quả đạt được:
- Chế tạo thành công mô hình máy CNC4 trục.
- Máy chạy ổn định và độ chính xác ở mức độ vừa phải.
- Thực hiện gia công được một số sản phẩm thực trên máy.
Những điểm hạn chế:
- Chưa có bộ phận thay dao.
Hướng phát triển:
- Chế tạo phần cơ khí đồng bộ và chính xác hơn để có thể gia công các vật liệu cóđộ cứng cao hơn.
- Cải tiến thêm các phàn mềm gia công khác
- Thêm nhiều đầu hơn để nâng cao năng suất
KẾT LUẬN
Đề tài “Thiết kế, tích hợp và chế tạo máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng” tạo ra được một sản phẩm có ý nghĩa trong thực tiễn, giúp sinh viên có những kiến thức thực tế rất tốt bổ sung cho lý thuyết đã được học trong sách vở.
Hoàn thành đề tài tốt nghiệp em đã đúc rút được rất nhiều kinh nghiệm trong thiết kế và chế tạo:
- Có hiểu biết chung về các loại máy CNC và các hệ thống điều khiển của máy CNC
- Nâng cao kỹ năng tính toán và thiết kế, chế tạo máy.
- Có thể vận hành tốt các máy gia công như máy phay, máy khoan, máy tiện.
- Thiết kế phần mềm hỗ trợ giúp khai thác tốt hơn trong việc sử dụng máy.
Tuy nhiên, do trình độ và kinh nghiệm trong thực tế còn có hạn chế nên trong quá trình thực hiện đề tài em không thể tránh khỏi những sai sót. Em mong được sự hướng dẫn, chỉ bảo của các thầy cồ, sự góp ý quý báu của các bạn để em có thể củng cố và hoàn thiện những kiến thức của mình.
Chúng em xin bày tỏ lòng biết ơn sâu sắc tới PGS.TS.GVCC Phạm Văn Hùng đã tận tình hướng dẫn, giúp đỡ chúng em trong suốt quá trình làm đề tài này. Đồng thời gửi lời cảm ơn tới các thầy, các cô trường Đại học Bách Khoa Hà Nội đã hỗ trợ, giúp đỡ em hoàn thành đề tài này.
MỤC LỤC
Chương 1: TỔNG QUAN VỀ MÁY CÔNG CỤ CNC……………………..…….10
I. GIỚI THIỆU VỀ MÁY CÔNG CỤ CNC……………………………………10
1.1 Sơ lược về máy CNC và quá trình phát triển………………………………..……10
1.2 Cơ sở của máy CNC………………………………………………………………….11
1.3.Đặc điểm và phân loại……………………………………………………………….12
II. Nguyên lý vận hành của máy công cụ điều khiển số………………………12
2.1 Chương trình gia công một chi tiết………………………………………………….12
2.2 Khối điều khiển………………………………………………………………………...13
2.3 Điều khiển logic………………………………………………………………………..13
2.4 Cấu trúc các khối chức năng của hệ………………………………………………..13
III.Hệ thống tính toán và điều khiển……………………………………………14
3.1 Khái niệm và phân loại……………………………………………………………….14
3.2 Chuẩn bị chương trình điều khiển cho hệ CNC…………………………………..15
3.2.1 Chuẩn bị chương trình bằng tay………………………………………………..15
3.2.2 Chuẩn bị chương trình từ máy vi tính………………………………………….15
3.3 Cấu trúc hệ điều khiển CNC………………………………………………………….17
3.4 Hệ DNC………………………………………………………………………………….18
3.5 Hệ thống gia công linh hoạt FMS……………………………………………………18
CHƯƠNG 2: MÁY CNC 4 TRỤC 2 ĐẦU TƯỢNG KẾT HỢP ĐỤC PHẲNG
- Giới thiệu chung máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng…….19
II. CẤU TẠO VÀ CHỨC NĂNG CỦA MÁY:………………………………..23
1.Cấu tạo máy……………………………………………………………………..…23
1.1 Tủ điện…………………………………………………………………………24
1.2 Actomat………………………………………………………………………..25
1.3 Khởi động từ 3 pha…………………………………………………………..25
1.4 Nguồn 24v…………………………………………………………………….26
1.5 Timer…………………………………………………………………………..27
1.6 Rơle……………………………………………………………………………28
1.7 Cầu đấu dây………………………………………………………………….29
1.8 Bộ điều khiển………………………………………………………………...30
1.9 Driver…………………………………………………………………………31
1.10 Biến tần……………………………………………………………………..32
2 Chức năng của máy……………………………………………………………...33
CHƯƠNG 3: THIẾT KẾ MÁY CNC 4 TRỤC 2 ĐẦU TƯỢNG KẾT HỢP ĐỤC PHẲNG
- THIẾT KẾ HỆ THỐNG CƠ KHÍ………………………………………….....34
3.1 Thiết kế chi tiết…………………………………………………………………………34
3.1.1 Thiết kế trục Z………………………………………………………………………..35
3.1.1.1 Tính toán chọn trục vít me……………………………………………………35
3.1.1.2 Tính toán đường dẫn hướng cho trục Z……………………………………..41
3.1.1.3 Tính chọn động cơ……………………………………………………………..44
3.1.2 Thiết kế trục Y……………………………………………………………………….46
3.1.2.1 Tính toán chọn trục vít me…………………………………………………….46
3.1.2.2 Tínhchọn ray dẫn hướng trục Y……………………………………………….52
3.1.2.3Tính chọn động cơ……………………………………………………………….54
3.1.3 Thiết kế trục X……………………………………………………………...57
3.1.3.1 Tính toán chọn thanh răng bánh rang…………………………………...57
a. Tính toán bánh rang………………………………………………………….57
b. Thông số của cặp bánh răng thanh rang…………………………………59
3.1.3.2 Tính chọn ray dẫn hướng trục X……………………………………………60
3.1.3.3 Tính chọn động cơ……………………………………………………………63
3.1.4 Thiết kế trục A……………………………………………………………..65
3.1.5 Quy trình công nghệ chế tạo và lắp ráp………………………………………..69
3.1.5.1 Quy trình công nghệ gia công chi tiết tấm Thép………………………….70
