ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY PHAY CNC LỚN DMU50M CÔNG NGHIỆP
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ
LỜI NÓI ĐẦU
Máy công cụ điều khiển theo chương trình số và rôbốt công nghiệp cũng như các hệ thống linh hoạt hoá đều thuộc về các thế hệ thiết bị, máy móc của công nghệ cao cấp (High-Tech).
Sự tiến bộ vượt bậc của Điện tử và Tin học, sự phát triển đầy hứa hẹn của ngành Vật liệu mới đã khiến cho công nghệ cao cấp trở thành cuộc cách mạng kỹ thuật mang tính thời đại. Tiến bộ mạnh mẽ của kĩ thuật vi điện tử đã tạo điều kiện nâng cao một cách đáng kể công năng của các hệ điều khiển số, đồng thời với việc giảm giá thành của các bộ điều khiển này. Những cụm vi xử lý với tư cách là bộ phận chính yếu của thiết bị, cùng những cụm ngoại vi tương thích và bản thân các máy vi tính, đều là những phần cứng (Hardware) không thể thiếu trong mỗi hệ điều khiển số CNC (Computerized Numerical Control).
Do những điều kiện thuận lợi trên cùng với những khả năng đặc biệt của các máy công cụ điều khiển số nên ngày nay đa số các máy công cụ hiện đại được điều khiển theo chương trình số. Đây là điều kiện kỹ thuật cơ bản để thực hiện những dự án tự động hoá linh hoạt (Flexible Automatization) trên từng máy công cụ điều kiển số riêng lẻ, hay ở các trung tâm gia công điều khiển số (CNC Engineering Centre), cũng như việc ghép nối chúng thành một hệ thống linh hoạt (Flexible Automatical Machine System), điều khiển liên thông bằng các máy tính ghép mạng (CIM).
Trong hệ CNC, máy công cụ và hệ điều khiển số hợp thành một thiết bị gia công có khả năng điều khiển bằng lập trình trực tiếp. Như vậy thay cho điều khiển các rơle tương ứng, thông qua các mạch logic ghép cứng, người ta dùng hệ điều khiển vi điện tử, có thể lập trình tự do, máy công cụ thực hiện các nhiệm vụ chuyên môn thông qua các chương trình điều khiển được thiết lập trước. Việc lập trình trực tiếp trên máy nhờ đối thoại giữa người và hệ điều khiển số làm cho máy công cụ CNC trở nên hữu dụng và kinh tế ngay cả cho các xí nghiệp có quy mô nhỏ và trung bình. Mặt khác, do tất cả thông tin cần thiết để máy công cụ CNC thực hiện từ một công đoạn công nghệ riêng lẻ nào đó, đến một quy trình công nghệ tổng thể, đều được đưa vào hệ điều khiển dưới dạng mã số, mà các thiết bị gia công CNC cho phép đặt chúng vào quá trình vận hành của cả xí nghiệp thông qua hệ thống quản lý dữ liệu tổng hợp. Đó là một lợi thế mạnh mẽ để nâng cao trình độ quản lý của các xí nghiệp công nghiệp hiện đại, nhờ ứng dụng của các mạng liên thông cục bộ LAN (Local Area Network).
Để bắt kịp với nhịp phát triển của các nước trong khu vực và trên thế giới, đẩy nhanh công cuộc công nghiệp hoá và hiện đại hoá đất nước, trong những năm gần đây nước ta nhập rất nhiều các máy CNC trong đó bao gồm cả các trung tâm gia công lớn của các nước Tây Âu và Nhật Bản. Các thiết bị này được nhập vào nhằm đáp ứng một số nhu cầu sản xuất chi tiết chính xácvà các thiết bị công nghiệp mà các thiết bị hiện có của ngành cơ khí trong nước không đáp ứng được. Do một số điều kiện hạn chế nhất định nên phần lớn các máy công cụ này không được nhập đầy đủ các tài liệu thiết kế cũng như các văn bản kiểm tra kèm theo, đặc biệt nhà chế tạo không cung cấp tài liệu đặc trưng động lực học của các thiết bị nêu trên, cần phải có các công trình khoa học nghiên cứu nhằm kết luận một cách chính xác và đầy đủ các chỉ tiêu kinh tế kỹ thuật đồng thời có thể đưa ra được phương hướng nghiên cứu thiết kế chế tạo thử máy công cụ CNC ở trình độ công nghệ cao ở Việt Nam.
