ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY UỐN HỘ LAN 3 SÓNG


NỘI DUNG ĐỒ ÁN
TRƯỜNG ĐH BÁCH KHOA HÀ NỘI VIỆN CƠ KHÍ BỘ MÔN GIA CÔNG ÁP LỰC |
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập – Tự do – Hạnh phúc ---o0o--- |
ĐỒ ÁN TỐT NGHIỆP
Họ và tên:
Bộ môn: Gia công áp lực
Viện: Cơ khí
-
Tên đề tài
THIẾT KẾ MÁY UỐN HỘ LAN 3 SÓNG
- Các số liệu ban đầu
Kích thước sản phẩm:
- Nội dung các phần thuyết minh và tính toán:
Chương 1: Giới thiệu ngành GCAL và phương pháp cán sóng
Chương 2: Thiết kế công nghệ uốn lốc sản phẩm tôn 3 sóng
Chương 3: Thiết kế động học cho hệ thống
Chương 4: Thiết kế các cơ cấu khác
Chương 5: Lắp đặt, vận hành và bảo dưỡng
- Các bản vẽ:
Mục Lục
LỜI NÓI ĐẦU.. 10
Chương 1. 12
TỔNG QUAN VỀ CÔNG NGHỆ VÀ SẢN PHẨM TÔN 3 SÓNG.. 12
1.1. Giới thiệu khái quát về công nghệ Gia công áp lực (GCAL)12
1.1.1. Giới thiệu về GCAL.. 12
1.1.2. Phân loại ngành GCAL.. 13
Chương 2. 15
THIẾT KẾ CÔNG NGHỆ UỐN LỐC SẢN PHẨM TÔN 3 SÓNG.. 15
2.1. Công nghệ cán tạo sóng. 15
2.1.1. Cơ sở lý thuyết quá trình cán kim loại15
2.1.2.Phương pháp cán kim loại19
2.1.3.Công nghệ cán tạo sóng. 20
2.2. Thiết kế phôi ban đầu. 22
2.3. Xác định kích thước con lăn cán. 23
2.3.1. Xác định kích thước con lăn cán sóng tôn đầu tiên nhô cao. 24
2.3.2 Xác định kích thước của con lăn thứ 2 biên dạng sóng tôn thứ 2. 25
2.3.3 Xác định kích thước con lăn cán của sóng còn lại25
2.4 Phương án thiết kế máy. 25
2.4.1. Phương án bố trí con lăn trên trục cán. 25
2.4.2 Phương án truyền động chính cho máy cán. 26
2.4.3 Phương án truyền động cho hệ thống đột lỗ và cắt sản phẩm.. 30
Chương 3. 34
THIẾT KẾ ĐỘNG HỌC CHO HỆ THỐNG.. 34
3.1. Tính năng kĩ thuật của máy. 34
3.2. Thiết kế động học. 34
3.2.1. Tính áp lực cán. 34
3.2.2. Tính momen. 35
3.3.3. Chọn động cơ. 37
3.3.4. Phân phối tỷ số truyền. 38
3.3.5. Tính toán bộ truyền bánh răng dẫn động các trục cán đồng tốc. 39
3.3.6. Tính toán bộ truyền xích dẫn động từ trục cán tạo hình sang trục nắn 45
3.3.7. Tính toán thiết kế quả cán. 47
3.3.8. Thiết kế trục uốn:52
3.3.9. Tính toán then. 56
3.3.10.Tính toán chọn ổ đỡ. 59
Chương 4:61
THIẾT KẾ CÁC CƠ CẤU KHÁC (hệ thống thủy lực,cơ cấu điều chỉnh khe hở,cấp phôi)61
4.1. Tính toán thủy lực cho dây truyền. 61
4.1.1 Sơ đồ thủy lực của máy cán. 61
4.1.2. Tính toán hệ thống thủy lực cho hệ thống máy cán. 61
4.2. Thiết kế cơ cấu điều chỉnh khe hở trục cán. 77
* Xác định đường kính dây lò xo :77
Hình: Sơ đồ cơ cấu điều chỉnh khe hở trục cán. 78
4.3. Thiết kế thân máy cán. 79
4.4. Thiết kế cơ cấu cấp phôi tự động. 79
Chương 5. 83
LẮP ĐẶT VẬN HÀNH BẢO DƯỠNG DÂY CHUYỀN CÁN.. 83
5.1. Lắp đặt83
5.2. Vận hành. 83
5.3. Bảo dưỡng máy cán. 84
KẾT LUẬN.. 86
TÀI LIỆU THAM KHẢO.. 87
LỜI NÓI ĐẦU
Thời gian gần đây, nước ta đang bước vào thời kì hội nhập toàn cầu. Quá trình hội nhập mang lại cho chúng ta rất nhiều cơ hội phát triển về kinh tế, văn hóa, giáo dục... mà nổi bật là những thành tựu về kinh tế chúng ta đã và đang đạt được.
