ĐỒ ÁN tốt nghiệp Thiết kế khuôn nhựa, khuôn ép sản phẩm đế laptop


NỘI DUNG ĐỒ ÁN
BỘ CÔNG THƯƠNG CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐH CÔNG NGHIỆP HÀ NỘI ĐỘC LẬP- TỰ DO- HẠNH PHÚC.
PHIẾU TÓM TẮT NỘI DUNG ĐỒ ÁN TỐT NGHIỆP
ĐỀ TÀI: TÍNH TOÁN, THIẾT KẾ KHUÔN NHỰA sản phẩm Đế laptop
- Mục tiêu của đề tài:
-Vận dụng những kiến thức đã học ở trong nhà trường áp dụng vào tính toán thiết kế một bộ khuôn hoàn chỉnh cho sản phẩm Đế laptop
-Mong muốn tìm tòi, học hỏi kiến thức về lĩnh vực khuôn mẫu.
2. Nội dung nghiên cứu:
-Nghiên cứu lý thuyết về lĩnh vực khuôn mẫu, cụ thể là về khuôn ép nhựa.
-Tính toán, thiết kế bộ khuôn ép nhựa cho sản phẩm Đế laptop
-Đánh giá và hoàn thiện thiết kế.
3. Nội dung thực hiện:
- Chương 1: Tổng quan về công nghệ khuôn mẫu
- Chương 2: Vật liệu nhựa nhiệt dẻo và vật liệu làm khuôn
- Chương 3: Tính toán thiết kế khuôn ép nhựa
-Tính số lòng khuôn
-Tính toán thiết kế hệ thống cấp nhựa
-Tính toán thiết kế hệ thống làm mát
-Tính toán thiết kế hệ thống lấy sản phẩm
- Chương 4: Ứng dụng phần mềm CAD/CAM vào thiết kế và mô phỏng khuôn
-Ứng dụng phần mềm CAD/CAM vào thiết kế sản phẩm
-Ứng dụng phần mềm CAD/CAM vào thiết kế khuôn
-Ứng dụng phần mềm CAD/CAM vào mô phỏng dòng chảy nhựa
- Chương 5: Thiết kế quy trình công nghệ gia công các tấm khuôn
-Quy trình gia công nửa khuôn trên(Cavity)
-Quy trình gia công nửa khuôn dưới(Core)
-Ứng dụng phần mềm Mastercam vào gia công biên dạng khuôn
4. Kết luận:
ü Nhóm đã xây dựng được cơ sở tính toán thiết kế cho một bộ khuôn ép nhựa hoàn chỉnh.
ü Lập được mô hình mô phỏng trên phần mềm.
ü Đưa ra được bản vẽ cụ thể các chi tiết của bộ khuôn.
ü Thiết chế quy trình công nghệ gia công lòng khuôn.
Kiến nghị
Được tiếp tục nghiên cứu và hoàn thiện, đưa ra sản phẩm và đánh giá hoạt động thực tế của bộ khuôn.
MỤC LỤC
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ LÀM KHUÔN MẪU.. 2
1.1. Tổng quan về công nghệ khuôn mẫu trên thế giới2
1.2. Công nghệ làm khuôn tại Việt Nam.. 2
1.3. Cơ sở thiết kế khuôn. 2
1.3.1. Khái niệm về khuôn. 2
1.3.2. Kết cấu của của khuôn. 2
1.3.3. Các bộ phận cơ bản của khuôn. 2
1.4. Các loại khuôn ép nhựa. 2
1.4.1. Khuôn hai tấm.. 2
1.4.2. Khuôn ba tấm.. 2
1.5. Máy ép phun. 2
1.5.1. Máy ép phun nhựa. 2
1.5.2. Cấu tạo máy ép phun. 2
CHƯƠNG 2: VẬT LIỆU NHỰA NHIỆT DẺO VÀ VẬT LIỆU LÀM KHUÔN.2
2.1. Vật liệu nhựa nhiệt dẻo. 2
2.1.1. Giới thiệu về vật liệu nhựa nhiệt dẻo. 2
2.1.2. Phân loại các loại vật liệu nhiệt dẻo. 2
2.1.3. Tính chất hóa học. 2
2.1.4. Một số đặc điểm chính của chất dẻo.2
2.2. Vật liệu làm khuôn. 2
2.2.1 Những yếu tố ảnh hưởng đến việc chọn vật liệu làm khuôn. 2
2.2.2 Vật liệu đối với hệ thống dẫn hướng và định vị2
2.2.3 Vật liệu làm thân khuôn. 2
2.2.4 Vật liệu cho các miếng ghép và tấm khuôn cho khuôn âm và khuôn dương. 2
2.2.5 Đặc tính của một số loại thép dùng để làm khuôn ép phun. 2
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ KHUÔN ÉP NHỰA.. 2
3.1. Tính toán số lòng khuôn. 2
3.2. Tính toán, thiết kế hệ thống cấp nhựa. 2
3.2.1 Tổng quan về hệ thống cấp nhựa nguội2
3.2.2 Tính toán, thiết kế các bộ phận của hệ thông cấp nhựa. 2
3.3Hệ thống làm nguội2
3.3.1 Một số chất làm nguội2
3.3.2 Độ dẫn nhiệt của kim loại2
3.3.3 Các thành phần của hệ thống làm nguội trong khuôn ép nhựa.2
3.3.4 Quy luật thiết kế kênh dẫn nguội2
3.3.5 Thiết kế kênh làm nguội.2
3.3.6. Tính toán thiết kế hệ thống làm mát khuôn. 2
3.3.7 Tính lưu lượng nước làm nguội2
3.3.8 Tính toán thời gian làm nguội2
3.4Hệ thống lấy sản phẩm.. 2
3.4.1 Các cách lấy sản phẩm ra khỏi khuôn. 2
3.4.2. Khái niệm hệ thống đẩy. 2
3.4.3. Nguyên lý chung. 2
3.4.4. Một số điểm cần lưu ý khi thiết kế hệ thống đẩy. 2
3.4.5. Tính toán hệ thống đẩy sản phẩm.. 2
3.4.6. Các chi tiết hệ thống đẩy.2
CHƯƠNG 4: ỨNG DỤNG PHẦN MỀM CAD/CAM VÀO THIẾT KẾ VÀ MÔ PHỎNG KHUÔN.. 2
4.1. Ứng dụng phần mềm CAD/CAM vào thiết kế sản phẩm.. 2
4.2. Ứng dụng phần mềm CAD/CAM vào thiết kế khuôn. 2
4.3 Ứng dụng phần mềm CAD/CAM vào mô phỏng dòng chảy nhựa. 2
CHƯƠNG 5: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÁC TẤM KHUÔN.2
5.1. Quy trình gia công nửa khuôn trên (Cavity)2
5.1.1. Phân tích chức năng và điều kiện làm việc của chi tiết.2
5.1.2. Chức năng làm việc của chi tiết.2
5.1.3. Chọn phôi và xác định trình tự gia công.2
5.1.4. Trình tự gia công. 2
5.2. Quy trình gia công nửa khuôn dưới (Core)2
5.3. Ứng dụng phần mềm Mastercam 2018 vào gia công biên dạng khuôn trên.2
5.3.1. Đưa phôi vào môi trường làm việc và gia công thô lòng khuôn. 2
- 3.2. Vét thô lại các góc bằng trình RESTMILL. 2
5.3.3. Cắt tinh thành bằng lệnh CONTOUR.. 2
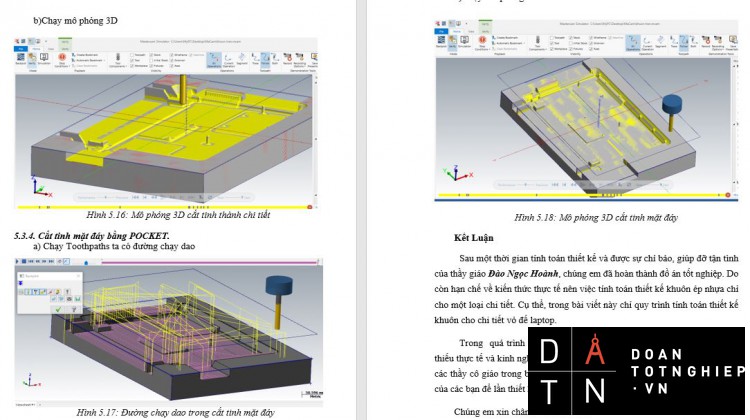
5.3.4. Cắt tinh mặt đáy bằng POCKET.2
Tài liệu tham khảo. 2
MỤC LỤC BẢNG
Bảng 2.1: Đặc điểm của một số loại nhựa nhiệt dẻo :2
Bảng 2.2: Hệ số co ngót của vật liệu nhựa.2
Bảng 2.3: Đặc tính của một số loại nhựa dùng làm sản phẩm.. 2
Bảng 3.1: Kích thước tiêu chuẩn của bạc cuống phun. 2
Bảng 3.2: Kích thước tiêu chuẩn của vòng định vị2
Bảng 3.3: Bảng so sánh các tiết diện của kênh dẫn. 2
Bảng 3.4: Một số chất làm nguội2
Bảng 3.5: Độ dẫn nhiệt của kim loại2
Bảng 3.6: Trạng thái dòng chảy dựa trên số Raynold. 2
Bảng 3.7: Lưu lượng nước tối thiểu tương ứng với đường kính kênh làm nguội2
Bảng 3.8:Nhiệt độ sản phẩm.. 2
Bảng 3.9: Nhiệt độ khuôn. 2
