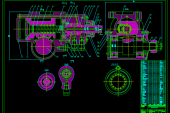
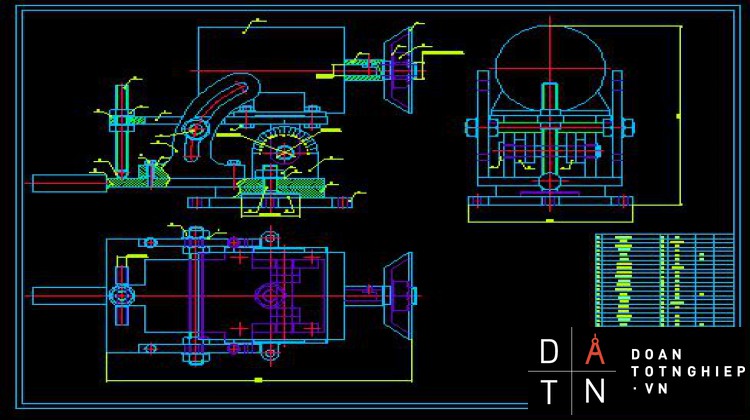
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY MÀI DAO PHAY NGÓN


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY MÀI DAO PHAY NGÓN
CHƯƠNG 1: MỞ ĐẦU
1.1 Đặt vấn đề
- Hiện nay, tại các xưởng gia công cơ khí và xưởng thực hành của các trường Đại học - Cao đẳng, khi sử dụng dao phay ngón để gia công, dao mòn sẽ được mài lại bằng tay của người thợ gia công, dẫn đến các lưỡi cắt không đều nhau, các góc độ không đúng, dẫn đến năng suất cắt gọt không được cao, mất nhiều thời gian để canh chỉnh và mài dao, độ nhám bề mặt gia công không đạt yêu cầu. Vì vậy, để tiết kiệm thời gian cũng như nâng cao năng suất cắt gọt, ta cần phải thiết kế máy mài dao phay ngón để đáp ứng được nhu cầu làm việc của các xưởng gia công cơ khí.
1.2 Mục tiêu nghiên cứu
-Nghiên cứu, thiết kế và chế tạo các cơ cấu để đáp ứng được các góc độ của dao phay ngón
1.3 Đối tượng và phạm vi nghiên cứu
1.3.1 Đối tượng nghiên cứu
- Dao phay ngón
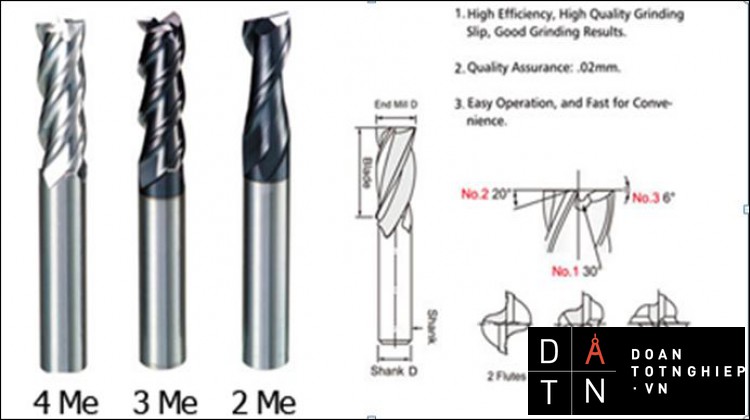
- Đề tài có giới hạn, chỉ mài được dao phay 2 me và 4 me, đường kính của chuôi dao từ Ø3mm đến Ø16mm
1.3.2 Phạm vi nghiên cứu
-Đề tài này tập trung vào nghiên cứu các cơ cấu để mài đạt các góc độ của dao phay ngón.
-Phạm vi về góc dao và cơ cấu điều chỉnh góc độ dao là từ 0 ° đến 25°
- Phương pháp thực nghiệm: tiến hành chế tạo mô hình thử nghiệm và xử lý kết quả. Chế tạo thử nghiệm máy mài dao phay ngón.