Kể từ những năm đầu của công cuộc đổi mới đến nay, nền kinh tế nước ta đã có nhiều chuyển biễn rõ rệt, trong đó ngành công nghiệp mang tính mũi nhọn, đầu tàu trong nền kinh tế. Bắt đầu từ việc chuyển giao công nghệ từ nước ngoài, cho đến chế tạo và thay thế linh kiện và cuối cùng là chế tạo và lắp ráp nội địa 100%. Chính điều đó không những làm tăng tính hiệu quả về mặt kinh tế , giải quyết gánh nặng việc làm cho xã hội mà còn tăng tính tự lập , tự cường , phát huy sức mạnh nội lực và khả năng sáng tạo của người Việt Nam.
Cùng với việc phát triển nền kinh tế, vấn đề xây dựng cơ sở vật chất, nhà xưởng, nhà ở, đặc biệt là các công trình giao thông... càng được quan tâm. Đồng nghĩa với việc ngày càng có nhiều nhu cầu về sử dụng các sản phẩm tấm lợp, tấm hộ lan tôn làm dải phân cách...
Sau một thời dài nguyên cứu suy nghĩ và phân tích , được sự giúp đỡ, gợi ý của các Thầy cô trong Bộ môn Gia Công Áp Lực và sự tận tình hướng dẩn của thầy Lê Trung Kiên, em đã thực hiện đề tài "THIẾT KẾ MÁY UỐN HỘ LAN 3 SÓNG". Đây là một vấn đề có tính khả thi cao và thiết thực, mang tính ứng dụng trong thực tế cao. Máy cán được thiết kế trong đồ án không đòi hỏi chế tạo với điều kiện kỹ thuật công nghệ cao. Nên đối với ngành cơ khí của nước ta hiện nay thì việc chế tạo nó là việc hoàn toàn thực hiện được.
Trong quá trình thiết kế đồ án này do kiến thức và kinh nghiệm thiết kế còn hạn chế nên không tránh khỏi những sai sót, rất mong nhận đợc sự góp ý của các thầy trong bộ môn để đồ án của em được hoàn thiện hơn.
Chương 1
TỔNG QUAN VỀ CÔNG NGHỆ
VÀ SẢN PHẨM TÔN 3 SÓNG
1.1. Giới thiệu khái quát về công nghệ Gia công áp lực (GCAL)
1.1.1. Giới thiệu về GCAL
Như tất cả chúng ta đều biết, vật liệu được sử dụng rộng rãi nhất hiện nay trên toàn thế giới là kim loại. Không những bởi vì nó đa dạng về chủng loại, dễ kiếm và có cơ tính tốt mà còn vì nó rất dễ tạo hình với khả năng biến dạng dẻo của nó. Nhờ khả năng đó của kim loại mà ngành GCAL ra đời, với phương thức tạo hình chi tiết thông qua quá trình biến dạng dẻo từ phôi kim loại. Ngày nay ngành GCAL đang ngày một lớn mạnh và có mặt ở hầu hết các quốc gia trên toàn thế giới. Với ưu điểm như: năng suất cao, tiết kiệm nguyên vật liệu, sản phẩm có cơ tính tốt vì vẫn giữ lại được thớ. Các máy GCAL có tính vạn năng cao, một máy có thể chế tạo nhiều chi tiết chỉ nhờ việc thay đổi một số bộ phận chính thích hợp. từ đó mà sản phẩm của gcal hết sức đa dạng, bao trùm hầu hết hầu hết các lĩnh vực của cuộc sống như đồ gia dụng, phương tiện vận chuyển, dụng cụ y tế, phôi hoặc cơ cấu trong cá ngành chế tạo máy khác cho đến các trang thiết bị phục vụ ngành quốc phòng.