Bảng 3.10: Nhiệt độ chảy dẻo. 2
Bảng 3.11: Độ dẫn nhiệt, nhiệt dung riêng và khối lượng riêng của một số loại nhựa. 2
Bảng 3.12: Kích thước tiêu chuẩn của chốt đẩy thẳng có .2
Bảng 3.13: Xác định kích thước tiêu chuẩn của bạc dẫn hướng (mm).2
Bảng 3.14: Xác định kích thước lỗ tiêu chuẩn dùng cho bạc dẫn hướng (mm).2
MỤC LỤC HÌNH
Hình 1.1: Kết cấu khuôn. 2
Hình 1.2: Khuôn âm.. 2
Hình 1.3: Khuôn dương. 2
Hình 1.4: Insert khuôn âm.. 2
Hình 1.5: Insert khuôn dương. 2
Hình 1.6: Bạc cuống phun. 2
Hình 1.7: Chốt hồi và Lò xo hồi2
Hình 1.8: Chốt đẩy. 2
Hình 1.9: Khuôn 2 tấm.2
Hình 1.10: Khuôn ba tấm.2
Hình 1.11: Cấu tạo máy ép phun.2
Hình 3.1: Cấu tạo hệ thống kênh dẫn nhựa. 2
Hình 3.2: Yêu cầu kĩ thuật và kích thước của bạc cuống phun. 2
Hình 3.3: Lắp ghép giữa bạc cuống phun và vòng định vị2
Hình 3.4: Yêu cầu kĩ thuật và kích thước của vòng định vị2
Hình 3.5: Một số tiết diện kênh dẫn. 2
Hình 3.6: Các thành phần của hệ thống làm nguội2
Hình 3.7: Hệ thống làm nguội trên khuôn. 2
Hình 3.8: Quy luật thiết kế kênh dẫn nguội2
Hình 3.9: Kích thước kênh làm nguội cho thiết kế. 2
Hình 3.10: Chu kì làm việc của khuôn. 2
Hình 3.11: Cấu tạo chung của hệ thống đẩy. 2
Hình 3.12: Chi tiết cần tính lực đẩy. 2
Hình 3.13: Rãnh thoát khí2
Hình 4.1: Sản phẩm đế laptop trên Creo. 2
Hình 4.2: Chọn vật liệu. 2
Hình 4.3: Tạo phôi2
Hình 4.4: Chọn hướng rút khuôn. 2
Hình 4.5: Tấm Insert khuôn âm.. 2
Hình 4.6: Tấm Insert khuôn dương. 2
Hình 4.7: Tạo kênh dẫn nhựa. 2
Hình 5.1: Sơ đồ nhiệt luyện nửa khuôn trên. 2
Hình 5.2: Sơ đồ nhiệt luyện nửa khuôn dưới2
Hình 5.3: Thông số kích thước phôi2
Hình 5.4: Biên dạng chi tiết cần gia công. 2
Hình 5.5: Biên dạng khống chế đường chạy dao. 2
Hình 5.6: Thông số của dao. 2
Hình 5.7: Các thông số bề mặt làm việc, lượng dư các bề mặt2
Hình 5.8: Chiều sâu cắt và các thông số chế độ cắt2
Hình 5.9: Kiểu chạy dao. 2
Hình 5.10: Đường chạy dao. 2
Hình 5.11: Mô phỏng 3D.. 2
Hình 5.12: Đường chạy dao trong vét thô lại góc. 2
Hình 5.13: Chọn dao vét thô lại góc. 2
Hình 5.14: Chạy mô phỏng 3D vét thô lại góc. 2
Hình 5.15: Đường chạy dao trong cắt tinh thành chi tiết2
Hình 5.16: Mô phỏng 3D cắt tinh thành chi tiết2
Hình 5.17: Đường chạy dao trong cắt tinh mặt đáy. 2
Hình 5.18: Mô phỏng 3D cắt tinh mặt đáy. 2
LỜI NÓI ĐẦU
Ngày nay trên thế giới nhu cầu sử dụng chất dẻo trong kỹ thuật cũng như trong dân dụng ngày càng tăng. Dựa trên cơ sở khoa học kỹ thuật, thành tựu phát triển mạnh mẽ của ngành polyme, các nhà sản xuất chất dẻo đã đưa ra thị trường chất dẻo nhiều chủng loại với các tính chất hơn hẳn các loại vật liệu khác đó là nhẹ, bền, đẹp, dễ gia công... Do lượng chất dẻo lớn nên hàng loạt sản phẩm được sản xuất từ vật liệu chất dẻo ngày càng đa dạng và phong phú, giá trị sử dụng của các loại sản phẩm này xâm nhập vào mọi lĩnh vực của nền kinh tế và dân dụng. Khi chất lượng cuộc sống ngày càng cao thì yêu cầu về chất lượng và giá thành của các sản phẩm từ nhựa càng khắt khe hơn. Điều này đã thách thức các nhà sản xuất và gia công. Cũng vì thế mà ngành công nghiệp khuôn mẫu đã ra đời để đáp ứng nhu cầu đó. Hiện nay, trên thế giới ngành công nghiệp này phát triển rất mạnh mẽ, đã cho ra nhiều sản phẩm chất lượng cao và giá thành hạ.
Lĩnh vực thiết kế khuôn mẫu cho sản phẩm nhựa là một lĩnh vực kỹ thuật đã phát triển được một thời gian nhưng vẫn còn rất mới mẻ ở nước ta. Trong những năm gần đây việc nghiên cứu chất dẻo nói chung và ngành chế tạo khuôn mẫu nói riêng đã được quan tâm nghiên cứu và đưa vào giảng dạy ở một số trường Đại Học. Cho đến nay, lĩnh vực khuôn mẫu ở nước ta đã phát triển rất mạnh, cũng đã tạo ra được nhiều sản phẩm có chất lượng cao sử dụng trong các ngành công nghiệp và dân dụng.
Trước đây việc chế tạo khuôn mẫu phải nhờ vào bàn tay tài hoa của những người thợ, nhưng cho đến nay nhờ sự phát triển mạnh mẽ của khoa học kỹ thuật đã cho ra đời phương pháp gia công mới như lập trình gia công tự động trên máy CNC (công nghệ CAD / CAM-CNC), gia công trên máy xung EDM... nhờ đó chúng ta có thể chế tạo những lòng khuôn phức tạp và có độ chính xác cao để tạo ra những sản phẩm đáp ứng được với nhu cầu của thị trường.
Hiện nay trên thế giới cũng như ở trong nước đã sử dụng rất nhiều các phần mềm CAD/CAM để thiết kế các bộ khuôn mẫu đặc biệt là các loại khuôn ép nhựa và khuôn thổi…như: SolidWorks, Unigraphic, Cimatron, Catia, SolidEdge…nhưng có một phần mềm được sử dụng nhiều hơn cả chính là NX của hãng Siemens.
Để tìm hiểu sâu hơn về công nghệ chất dẻo cũng như lĩnh vực ứng dụng các phần mềm CAD/CAM vào chế tạo khuôn mẫu thì trong đồ án tốt nghiệp
này chúng em nghiên cứu, tìm hiểu về phần mềm NX 11.0 và ứng dụng để thiết kế bộ khuôn cho chi tiết “Đế Laptop”.
Để hoàn thành đồ án này, chúng em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ LÀM KHUÔN MẪU
1.1. Tổng quan về công nghệ khuôn mẫu trên thế giới
Ngành khuôn nhựa trên thế giới ra đời và phát triển từ rất lâu đời, từ khi nhu cầu cần thiết của con người về sản phẩm làm ra từ vật liệu nhựa, như đồ dùng bằng nhựa (cốc nhựa, chậu, ghế …), và các thiết bị máy móc cũng làm bằng nhựa ( xe máy, quạt …).
Cách đây gần 200 năm, một nhà nghiên cứu người Anh Joseph Priestley (1733-1809) trong các thí nghiệm của mình đã nhận thấy có một hiệu quả ăn mòn vật liệu gây ra bởi sự phóng điện.