3.1.5.1.1 Chức năng làm việc của chi tiết…………………………………………..70
3.1.5.1.2 Yêu cầu kỹ thuật của chi tiết………………………………………………70
3.1.5.1.3 Thiết kế bản vẽ chi tiết…………………………………………………..70
3.1.5.1.4 Xác định đường lối công nghệ…………………………………………70
3.1.5.1.5 Trình tự gia công hợp lý………………………………………………..74
3.1.6 Quy trình lắp ráp…………………………………………………………………74
3.1.6.1 Kết cấu khung máy…………………………………………………………74
3.1.6.2: Kết cấu cụm chuyển động trục Z…………………………………………76
3.1.6.3 : Kết cấu cụm truyền động trục Y…………………………………………76
3.1.6.4 Kết cấu cụm chuyển động trục X………………………………………….77
3.1.6.5: Kết cấu hệ thống khung đế và tưới nguội………………………………78
II. THIẾT KẾ HỆ THỐNG ĐIỆN……………………………………………79
3.2.1 Vật tư cần thiết…………………………………………………………………..79
3.2.2 Một số thiết bị đấu nối cần chú ý……………………………………………..83
3.2.2.1 Driver…………………………………………………………………………..83
a. Driver trục X, Y, Z………………………………………………………………...83
b. Driver trục A………………………………………………………………………84
3.2.2.2 Biến tần HuaYuan G1…………………………………………………………85
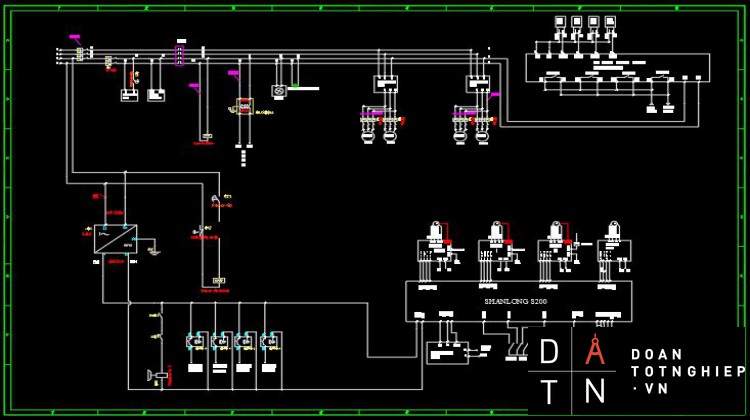
3.2.3 Bản vẽ điện đấu nối các thiết bị………………………………………………86
3.2.3.1 Các thiết bị theo kèm…………………………………………………………86
3.2.3.2 Nguồn 24V và các thiết bị kết nối với nguồn 24V……………………….87
3.2.3.3 Bộ điều khiển và các thiết bị kết nối với bộ điều khiển………………...88
3.2.3.4 Kết nối biến tần với củ đục………………………………………………….89
3.2.3.5 Bộ điều khiển nhiệt…………………………………………………………..90
CHƯƠNG 4 THIẾT KẾ HỆ THỐNG ĐIỀU KHIỂN
4.1 Bộ điều khiển ShanLong S200………………………………………………….91
4.1.1 Các phím cơ bản………………………………………………………………92
4.1.1.1 Các phím chức năng………………………………………………………92
4.1.1.2 Các tổ hợp phím…………………………………………………………...94
4.1.2 Các bước vận hành máy……………………………………………………….95
4.1.2.1 Khởi động máy………………………………………………………………95
4.1.2.2 Chạy 2D hoặc 3D (chạy tranh hoặc cắt thủng, vách ngăn)…………96
- Lấy tâm vật liệu………………………………………………………………96
- Load File………………………………………………………………………97
- Chạy máy………………………………………………………………………99
- Chạy lại khi mất điện hoặc tạm dừng……………………………………..100
4.1.2.3 Chạy Tượng…………………………………………………………………..102
- Lấy tâm vật liệu………………………………………………………………..102
b. Load File, chạy máy, chạy lại…………………………………………………102
4.1.2.4 Tắt máy………………………………………………………………………..102
4.2 Phần mềm Powermill hỗ trợ gia công máy CNC 4 trục……………………...103
4.2.1 Giới thiệu phần mềm Powermill……………………………………………..103
4.2.2 Tiến hành gia công trên phần mềm PowerMill……………………………109
Tổng kết……………………………………………………………………….120
Kết luận……………………………………………………………………….121
Tài liệu tham khảo………………………………………………………..….122
LỜI NÓI ĐẦU
Ngày nay máy CNC không còn là khái niệm xa lạ tại Việt Nam. Máy CNC xuất hiện tại hầu hết các lĩnh vực sản xuất, đặc biệt là trong công nghiệp. Tuy nhiên hầu hết các máy CNC trong nước đều là nhập từ một số nước như Đức, Nhật và Trung Quốc, và giá thành các máy CNC đều rất cao. Những máy CNC thiết kế và sản xuất tại việt nam còn rất ít và hầu như chỉ dừng lại ở mức độ “chế máy CNC chạy được”. Do vậy chúng em đã quyết định chọn đề tài thiết kế hệ thống điều khiển cho máy CNC, để mong rằng trong một tương lai gần, những máy CNC được thiết kế và sản xuất tại Việt Nam sẽ có chất lượng tốt hơn và ngày càng phổ biến hơn, từ đó thúc đẩy sự phát triển của nền khoa học công nghệ trong nước.
Trong đề tài đồ án môn tốt nghiệp, mục tiêu trước tiên mà em hướng tới là chế tạo được mô hình máy CNC hoạt động ổn định với sai số nhỏ, dễ dàng thao tác, năng suất cao và phù hợp với nhu cầu thực tế... Tuy nhiên do kinh nghiệm còn hạn chế và thời gian thực hiện có hạn, nên đồ án của em còn những thiếu xót, và mục tiêu ổn định dao động và thiết kế tích hợp các bộ phận còn chưa đc hoàn thiện. Em mong nhận được những ý kiến đóng góp của các thầy cô để hoàn thiện hơn để tài.
Em xin chân thành cảm ơn thầy giáo PGS.TS.GVCC Phạm Văn Hùng, cùng các thầy cô trong đã hướng dẫn, giúp đỡ và tạo điều kiện tốt để em hoàn thành đồ án tốt nghiệp này.
CHƯƠNG I. TỔNG QUAN VỀ MÁY CÔNG CỤ CNC
I. GIỚI THIỆU VỀ MÁY CÔNG CỤ CNC
1.1Sơ lược về máy CNC và quá trình phát triển
Điều khiển số (Numerical Control) ra đời với mục đích điều khiển các quá trình công nghệ gia công cắt gọt trên các máy công cụ. Về thực chất, đây là một quá trình tự động điều khiển các hoạt động của máy (như các máy cắt kim loại, robot, băng tải vận chuyển phôi liệu hoặc chi tiết gia công, các kho quản lý phôi và sản phẩm...) trên cơ sở các dữ liệu được cung cấp là ở dạng mã số nhị nguyên bao gồm các chữ số, số thập phân, các chữ cái và một số ký tự đặc biệt tạo nên một chương trình làm việc của thiết bị hay hệ thống.