Tiềm năng lớn Gia công kim loại bằng áp lực là một ngành cơ bản trong sản xuất cơ khí. Công nghệ gia công áp lực cho phép tạo ra các sản phẩm có hình dáng và kích thước phức tạp đồng thời đảm bảo chất lượng về cơ tính tốt, năng suất cao, giá thành hạ. Do vậy, gia công áp lực có một vị trí rất lớn trong công nghiệp chế tạo phụ tùng ôtô, máy kéo, xe máy, hàng dân dụng và quốc phòng với 2 lĩnh vực lớn là công nghệ cán kéo và công nghệ dập tạo hình. Các chi tiết dập từ vỏ, khung, sườn và các bộ phận máy trong một chiếc ôtô đều được thực hiện bằng công nghệ gia công áp lực. Gần đây, ngành chế tạo, sản xuất ống thép và cán lốc cũng như những bình, bồn chứa, đường ống trong ngành dầu khí, ngành sản xuất xi măng cũng đều sử dụng công nghệ này.
Từ những năm 1995, Việt Nam đã có thể chế tạo thành công những loại máy uốn thép để tạo ra sản phẩm như: các loại thép định hình phục vụ xây dựng, những thanh chắn đường đạt tiêu chuẩn của Mỹ, máy làm các tấm lợp kim loại… Đây là những sản phẩm Việt Nam thường phải nhập khẩu từ Australia, Đài Loan. Khi chế tạo thành công, sản phẩm của Việt Nam có chất lượng tương đương giá chỉ bằng 1/10 dây chuyền ngoại nhập. Ngoài ra, Việt Nam cũng đã thiết kế và chế tạo thành công những máy ép thủy lực cỡ 500-1000 tấn. Những minh chứng này cho thấy Việt Nam hoàn toàn có đủ chất xám và khả năng trong ngành gia công áp lực. Bên cạnh đó, theo Chiến lược Quốc gia thì đến năm 2020, Việt Nam cơ bản phải trở thành một nước công nghiệp. Điều đó chứng tỏ rằng trong một thập niên nữa, ngành công nghiệp cơ khí cũng phải đạt mức độ phát triển tiên tiến của khu vực và thế giới mà gia công cơ khí được đánh giá là một trong những "chìa khóa" quan trọng mở cánh cửa công nghiệp hóa cho Việt Nam.
Mặc dù có tiềm năng lớn như vậy nhưng không thể phủ nhận được rằng việc đầu tư phát triển ngành này hiện gặp rất nhiều khó khăn. Nguyên nhân chính phải kể đến là sự đầu tư trang thiết bị để phát triển ngành này rất lớn. Quá trình đào tạo trong các trường đại học cũng chưa được đầu tư đúng đắn. Công nghệ và thiết bị gia công áp lực được coi là một tiêu chí để đánh giá năng lực ngành công nghiệp nặng của một quốc gia. Muốn vậy, cần phải có sự đột phá trong phát triển ngành gia công áp lực.