Đến 1943, hai vợ chồng người Nga Lazarenko tìm ra cánh cửa dẫn tới công nghệ gia công tia lửa điện. Khi các tia lửa điện được phóng ra, vật liệu trên bề mặt phôi bị hớt đi bởi một quá trình điện - nhiệt thông qua sự nóng chảy và bốc hơi kim loại mà không phụ thuộc vào độ cứng của vật liệu đó là quá trình gia công bằng tia lửa điện.
Ngày nay, quá trình gia công EDM đã được phát triển rộng rãi ở các nước phát triển, nhiều loại máy hoạt động trong lĩnh vực EDM đã được sản xuất với nhiều kiểu khác nhau để phục vụ những mục đích khác nhau. Với các thuật toán điều khiển mới, với các hệ thống điều khiển CNC cho phép gia công đạt năng suất và chất lượng cao mà không cần có sự tham gia trực tiếp của con người.
Có hai phương pháp công nghệ gia công tia lửa điện được sử dụng rộng rãi trong công nghiệp là:
+ Gia công tia lửa điện dùng điện cực định hình, gọi tắt là phương pháp “xung định hình” (EDM-Die sinking). Điện cực là một hình không gian bất kỳ mà nó in hình của mình lên phôi tạo thành một lòng khuôn.
+ Gia công tia lửa điện bằng cắt dây (EDM-Wire cutting). đây điện cực là một dây mảnh (d = 0,1¸0,3 mm) được cuốn liên tục và được chạy theo một công tua cho trước, nó sẽ cắt phôi theo đúng công tua đó.
Các hệ thống điều khiển CNC hiện có trên thị trường có tiến bộ rất nhiều, các hệ thống điều khiển CNC đã có mặt ở các máy xung định hình, các chuyển động hành tinh và chuyển động theo công tua của một điện cực có hình dáng đơn giản cho phép gia công xung định hình các hình dáng phức tạp. Xu thế phát triển chung của các ngành công nghiệp trên thế giới là chế tạo ra các sản phẩm thoả mãn yêu cầu của khách hàng, thị trường và cung cấp hàng ngày với chất lượng cao đảm bảo tốt các dịch vụ sửa chữa, bảo hành. Đồng thời các nhà sản xuất phải tìm cách giảm giá thành chế tạo, tăng năng suất và chất lượng của sản
phẩm. Do đó kỹ thuật CAD/CAM-CNC trở thành trọng tâm nghiên cứu, phát triển và ứng dụng rộng rãi trên nhiều quốc gia trong đó có Việt Nam.
Chu kỳ hình thành sản phẩm công nghiệp theo phương thức hiện đại là ứng dụng kỹ thuật CAD/CAM-CNC để thiết kế gia công và lắp ráp sản phẩm nhằm sáng tạo sản phẩm nhanh đáp ứng nhu cầu của thị trường. Trong đó kỹ thuật vi xử lí máy tính và kỹ thuật dò hình số hoá từ vật mẫu là công cụ đắc lực để sáng tạo sản phẩm công nghiệp.
Trên thế giới hiên nay đã đạt được rất nhiều thành tựu về ngành công nghiệp khuôn mẫu. Các loại khuôn nhựa cho sản phẩm rất phức tạp, khuôn cho sản phẩm to nhỏ bất kì .
Trên thế giới áp dụng các phân mềm tự động hoá cho tất cả các nguyên công thiết kế do vậy thời gian cho thiết kế một bộ khuôn khá nhanh so với tại Việt Nam và giá thành để làm ra sản phẩm cũng được giảm bớt, do áp dụng công nghệ điển hình lên chất lượng sản phẩm cũng cao hơn ở Việt Nam.
1.2. Công nghệ làm khuôn tại Việt Nam
Tại Việt Nam thì ngành công nghiệp khuôn mẫu mới chỉ bắt đầu thực sự từ những năm 1990 khi cuộc hội thảo đầu tiên về khuôn ép nhựa diên ra lần đầu tiên tại thành phố Hồ Chí Minh khi đó thì các nhà máy nhựa đều do Liên Xô để lại. Các kỹ sư lúc đó rất thiếu những tài liệu tham khảo về khuôn ép nhựa với dự án quốc gia VIE85/012 những con số, bảng biểu, thông tin kỹ thuật đã được hỗ trợ rất nhiều bởi tài liệu của người Nhật và những người châu Âu.
Nước ta việc sản xuất các sản phẩm từ nhựa phục vụ cho đời sống cũng như trong kỹ thuật đang được phát triển rất mạnh mẽ, số lượng các cơ sở sản xuất ứng dụng khoa học kĩ thuật các phần mềm công nghệ vào sản xuất, đặc biệt là trong lĩnh vực gia công khuôn mẫu, nó đã giải quyết được các khó khăn trước đây và đem lại hiệu quả kinh tế rất cao.
Sản phẩm nhựa xuất hiện trong hầu hết các lĩnh vực khoa học kỹ thuật cũng như trong đời sống hàng ngày. Trong các ngành công nghiệp nhẹ, từ trước đến nay đã sử dụng rất nhiều các chi tiết thiết bị chế tạo từ vật liệu Polyme. Trong các ngành công nghiệp nặng xa kia hầu hết các chi tiết máy, các thiết bị đều đđược chế tạo từ thép. Ngày nay, các chi tiết ít chịu lực đã bắt đầu được chế tạo từ vật liệu nhựa, cá biệt một số loại nhựa có tính chịu lực cao, chịu nhiệt, chịu mài mòn và chịu môi trường mà các loại thép bị phá huỷ, được thay thế thép để chế tạo các chi tiết máy làm việc trong các điều kiện nói trên. Trực quan nhất, trong đời sống hàng ngày, hầu hết các vật dụng cần thiết phục vụ cho cuộc sống đều là các sản phẩm nhựa.
Hiên nay công việc làm khuôn tại Việt Nam vẫn còn nhiều nguyên công mà người công nhân còn phải thực hiện rất thô sơ ví dụ như nguyên công mài bóng thường được người làm khuôn dùng các loại bột cứng (bột kim cương, bột ôxít nhôm…) và được trà sát bằng vải những nguyên công này thường mất rất nhiều thời gian và làm giảm năng suất làm khuôn và làm tăng giá thành của bộ khuôn.
Các phần mềm tuy mới được đưa vào Việt Nam trong những năm gần đây nhưng nó đã tạo được sự quan tâm thu hút của nhiều công ty, doanh nghiệp lớn nhỏ và được ứng dụng rộng rãi trong nhiều lĩnh vực, đặc biệt là trong công nghệ chế tạo các bộ khuôn mẫu. Trang bị máy công cụ gia công điều khiển số CNC để chế tạo khuôn mẫu phục vụ cho cơ sở ngày càng phổ biến ở các doanh nghiệp. Đặc biệt ở các doanh nghiệp miền Bắc có thể kể đến các công ty và các Viện tiếp cận sớm nhất với máy CNC và chế tạo khuôn mẫu như: Viện IMI, Công ty HAMECO, VINASHIOKI,… song sản phẩm của họ vẫn ở mức đơn giản, chất lượng thấp, tuổi thọ ngắn.
Kĩ thuật CAD/CAM có vai trò đặc biệt quan trọng trong việc thiết kế và chế tạo ra các bộ khuôn mẫu phức tạp và có độ chính xác cao. Rất nhiều công ty như Kim khí Thăng Long, nhựa Hà Nội, Hoà Phát, HAMECO… Đã đầu tư vào các phần mềm CAD/CAM như: CATIA, Cimatron, Pro/E, MasterCam… Sản xuất của các Công ty trên có sự đóng góp rất lớn của hệ phần mềm tích hợp CAD/CAM.
1.3. Cơ sở thiết kế khuôn
1.3.1. Khái niệm về khuôn
Ngày nay các sản phẩm làm bằng chất dẻo nhựa (Polyme) đang được ứng dụng rộng rãi trong sản suất và tiêu dùng. Vì vậy công việc nghiên cứu và thiết kế ra các sản phẩm này là một hướng nghiên cứu có rất nhiều triển vọng đang được nhà nước đầu tư và phát triển.
Khuôn là dụng cụ để định hình một sản phẩm nhựa. Khuôn được thiết kế sao cho có thể sử dụng cho một số lượng chu trình yêu cầu.
Kích thước và kết cấu của khuôn phụ thuộc vào hình dáng và kết cấu của sản phẩm. Số lượng của sản phẩm cũng là một yếu tố quan trọng để xem xét, bởi vì số lượng sản phẩm không lớn sẽ không cần đến khuôn có nhiều lòng khuôn hoặc khuôn có kết cấu phức tạp. Những yếu tố trên có ảnh hưởng rất lớn đến việc thiết kế và chế tạo khuôn cũng như đến giá thành của sản phẩm.