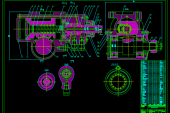
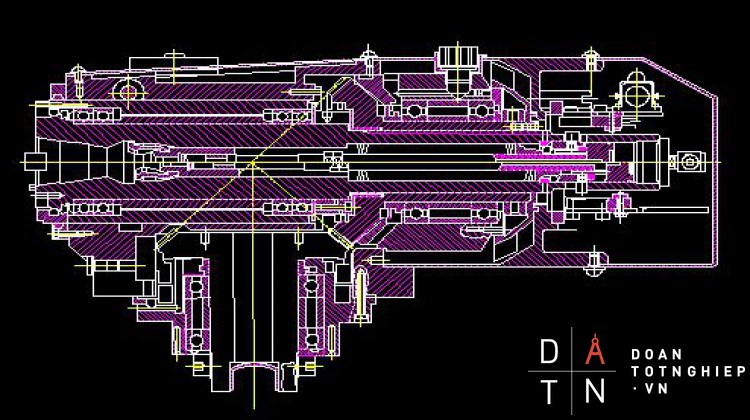
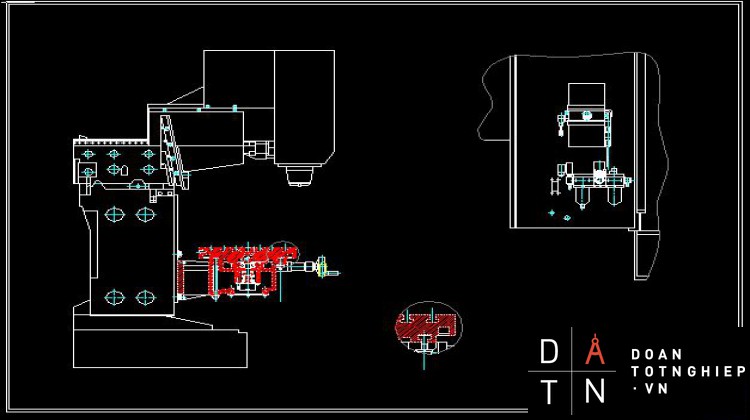
Bản đồ án tốt nghiệp này nghiên cứu khảo sát một thiết bị CNC cụ thể được nhập vào Việt Nam đó là trung tâm gia công CNC (TTGC CNC) DMU 60T của hãng DECKEL MAHO chế tạo năm 1998. Đây là một trong những loại trung tâm gia công vào loại hiện đại nhất nước ta hiện nay. Trung tâm gia công được chế tạo theo các công nghệ cao nhất và thoả mãn được tất cả các tiêu chuẩn về chất lượng, các đặc tính kỹ thuật cũng như các tiêu chuẩn về an toàn quốc tế.
Bản thuyết minh này gồm 4 chương:
Chương I: Nghiên cứu cơ bản về kỹ thuật điều khiển theo chương trình số và ứng dụng trong các TTGC điều khiển số
Nội dung: Chương này bao gồm những nghiên cứu, nhắc lại một số về kỹ thuật điều khiển số trang bị cho trung tâm gia công. Giới thiệu các thông số của TTGC khảo sát DMU 60T
Chương II: Nghiên cứu ngôn ngữ lập trình điều khiển số cho TTGC DMU 60T
Nội dung: Giới thiệu về ngôn ngữ lập trình HEIDENHAIN và các hệ điều khiển TNC 426/430 ứng dụng trên các trung tâm gia công. Bao gồm những khái niệm cơ bản nhất và phương pháp lập trình đối với hệ TNC 426 trên trung tâm DMU 60T.