CHƯƠNG 2:
TỔNG QUAN NGHIÊN CỨU ĐỀ TÀI
- GIỚI THIỆU CHUNG VỀ DAO PHAY NGÓN
Phay là phương pháp gia công kim loại phổ biến, là một trong những phương pháp gia công đạt năng suất cao.
- Chuyển động cắt chính là chuyển động quay tròn của dao.
- Chuyển động chạy dao S là chuyển động tịnh tiến của chi tiết gia công theo phương dọc hoặc ngang do bàn máy thực hiện.
- Chuyển động điều chỉnh chiều sâu cắt t
Dao phay ngón là dụng cụ để gia công các rãnh vuông, then, phay các rãnh vuông có cung R,…
2.1. Phân loại
Trên thị trường có nhiều loại dao phay ngón như:
Dao phay phá thô: dùng để phay thô với lượng dư lớn
......................
2.2 Vật liệu làm dao
- Trong quá trình phay, cũng như hầu hết các nguyên công cắt gọt kim loại, dụng cụ cắt phải có chất lượng đảm bảo để thỏa mãn chức năng. Dao cắt phải cứng hơn vật liệu chi tiết gia công và đủ để chống lại lực ép tăng lên trong suốt quá trình cắt gọt. Dao cắt phải có độ dai để chịu được va đập trong khi dao tiếp xúc với chi tiết gia công. Để bảo vệ lưỡi cắt, dao phải chịu nhiệt và chịu mài mòn trong quá trình cắt.
- Ngày nay hầu hết các loại dao phay đươc làm bằng thép gió hoặc hợp kim carbide wolfram… Dao đặc biệt được dùng trong các công việc đặc biệt có thể làm từ thép dụng cụ carbon.
- Thép gió có sắt, carbon, wolfram, crôm, mô líp đen, và vanadi, được sử dụng cho hầu hết dao phay liền cán do có các chất lượng đáp ứng yêu cầu của dao phay. Đối với loại thép này, cacbon là chất tăng bền, wolfram và mô líp đen làm cho thép có độ cứng nóng. Vanadi làm tăng độ bền kéo và crôm thì tăng độ dai và chống mài mòn.
- Khi năng suất sản xuất được yêu cầu và vật liệu cứng được gia công, thép gió được thay bằng carbides thiêu kết. Dao cắt bằng carbides mặc dù đắt hơn, nhưng có thể gấp 10 lần tuổi bền của dao thép gió và cắt nhanh hơn. Các mảnh cacbides có thể được hàn bằng đồng thau lên thân thép hoặc có thể kẹp trên thân dao.
- Khi dao phay carbides được sử dụng, phải lựa chọn đúng loại carbide cho từng công việc, loại carbide wolfram được dùng để cắt gang và thép, hầu hết hợp kim không chứa chất sắt và nhựa, loại carbide TaC được dùng để gia công thép cacbon thấp và trung bình, carbide wolfram - titan được dùng cho thép cacbon cao.
+ Mặc dù các carbide liên kết có nhiều thuận lợi khi chế tạo dụng cụ cắt, nhưng cũng có nhiều bất lợi, giới hạn phạm vi sử dụng.
- Dao cacbide đòi hỏi chi phí cao để mua, bảo trì và mài sắc.
- Khi sử dụng những loại dao này máy móc phải cứng vững, công suất và tốc độ cao hơn khi sử dụng dao thép gió.
- Dao cacbide dòn, cạnh cắt dễ vỡ nếu dùng không đúng.
- Đá mài đặc biệt với cacbide silic và hạt kim cương là loại được dùng để mài sắc dao cacbide.