Lịch sử phát triển của NC bắt nguồn từ các mục đích về quân sự và ang không vũ trụ khi mà yêu cầu các chỉ tiêu về chất lượng của các máy bay, tên lửa, xe tăng... là cao nhất. Ngày nay, lịch sử phat triển NC đã trải qua các quá trình phát triển không ngừng cùng với sự phát triển trong lĩnh vưc xử lý từ 4 bit, 8 bít... cho đến nay đã đạt đến 32 bit và cho phép thế hệ sau cao hơn thế hệ trước và mạnh hơn về khả năng lưu trữ và xử lý.
Hiện nay, lĩnh vực sản xuất tự động trong chế tạo cơ khí đã phat triển và đạt trình đến trình độ rất cao như các phân xưởng tự động sản xuất linh hoạt và tổ hợp CIM (Computer Integrated Manufacturing) với việc trang bị thêm các Robot cấp phôi liệu và vận chuyển, các hệ thống đo lường và quản lý chất lượng tiên tiến, các kiểu nhà kho hiện đại được đưa vào áp dụng đã mang lại hiệu quả kinh tế rất đáng kể.
1.2. Cơ sở của máy CNC
Các trục của máy CNC được trang bị dụng cụ đo vi trí để xác định tọa độ các bàn máy và của dụng cụ cắt. Khi bàn máy di chuyển thì các dụng cụ đo lường phat ra tín hiệu điện, hệ điều khiển CNC xử lý tín hiệu điện này và xác định vị trí chính xác của bàn máy trong hệ trục tọa độ.
Hình 1.3.Mô hình hệ tọa độ bàn máy
Theo tiêu chuẩn ISO, các trục chuyển động cắt gọt khi gia công chi tiết trên máy CNC phải nằm trong một hệ trục tọa độ Descarte theo nguyên tắc bàn tay phải. Trong đó có ba chuyển độngtịnh tiến theo các trục và ba chuyển động quay các trục tương ứng. Một máy công cụ CNC có thể điều khiển tới sáu trục gồm tịnh tiến theo X, Y, Z, và các trục A,B,C quay quanh các trục X, Y, Z. Một điểm trong không gian hệ tọa độ Descarte được xác định tọa độ qua hình chiếu của nó lên ba trục X,Y, Z.
1.3.Đặc điểm và phân loại
Một cách tổng quát các máy công cụ có thể được phân loại theo các đặc điểm sau.
- Truyền động: Thủy lực, khí nén và điện...
- Phương pháp điều khiển: Tọa độ quỹ đạo...
- Hệ thống định vị : Định vị kích thước tuyệt đối và định vị nối tiếp
- Các vòng lặp điều khiển: Vòng hở, vòng kín, vòng nửa kín.
- Số trục tọa độ: 3 trục, 4 trục, 5 trục...
Theo chức năng thì các máy công cụ CNC cũng như các máy công cụ vạn năng, có thể được chia thành các nhóm sau:
- Nhóm máy tiện đại diện cho các máy tiện trong, tiện ngoài trên một phôi đang quay, cũng như cắt ren trong và ren ngoài...
- Nhóm máy phay dùng để phay những chi tiết có cấu tạo hình học đa dạng tạo ra các bề mặt và góc đa dạng và cũng có thể khoan, phay và doa. Thay đổi nguyên công bằng cách thay dụng cụ cắt, có nghĩa là chỉ cần một lần gá kẹp.
- Nhóm máy mài để gia công tinh. Nhóm này bao gồm các máy mài trục, mài lỗ, mài phẳng, mài ang, mài rẵng then, mài dụng cụ...
- Nhóm trung tâm gia công: Khoan, phay, tiện , doa...
II. Nguyên lý vận hành của máy công cụ điều khiển số
2.1 Chương trình gia công một chi tiết
- Chương trình gia công chi tiết bao gồm có các chương trình diếu khiển số và dữ liệu.
- Chương trình điều khiển được soạn thảo bằng ngôn ngữ lập trình và lưu giữ trong vật mang tin (băng từ, điac từ hoặc đĩa Compact CD) sau đó được nạp vào hệ điề khiển số qua cửa nạp tương thích.
- Dữ liệu gốm các giá trị hiệu chỉnh biên dạng, các dữ liệu hiệu chỉnh máy, các số liệu về dụng cụ cắt...được nạp vào từ bằng điều khiển.
- Chương trình điều khiển và dữ liệu được chuyển trực tiếp từ máy chủ sang hệ điều khiển số của từng trạm gia công (hệ DNC).
2.2 Khối điều khiển
- Chức năng của khối điều khiển là thực hiện chương trình gia công chi tiết cơ bản trên cơ sở dữ liệu sẵn có và tín hiệu từ bên ngoài.
- Nhận các giá trị vị trí của các trục từ sensor đo vị trí encoder, và tốc độ của các trục.
- Thực hiện các chương trình điều khiển các cơ cấu chấp hành, động cơ của trục chính, động cơ của các trục truyền động riêng lẻ để phối hợp tạo nên biên dạng nà điều khiển tốc độ các trục.
2.3.Điều khiển logic
Điều khiển toàn bộ hoạt động của hệ như sau: tốc độ chạy nhanh (không cắt) tối đa, bố trí xắp đặt các trục máy, các trạng thái đóng ngắt mạch của hệ điều khiển và giới hạn vùng làm việc của hệ thống công nghệ (bàn máy, gá lắp, dụng cụ), lệnh đóng ngắt bơm dung dịch làm mát và bôi trơn, lệnh tạo số vòng quay cho trục chính, lệnh thay dụng cụ. Đầu ra khối điều kiển logic điều khiển các cơ cấu chấp hành như : Van thủy lực, van khí nén, các rơ-le...
2.4 Cấu trúc các khối chức năng của hệ
- Màn hình dùng để hiển thị tọa độ hiện tại của các trục truyền động, trạng thái làm việc của toàn hệ thống...
- Bảng điều khiển để vào dữ liệu điếu chỉnh máy, lập trình gia công, cài đặt hệ thống...
- Tay quay điện tử dùng để vận hành máy trong các trường hợp để hiệu chỉnh máy, do chi tiết...mà phải mở cửa làm việc.
- Các khối vào ra(I/O), các bộ phận điều khiển truyền động( BĐK) liên lạc với CPU thông qua một Bus hệ thống. Các khối Flash + Ram để lưu trữ các chương trình điều khển, dữ liệu máy và liên lạc với CPU thông qua Bú trong của CPU.