1.3.2. Kết cấu của của khuôn
Hình 1.1: Kết cấu khuôn
1.3.3. Các bộ phận cơ bản của khuôn
1. Khuôn âm: Chức năng chính để gắn tấm Insert khuôn âm.
Hình 1.2: Khuôn âm
2. Khuôn dương: Chức năng chính để gắn tấm Insert khuôn dương.
Hình 1.3: Khuôn dương
3. Insert khuôn âm: Chức năng chính để tạo hình cho sản phẩm.
Hình 1.4: Insert khuôn âm
4. Insert khuôn dương: Chức năng chính để tạo hình cho sản phẩm.
Hình 1.5: Insert khuôn dương
5. Bạc cuống phun: Dẫn nhựa từ đầu phun của máy ép vào kênh dẫn nhựa.
Hình 1.6: Bạc cuống phun
6. Chốt hồi & Lò xo hồi: Dùng để đẩy tấm giữ và tấm đẩy về khi đóng khuôn.
Hình 1.7: Chốt hồi và Lò xo hồi
7. Chốt đẩy: Để đẩy sản phẩm ra khỏi khuôn.
Hình 1.8: Chốt đẩy
Và một số bộ phận khác như: đế khuôn âm, đế khuôn dương, gối đỡ, tấm đẩy, tấm giữ, vòng định vị, bạc và trục dẫn hướng, slide, bulong,…
1.4. Các loại khuôn ép nhựa
1.4.1. Khuôn hai tấm
Khuôn 2 tấm là khuôn có các kênh dẫn cùng nằm trên một mặt phẳng. Khuôn 2 tấm là loại khuôn phổ biến nhất. So với khuôn 3 tấm thì khuôn 2 tấm đơn giản hơn, rẻ hơn và có chu kỳ ép phun ngắn hơn.
Khuôn 2 tấm gồm phần khuôn trước và phần khuôn sau, kết cấu khuôn có thể là một hay nhiều lòng khuôn. Đối với khuôn 2 tấm có một lòng khuôn thì không cần đến kênh dẫn nhựa mà nhựa sẽ điền đầy trực tiếp vào lòng khuôn thông qua bạc cuống phun. Còn đối với khuôn 2 tấm có nhiều lòng khuôn thì ta cần quan tâm đến việc thiết kế kênh dẫn và miệng phun sao cho nhựa có thể điền đầy các lòng khuôn cùng lúc.
Hình 1.9: Khuôn 2 tấm.
1.4.2. Khuôn ba tấm
Hình 1.10: Khuôn ba tấm.
Khuôn 3 tấm là khuôn mà các kênh dẫn nhựa không cùng nằm trên một mặt phẳng. So với khuôn 2 tấm thì hệ thống kênh dẫn của khuôn 3 tấm được đặt trên tấm thứ 2 song song với mặt phân khuôn chính. Chính nhờ tấm thứ 2 này mà kênh dẫn và cuống phun có thể rời ra khỏi sản phẩm khi mở khuôn (tự cắt đuôi keo).
Quá trình tháo hệ thống kênh nhựa trong khuôn 3 tấm: khi khuôn mở, các lò xo giữa tấm giữa và tấm trung gian đảm bảo cho tấm giữa chuyển động cùng với tấm chuyển động, trong khi hệ thống kênh nhựa vẫn được giữ nguyên bởi trục kéo cuống phun. Kết quả này làm cho các miệng phun bị đứt và tách hệ thống kênh nhựa ra khỏi sản phẩm. Cùng lúc đó tấm đệm trên cũng dịch chuyển xuống dưới làm cho kênh nhựa tách ra khỏi cuống phun. Tấm giữa sẽ tiếp tục đi theo tấm chuyển động của khuôn cho đến khi nó bị nút chặn trên phần khuôn di động giữ lại. Khoảng dịch chuyển phải đủ lớn để cả độ dài của hệ thống kênh nhựa thoát ra được.
1.5. Máy ép phun
1.5.1. Máy ép phun nhựa
Một công đoạn không thể thiếu trong quá trình công nghệ chế tạo sản phẩm nhựa Plastic là công đoạn ép phun nhựa vào lòng khuôn nhựa để điền đầy lòng khuôn tạo ra sản phẩm trên máy ép phun (Injection Machine). Như vậy máy ép phun có vai trò rất quan trọng trong việc chế tạo sản phẩm nhựa Plastic.
Máy ép phun có nhiệm vụ đỡ và kẹp chặt khuôn nhựa, nung chảy nhựa nhiệt dẻo và ép phun với áp suất cao vào trong lòng khuôn nhựa. Sau đó giữ khuôn để nhựa nóng chảy trong khuôn nguội và định hình sản phẩm thì mở khuôn và hệ thống đẩy sẽ đẩy sản phẩm nhựa ra ngoài. Chu kỳ như vậy liên tục lặp đi lặp lại để sản suất hàng loạt các sản phẩm nhựa.
Nếu muốn sản xuất một sản phẩm khác thì người ta sẽ chế tạo các khuôn khác và gá khuôn đó lên máy ép phun và tiếp tục sản xuất. Trong phần này,chúng em xin trình bày một số nét chính trong việc tìm hiểu, nghiên cứu tính năng, tác dụng, nguyên lý hoạt động của máy ép phun nhựa nhiệt dẻo.
1.5.2. Cấu tạo máy ép phun
Các thành phần của máy phun nhựa:
Hình 1.11: Cấu tạo máy ép phun.
- Hệ thống kẹp gồm có: Đầu xy lanh thuỷ lực chính; Cơ cấu khuỷu (đòn); Xà Knock-Out.
- Hệ thống khuôn gồm có: Các tấm di động; Các tấm tĩnh tại.
- Hệ thống phun gồm có: Đầu xilanh thuỷ lực chính; Xi lanh phun; Vít xoắn phun; ống phun mỏ vịt; Hộp bánh răng; Đai nhiệt; Bơm thuỷ lực chính và động cơ.
- Hệ thống điều khiển gồm có: Van kiểm tra thuỷ lực (áp suất); Hệ thống kiểm tra nhiệt (nhiệt độ); Hệ thống kiểm tra thời gian (thời gian chu kỳ).
- Các phụ tùng khác: Công tắc giới hạn (N.C/N.O); Báo sự cố; Chỉ thị nhiệt độ dầu thuỷ lực; RPM gauge (máy đo) đồng hồ đo vòng quay; Van kiểm tra nước.
Các thông số của máy phun nhựa.
Lực kẹp (tấn):được tính bởi số tấn của lực khoá khuôn.
Lực kẹp khuôn Fc được tính bằng công thức:
Fc = 1,15.Pi.A
với Pi (Kg/cm2) là áp lực phun; A(cm2) là diên tích bề mặt.
Dung tích phun: được quy định cho dung tích mỗi lần bắn.
Tỷ lệ hoá dẻo: Thể tích của vật liệu được hoá dẻo trong thời gian cho trước.
Mức độ phun: Đó là tốc độ lớn nhất Max mà toàn bộ chất dẻo dự kiến có thể được phun qua ống mỏ vịt ở áp suất cho trước.
Áp lực phun:Đối với máy Piston thì đây là áp lực ở Piston phun. Đối với vít chuyển động qua lại áp lực này là ở vật liệu phía trước của vít.
Khoảng mở của máy: Khoảng mở cho phép của máy khi mở khuôn.
1.5.3. Công nghệ ép phun nhựa
Công nghệ ép là quá trình gia công trong đó vật liệu đã dẻo hóa sơ bộ hoặc đã được nung nóng sơ bộ được tạo viên, được định lượng vào khoang khuôn. Sau đó ở nhiệt độ xác định sau khi khuôn đóng, dưới áp lực vật liệu ép được tiến hành tạo lưới thành sản phẩm.
Công nghệ ép phun khác công nghệ thường ở chỗ vật liệu ép không đổ thẳng vào khoang khuôn mà được đổ vào khoang nung riêng, sau khi đến một nhiệt độ nhất định dưới tác dụng của piston vật liệu được phun vào khoang khuôn kín.
Cả hai phương pháp trên đều thích hợp cho việc gia công các sản phẩm có kích thước lớn, đặc biệt có bề dày thành nhỏ. Người ta sử dụng quấ trình ép để gia công các vật liệu dẻo như tấm, bảng dày bán kính thành phẩm bằng xốp và từ vật liệu có phân tử lượng rất lớn để tạo thành các sản phẩm định hình. Nguyên công ép chủ yếu để gia công các sản phẩm từ các xốp chất dẻo, từ Polyolefin có phân tử lượng lớn như PP, PE, các chất dẻo họ xenlulo. Khi sản xuất các sản phẩm định hình, phương pháp ép chỉ được sử dụng khi các phương pháp có năng suất khác không thể gia công được.