CHƯƠNG 3: CƠ SỞ LÝ THUYẾT
3.1 Góc độ dao
Để dao phay ngón có thể cắt được thì cần phải có các góc dao
Góc ω = 25° ÷ 30° chọn nhỏ hơn so với dao phay trụ vì ít ảnh hưởng tới nhám bề mặt mà chủ yếu là làm tăng độ bền của lưỡi cắt, vì thế ω không chọn quá lớn. Góc lệch chính φ và góc lệch phụ φ1 : được xác định giống như dao tiện.
v Góc lệch chính φ và góc lệch phụ φ1 càng nhỏ làm cho lực Px tăng, chiều dài lưỡi cắt tăng làm tăng tuổi bền dao, tăng nhám bề mặt
v Thông thường φ = 15 °÷ 25° và φ1 < 3°
Trường hợp phay tinh có thể lấy φ0= 0 và lo= (4÷6)S
- Đối với phay thô: Để dao có thể cắt được với chiều sâu cắt t và bề rộng phay B lớn, vật liệu được bóc tách dễ dàng hơn, ta cần mài góc φ = 15° và góc φ1 < 3°
- Đối với phay tinh: ta cần phay tinh để làm cho bề mặt chi tiết gia công được nhẵn bóng, độ nhám bề mặt ít, phay với bề rộng B ít. Ta cần mài thêm góc φ0= 0 và lo= (4÷6)S
3.2 Chế độ cắt:
3.2.1 Tốc độ cắt:
- Một trong những yếu tố quan trọng ảnh hưởng đến năng suất cắt của quá trình phay là tốc độ cắt. Vì các kim loại có độ cứng, cấu trúc, tính gia công khác nhau, do đó tốc độ cắt cũng phải thay đổi cho phù hợp với từng loại kim loại. Có nhiều yếu tố quan trọng cần xem xét khi xác định chế độ gia công kim loại. Những yếu tố quan trọng nhất là:
- Loại vật liệu của chi tiết gia công.
- Vật liệu dao phay.
- Đường kính dao phay
- Độ bóng bề mặt gia công
- Lượng dư gia công.
- Độ cứng vững của máy và định vị chi tiết gia công.
Tốc độ cắt trên máy phay
|
Vật liệu gia công |
Dao thép gió |
Dao hợp kim |
||
|
ft/m |
m/min |
ft/min |
m/min |
|
|
Thép hợp kim |
40-70 |
12 - 20 |
150 - 250 |
45 - 75 |
|
Nhôm |
500-1000 |
150 - 300 |
1000 - 2000 |
300 - 600 |
|
Đồng |
65 - 120 |
20 - 35 |
200 - 400 |
60 - 120 |
|
Gang |
50 - 80 |
15 - 25 |
125 - 200 |
40 - 60 |
|
Thép dễ gia công |
100 - 150 |
30 - 45 |
400 - 600 |
120 - 180 |
|
Thép kết cấu |
70 - 100 |
21 - 30 |
150 - 250 |
45 - 75 |
|
Thép không rỉ |
30 - 80 |
10 - 25 |
100 - 300 |
30 - 90 |
|
Thép dụng cụ |
60 - 70 |
18 - 20 |
125 - 200 |
40 - 60 |
3.2.2 Lượng chạy dao
- Lượng tiến trên máy phay có thể được xác định bằng khoảng chạy của chi tiết gia công tính bằng inch hoặc mm trong một phút. Trên hầu hết các máy phay, lượng này được tính bằng inch hoặc mm/min không phụ thuộc vào tốc độ trục chính.
-Trị số của lượng chạy dao trên máy phay tùy thuộc vào sự thay đổi của nhiều yếu tố như:
- Chiều sâu và chiều rộng của lớp cắt
- Kiểu loại dao phay
- Độ sắc bén của dao
- Vật liệu chi tiết gia công
- Độ bền và tính đồng nhất của chi tiết gia công
- Yêu cầu về độ bóng và độ chính xác
- Công suất và độ cứng vững của máy phay, thiết bị kẹp chặt và việc điều chỉnh dụng cụ cắt.