III.Hệ thống tính toán và điều khiển
3.1Khái niệm và phân loại
Hệ điều khiển CNC thực hiện lưu đồ điều khiển như hình 1.6. Giai đoạn đầu tiên, những thông tin về kích thước công nghệ được đưa sang khâu chuẩn bị chương trình, sau đó là công việc lập trình điều khiển.
Chương trình điều khiển được đưa vào thiết bị tính toán điều khiển, tạo tín hiệu điều khiển các hệ truyền động điện tự động.
Cấu trúc của thiết bị tính toán điều khiển có thể chia ra làm hai nhóm : NC và CNC.
Trong hệ CNC các chương trình điều khiển được đưa vào khối xử lý sao cho chương trình sau đó qua đầu vào đưa đến các khối giả mã nhằm tạo ra các mã tương thích của máy. Tín hiệu này hoặc đưa trực tiếp vào khối điều khiển hoặc đưa vào bộ nhớ đệm và cuối cùng đến bộ nội suy để tính toán phân ra các chuyển động trên các trục tọa độ. Mặt khác thông tin điều khiển còn đưa ra các lệnh điều khiển công nghệ như tốc độ cắt, xoay chi tiết, thay dao...
3.2Chuẩn bị chương trình điều khiển cho hệ CNC
3.2.1Chuẩn bị chương trình bằng tay
Những thông tin cần thiết để chuẩn bị chương trình là: Bản vẽ chi tiết và các điều kiện công nghệ. Người soạn thảo chương trình phải chuyển thông tin đó thành các chương trình điều khiển số cho máy gia công.
- Chọn hệ tọa độ (Tương thích với hướng dẫn của ISO) sao cho điểm tọa độ ban đầu cần phải trùng với điểm xuất phát của dụng cụ cắt hoặc chi tiết gia công.
- Dựa trên quỹ đạo chuyển động giữ các điểm tựa, viết chương trình quỹ đạo chuyển động (Đường thẳng, đường tròn, Parabol...). Nếu như dùng angg pháp gần đúng thì phải tính sai số.
- Dựa vào các thông tin về công nghệ như chế đọ cắt, dụng cụ cắt, tốc dộ cắt, thành lập biểu đồ công nghệ.
3.2.2Chuẩn bị chương trình từ máy vi tính
Chuẩn bị chương trình điều khiển thực hiện bằng tính toán trực tiếp với chi tiết gia công phức tạp mất nhiều thời gian và độ chính xác không đảm bảo. Ngày nay người ta thường thực hiện chuẩn bị chương trình nhờ máy tính. Đặc trưng của lập trình bằng máy là việc ứng dụng một ngôn ngữ lập trình định hướng đối tượng.
Với sự trợ giúp của ngôn ngữ lập trình như vậy ta có thể:
- Xác định những nhiệm vụ gia công tương đối đơn giản và không thực hiện các tính toán bằng tay.
- Những tính toán cần thiết đều do máy tính thực hiện.
- Dùng một ngôn ngữ biểu tượng tương đối dễ học mà các từ của nó hợp thành bởi khái niệm phổ biến Trong ngôn ngữ chuyên môn của kỹ thuật gia công.
- Tiết kiệm phần lớn thời gian trong khi mô tả chi tiết cần gia công và các chu trình công tác cần thực hiện.
- Hạn chế được các lỗi lập trình, vì so với lập trình bằng tay chỉ cần cấp ít dữ liệu vào máy tính và hầu như không cần phải tính toán.
- Trong việc thực hiện tự động hóa chuẩn bị chương trình điều khiển máy tính sẽ đảm nhận các bài toán về kích thước hình học và công nghệ tính toán các tọa độ điểm tựa, tiệm cận hóa cá đường cong, tính toán các tham số khoảng cách đẳng trị. Tính toán lượng ăn dao và tốc độ cắt , cụ thể gồm các bước sau:
- Chon ngôn ngữ để mô tả quỹ đạo chuyển động, ngôn ngữ này phải có đủ khả năng mô tả kích thước tham số của quỹ đạo chuyển động với lời diến tả đơn giản dễ sử dụng.
- Gia công thuật biến đổi thông tin về kích thước hình học sao angg thể phối hợp với ngôn ngữ của máy gia công.
- Tạo các thuật toán giải các bài toán mẫu theo các quỹ đạo gia công đặt ra.
- Gia công các thuật toán để phục vụ cho các đối tượng cụ thể.
3.3Cấu trúc hệ điều khiển CNC
Máy tính có nhiệm vụ quản lý, quan sát, lập trình. Ngoài ra nhờ có khối ghép nối (Interface Bus) để hệ có thể nối mạng với accs máy tính bên ngoài với mục điachs để truyền dữ liệu, quản lý, theo dõi hoặc điều khiển DCN. Bảng điều khiển và tay quay điện tử dùng để vận hành máy, vào các dữ liệu, chọn các chế độ làm việc, lập trình gia công...
Khối NC có nhiệm vụ thu thập và xử lý dữ liệu, nội suy, tính toán quỹ đạo, điều phối. Chức năng của PLC là điều khiển quá trình công nghệ của toàn hệ. Trong một số trường hợp cả ba khối (NC, PLC, và khối vi điều khiển ) được chế tạo thành một khối, nó đảm bảo toàn bộ chức năng điều khiển của hệ.
Khối vi điều khiển gồm các Controller (bộ điều khiển vị trí, bộ điều chỉnh tốc độ ...) thực hiện tất cả các bước cho chuyển động tuyến tính, các chuyển đông phi tuyến để đạt được biên dạng lập trình.
3.4.Hệ DNC
Máy công cụ CNC được điều khiển theo chương trình số viết bằng các mã kí tự số, các chữ cái và một số ký tự chuyên dụng khác. Trong đó hệ thống điều khiển có cài đặt các bộ vi xử lý đảm nhiệm các chức năng cơ bản của chương trình số như: tính toán tọa độ trên các trục điều khiển theo thời gian thực, giám sát các trạng thái thực của máy, tính toán các giá trị chỉnh lý dao cắt, tín toán nội suy trong điều khiển quỹ đạo biên dạng (tuyến tính, phi tuyến), thực hiện so sánh các cặp giá trị mong muốn và giá trị thực.
Điều khiển trực tuyến DNC (Direct Numerical Control) là một hệ thống điều khiển trong đó dùng máy tính điều hành trực tiếp nhiều máy công tác điều khiển theo chương trình số. Đặc tính cơ bản của hệ DNC là sự ghép nối trực tuyến (online) nhiều máy CNC với một máy tính.