Qua phần trình bày một số phương pháp gia công chất dẻo như trên ta có thể thấy được công nghệ ép phun là công nghệ không thể thiếu được trong nghành công nghiệp ép phun. Các sản phẩm nhựa hầu hết đều có hình dạng phức tạp và có nhu cầu sử dụng rất lớn do vậy phải có một phương pháp để gia công và tạo ra nó với năng suất cao, do vậy công nghệ ép phun phải được đầu tư nghiên cứu và phát triển sau rộng hơn để phục vụ cho ngành công nghiệp sản xuất sản phẩm nhựa bằng phương pháp ép phun.
CHƯƠNG 2: VẬT LIỆU NHỰA NHIỆT DẺO
VÀ VẬT LIỆU LÀM KHUÔN.
2.1. Vật liệu nhựa nhiệt dẻo
2.1.1. Giới thiệu về vật liệu nhựa nhiệt dẻo
Nhựa-Chất dẻo (Plastics) là loại vật liệu tạo thành bởi nhiều phân tử (các cao phân tử Polyme). Nó có thể được tổng hợp hoặc thay đổi từ thành phần nhỏ (gọi là monome). Chất dẻo là loại vật rắn (có thể là ở trạng thái lỏng trong quá trình gia công). Nhiều loại nhựa- chất dẻo có thể nung nóng cho mềm ra nhiều lần khi nguội. Nó có thể được ép phun vào lòng khuôn, làm nguội định hình sản phẩm. Vật liệu nhựa thừa và phế phẩm có thể thu hồi và nghiền vụn lại khi tái chế và quy trình này có thể lặp lại nhiều lần. Tuy nhiên vật liệu dẻo dễ mất dần phẩm chất trong quá trình sử dụng.
2.1.2. Phân loại các loại vật liệu nhiệt dẻo
Phân loại chất dẻo theo cấu trúc hoá học
Trong các vật liệu Polyme, tuỳ theo trạng thái sắp xếp chuỗi mạch của nó mà ta có thể phân ra loại nhựa có dạng tinh thể kết tinh hay không kết tinh (vô định hình. Nếu chuỗi mạch của vật liệu Polyme được xếp khít nhau theo một trật tự nhất định thì ta có vật liệu Polyme kết tinh, nếu chuỗi các mạch của này được sắp xếp không theo trật tự nhất định nào thì ta có Polyme không kết tinh. Polyme kết tinh không có nghĩa là toàn bộ khối polyme đều ở trạng thái kết tinh mà trong đó vẫn có thể tồn tại những pha vô định hình.
Các Polyme ở trạng thái kết tinh thường có mờ đục còn Polyme không kết tinh thường có độ trong suốt. Ví dụ như nhựa PPMA có độ trong suốt hơn cả thuỷ tinh, nó cho phép 73% tia cực tím đi qua trong khi đó thuỷ tinh (silicat (vô cơ) chỉ cho 43% tia cực tím đi qua.
+ Vật liệu vô định hình:
Vật liệu chất dẻo vô định hình có thể dễ dàng nhận thấy bởi độ cứng trong suốt của nó, Màu sắc tự nhiên của nó là màu trắng như nước và gần như cát vàng màu mờ đục. Loại vật liệu này có đặc điểm là độ co ngót rất nhỏ (0.5-0.8%).
Tên thương mại của vật liệu này là:
Polystyren (PS)
Polyeylen (PE)
Poly cacbonate (PC)
Các loại nhựa này rất thông dụng cho cả hàng công nghiệp và hàng gia dụng đòi hỏi trong suốt.
+Vật liệu tinh thể:
Loại vật liệu này thường cứng, bền dai về đặc tính nhưng không trong suốt do cấu trúc tinh thể gây cản trở sự qua lại của ánh sáng. Các vật liệu này thường được ưa thích trong công nghiệp làm đồ gia dụng bao gồm:
Polypropylen (PP)
Polyetylen (PE)
Lowdensity Polyethylene (LDPE)
Đối với một số lĩnh vực công nghiệp, các vật liệu sau là thông dụng:
Polyeste (PDT & PETP)
Polyacetal (POM)
Nylon (NA’s)...
+Vật liệu đàn hồi:
Đó là vật liệu có tính chất tương tự như cao su, loại vật liệu này được sử dụng rất phổ biến cả trong công nghiệp và gia dụng. Thuộc loại vật liệu bao gồm các chát dẻo:
Polyure thanes (TPU)
Styrene Butadien Styrene (SBS)
+Các loại vật liệu kỹ thuật:
Đôi khi còn gọi là loại vật liệu dẻo đặc biệt, nó bao gồm:
Polyphenylen Sulphide (PPS)
Polyvinylidene fluoride (DVDE)
Phân loại chất dẻo theo công nghệ:
Chất dẻo được chia thành 2 loại: Chất dẻo nhiệt dẻo và chất dẻo nhiệt rắn.
+ Chất dẻo nhiệt dẻo:Là loại Polyme có khả năng lập lại nhiều lần quá trình chảy mềm dưới tác dụng của nhiệt và trơ nên cứng rắn (định hình) khi làm nguội. Trong quá trình tác dụng của nhiệt nó chỉ thay đổi tính chất vật lí chứ không có phản ứng hoá học xảy ra.
+Chất dẻo nhiệt rắn:Là loại Polyme khi bị tác dụng của nhiệt hoặc các giải pháp xử lí hoá học sẽ trở nên cứng rắn (định hình sản phẩm), Nhựa nhiệt rắn sau khi nóng chảy và biến rắn sẽ không còn khả năng chuyển sang trạng thái chảy mềm dưới tác động nhiệt nữa. Do vậy loại vật liệu này không có khả năng tái sinh các loại phế phẩm, phế liệu hay các sản phẩm đã qua sử dụng.
Phân loại chất dẻo theo dạng mạch phân tử.
Theo cách này có thể phân biệt các loại Polyme có hình dạng sợi tuyến tính, hình dạng sợi phân nhánh, cấu trúc lưới không gian, cấu trúc dãy hình thang, cấu trúc lưới phẳng, hình sao, răng lược...
Phân loại chất dẻo theo công dụng:
Trong thực tế sản xuất và sử dụng nhựa thông thường được phân loại thành 3 loại: Nhựa thông dụng, nhựa kỹ thuật và nhựa hỗn hợp:
Nhựa thông dụng:Là loại nhựa được sử dụng rộng rãi nhất trên thế giới với khối lượng lớn, có ưu điểm là giá thành thấp nhất và dễ gia công thành sản phẩm.
Nhựa kỹ thuật: Có đặc tính ưu việt hơn nhựa thông thường như độ bền kéo, bền va đập, độ kháng nhiệt ... Loại nhựa này thường để sản xuất các chi tiết máy hoặc các chi tiết có yêu cầu tính năng cao.
Nhựa kỹ thuật chuyên dùng: là loại nhựa có trọng lượng phân tử rất cao, mỗi loại thường được sử dụng ở một số lĩnh vực riêng biệt.
2.1.3. Tính chất hóa học
Tính chịu hoá chất:
Khác với kim loại, đa số các loại nhựa thường bền khi chịu tác động của môi trường khí quyển, hơn nữa chúng còn bền với các loại hóa chất như axit, kiềm, muối và các loại chất khác.
Tính chịu thời tiết khí hậu:
Tính chịu thời tiết khí hậu là tính thay đổi về chất lượng, độ bền của sản phẩm dưới ảnh hưởng của ánh sáng (tia cực tím), nhiệt độ không khí... Quá trình giảm độ bền dưới tác động của khí hậu gọi là sự lão hoá của nhựa.
Để giảm lão hoá người ta thường dùng một số phụ gia khi chế tạo sản phẩm, các chất phụ gia này có tác dụng làm giảm qúa trình lão hoá của nhựa.
2.1.4. Một số đặc điểm chính của chất dẻo.
Ở đây ta không đi sâu vào tính chất của từng loại vật liệu cụ thể mà chỉ đi vào một số khía cạnh cụ thể sau.
+ phương pháp nhận biết.
+ Nhiệt độ gia công.
+ Độ co của vật liệu.