3.2.3 Chiều sâu cắt:
- Khi độ bóng, độ chính xác bề mặt chi tiết gia công được yêu cầu. Cần tiến hành phay thô và phay tinh. Phay thô chiều sâu cắt lớn, với lượng chạy dao lớn khi máy có đủ khả năng cắt, cắt sâu có thể sử dụng dao phay răng xoắn có ít răng vì loại dao này mạnh hơn và phoi lớn hơn thoát ra dễ dàng hơn loại dao có nhiều răng.
- Phay tinh sẽ nhẹ nhàng hơn với lượng chạy dao tối ưu nhỏ hơn phay thô. Chiều sâu cắt tối thiểu 0.4mm. Cắt với chiều sâu dưới 0.4mm và lượng chạy dao nhỏ sẽ không thích hợp vì phoi mỏng và dao sẽ thường xuyên cọ xát vào bề mặt chi tiết gia công và có thể làm trầy xước chi tiết gia công, do đó dao bị cùn. Khi phay mặt tinh, lượng chạy dao sẽ được giảm bớt và cũng có thể giảm tốc độ dao, nhiều dao bị cùn vì tốc độ dao cao và lượng chạy dao lớn
3.3 Sự hư hỏng của dao phay:
3.3.1 Sự quá nhiệt:
- Quá nhiệt là một trong những nguyên nhân chính gây hư hỏng các cạnh cắt hay rút ngắn tuổi bền của dao, nhiệt tồn tại trong tất cả các nguyên công phay là do ma sát giữa cạnh cắt trên chi tiết gia công và sự trượt phoi trên mặt răng khi phoi bị tách ra khỏi chi tiết gia công khi phay. Khi nhiệt cắt trở nên quá nóng, độ cứng của cạnh cắt sẽ bị ảnh hưởng làm giảm tính chống mài mòn và dao sẽ nhanh chóng bị cùn. Vấn đề bị mài mòn của dụng cụ cắt tăng, nhiệt cắt tăng lên do ma sát tăng. Khi cạnh cắt bị hư hỏng, lực cắt dùng để tách phoi ra khỏi chi tiết gia công sẽ tăng lên, kết quả là nhiệt cắt sẽ tăng theo. Khi nhiệt phát sinh ra càng nhiều, dung dịch cắt ( dùng để giảm nhiệt) trở nên kém hiệu quả. Nhiệt độ tiếp tục tăng cao, độ cứng độ bền cảu cạnh cắt càng bị ảnh hưởng nặng và chu trình lại lặp lại. Dao có thể giảm độ chính xác của cạnh sắt và độ sắc theo thiết kế ban đầu. Giải quyết vấn đề này bằng cách điều chỉnh lại tốc độ và lượng chạy dao cho vật liệu chi tiết gia công và việc sử dụng dung dịch trơn nguội thích hợp.
3.3.2 Độ mài mòn:
- Mài mòn là hoạt động xảy ra bởi tổ chức kim loại của chi tiết gia công, nó làm cùn cạnh cắt và lan dầu ra toàn chu vi của dao. Khi dao bị cùn nhanh và vùng mài mòn lan rộng thì lực cắt đòi hỏi phải tăng lên để có thể cắt kim loại dẫn đến ma sát, nhiệt cắt nhanh chóng tăng lên và kết quả có thể dẫn đến sự phá hủy hoàn toàn của mũi dao. Vì nhiệt cắt và sự mài mòn liên hệ với nhiệt, do đó cần có dung dịch cắt gọt và chế độ gia công thích hợp. Để giảm tính mài mòn dụng cụ cắt, điều quan trọng có tính chất đặc biệt là chọn đúng tốc độ cắt và lượng chạy dao.