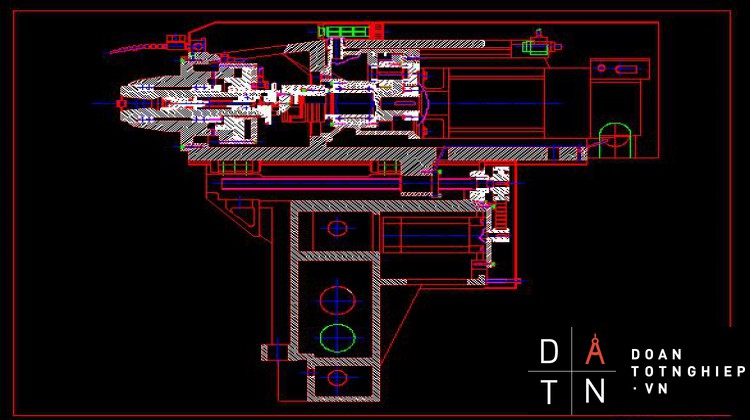
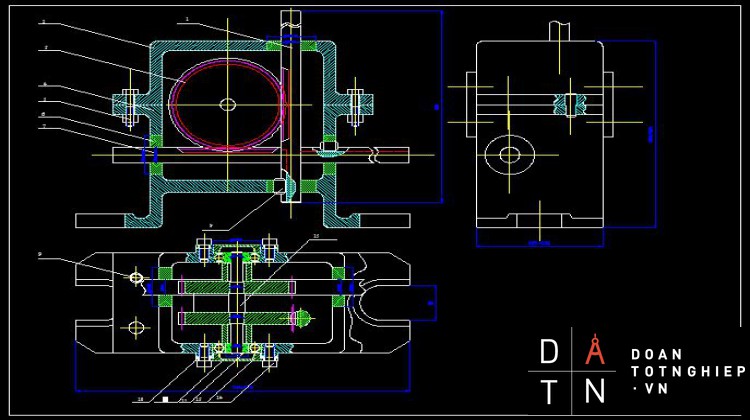
Chương III: Nghiên cứu thiết kế động học kết cấu theo mẫu máy DMU 60T
Nội dung: Thiết kế một số cụm chi tiết cơ bản theo mẫu máy DMU 60T
Chương IV: Những nghiên cứu mở đầu trên lĩnh vực ứng dụng kỹ thuật mô phỏng
Nội dung: Bao gồm những khái niệm cơ bản về mô phỏng, các kỹ thuật mô phỏng nói chung và ứng dụng cụ thể mô phỏng dao động xoắn cụm trục chính TTGC DMU 60T với các công cụ tin học hiện đại như Dynamic Designer Motion và MatLab Simulink.
Do điều kiện hạn chế về kiến thức, tài liệu, vả lại đây là một đề tài hết sức mới mẻ nhất là về lĩnh vực mô phỏng nên chắc chắn sẽ không tránh khỏi thiếu sót. Nhóm tác giả rất mong sự đóng góp ý kiến của các thầy và các bạn đồng nghiệp.
Nhóm tác giả cũng xin bày tỏ lòng cảm ơn đến PGS. TS. Tạ Duy Liêm và các thầy giáo, các bạn đồng nghiệp đã hướng dẫn, chỉ bảo cặn kẽ và tạo điều kiện thuận lợi giúp đỡ nhóm chúng em hoàn thành nhiệm vụ.
CHƯƠNG I
TỔNG QUAN VỀ MÁY CÔNG CỤ CNC
1.1. NGHIÊN CỨU TỔNG QUAN VỀ CÁC THẾ HỆ MÁY CÔNG CỤ ĐIỀU KHIỂN THEO CHƯƠNG TRÌNH SỐ
Máy điều khiển theo chương trình số gồm hai khối chính là máy công cụ thực hiện chức năng gia công cơ và hệ thống điều khiển số , điều khiển máy công cụ theo chương trình đã định sẵn .Quá trình phát triển của bộ phận điều khiển số tạo ra những thế máy mới công cụ ngày càng phát triển .