1.1.2. Phân loại ngành GCAL
Dựa vào sản phẩm của quá trình gia công mà GCAL được chia ra thành nhiều hình thức gia công riêng biệt như: Rèn, Dập, Cán, Cán vành, Lốc, Đột, Miết… mỗi loại hình gia công có những đặc điểm khác nhau từ đó tạo ra các sản phẩm đặc thù: Rèn, dập tạo ra các chi tiết dạng khối hoặc tấm có hình dạng phức tạp. Lốc tạo ra các chi tiết có tiết diện cố định với chiều dài chưa xác định từ phôi dải mỏng. Đột giúp tạo thành lỗ trên chi tiết và Cán giúp tạo ra chi tiết có tiết diện cố định đặc biệt dang thẳng. Cán vành giúp tạo ra chi tiết có dạng vành tròn xoay.
|
|
Chương 2
THIẾT KẾ CÔNG NGHỆ UỐN LỐC
SẢN PHẨM TÔN 3 SÓNG
2.1. Công nghệ cán tạo sóng
2.1.1. Cơ sở lý thuyết quá trình cán kim loại
- Biến dạng dẻo của kim loại
Khi chịu tác dụng của ngoại lực , kim loại sẻ biến dạng theo ba giai đoạn nối tiếp nhau: Biến dạng đàn hồi , biến dạng dẻo và biến dạng phá hủy.
Từ thí nghiệm kéo kim loại người ta có biểu đồ kéo sau:
- Biến dạng đàn hồi: là biến dạng mất đi sau khi bỏ tải trọng. Lúc đầu khi tăng tải trọng độ biến dạng DL tăng tỷ lệ bậc nhất với tải trọng ứng với đoạn thẳng OA trên biểu đồ.
- Biến dạng dẻo: là sự biến đổi kích thước sau khi khử bỏ tải trọng. Khi tải trọng vượt quá gía trị nhất định độ biến dạng DLtăng lên theo tải trọng với tốc độ nhanh hơn . Ở giai đoạn này biến dạng dẻo đi cùng với biến dạng đàn hồi.
- Biến dạng phá hủy: là sự đứt rời các phần tinh thể kim loại khi biến dạng (khi tải trọng vượt quá tải trọng cho phép ). Khi tải trọng đạt đến giá trị lớn nhất trong khi kim loại xuất hiện vết nứt, tại đó ứng xuất tăng nhanh gây biến dạng tập trung , kích thước vết nứt tăng lên và cuối cùng phá hủy kim loại (điểm D) . Đó chính là giai đoạn phá hủy.
(*) Biến dạng dẻo là hình thức phổ biến. Gia công áp lực là quá trình lợi dụng giai đoạn biến dạng dẻo để gia công . Biến dạng dẻo bắt đầu được thực hiện khi mà trong kim loại trạng thái ứng xuất được xác định . Trong đó ứng xuất tiếp tác dụng lên mặt trượt đạt đến giá trị giới hạn tth ( phụ thuộc vào vật liệu ) và có khả năng vượt qua nội lực trên các mặt tinh thể của kim loại.
- Trạng thái ứng suất và các phương trình dẻo
Giả sử trong vật thể hoàn toàn không có ứng suất tiếp thì vật thể có 3 dạng ứng suất chính sau:
Ứng suất đường : tmax = s1/ 2 (1)
Ứng suất mặt : tmax = (s1- s2 ) / 2 (2)
Ứng suất khối : tmax = (smax - tmax ) / 2 (3)
Nếu s1 = s2 = s3 thì t =0 và không có biến dạng , ứng suất chính để kim loại biến dạng déo là biến dạng chảy sch
* Điều kiện biến dạng dẻo:
- Khi kim loại chịu ứng suất đường :
|s1| = sch tức tmax = s ch/ 2 (4)
- Khi kim loại chịu ứng suất mặt :
|s1-s2| = sch (5)
- Khi kim loại chịu ứng suất khối :
|smax - smin| = sch (6)
Các phương trình trên gọi là phương trình dẻo
Biến dạng dẻo chỉ bắt đầu sau biến dạng đàn hồi , thế năng của biến dạng đàn hồi :
A = A0 + Ah
Trong đó :
A0 : thế năng để thay đổi thể tích vật thể (trong biến dạng đàn hồi thể tích vật thể tăng lên , tỉ trọng giảm xuống).
Ah : Thế năng để thay đổi hình dáng vật thể.