3.3.3 Nứt và mẻ cạnh sắt
- Khi lực cắt tác dụng lên cạnh cắt cao hơn độ bền của dao sẽ gây ra sự mẻ lưỡi dao. Phần vật liệu chưa bị mẻ vẫn bị áp lực do lực cắt tác dụng lên dao làm trầm trọng thẹm vấn đề. Điều kiện này phát triển không ngừng sẽ dẫn đến hư hại hoàn toàn lưỡi cắt.
Nguyên nhân chính gây nứt và gãy cạnh cắt là:
- Lượng chạy dao trên mỗi răng quá lớn
- Chọn không đúng loại dao
- Tính giòn của dao phay ngón không thích hợp với việc thoát nhiệt.
- Dao chạy ngược
- Sự rung động do điều kiện không vững chắc của đồ gá, chi tiết gia công, hoặc máy móc
- Phoi thoát không tốt, có thể ép lên giữa bề mặt chi tiết gia công và cạnh sắt
- Biên tích tụ quá lớn ở lưỡi cắt.
3.3.4 Sự kẹt dao
- Một số vật liệu chi tiết gia công có tính kết dính tổng hợp, đó là nguyên nhân sẽ làm cho phoi dài, có sợi và bị nén, tuy nhiên phoi của một số vật liệu khác có thể có khuynh hướng dính làm trầy xước cạnh cắt hoặc bề mặt răng. Trong khi gia công những vật liệu này phoi thường vỡ và ép chặt vào rãnh xoắn dao đưa đến việc mẻ dao. Điều này có thể giảm tối thiểu khi giảm chiều sâu hoặc bề rộng cắt, giảm lượng chạy dao trên mỗi răng, sử dụng dụng cụ cắt có ít răng hơn, tạo được nhiều khoảng thoát phoi hơn, sử dụng hiệu quả hơn dung dịch trơn nguội. Nếu cần thiết tại nơi cắt nên dùng hai vòi dung dịch trơn nguội để hoàn thành tốt việc thoát phoi.
3.3.5 Hiện tượng biên tích tụ
- Các biên tích tụ ( còn gọi là sự lẹo dao) xảy ra khi các hạt vật liệu đang được gia công bị dính kết và tịch tụ ở bề mặt các răng kế bên lưỡi cắt. Tiến trình này sẽ tiếp tục cho đến khi việc lẹo dao có chức năng như một cạnh cắt. Khi việc này xảy ra, lực cắt sẽ tăng lên và độ bóng bề mặt gia công sẽ giảm. Đến một lúc nào đó biên tích tụ sẽ bị tách ra khỏi bề mặt răng và lại xuất hiện ở răng khác, đó là nguyên nhân để phá hủy hoàn toàn dụng cụ. Điều này thường thấy trên hầu hết các dụng cụ cắt bởi vì khi mỗi răng vào cắt sẽ là tuần tự từng răng một, do đó hiện tượng lẹo dao có thể bị phá hủy và cạnh dao mẻ tăng lên.
- Vấn đề này có thể được hạn chế bằng cách giảm bớt lượng chạy dao hay chiều sâu cắt. Tuy nhiên, giải pháp hiệu quả là sử dụng dung dịch trơn nguội được đưa vào vùng phoi được tạo thành. Kết quả tốt nhất là khi dung dịch trơn nguội cho dao cắt làm thành màng mỏng hay lớp oxit giữa phơi và dụng cụ cắt.
3.3.6 Sự biến cứng của chi tiết gia công
- Sự biến cứng của chi tiết gia công có thể là nguyên nhân hư hỏng dao phay. Điều này, được gọi là sự hóa bền biến dạng, sự gia công nguội,… là kết quả tác động của cạnh cắt gây ra biến dạng bề mặt chi tiết gia công, làm thay đổi cấu trúc vật liệu, do đó làm tăng độ cứng. Thỉnh thoảng sự gia tăng độ cứng này được thẩy rõ qua độ nhẵn bề mặt sáng bóng, chống lại việc thấm ướt của dung dịch trơn nguội và thường gây khó khăn cho việc cắt kim loại của dao phay. Điều thuận lợi là không phải tất cả các loại vật liệu gia công đều bị biến cứng nhưng điều này có thể xảy ra trong các hợp kim có tính chịu nhiệt và độ bền cao, tất cả các loại thép austenite và nhiều loại thép hợp kim dụng cụ.