- NC ( Numerical Control ) :
Điều khiển máy công cụ theo chương trình số , thông tin được ghi lại trong chương trình điều khiển bằng ký tự là con số , chữ cái hay các ký tự đặc trưng khác . Vật mang tin đóng vai trò rất quan trọng trong hệ thống điều khiển số , nó chứa đựng nhưng thông tin hình học và công nghệ của quá trình gia công ở dạng mã hoá . Vật mang tin truyền thông tin lớn đảm bảo mang được lượng thông tin cực đại mà tốn ít năng lượng nhất .
Đầu tiên máy NC dùng băng đục lỗ có dung lượng 15 bit/ cm2 . Với dung lượng này lượng thông tin chưa đáp ứng được , ngoài ra còn một số điểm yếu như độ bền kém , dễ hư hỏng , hạn chế về độ tin cậy , khi cần sửa chữa hay thay đổi phải làm lại từ đầu rất tốn thời gian . Khắc phục những hạn chế trên vật mang tin được thay thế bằng băng từ với dung lượng 1250 bit/cm2 . Băng từ có dung lượng khá lớn nhưng lại dễ bị xoá . Nhìn chung hệ thống điều khiển các khối chức năng vẫn dùng các mạch lozic nối cứng trong từng Block . Chúng phải liên hệ trực tiếp với các kết cấu điều khiển tương tự như van từ , Rơle , công tắc ngắt …. Phần điều khiển còn tách rời với xử lý , do đó kích thước máy cồng kềnh , độ tin cậy thấp do còn ảnh hưởng của môi trường ( nhiệt độ , độ ẩm , rung động cơ học … ) . Dần dần hệ thống điều khiển NC được thay thế bằng hệ thống điều khiển CNC.
- CNC ( computerizet Numerical Control ) :
Hệ thống điều khiển số với sụ cài đặt nội tại cụm vi xử lý ( MP ) trực tiếp vận hành xử lý số và điều khiển . Với sự phát triển mạnh mẽ công nghệ thông tin và máy vi tính , hệ thống máy CNC ra đời trên cơ sở máy NC . Sự tiến bộ của CNC là có sự can thiệp trực tiếp của cụm vi xử lý mà không dùng các liên hệ lozic ghép cứng như NC . Các chức năng điều khiển và quá trình xử lý tính toán được các cụm vi tính tính toán đảm nhiệm từng phần hoặc toàn bộ . Một chương trình hệ thống như CNC được cài đặt sẵn trong máy tính , thông qua các phần mềm hệ thống như chương trình giải mã hệ điều hành . Chương trình mà các chức năng CNC riêng lẻ sẽ được thực hiện . Vật mang tin trong thế hệ máy CNC có thể là đĩa từ , đĩa compact hay sử dụng các bộ nhớ của máy vi tính ngoại vi .
-DNC ( Direct Numerical Control ) :
Hệ thống điều khiển số phân phối từ một máy trung tâm duy trì mọi dữ liệu của các chương trình NC và phân phối chúng đến tong máy công cụ riêng lẻ trong nhóm máy CNC để đáp ứng nhu cầu của các đơn vị điều khiển máy thông qua một mạng liên kết giao tiếp cục bộ . Hệ thống điều khiển DNC là một trung tâm điều khiển lưu trữ và lập các chương trình hoạt động , nó như thư viện chương trình cung cấp thông tin cho nhiều máy CNC riềng biệt . Hệ thống này có ưu điểm là truyền dữ liệu nhanh , tin cậy , phát huy tốt khả năng của máy công cụ điều khiển số . Nhược điểm là toàn bộ hoạt động của hệ thống phụ thuộc vào tình trạng làm việc của trung tâm điều khiển . Mọi trục trặc của máy tính chủ đều kéo theo sự ngưng trệ của cả hệ thống .
- FMS (Flexuble Manufacturing System ) :
Hệ thống gia công linh hoạt , có khả năng gia công các chi tiết khác nhau trong mọt họ chi tiết với số lượng và thứ tự gia công tuỳ ý , dù trong điều kiện gia công nhỏ vẫn đạt hiệu quả kinh tế . Mọi hệ thống gia công linh hoạt gồm có một hoặc nhiều trung tâm gia công CNC , các hệ thống vận chuyển chi tiết và dụng cụ , máy tính của hệ điều khiển trung tâm là thiết bị chỉ huy . Đối với hệ thống gia công linh hoạt làm việc tự động không cần người vận hành cần phải thêm các thiết bị theo dõi và do lường tự động trên máy .