Bảng 2.1: Đặc điểm của một số loại nhựa nhiệt dẻo :
|
Vật liệu |
Nhiệt độ |
Maximun |
||||
|
Type |
Description |
Typical Mold oC |
Typical Melt oC |
Max Melt oC |
Shear Stress Mpa |
Shear Rate 1/sec |
|
ABS |
Acrylonitrile butadiene styrene |
40-80 |
200-260 |
280 |
0.300 |
50000 |
|
ABS |
Plating Grade |
40-80 |
200-260 |
270 |
0.200 |
30000 |
|
EVA |
Ethylene vinyl acetate |
10-40 |
140-220 |
220 |
0.100 |
30000 |
|
GPPS |
Polystyren (geberal purpose) |
20-70 |
180-260 |
280 |
0.250 |
40000 |
|
HIPS |
High impact polystyrene |
40-60 |
200-260 |
280 |
0.300 |
40000 |
|
LDPE |
Low density Polyethylene |
20-60 |
180-240 |
280 |
0.100 |
40000 |
|
HDPE |
High density polyethylene |
20-60 |
180-240 |
280 |
0.200 |
40000 |
|
PA6 |
Nylon 6 |
40-80 |
230-280 |
320 |
0.500 |
60000 |
|
PA66 |
Nylon 66 |
40-80 |
270-320 |
360 |
0.500 |
60000 |
|
PBTP |
Polybuylene terephthalate |
40-80 |
220-260 |
300 |
0.400 |
50000 |
|
PC |
Polycarbonate |
80-120 |
280-320 |
320 |
0.500 |
40000 |
|
PES |
Polyether sulphone |
140-180 |
310-400 |
400 |
0.500 |
50000 |
|
PETP |
Polyethylene terephthalate |
100-120 |
280-310 |
340 |
0.500 |
* |
|
PMMA |
Polymethyl methacrylate |
50-90 |
240-260 |
280 |
0.400 |
40000 |
|
POM |
Polyphenylene polyformaldehyde (acetal) |
60-120 |
190-230 |
240 |
0.450 |
40000 |
|
PPO |
Polyphenylene oxide (modified) |
60-100 |
260-300 |
300 |
0.45 |
* |
|
PPS |
Polyphenylene sulphide |
80-120 |
310-340 |
360 |
0.500 |
50000 |
|
PP |
Polypropylen |
20-60 |
200-260 |
300 |
0.250 |
100000 |
|
PSU |
Polysulphone |
120-160 |
330-400 |
420 |
0.500 |
50000 |
|
PUR |
Polyurethane |
10-80 |
190-220 |
260 |
0.250 |
40000 |
|
PPVC |
Flexible polyvinyl chloride |
30-60 |
140-200 |
230 |
0.150 |
20000 |
|
RPVC |
Rigid polyvinyl chloride |
30-60 |
140-200 |
230 |
0.150 |
20000 |
|
SAN |
Styrene acrylonitrile |
30-80 |
220-260 |
280 |
0.300 |
40000 |
Bảng 2.2: Hệ số co ngót của vật liệu nhựa.
TT |
Nhựa |
Độ co ngót (%) |
Mật độ co (g/cm3) |
|
1 |
PS |
0.3-0.6 |
1.05 |
|
2 |
ABS |
0.4-0.7 |
1.06 |
|
3 |
LDPE |
1.5-5.0 |
0.95 |
|
4 |
HDPE |
1.5-3.0 |
0.92 |
|
5 |
PVC mềm |
>0.5 |
1.38 |
|
6 |
PVC cứng |
0.5 |
1.38 |
|
7 |
PMMA |
0.1-0.8 |
1.18 |
|
8 |
POM |
1.9-2.3 |
1.42 |
|
9 |
PPO |
0.5-0.7 |
1.06 |
|
10 |
PC |
0.8 |
1.2 |
|
11 |
PA6 |
0.5-2.2 |
1.14 |
|
12 |
PA66 |
0.5-2.5 |
1.15 |
|
13 |
PF |
1.2 |
1.4 |
|
14 |
MF |
1.2-3.0 |
1.5 |
|
15 |
MPF |
0.8-1.8 |
1.6 |
|
16 |
UP |
0.5-0.8 |
3.0 |
2.2. Vật liệu làm khuôn
2.2.1 Những yếu tố ảnh hưởng đến việc chọn vật liệu làm khuôn
Quá trình chọn vật liệu làm khuôn cần phải được cân nhắc kỹ vì nó liên quan đến độ bền của khuôn, chất lượng bề mặt cũng như liên quan đến công nghệ chế tạo bộ khuôn như: khả năng gia công cắt gọt, mức độ bóng có thể đạt được,… Do vậy việc chọn vật liệu làm khuôn là công việc rất quan trọng và khi chọn sẽ phải phụ thuộc vào các yếu tố sau:
– Loại nhựa sẽ phun khuôn, vì có những loại nhựa có hại cho thép
làm khuôn.
– Độ bóng của bề mặt, độ phức tạp, chức năng của sản phẩm ép ra.
– Số lượng sản phẩm yêu cầu.
– Công nghệ dùng để gia công sản phẩm nhựa (phun, ép thổi, …)
– Khả năng chống mài mòn và chống ăn mòn hóa học.
– Biến dạng kích thước và hình dạng khi nhiệt luyện.
– Các tính chất công nghệ như: cắt gọt, đánh bóng.
– Tính hàn và khả năng phục hồi chi tiết.
– Giá tiền vật liệu.
Thông thường yêu cầu đặc tính chung của vật liệu làm khuôn nhựa phải có:
– Độ cứng.
– Độ dẻo dai.
– Đồng chất, tinh khiết.
– Hàm lượng Crôm (chống mòn).
Lựa chọn vật liệu không phải là do giá vật liệu chi phối mà do tính gia công của nó và từ đó giảm bớt công sức và thời gian gia công. Tùy theo từng hệ thống, từng chức năng của chi tiết mà vật liệu dùng để chế tạo được chọn có những đặc tính hợp lý.
2.2.2 Vật liệu đối với hệ thống dẫn hướng và định vị
Với hệ thống này tính chống mài mòn và độ cứng được đặt lên hàng đầu. Do vậy, vật liệu được chọn phải có khả năng nhiệt luyện đạt độ cứng cao bên ngoài để chống mài mòn, nhưng đồng thời phải có tính dẻo bên trong nhằm tránh bị gãy trong quá trình làm việc. Vật liệu trục thường dùng là:
– Thép SCM-415.
– Bạc SUJ2, ví dụ: Guide Bushings: 60 – 62 HRC, Leader Bushings: 58 HRC, Taper Pin Sets: 58 – 62 HRC.
Các chốt hồi do phải làm việc liên tục và chịu lực dọc trục trong quá trình làm việc cho nên đặc tính ưu tiên của vật liệu là độ cứng chống mài mòn, độ dẻo ở bên trong lõi để tránh gãy trong quá trình làm việc (tỷ lệ chiều dài/đường kính của chốt thường rất lớn). Vật liệu của chốt thường là thép SKD 61.
2.2.3 Vật liệu làm thân khuôn
Đây là phần khuôn cơ bản dùng lắp các phần khác nhau của khuôn, do vậy mà độ cứng cũng được quan tấm nhiều. Có thể mua thân khuôn như một bộ tiêu chuẩn đã có sự chọn vật liệu. Vật liệu của thân khuôn thường là thép Cacbon loại trung bình như: AISI 1055, DIN CM55, JIC S55S.
2.2.4 Vật liệu cho các miếng ghép và tấm khuôn cho khuôn âm và khuôn dương
Thông thường các miếng ghép và tấm khuôn âm và dương phải có độ cứng, độ bóng rất cao, độ biến dạng khi nhiệt luyện nhỏ. Các phần này tiếp xúc trực tiếp với nhựa và chịu áp xuất lớn; do vậy, mà các miếng ghép phải có độ cứng vững cao.
Theo yêu cầu của khách hàng để đa dạng sản phẩm có thể vừa ép sản phẩm đen đục, vừa ép sản phẩm trắng trong, do đó phải chú ý đến khả năng đạt độ bóng gương của bề mặt phần âm của khuôn (độ nhám bề mặt sau khi đánh bóng thấp hơn 0,05Ra). Muốn đạt được độ bóng gương và không gỉ, thông thường khi chọn vật liệu quan tấm nhiều đến hàm lượng Crôm.
Loại vật liệu thông dụng nhất dùng cho phần này là:
– 35CrMo2: tốt cho gia công, nhưng không tốt cho đánh bóng và
chạm trổ.
– 40CrMnMo7: vật liệu này hơi khó gia công nhưng dễ cho đánh
bóng cũng như chạm trổ.
– 40NiCrMoV4: đây là loại thông dụng để làm miếng ghép hoặc
các tấm tôi cứng hoàn toàn.
– 40Cr13: loại này chịu đánh bóng và ăn mòn tốt, nhiệt luyện đạt độ
cứng cao.
2.2.5 Đặc tính của một số loại thép dùng để làm khuôn ép phun
Để chọn loại thép phù hợp dùng làm khuôn ép phun, cần lưu ý đến đặc tính của loại nhựa dùng làm sản phẩm, dùng loại thép phù hợp để tránh ăn mòn, để có nhiệt độ phù hợp, tạo được độ bóng, độ chính xác cần thiết cho sản phẩm.