- Điều quan trọng là sử dụng các dụng cụ cắt sắc bén, lượng chạy dao thích hợp để giữ cho sự kết dính giữa dụng cụ cắt và chi tiết gia công là ít nhất. Việc sử dụng tốc độ cắt đúng rất quan trọng và việc phay thuận với chất dung dịch trơn nguội đươc sử dụng rộng rãi càng được lưu tâm nhiều.
- Máy móc và các thiết bị kẹp chặt cần có độ ổn định cao, dụng cụ cắt công xôn nên ngắn để giữ độ sai lệch trong khi cắt ở mức tối thiểu.
3.3.7 Sự bào mòn
- Sự bào mòn phát sinh do phoi trượt trên dụng cụ cắt ( bề mặt gần cạnh cắt). Điều này làm vùng đó bị quá nhiệt và bị bào mòn bởi lực thoát phoi, phoi trượt và xoắn tạo thành một rãnh hẹp nhỏ trong mặt răng đưa đến sự phá hủy toàn bộ dụng cụ cắt. Vấn đề này có thể được giải quyết bằng cách sử dụng dung dịch trơn nguội dưới áp lực cao, tạo thành màng mỏng ngăn cản kim loại tiếp xúc với kim loại giữa phoi và bề mặt dụng cụ cắt.
CHƯƠNG 4: PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
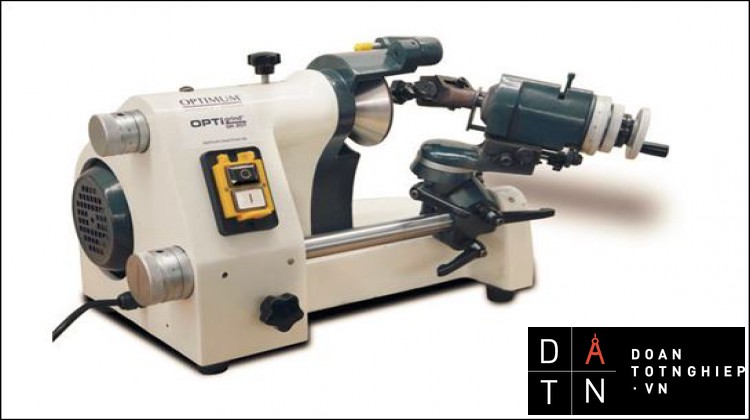
Vậy để mài được các góc dao, ta cần thiết kế máy có những cơ cấu để đáp ứng cho việc mài cũng như điều chỉnh các góc độ của dao để đạt độ chính xác nhất định.
Đối với máy mài dao phay ngón, ta cần chia ra 2 cụm để thiết kế đó là:
- Cụm động cơ
- Cụm dao
1. Phân tích các phương án và lựa chọn phương án hợp lý:
Phương án 1: cụm động cơ cố định, cụm dao vừa tịnh tiến, vừa xoay theo 2 phương để thay đổi góc dao
Ưu điểm:
- Thiết kế nhỏ gọn
- Có thể mài đươc mũi khoan
Khuyết điểm:
-Cơ cấu phức tạp do cụm dao vừa có cơ cấu tịnh tiến, vừa có thể đổi góc dao
- Mài lâu
Phương án 2: cụm động cơ cố định, cụm dao được gá trên đồ gá có góc độ cố định.