Trong phạm vi đề án dưới đây chỉ xin trình bày những vấn đề đi sâu nghiên cứu về máy công cụ CNC . Hệ máy CNC bây giờ có màn hình hiển thị có độ phân giải cao , có khả năng mô phỏng và đồ họa động ( Grafic Dynamic ) cho phép người dùng máy quan sát và thay đổi chương trìng dễ hơn . Điều đó làm thay đổi lớn tới kết cấu của máy công cụ , những thiết bị cồng kềnh được thay thế bởi những mạch vi điện tử có kích thước nhỏ gọn và công năng tác dụng lớn gắn liền trong cấu trúc của máy .
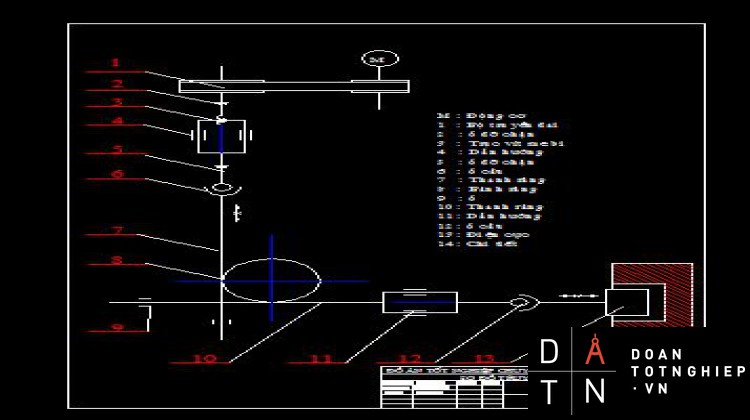
1.2. SƠ ĐỒ NGHUYÊN TẮC CẤU TRÚC CỦA MÁY CNC
Điều khiển theo chương trình số là phương pháp tự động điều hành máy công cụ thông qua các dữ liệu ở dạng mã “Chữ cái + con số và các ký tự đặc trưng ” . Đó là con đường can thiệp sâu và trực tiếp của các quá trình xử lý thônh tin trong các hoạt động hóa sản xuất trên cơ sở ứng dụng tin học . Đây là phương pháp tự động hoá các chức năng của máy với tính linh hoạt cao thể hiện ở sự thích ứng dễ dàng với các việc gia công khác nhau .
Từ bản vẽ chế tạo chi tiết và những số liệu kỹ thuật , số liệu công nghệ yêu cầu , chương trình gia công được thiết lập thiết lập gồm từng bước chương trình kế tiếp nhau . Chương trình được số hoá và ghi vào vật mang tin bởi một “Cốt mã ” tương thích , quá trình trên được gọi là xử lý số ngoài máy tiếp theo là quá trình xử lý bên trong .Các dữ liệu ghi trên vật mang tin được bổ dọc tiếp nhận phân phối các lệnh ( tạo hình và công nghệ ) đến các bộ xử lý tương ứng sau quá trình nội suy thông tin được chuyển đổi sang tín hiệu tương tự , đóng vai trò là giá trị cần của vị trí bàn máy ( trong hệ lệch về hướng chuyển dịch ) . Chúng được dẫn vào bộ so sánh theo nhịp điệu xác địng , tại đây được so sánh với giá trị thực thu thập qua hệ thống đo lường dịch chuyển .
Kết quả so sánh giá trị “Cần – Thực ”đưa ra lượng sai khác DCt và trở thành tín hiệu điều khiển cung cấp cho hệ thống truyền động , quá trình cứ tiếp diễn cho đến khi chênh lệch cặp giá trị “ Cần và thực ” bằng 0 , lúc đó vị trí các cơ cấu chấp hành của máy đạt được giá trị mong muốn . Tín hiệu điều khiển không còn nữa , hệ thống động ngừng lại .