Trạng thái ứng suất khối , thế năng biến dạng đàn hồi theo định luật Húc . Được xác định:
A = ( s1e1 + s2e2 + s3e3 ) / 2 (8)
Như vậy biến dạng tương đối theo định luật Húc :
e1 = 1/ E [s1 - m (s1 + s3 )]
e2 = 1 / E [s2 - m (s1 + s3 )] (9)
e3 = 1 / E [s3 - m (s2 + s1 )]
Theo (8) thế năng toàn bộ của biến dạng được biểu thị :
(10)
Lượng tăng tương đối thể tích của vật trong biến dạng đàn hồi bằng tổng biến dạng trong 3 hướng cùng góc :
(11)
Trong đó :
m - hệ số Papacon tính đến vật liệu biến dạng
E - mô dun đàn hồi của vật liệu
Thế năng để làm thay đổi thể tích bằng :
(12)
Thế năng dùng để thay đổi hình dáng vật thể :
(13)
Vậy thế năng đơn vị để biến hình khi biến dạng đường sẽ là :
(14)
Từ (13) và (14) Ta có :
(15)
Đây gọi là phương trình năng lượng biến dạng dẻo
Khi các kim loại , biến dạng ngang không đáng kể , nên theo (9) ta có thể viết :
(16)
Khi biến dạng dẻo ( không tính đến đàn hồi ) thể tích của vật không đổi , vậy Dv = 0 .
Từ (12) Ta có
Suy ra : ,Vậy (17)
Từ (16) và (17) ta có : (18)
Vậy phương trình dẻo có thể viết
(19)
Trong trượt tinh khi s1 = - s3 trên mặt nghiêng ứng suất pháp bằng 0 ứng suất tiếp khi a = 45o
tmax = (20)
So sánh nó với (19) (Khi )
tmax= (21)
Vậy ứng suất tiếp lớn nhất là :
k=0.58 Gọi là hằng số dẻo
Ở trạng thái ứng suất khối phương trình dẻo có thể viết :
(22)
Phương trình dẻo (22) rất quan trọng để giải các bài toán trong gia công kim loại bằng áp lực .
Tính theo hướng của các áp suất , phương trình dẻo (22) chính xác nhất được viết :
(23)
2.1.2.Phương pháp cán kim loại
Cán là quá trình làm biến dạng kim loại bằng áp lực giữa những trục quay tròn để nhận những sản phẩm có tiết diện ngang nhỏ hơn tiết diện phôi ban đầu.
So với các phương pháp áp lực khác, cán là 1 phương pháp gia công có năng suất cao. Các máy cán hiện đại có khả năng cơ khí hóa và tự động hóa rất cao, vận tốc cán có thể đạt 30 đến 40 m/phút
Máy cán theo nghĩa rộng là tổ hợp máy và thiết bị tạo ra sản phẩm cán, gồm máy trực tiếp gia công và các máy phụ trợ như lò gia nhiệt, máy chồn, máy cắt…
Máy cán (nói riêng) thường gồm 3 bộ phận chính: động cơ, bộ phận truyền động và giá cán. Trong đó giá cán là thành phần trực tiếp tác động lực làm biến dạng chi tiết. Giá cán thường gồm: thân giá cán, trục cán, gối đỡ và ổ đỡ trục cán, cơ cấu dẫn hướng…