Ưu điểm:
- Thao tác đơn giản, dễ sử dụng
- Mài nhanh
Nhược điểm:
- Khó chế tạo, lắp ráp
- Góc dao bị cố định, không thể điều chỉnh được
Phương án 3: cụm động cơ có thể nghiêng góc theo 2 phương, cụm dao tịnh tiến
Ưu điểm:
- Dễ chế tạo và lắp ráp
- Cơ cấu đơn giản
- Thao tác đơn giản dễ sử dụng
Nhược điểm:
- Máy cồng kềnh
2 . Lựa chọn đá mài:
................
6.6 Đánh giá và kiến nghị
6.6.1 Kết quả đạt được của đề tài
Sau hơn một tháng thử nghiệm, thiết kế, chỉnh sửa, gia công và lắp ráp máy, và với sự giúp đỡ của thầy Lê Đức Phương hướng dẫn đồ án tốt nghiệp, đề tài đã đạt được những kết quả:
- Tìm hiểu và nghiên cứu về các góc độ của dao phay ngón, các cơ cấu để có thể đạt được các góc độ của dao
- Tính toán số vòng quay của động cơ, thiết kế máy
- Đã chế tạo xong máy mài dao phay ngón
- Thử nghiệm vận hành máy, máy đã mài được dao.
6.6.2 Kiến nghị
Do thời gian có giới hạn, nên đề tài có các hạn chế như sau:
- Các góc độ dao sau khi mài chưa có độ chính xác cao, do trong quá trình lắp đặt có nhiều sai sót, và vạch số chưa được lắp đặt chuẩn
- Máy chưa mài được các dao phay có đường kính lớn hơn Ø16 do bầu cặp khoan chỉ cặp được giới hạn từ Ø3 đến Ø16
- Cần cải tiến máy để máy có thể mài được các dao phay 3 me, 4 me, 5 me
CHƯƠNG 7: HƯỚNG DẪN SỬ DỤNG, BẢO TRÌ, BẢO DƯỠNG MÁY VÀ KIỂM TRA ĐÁ
7.1 Hướng dẫn sử dụng
-Bước 1: nghiêng đầu động cơ theo phương Oz để mài góc thoát dao ở các cạnh dao.
- Bước 2: nghiêng đầu động cơ theo phương Oz với góc 1° và phương Ox với góc 15° ÷ 25° để mài góc sau chính
- Bước 3: nghiêng đầu động cơ theo phương Oz với góc từ 4° đến 5° để mài góc vát phụ
-Bước 4: kiểm tra các góc độ dao và các lưỡi cắt có đều nhau không
7.2 Kiểm tra và bảo quản đá mài
7.2.1 Kiểm tra đá mài
- Sau khi nhận đá mài, kiểm tra xem đá mài có bị hư hỏng trong khi vận chuyển không. Để khẳng định đá mài không bị hư hỏng, treo đá mài lên và gõ nhẹ bằng cán của cây vặn vít đối với đá mài nhỏ, hoặc bằng búa gỗ đối với đá mài lớn. Đá mài dùng chất kết dính thủy tinh hoặc silicat sẽ phát ra tiếng leng keng của kim loại. Các đá mài dùng chất kết dính hữu cơ cho tiếng đục hơn. Đá mài bị nứt không phát ra tiếng ngân. Đá mài phải được lau khô và làm sạch bụi trước khi thử nghiệm, nếu không âm thanh sẽ bị giảm.
7.2.2 Bảo quản đá mài
- Để khô ở nhiệt độ hợp lý - Chất kết dính trên một số đá mài có thể bị ảnh hưởng nghiêm trọng do độ ẩm và sự thay đổi nhiệt độ khắc nghiệt
- Đá mài dạng hình chén cần được đặt trong hộp, thùng hoặc ngăn kéo
7.3 Bảo trì và bảo dưỡng máy
- Tra mỡ định kỳ vào rãnh đuôi én, trước khi tra mỡ cần phải lau chùi sạch sẽ mỡ cũ, sau đó tra mỡ mới vào
- Tra mỡ định kỳ vào trục ren đai ốc