3.5.Hệ thống gia công linh hoạt FMS
Hệ thống gia công linh hoạt bao gồm các loại máy công tác, chủ yếu là acscmays CNC, liên kết với nhau bởi các hệ thống điều khiển và hệ thống vận chuyển cho toàn bộ quá trình, sao cho phạm vi giới hạn của hệ thống, một trình tự gia công kgacs nhau, có thể được tiến hành theo thứ tự lựa chọn tự do.
Việc điều hành các quá trình tính toán cần thiết cho tất cả các hệ thống con trong hệ thống gia công linh hoạt, tất yếu phải dựa trên cơ sở các máy côn cụ CNC vận hành theo nguyên tắc điều khiển DNC.
CHƯƠNG 2: MÁY CNC 4 TRỤC 2 ĐẦU TƯỢNG KẾT HỢP ĐỤC PHẲNG
I, Giới thiệu chung máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng
Việt Nam là 1 Quốc gia mà ¾ lãnh thổ là đồi núi, do đó sản lượng gỗ ang năm là rất lớn, mà nhu cầu gia công các sản phẩm từ gỗ cũng rất cao và cần thiết do hiệu quả kinh tế và tính thẩm mỹ cao. Việc sản xuất thủ công không đáp ứng đủ nhu cầu của xã hội hiện nay, do đó đòi hỏi phải sử dụng máy móc trang thiết bị hiện đại vào sản xuất đáp ứng được tính thẩm mỹ và kinh tế. Các sản phẩm như tượng gỗ, tranh gỗ, bàn ghế gỗ,…có nhu cầu vô cùng lớn.
Từ đó việc phát triển máy CNC gia công gỗ đáp ứng được nhu cầu lớn của xã hội là rất bức thiết.
Trong điều kiện kinh tế nước ta hiện nay nhập 1 chiếc máy CNC gia công gỗ từ nước ngoài về thì chi phí và công sức bỏ ra rất lớn.
Qua tìm hiểu nghiên cứu và học tập em xin giới thiệu về máy CNC 4 trục 2 đầu đục tượng kết hợp đục phẳng với đường kính tượng từ 30 – 50cm.
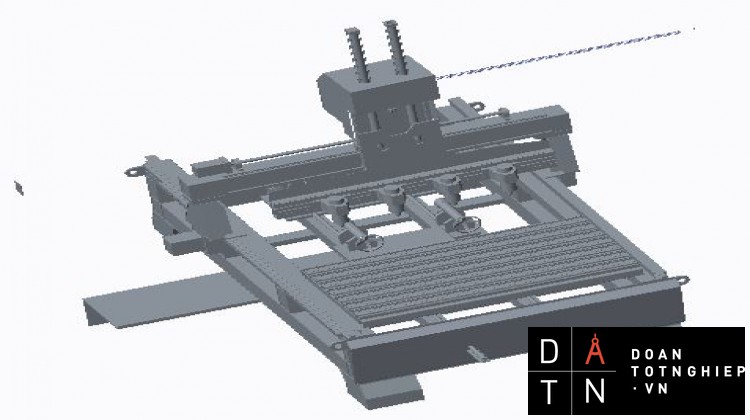
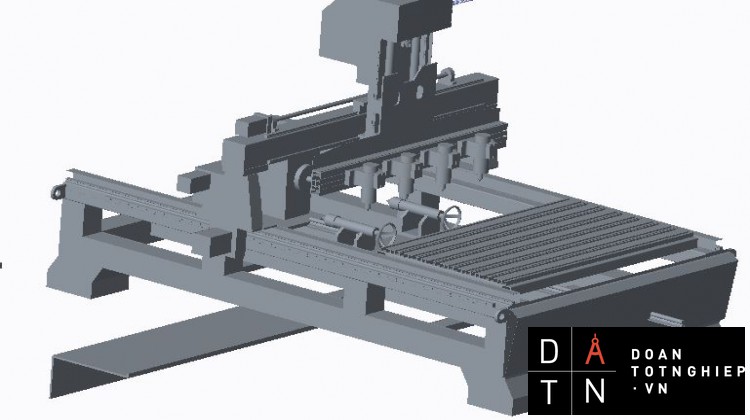
Máy CNC 4 trục hay còn gọi là máy cnc đục tượng gỗ là dòng máy chuyên đục những sản phẩm xoay chiều 360 độ như trụ rồng, tượng gỗ, trụ cầu thang, con tiện xoay,... Thiết kế máy hiện đại, 4 trục hoạt động đồng thời, có khả năng kết hợp đục 3D khi lắp thêm hệ thống nhôm mặt bàn
Hình 1.10 Hình ảnh máy CNC 4 trục 2 đầu tượng kết hợp 4 đầu đục phẳng
Ưu điểm của Máy gia công gỗ Sản phẩm được tạo ra không phụ thuộc nhiều vào tay nghề của người thợ. Khi làm thủ công thì những người thợ cần trải qua quá trình đào tạo lâu dài để có được tay nghề tốt nhất, tuy nhiên những sản phẩm lại chưa có sự đồng đều về mẫu mã. Nay khi có máy gia công gỗ, thợ chỉ cần điều khiển máy và theo dõi quá trình vận hành của nó, không yêu cầu qua nhiều tay nghề.
Thời gian để máy gia công gỗ sản xuất ra một sản phẩm cực nhanh do có tốc độ vòng quay lớn, độ dịnh chuyển của dao cũng như tốc độ cắt, khắc của đầu đục rất nhanh sẽ tạo ra sản phẩm đẹp, chất lượng và đồng bộ, hiệu suất cao nên thời gian tạo ra sản phẩm được rút ngắn đáng kể.
Máy gia công gỗ được được ứng dụng trong các công xưởng lớn, Sản phẩm này chỉ dành cho các công ty và xưởng gia công lớn mà yêu cầu năng suất, chất lượng phải đặt lên hàng đầu. Tốc độ gia công nhanh do giảm được thời gian chết khi gá lắp phôi, giảm bớt chi phí nhân công trình độ cao trong vận hành máy.
Máy gia công gỗ có thể gia công nhiều loại sản phẩm với đủ mọi chi tiết từ dễ đến khó. Không những vậy độ chính xác lại cũng rất tốt, chuẩn theo mẫu đã được mặc định sẵn.
Hiệu quả kinh tế cao. Đầu tư một chiếc máy thì có giá thành khá đắt nhưng bù lại, chủ lại tiết kiệm được khoản tiền thuê nhân công. Đây là một bài toán kinh tế rất có lợi.