Máy cán có nhiều cách phân loại. Có thể phân loại theo cách bố trí giá cán, theo công dụng, theo số trục cán và cách bố trí trục cán…
- Theo cách bố trí giá cán có thể phân thành: máy 1 giá cán, máy nhiều giá cán xếp hàng ngang, máy nhiều giá cán xếp hàng dọc, máy cán liên tục, máy cán nửa liên tục…
- Theo công dụng có thể phân thành: máy cán khai phôi, máy cán hình, máy cán nóng thép tấm, máy cán nguội, máy cán ống…
- Theo số trục và cách bố trí trục cán có thể phân thành: máy có trục nằm ngang, máy có trục thẳng đứng, máy cán có trục đặt hỗn hợp, máy cán có trục chéo… trong đó số trục có thể là 1,2,3…
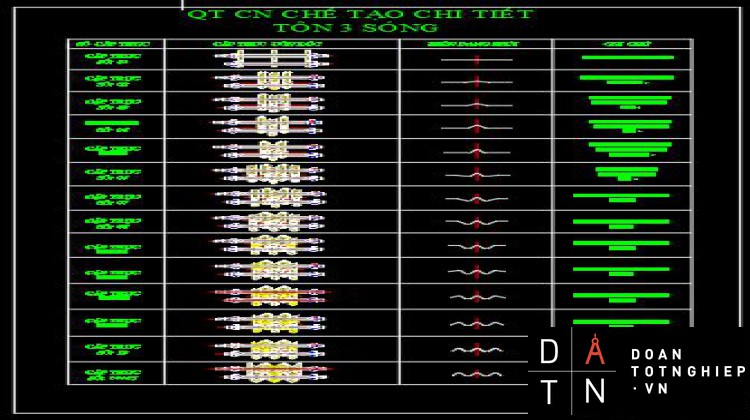
2.1.3.Công nghệ cán tạo sóng
- Quá trình tạo sóng tôn
Quá trính cán tôn là quá trình cán hình đặc biệt .Nó không làm thay đổi độ dày của tôn tại mọi vị trí . Tôn phẳng sau khi qua dây chuyền cán nó có biên dạng như yêu cầu. Đặc biệt trong quá trình cán tôn lớp sơn mạ bảo vệ phải được giữ nguyên hoàn toàn không bị phá huỷ tại một vị trí nào. Với đặc điểm của cán tôn như vậy ta có thể xem quá trình cán tôn như là quá trình uốn liên tục tạo ra hiện dạng yêu cầu . Việc tạo thành một sóng tôn nó cũng phải qua nhiều lần cán . Từ 4 đến 5 lần sao cho đảm bảo dược biên dạng trong cán tôn , sóng tôn được định hình giữa hai con lăn cán , trong đó . Một con lăn đóng vai trò là cối và một con lăn đóng vai trò là chày . Giữa chày và cối có chuyển động quay và phôi có chuyển động tiến . Độ sâu của sóng tôn sau một lần cán phụ thuộc vào độ sâu của chày.
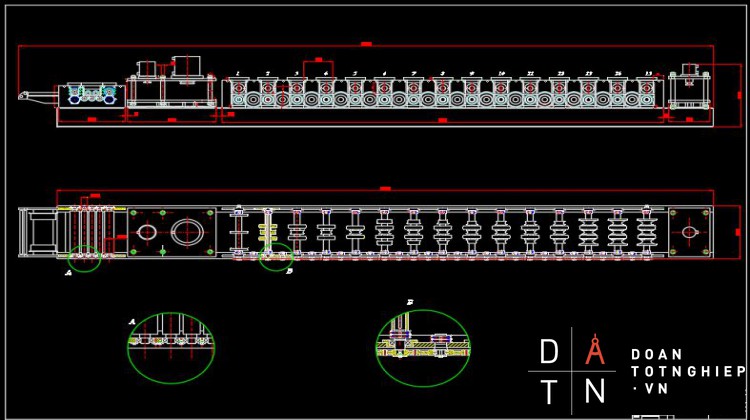
- Dây chuyền cán tôn tạo sóng
Dây chuyền cán là hệ thống các thiết bị thực hiện nguyên công chính là làm biến dạng dẻo kim loại bằng áp lực để nhận được sản phẩm cán có hình dạng , kích thước yêu cầu .
Dây chuyền cán gồm các bộ phận chính sau:
* Nguồn động lực (động cơ , Mô tơ)
Nguồn động lực hay còn gọi là nguồn năng lượng để làm biến dạng dẻo kim loại được truyền đến trục cán từ các động cơ điện . Thường dùng động cơ chuyên dùng có quạt làm mát. Ở dây chuyền cán có tốc độ cán không đổi (Dây chuyền cán liên tục ) thường dùng động cơ đồng bộ (đôi khi dùng độnh cơ không đồng bộ với bánh đà ) . Ở dây chuyền cán có điều chỉnh tốc độ dùng động cơ một chiều. Nguồn một chiều được cấp từ bộ chỉnh lưu riêng .