Bảng 2.3: Đặc tính của một số loại nhựa dùng làm sản phẩm
Các vật liệu dẻo cho sản phẩm của khuôn |
|
Sản phẩm(ví dụ) |
Yêu cầu đặc tính vật liệu làm khuôn |
Ký hiệu các vật liệu phù hợp cho khuôn |
||||
|
Hitachi Metals, Ltd. |
Daido Steel Co., Ltd. |
Uddeholm K.K. |
||||||
|
Các chất dẻo thông thường |
Sản phẩm thông thường |
PA PP PS (Nylon) ABS |
1) Vỉ nướng của lò vi sóng 2) Máy văn phòng 3) Máy hút bụi 4) Bánh răng |
1) Có khả năng gia công 2) Chịu được mài mòn |
HPM2 HPM7 HPM1 FDAC HPM31 |
PX5 NAK55 DH2F PD613 |
HOLDAX IMPAX RIGOR |
|
|
Sản phẩm có khắc nhãn nổi trên bề mặt |
ABS |
1) Panels 2) Các chi tiết bên trong 3) Vỏ ngoài cùng |
Có khả năng gia công nhãn nổi |
CENA1 |
NAK80 |
IMPAX |
||
|
Sản phẩm trong suốt |
PMMA (Acrylic) PS |
1) Vỏ đài cassette 2) Vỏ hộp đựng hóa mỹ phẩm |
Có khả năng đánh bóng |
HPM38 CENA1 |
S-STAR NAK80 |
STAVAX IMPAX |
||
|
Sợi thủy tinh / các chất nhựa có khả năng tăng độ cứng |
Nhựa nhiệt dẻo (Thermoplastic) |
PC PA (Nylon) ABS AS |
1) Chi tiết điện tử 2) Vỏ máy ảnh 3) Bàn phím 4) Đài cassettes |
Có khả năng chịu mài mòn rất cao |
HPM1 FDAC HPM31 (Phải xử lý bề mặt) |
NAK55 DH2F PD613 (Phải xử lý bề mặt) |
IMPAX RIGOR ELMAX (Phải xử lý bề mặt) |
|
|
Nhựa phản ứng nhiệt (Thermosetting) |
Phenol Epoxy PE |
1) Bánh răng 2) Cầu chì 3) Các loại IC 4) Transistors |
HPM31 DAC HAP10 HAP40 HAP72 |
PD613 DHA1 DEX20 DEX40 DEX80 |
RIGOR ORVAR ASP-23 ASP-30 ASP-60 |
|||
|
PVC |
Vinyl chloride |
1) Điện thoại 2) Ống nước 3) Hộp đựng |
Có khả năng chống ăn mòn |
PSL |
NAK101 |
STAVAX |
||
|
Sản phẩm của khuôn yêu cầu có độ bóng cực cao |
PMMA (Acrylic) PC |
1) Ống kính quang học 2) Đĩa quang |
1) Có khả năng đánh bóng 2) Chống bụi |
HPM38S HPM38 YAG |
S-STAR MASIC |
STAVAX |
||
|
Nam châm nhựa |
Chất dẻo có thành phần từ tính |
Nam châm |
1) Phi từ tính 2) Có độ cứng rất cao |
HPM75 |
- |
- |
||
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ KHUÔN ÉP NHỰA
3.1. Tính toán số lòng khuôn
Tính số lòng khuôn theo năng suất phun của máy theo công thức:
Trong đó:
n: số lòng khuôn tối đa trên khuôn
S: năng suất phun của máy (g/lần phun), S=312 (g/lần phun)
W: trọng lượng của sản phẩm (g), W=117,442 (g)
=>
Tuy nhiên do chi tiết có dạng mỏng, kích thước lớn, cấu tạo phức tạp cần sử dụng thêm các Slide nên chọn số lòng khuôn là 1.
3.2. Tính toán, thiết kế hệ thống cấp nhựa
3.2.1 Tổng quan về hệ thống cấp nhựa nguội
a) Cấu tạo
Hình 3.1: Cấu tạo hệ thống kênh dẫn nhựa
Một hệ thống kênh dẫn nhựa bao gồm 3 bộ phận:
- Cuống phun (sprue)
- Kênh dẫn (runner)
- Cổng vào nhựa (gate)
b) Nguyên tắc hoạt động
- Hệ thống kênh dẫn nhựa có chức năng phân phối nhựa chảy dẻo từ vòi phun đến các lòng khuôn. Sự thiết kế, hình dạng và kích thước của nó ảnh hưởng đến tiến trình điền đầy khuôn cũng như chất lượng của sản phẩm.
- Thông thường, đối với khuôn có một lòng khuôn thì hệ thống cấp nhựa chỉ cần cuống phun. Nhựa được cung cấp từ máy ép phun tới cuống phun bằng cách thông qua bạc cuống phun, sau đó trực tiếp tới lòng khuôn.
- Với khuôn có nhiều lòng khuôn, nhựa được cung cấp từ vòi phun, qua cuống phun và hệ thống kênh dẫn; sau đó, được bơm vào các lòng khuôn qua các cổng vào nhựa.
c) Nguyên tắc thiết kế
- Đảm bảo sự điền đầy đồng thời các lòng khuôn.
- Lựa chọn đúng vị trí miệng phun sao không cho ảnh hưởng đến thẩm mỹ sản phẩm và đặc tính cơ học của sản phẩm.
- Phải đảm bảo lấy sản phẩm nhanh.
3.2.2 Tính toán, thiết kế các bộ phận của hệ thông cấp nhựa
a) Cuống phun
- Cuống phun là chỗ nối giữa vòi phun của máy và kênh nhựa, có nhiệm vụ đưa dòng nhựa từ vòi phun của máy đến kênh dẫn hoặc trực tiếp đến lòng khuôn (đối với khuôn không có kênh dẫn). Hệ thống cuống phun được sử dụng thông thường nhất có bạc cuống phun, thường dùng bạc cuống phun để dễ thay thế và gia công.
- Kích thước của cuống phun phụ thuộc vào các yếu tố sau:
+ Khối lượng, độ dày thành của sản phẩm, loại vật liệu nhựa được sử dụng.
+ Độ dài của cuống phun phải phù hợp với bề dày của các tấm khuôn.
+ Cuống phun được thiết kế sao cho có độ dài hợp lý, đảm bảo dòng nhựa ít bị mất áp lực nhất trên đường đi.
-Vật liệu: SKD61 (Tiêu chuẩn JIS)
-Độ cứng: 48÷52 HRC
Hình 3.2: Yêu cầu kĩ thuật và kích thước của bạc cuống phun
Bảng 3.1: Kích thước tiêu chuẩn của bạc cuống phun
|
Dh6 |
D |
L |
SR |
P |
A |
|
|
16
|
0 -0.011 |
16 |
30÷150 |
0 10.5 11 12 13 16 20 21 23 |
2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 8 |
1÷4 |
|
20
|
0 -0.013 |
20 |
30÷200 |
|||
|
25 |
25 |
|||||
Chọn bạc cuống phun có kích thước: D=25(mm), L=100(mm), SR=20(mm), P=6(mm), A=1,5°
b) Vòng định vị
- Dùng vòng định vị gắn ở đầu bạc cuống phun để bảo đảm sự đồng tâm giữa vòi phun và cuống phun. Vòng định vị thường được tôi cứng để không bị vòi phun của máy làm hỏng.
Hình 3.3: Lắp ghép giữa bạc cuống phun và vòng định vị
-Vật liệu: SDK61
-Độ cứng: 48÷52 HRC
Hình 3.4: Yêu cầu kĩ thuật và kích thước của vòng định vị
Bảng 3.2: Kích thước tiêu chuẩn của vòng định vị
|
Applicable bolts |
Bolt hole |
t |
R |
d |
A |
Part Number |
T |
||
|
d2 |
d1 |
Type |
D |
||||||
|
M6 |
6.5 |
11 |
9 |
5 |
70 |
85 |
LRBD |
100 |
15 |
|
20 |
|||||||||
|
20 |
10 |
35 |
|||||||
|
40 |
|||||||||
|
45 |
|||||||||
|
9 |
5 |
90 |
105 |
120 |
15 |
||||
|
20 |
|||||||||
|
20 |
10 |
35 |
|||||||
|
40 |
|||||||||
|
45 |
|||||||||
Chọn vòng định vị có kích thước: D=100(mm), d=70(mm), T=40(mm), R=10(mm), A=85(mm), d1=11(mm), d2=6.5(mm).
c) Kênh dẫn nhựa
- Kênh dẫn nhựa là đoạn nối giữa cuống phun và miệng phun. Làm nhiệm vụ đưa nhựa vào lòng khuôn.
- Vì thế, khi thiết kế cần phải tuân thủ một số nguyên tắc kỹ thuật để đảm bảo chất lượng cho hầu hết sản phẩm. Sau đây là một số nguyên tắc cần phải tuân thủ:
+ Giảm đến mức tối thiểu sự thay đổi tiết diện kênh dẫn.