Máy phay CNC 4 trục
Phân loại máy theo đặc tính chuyển động của máy
a.Phương án chuyển động phôi gắn trên bàn máy trục X di chuyển dọc bàn máy trục Y di chuyển sang 2 bên trục Z chuyển dộng lên xuống có thêm 1 trục A quay quanh trục X
Hình 1. 1 Phương án chuyển động 1 ( H-Frame)
- Đặc điểm :
- Phần cố định bao gồm khung máy ( hay bệ đỡ)
- Trục X trượt trên các thanh trượt gắn cố định ở khung, trục Z trượt trên trục Y, nên trên trục Y có gắn các thanh trượt, động cơ và cơ cấu truyền động của trục Z.
- Ưu điểm: Phương án truyền thống bộ phận đỡ trục chính cố định tăng độ cứng vững chắc chắn hơn khi gia công
- Nhược điểm: Trong quá trình gia công phôi di chuyển sẽ cần không gian phạm vi làm việc rộng xung quanh máy gấy chiếm diện tích và không an toàn khi gia công. Trục thứ 4 có kích thước gia công hạn chế, khó ang trong lắp ráp, bảo dưỡng.
b.Phương án trục Z cố định, phôi di chuyển
- Đặc điểm:
- Trục X di chuyển trên bệ máy, trục Y di chuyển trên trục X, trục Z cố định. Phương án này không khả thi, khi gia công máy cần chuyển động cả bàn máy cùng phôi di chuyển. Do đó máy cần động cơ trục X,Y với công suất lớn, giá thành cao và không đảm bảo độ cứng vững, an toàn khi gia công.
- ưu điểm: độ cứng vững máy có thể đạt mức cao, độ chính xác tốt là lựa chọn ưu tiên cho các máy CNC gia công công nghiệp
- nhược điểm: kết cấu máy phải tương đối lớn, hành trình di chuyển bị bó hẹp và phụ thuộc vào khoảng công xôn của đầu trục chính
Hình 1. 2: Phương án chuyển động 2
c.Phương án phôi cố định trên bàn máy, trục Y di chuyển mang theo trục X và Z mang dụng cụ gia công di chuyển, trục thứ 4 nằm phía ngoài vùng gia công bàn máy XY
Trục Y chuyển động trên bệ máy, trục X chuyển động trên trục Y , trục Z chuyển động trên trục X :
- Đặc điểm :
- Như trên hình, để trục Y có thể trượt được trên bệ đỡ vừa nâng được các trục X và Z thì nó thường phải có kết cấu vũng chắc và có các thanh giằng ngang, để toàn bộ phần trượt Y không bị vênh. Xộc xệch khi di chuyển. Đồng thời 2 tấm đỡ 2 bên phải đủ độ dày để khi cắt vào trục trượt của bệ đỡ thì khớp trượt không bị rơ, đảm bảo trượt ổn định và không sai số.
- Trục X trượt trên trục Y có gắn các hệ số các thanh trượt, cơ cấu truyền động, động cơ ... tất cả các bộ phận này chuyển động cùng với trục Y.
- Trên trục Z có bắt các cơ cấu bắt động cơ chạy di chuyển bút vẽ. Trục Z trượt trên trục X nên trên bộ phận trượt trục X có các thanh trượt, động cơ, cơ cấu truyền động cho trục Z.
- Trên bệ đỡ có các thanh trượt trục Y và phôi cần gia công.
- Ưu điểm: sử dụng angg án này máy sẽ hoạt động trong một không gian xác định. Trục thứ 4 có không gian gia công lớn hơn.
- Nhược điểm: Phần trên của máy đỡ trục chính di chuyển khó đảm bảo độ cứng vững bền trong quá trình gia công và sử dụng lâu dài.
Kết luận
Với mục đích sử dụng, để đảm bảo kết cấu và không gian làm việc của máy nhỏ gọn, máy làm việc đạt độ chính xác cao, ta lựa chọn phương án bàn máy mang phôi di chuyển trục Y với sơ đồ chuyển động như sau:
Hình 1. 3: Phương án chuyển động lựa chọn
II. CẤU TẠO VÀ CHỨC NĂNG CỦA MÁY
1 Cấu tạo máy
Máy gồm các phần chính:
- Phần tủ điện điều khiển:
- Bộ điều khiển Shanlong S200
- Các bộ Driver, động cơ servo có phản hồi Encoder
- Biến tần điều khiển động cơ spindle
- Khối cấp nguồn: máy biến áp, nguồn xung 24VDC
- Thiết bị đóng cắt
- …
- Phần cơ khí:
- Khung cơ khí: cấu tạo từ thép định hình, thép khối được gia công xử lý trên các trung tâm gia công CNC với độ chính xác và độ bền cao
- Hệ thống truyền động: các thanh dẫn hướng, trục vit me, thanh ray vuông, đai ốc hộp số, hộp giảm tốc
- Các động cơ trục chính, động cơ servo
- …
- Phần phụ trợ
- Hệ thống dầu bôi trơn
- Hệ thống nước làm mát
- Hệ thống bao che an toàn, chống bụi
1.1 Tủ điện
Khung tủ đạt tiêu chuẩn chống bụi và nước với tiêu chuẩn IP43 – IP55 nhờ được chế tạo từ thép tấm thép có lớp sơn tĩnh điện dày 2mm – 3mm.
_Tiêu chuẩn: IEC 60439-1
_Dòng điện định mức : 0,4kA – 50Hz
_Dòng điện tối thiểu và tối đa : 100A – 6300A
..............
Hình 4.8 Giao diện phần mềm Powermill
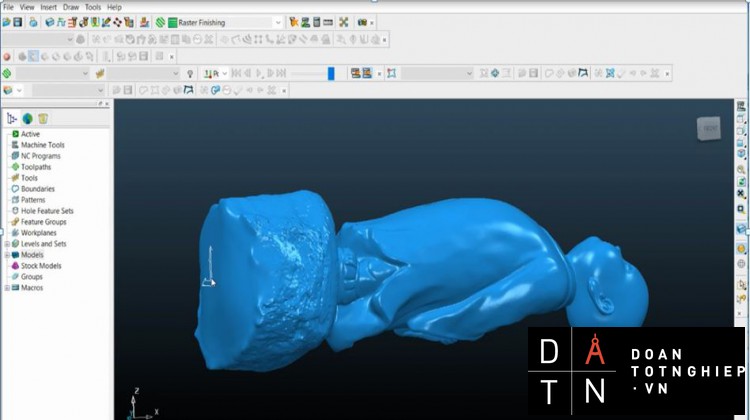
Phầm mềm Powermill hỗ trợ gia công tượng với nmẫu có sẵn được tải trên maufree.vn hoặc các mẫu được lưu dưới định dạng đuôi .stl
Để nhập 1 bức tượng vào File>>Import Model chon File tượng định gia công được lưu dưới định dạng .stl
Sau khi nhập được ảnh ta nhấn vào “WireFrame” ở thanh công cụ bên phải
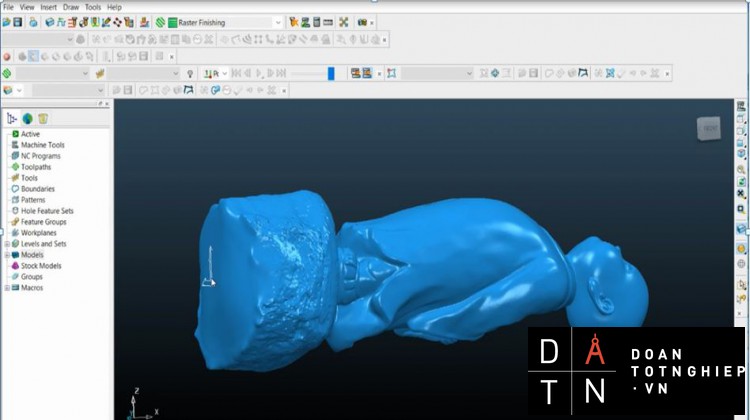
Hình 4.9 Nhập tượng cần gia công
Sau đó tiếp tục nhấp chon “Plain Shade” để hiện bức tượng cần gia công ra màn hình.