Quá trình trên thực hiện theo nguyên tắc đường tác dụng hở , trong đó nguồn truyền động chủ yếu dùng động cơ bước ở đây thông tin được chuyển thẳng đến hệ truyền động thông qua cụm điều khiển , đóng vai trò là giá trị cần khi kết thúc chuyển động được ngay kết quả không cần so sánh với giá trị thực . Đối với hệ lệch đóng ngắt quá trình cũng diễn ra tương tự , chúng được ghi nhớ và truyền đạt đến các khâu điều chỉnh với những chu kỳ làm việc thích hợp .
1.3. KẾT LUẬN VÀ YÊU CẦU ĐỐI VỚI MÁY CÔNG CỤ CNC
Máy công cụ điều khiển theo chương trình số là bước phát triển lớn trong lĩnh vực tự động hoá ngành chế tạo máy , nó tạo ra những khả năng đặc biệt và có những ưu điểm vượt trội so với máy công cụ vạn năng thông thường . Máy cho phép cắt với tốc độ lớn , giảm thời gian phụ tới mức tối đa do tính năng tự động nên năng suất rất cao . Tính linh của máy thể hiện rõ trên cơ sở việc thay đổi chương trình đơn giản và có thể thực hiện ở trên máy . Máy gia công với độ chính xác cao do nguyên tắc điều khiển theo chương trình số đảm bảo độ chính xác lặp lại , đặc biệt máy có khả năng khai thác tối đa các chế độ cắt tối ưu cũng như các ứng dụng tiến tiến của kỹ thuật kiểm tra tích cực .
Với những trung tâm gia công CNC tính tập trung nguyên công rất cao , có thể ra công mội số lượng lớn các bề mặt chi tiết mà không phảI thay đổi vị trí hoặc gá đặt laị .
Để đẩm bảo phát huy các ưu điểm trên , máy công cụ CNC phải có độ cứng vững cao và độ tin cậy cao , truyền được mômen cắt và các vị trí số điều khiển tới cơ cấu công tác một cách nhanh chóng chính xác với năng lượng tiêu hao ít nhất . Do vậy kết cấu của máy phải có những yêu cầu :
- Hệ thống truyền động chạy dao phải có những khe hở nhỏ nhất tới mức có thể . Muốn vậy xích chạy dao phải càng ngắn càng tốt . Dùng những cơ cấu truyền động có hiệu suất cao và không có khe hở như vít me đai ốc bi , cơ cấu tự động khử khe hở trong bộ truyền .
- Hệ truyền động phải có gia tốc lớn , tác động nhanh , có phạm vi điều chỉnh tốc độ rộng , truyền được tải trọng lớn và giảm mômen quán tính chi tiết chuyển động .
- Cần áp dụng những biện pháp tích cực đến giảm ma sát khô cho các đường hướng của máy , trong các cặp truyền động và các ổ đỡ . Điều đó đẩm bảo cho địch chuyển êm khi tốc độ nhỏ , khi điều chỉnh tốc độ có bước nhảy, khi có mômen quán tính lớn và khi tải trọng thay đổi đáng kể trong quá trình cắt .
- Động cơ thuỷ lực và xi lanh thuỷ lục dụng trong hệ thống CNC phải được chế tạo sao cho độ lọc dầu và khống chế nhiệt độ tốt nhất , hạn chế tối đa mức độ dò dầu , đảm bảo làm việc tin cậy và ít phụ thuộc vào sự thay đổi nhiệt độ .
- Các cơ cấu dẫn động chạy dao trên các trục tọa độ độc lập phải có đặc tính đồng nhất .
- Các cụm máy phải có tính chịu mài mòm và tính ổn định cao , các phần tử của hệ thống truyền động không được quá nóng , phải có thiết bị làm mát đôi khi phải làm mát cưỡng bức dầu bôi trơn . Bộ phận khuyếch đại phải có hệ số khuyếch đại cao , độ tin cậy cao , độ nhạy cao đảm bảo cải thiện được các đặc tính tuyến tính và sự ổn định thông số đầu ra