+ Nhựa trong kênh dẫn phải thoát khuôn dễ dàng.
+ Toàn bộ chiều dài kênh dẫn nên càng ngắn càng tốt, để có thể nhanh chóng điền đầy lòng khuôn mà tránh không mất áp lực và mất nhiệt trong quá trình điền đầy.
+ Kích thước của kênh nhựa tùy thuộc vào từng loại vật liệu mà khác nhau. Một mặt kênh nhựa phải đủ nhỏ để làm giảm phế liệu, rút ngắn thời gian nguội (ảnh hưởng đến chu kì của sản phẩm), giảm lực kẹp. Mặt khác phải đủ lớn để chuyển một lượng vật liệu đáng kể để điền đầy lòng khuôn nhanh chóng và ít bị mất áp lực.
Hình 3.5: Một số tiết diện kênh dẫn
-Sau đây là bảng so sánh giữa các tiết diện của kênh dẫn
Bảng 3.3: Bảng so sánh các tiết diện của kênh dẫn
|
Loại kênh dẫn |
Ưu điểm |
Nhược điểm |
|
Tiết diện tròn D = Tmax + 1.5 mm Tmax: bề dày thành lớn nhất của chi tiết. |
- Diện tích bề mặt cắt nhỏ nhất. - Ít mất nhiệt, ít ma sát. - Có lõi nguội chậm giúp duy trì nhiệt và áp suất |
- Khó vì phải gia công trên hai nửa khuôn nhưng hiện nay máy gia công CNC đã khắc phục được nhược điểm này. |
|
Tiết diện hình thang hiệu chỉnh W = 1.25 x D D = Tmax + 1.5 mm |
- Chỉ xếp sau kênh dẫn tiết diện tròn về tính năng. - Gia công trên một nửa khuôn. |
- Tốn nhiều vật liệu hơn. - Mất nhiệt nhanh hơn kênh tròn do diện tích bề mặt lớn hơn. |
|
Tiết diện hình thang W = 1.25 x D |
- Gia công trên một nửa khuôn. |
- Tốn nhiều vật liệu. |
|
Tiết diện hình chữ nhật và nửa hình tròn |
- Gia công dễ. |
- Do tiết diện nguội không đều nên làm tăng ma sát, áp xuất không đều. - Khó thoát khuôn, ma sát lớn. |
-Từ bảng so sánh trên ta chọn sử dụng tiết diện hình thang hiệu chỉnh vì tuy không bằng tiết diện tròn nhưng hiệu quả dẫn nhựa của tiết diện hình thang hiệu chỉnh vẫn tương đối tốt và do chỉ cần gia công trên một nửa khuôn nên giúp giảm thời gian gia công, tiết kiệm chi phí.
-Có thể tính toán kích thước kênh dẫn theo các công thức sau:
Trong đó:
D: đường kính kênh dẫn (mm)
W: khối lượng sản phẩm (g)
L: chiều dài kênh dẫn (mm)
Ta có W=117,442(g), L=180(mm)
=>
=>Chọn D=11(mm)
3.3 Hệ thống làm nguội
3.3.1 Một số chất làm nguội
Bảng 3.4: Một số chất làm nguội
|
Chất làm nguội thông dụng |
|
|
Chất làm nguội |
Nhiệt độ làm việc(°C) |
|
Chất chống đóng băng (glycol/nước) |
-20 - 0 |
|
Nước chống làm lạnh hoặc nước gia nhiệt |
0 - 90 |
|
Dầu truyền nhiệt |
90 - 200 |
|
Gia nhiệt điện |
150 - 450 |
3.3.2 Độ dẫn nhiệt của kim loại
Bảng 3.5: Độ dẫn nhiệt của kim loại
|
Vật liệu khuôn |
Độ dẫn nhiệt (W/m.K) |
|
Thép Ni – Cr |
30 - 60 |
|
Thép không rỉ (12 – 15% Cr) |
13 - 18 |
|
Nhôm |
197 |
3.3.3 Các thành phần của hệ thống làm nguội trong khuôn ép nhựa.
Hình 3.6: Các thành phần của hệ thống làm nguội
A: Bể chứa dung dịch làm nguội(Collection manifold)
B: Khuôn (Mold)
C: Ống cung cấp chất làm nguội (Supply manifold)
D: Bơm (Pump)
E: Kênh làm nguội (Regular Cooling Channels)
F: Ống dẫn (Hoses)
G: Vách làm nguội (Baffle)
H: Bộ điều khiển nhiệt độ (Temperature Controller)
Hình 3.7: Hệ thống làm nguội trên khuôn
3.3.4 Quy luật thiết kế kênh dẫn nguội
- Đảm bảo làm nguội đồng đều toàn sản phẩm. Do đó, cần chú ý đến những phần dày nhất của sản phẩm.
Hình 3.8: Quy luật thiết kế kênh dẫn nguội
- Kênh dẫn nguội nên để gần mặt lòng khuôn để có thể giải nhiệt tốt hơn.
- Đường kính của rãnh dẫn nguội nên không đổi trên toàn bộ chiều dài kênh để tránh sự ngắt dòng sẽ làm trao đổi nhiệt không tốt.
- Thiết kế đường nước sao cho có 1 đầu vào và 1 đầu ra
- Nên chia kênh làm nguội thành nhiều vòng làm nguội. Không nên thiết kế chiều dài kênh dẫn nguội quá dài dẫn đến mất áp và tăng nhiệt độ làm độ chênh lệch nhiệt độ đầu vào và đầu ra tăng quá 3°C.
- Dòng nước làm mát phải chảy liên tục và mang nhiệt độ từ nơi có nhiệt độ cao sang nơi có nhiệt độ thấp.
- Hệ thống làm mát phải đồng đều cả 2 phía khuôn âm (Cavity) và khuôn dương (Core): vì thường thì ở phía Cavity dễ bố trí đường nước hơn do có nhiều diện tích trống hơn, trong khi phía core có ít diện tích trống vì bị hệ thống ty đẩy chiếm chỗ, nên việc thiết kế đường nước phía Core gặp nhiều khó khăn hơn, thường phải nghĩ đến việc đặt những đường nước chéo nhau. Mục tiêu của việc thiết kế là làm sao cho lượng nước chảy qua Core và Cavity phải bằng nhau.
- Nhiệt độ ở đầu vào và đầu ra càng ít chênh lệch càng tốt ( T = Tra – Tvào), T đảm bảo trong khoảng từ 1 ÷ 5°C. Lượng nhiệt được giải tỏa ra khỏi khuôn tỷ lệ với vận tốc dòng chảy, muốn lượng nhiệt giải toả ra nhiều và nhanh chóng, phải làm sao tăng vận tốc dòng chảy thông qua hệ thống bơm thuỷ lực. - Việc bố trí đường nước theo kiểu nối tiếp hoặc song song hay vừa nối tiếp vừa song song là không quan trọng, mà quan trọng là bố trí sao cho phù hợp với quy luật dòng chảy.
- Cần tính toán tiết diện lỗ nước sao cho nguồn nước cung cấp đủ cho cả hệ thống. Thông thường thì đường nước thường thiết kế với d= 8 P.T 1/8 hoặc d= 10 P.T ¼.
- Cần ưu tiên thiết kế đường nước cho những vị trí trên sản phẩm có thành dày đột ngột, khi thiết kế cần liên hệ với khách hàng, để nếu có thể thì giảm bớt độ dày của thành cho cân đối. Những trường hợp gặp những chỗ trên Cavity dạng tấm mỏng, nếu có khoan đường nước thì tính hiệu quả cũng không cao, phải chọn giải pháp khác, đó là chọn hợp kim khác thay thế, có khả năng giải nhiệt nhanh hơn.
- Cần lưu ý làm mát cả những tấm khuôn quan trọng, mặc dù nơi đó không có sản phẩm (ví dụ như khuôn ba tấm thì nên thiết kế đường nước giải nhiệt cho cả tấm lấy xương keo, vì trong khuôn ba tấm, tấm lấy xương keo thường mỏng hơn tấm kẹp, nên chịu ảnh hưởng nhiệt nhiều hơn, giãn nở nhiều hơn so với tấm kẹp nên dễ gây biến dạng chốt; do đó, khó mở khuôn.
- Kênh làm nguội phải được khoan có độ nhám để tạo dòng chảy rối sẽ giúp trao đội nhiệt tốt hơn dòng chảy tầng 3-5 lần.
- Dòng chảy rối được đặc trưng bởi số Raynold (Re). Theo bảng:
Bảng 3.6: Trạng thái dòng chảy dựa trên số Raynold
|
Số Reynold |
Trạng thái dòng chảy |
|
Re > 10000 |
Chảy rối |
|
2300 < Re< 10000 |
Chuyển tiếp |
|
100 < Re< 2300 |
Chảy tầng |
|
Re < 100 |
Ứ đọng |