Tiếp đó nhấn chọn “View From Front (-Y)
Hình 4.10 Tượng ở góc nhìn Y
Nếu bức tượng chưa nằm ngang khi ở góc nhìn Y và gốc máy chưa nằm ở đầu và đế của bức tượng nghĩa là bức tượng chưa nằm đúng trong không gian.
Do đó ta phải sửa lại File tượng cho đúng chiều trong không gian.
Để sửa lại file cho đúng ta dùng thêm phần mềm hỗ trợ xoay tượng cho đúng chiều trong không gian là phần mềm “Geomagic”
Hình 4.11 Giao diện phần mềm Geomagic
Ta nhập bức tượng lên và sửa lại bắng cách nhấp vào biểu tượng phần mềm chọn “Import” rồi tìm đến bức tượng cần phải sửa
2 phần mềm hỗ trợ nhau nên tượng sẽ có chung chiều hướng và gốc tọa độ
Xoay và chỉnh cchiều và gốc tọa độ tượng cho đúng theo mong muốn của mình bằng cách xoay va chinht tượng theo từng mặt
Vào “Tools” >> “Object Mover” rồi xoay tượng theo mong muốn rồi lưu lại
Bước tiếp theo sẽ là lấy tâm tượng
Vào “Move” chọn “To Origin” lấy tâm bằng các ấn chọn vào điểm vàng dưới chân tượng
Hình 4.12 Lấy tâm tượng
Rồi sau đó lưu lại bằng cách nhấn vào biểu tượng phần mềm chọn “Save” Lưu với điịnh dạng STL (binary) rồi lưu đè lên file cũ để sửa luôn file cũ.
Nhập lại file mới ta cần xóa file cũ trên Powermill bằng cách vào “Models” kích chuột phải chọn “Delete all” rồi nhập lại file mới đã sửa
Tượng mở lên đã được chỉnh đúng trong không gian thao tác
Hình 4.13 Tượng đã được chỉnh sửa đúng
Vì trong thực tế gia công thì sẽ có lúc xảy ra sự cố gây hỏng tượng nên để tối ưu ta chuyển gốc lên trên đầu tượng bằng cách nhấp chuột phải vào tượng vào “Edit” chọn ‘Transform Model”, trong mục “rotate” nhập 180 rồi nhấn quay theo trục Y
Hình 4.14 Đổi gốc tọa độ tượng
Hình 4.15 Đổi gốc tọa độ
Tạo Box cho tượng để dịch chuyển tâm về đầu tượng, nhấn chọn Block >>Calculate để biết thông số tượng
Dịch chuyển tâm tượng về đầu theo chiều X bằng chiều dài của tượng.
Điểu chỉnh các thông số của tượng theo mong muốn để phù hợp với thông số gỗ để làm tượng trong bảng Block
Hình 4.16 Điều chỉnh thông số tượng
Để tránh va dao khi gia công cần phải lắp thêm 1 hình chop nón vào đầu tượng để dao có thể đi sâu xuống vị trí gia công
Vào File >> Import Model rồi chon hình nón cụt có sẵn trong file của phần mềm Powermill
Sau đó điểu chỉnh hình chóp nón cụt khớp vào đầu bức tượng.
Hình 4.17 Lắp hình chóp nón cụt vào tượng
Sau khi hoàn tất file để gia công ta tạo các mặt làm việc bằng cách nhấn chọn “Workplanes”
Clịck chuột phải chọn “Create workplanes” tạo 4 mặt làn việc “0”, “90”, “180” và “270”.
Làm việc mặt nào Active mặt đó
Bắt đầu làm file phá thô
Vào công cụ “Toolpath Strategies” chọn “3D Area Clearance” >> “Model Area Clearance”
Bắt đầu vào làm file chống va dao vào gỗ. giới hạn lại đường chạy dao.
Trong bảng thanh công cụ chọn Tool để khao báo dao
Chọn dao đầu tiên trong danh sách dao để làm dao phá thô, tiếp tục khai báo các thông số của dao phá thô
Chọn loại dao 12.7 ly để làm dao phá thô
Hình 4.18 Khai báo dao phá thô
Nhấp chọn Edit để tiếp tục khai báo các phần còn lại tiếp theo tính từ mũi dao trở lên củ đục
Gồm các phần Shank(Cán dao), Holder(Colet),
Hình 4.19 Khai báo dao và củ đục
Trong mục “Model Area Clearance” chọn kiểu chạy “Raster” và các thông số khác như trong hình như độ dư thừa, độ gạt dao, độ đâm sâu,…sao cho phù hợp với loại gỗ gia công.
Hình 4.20 Chọn thông số gia công cho dao
Trong mục “Raster” chọn tiếp các thông số phù hợp và tói ưu nhất
Tiếp tục trong mục “Automatic Veryfication” tích chọn vào dòng “Automatic collision checking” Nhập 10 vào 2 ô Holder và Shank
Chọn “Feeds and Speeds” rồi nhập các thông số cho phá thô
Hình 4.21 Chọn tốc độ phá thô
Tiếp tục chọn “Rapid move heights” để tính toán lưỡi dao an toàn, phần nhấc dao
Chọn xong nhấn Caculate để phần mềm tính toán đường dao
Hình 4.22 Đường dao phá thô chạy
Tương tự với các mặt còn lại. lưu ý làm mặt nào active mặt đó.
Giới hạn lại các mặt 1 lần nữa
Sau khi làm xong các mặt ta tạo 1 file NC để xuất chương trình dao phá thô ra ngoài
Vào “NC Program” >> “Create NC Program” đặt tên và lưu lại file
Kéo thả lần lượt từng mặt vào File vừa lưu ở mục “NC Program”
Xuất file ra nhấp chuột phhải vào file ấn Write
Hình 4.23 Xuất file phá thô
Xong
Sau khi phá thô ta chọn đường dao chạy tinh
Tạo lại Box cho tượng
Chạy đường dao khắc tinh chọn “Toolpath Strategies” >>”Finishing”>>”Rotary Finishing”
Tiếp tục khai báo dao
Chọn dao 6 hoặc dao 8 để khắc tinh
Hình 4.24 Chọn dao khắc tinh
Tiếp theo nhập giá trị lưỡi dao, độ dài dao, góc dao,…
Khai báo dầy đủ thông số dao tinh giống như dao phá thô ở trên
Hình 4.25 Khai báo dao khắc tinh
Sau khi chọn xong các thông số nhấn caculate để tính đường chạy dao
Sau khi tính xong ta xuất file ra tương tự như phá thô
Như vậy là đã xong 2 file để gia công 1 tượng
Ta có thể chạy thử trên phần mềm bằng cách nhấp chuột phải vào File muốn mô phỏng nhấn chọn “Simulate From Start”.
Hình 4.26 Sản phẩm sau khi mô phỏng phá thô
Hình 4.27 Sản phẩm sau khi mô phỏng chạy tinh
TÀI LIỆU THAM KHẢO
[1].Giáo trình Công nghệ CNC - GS TS Trần Văn Dịch, NXB khoa học và kỹ thuật Hà nội 2004.
[2]. Giáo trình CAD-CAM-CNC –Nguyễn Ngọc Đào – NXB Trường đại học sư phạm kỹ thuật TP HCM
[3].How to make your own CNC machine -Nguồn internet http//www.buildownCNC.com
[4]. Giáo trình Kỹ thuật điện tử - Đỗ Xuân Thụ ,NXB giáo dục
[5].Thông tin máy CNC và mạch điều khiểnCNC trên website:
http://forum.cncprovn.com/
[6].Hệ thống điều khiển số cho máy công cụ - Tạ Duy Liêm, Nhà xuất bản khoa học và kỹ thuật.
[7]Tài liệu công ty TNHH phát triển công nghệ CNC Việt Hàn
[8] Các nguồn khác như Internet,tạp chí,báo…
ĐỒ ÁN TỐT NGHIỆP chế tạo máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng
|
BỘ GIÁO DỤC VÀ ĐÀO TẠO TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI |
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆTNAM Độc lập - Tự do - Hạnh phúc |
NHIỆM VỤ THIẾT KẾ
Thiết kế, tích hợp và chế tạo máy CNC 4 trục sử dụng bộ điều khiển ShanLong S200 và tích hợp phần mềm hỗ trợ Power MILL
Các yêu cầu kỹ thuật cần đạt được:
Sau khi kết thúc, kết quả cần đạt được thiết kế chế tạo thành công máy CNC 4 trục:
- Không gian làm việc 1600 x 3000 (mm)
- Kích thước tổng thể của máy: 1765 x 3139 x 2355 (mm)
- Tổng khối lượng máy khoảng 1000 (kg)
- Độ chính xác máy có thể gia công được 0,1 (mm)
- Nguồn điện sử dụng khi vận hành máy: AC 380 (v) – 400(Hz)
- Máy gia công được: Gỗ, Nhựa Mica..v..v
- Máy vận hành được ở chế độ tự động dưới sự hỗ chợ của máy tính cùng với bộ điều khiển ShanLong S200 và phần mềm hỗ trợ Power MILL với chế đồ điều chỉnh bằng phần mềm và thủ công.
NỘI DUNG THUYẾT MINH
Chương 1: Tổng quan về máy công cụ CNC
Chương 2: Máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng
Chương 3: Thiết kế máy CNC 4 trục 2 đầu tượng kết hợp đục phẳng
Chương 4: Thiết kế hệ thống điều khiển
BẢN VẼ
|
Tên bản vẽ |
Số lượng |
Kích thước |
|
|
Sơ đồ nguyên lý và sơ đồ động |
01 |
A0 |
|
|
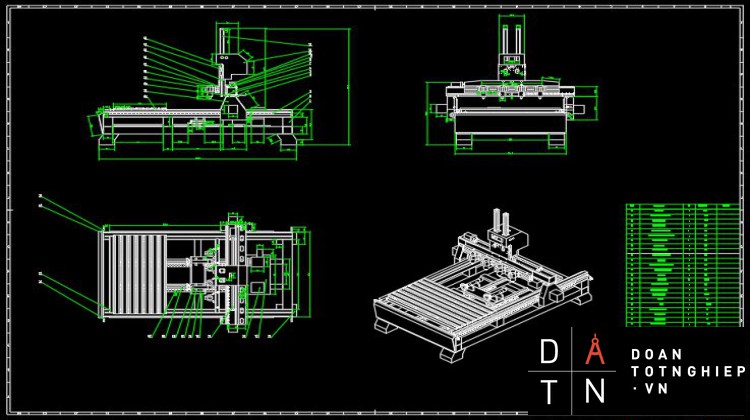
Bản vẽ tổng quan thiết kế |
01 |
A0 |
|
|
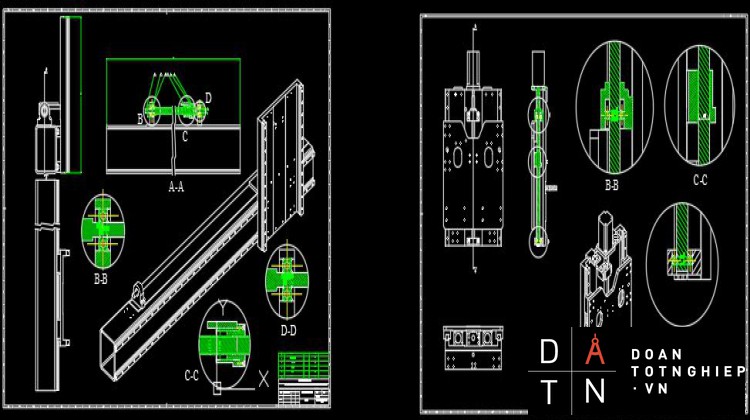
Bản vẽ chi tiết Bản vẽ lắp trục Y Bản vẽ lắp trục Z Sơ đồ đi dây tổng thể
|
01 01 01 01
|
A0 A0 A0 A0
|
|
|
Tổng số bản vẽ: |
6 |
|
|