* Bộ phận truyền động
Bao gồm : Hộp giảm tốc , khớp nối , trục và hộp bánh răng trợ lực.
- Hộp giảm tốc là bộ phận giảm tốc trục quay khi truyền động từ hộp cơ đến đến trục cán.
- Trục Spindet : Dùng để truyền chuyển động quay từ bộ bánh rằn chử V đến trục cán , sử dụng phổ biến là trục Spindet vạn năng.
- Hộp bánh răng truyền lưüc : là bộ phận chuyển động từ họp giảm tốc qua các bánh răng chử V để phân phối cho các trục cán.
* Giá cán
Giá cán là bộ phận chủ yếu của dây chuyền cán . Bao gồm thân giá cán , trục cán , ổ đỉa trục , bộ phận điều chỉnh lượng ép , hệthống dẩn phôi , lật phôi cán và các thiết bị phụ khác đặt trên thân giá cán
1: Động cơ điện
2: Hộp giảm tốc
3: Hộp chia mômen
4: Trục nối
5: Khớp nối
6: Giá cán
Trên một dây chuyền cán tôn có nhiều cặp trục cán nằm liên tiếp nhau . Sản phẩm được hình thành từ tấm hoặc dải lần lượt đi qua nhiều cặp trục , mà ở mổi nhiều cặp trục vật cán được tạo hình dần dần tiến đến hình dáng , tiết diện của sản phẩm cuối cùng .
Quá trình cán tôn được thực hiện liện tục trên nhiều giá cán đứng liên tiếp nhau trong cùng một hàng dọc . Nhờ lực ma sát giữa các con lăn quay và tấm kim loại mà phôi cán chuyển động tịnh tiến ăn liền vào giá cán đứng sau . Mà giữa các giá cán đó không sảy ra hiện tượng chùn hoặt đứt kim loại cán . Để đảm bảo quá trình cán diển ra liên tục thì thể tích kim loại đi qua các giá cán cùng một lúc trong một đơn vị thời gian phải bằng nhau .
* Ưu điểm:
So với dập , uốn thì việc cán tôn trên máy cán liên tục có những ưu điểm sau hơn như :
- Năng suất cán cao
- Chất lượng sản phẩm tốt , ít bị khuyết tại
- Dễ cơ khí hóa và tự động hóa trong quá trình sản xuất
* Nhược điểm:
- Vốn đầu tư ban đầu lớn
- Nhiều thiết bị phụ
- Chiếm nhiều diện tích nhà xưởng
Do nhu cầu sử dụng tôn ngày càng tăng và để giảm giá thành sản phẩm . Chủ động trong việc đáp ứng nhu cầu của người sử dụng về màu sắc, vật liệu, độ dày và chiều dài của tôn. Đòi hỏi các nhà sản xuất, kinh doanh buôn bán tôn phải tìm ra giải pháp tối ưu đáp ứng được yêu cầu đó. Hiện nay các phân xưởng cán tôn cũng được xây dựng một cách cơ bản.
2.2. Thiết kế phôi ban đầu
Xét sản phẩm có biên dạng như hình vẽ:
Theo nguyên tắc độ dài thực (theo chiều dài biên dạng) không đổi ta tính được chiều rộng tấm phôi:
L phôi = 2 . (AB + BC + CD + DE + EF + FG + GH + HI + IK)
= 2 . (27,3 + 58,5 + 48,8 + 71 + 23 +27,7 + 23 + 71 + 24,4) = 749.4 (mm)
2.3. Xác định kích thước con lăn cán
Muốn xác định kích thước của con lăn cán ta phải lựa chọn đường kính danh nghĩa của các con lăn thông qua vận tốc của sản phẩm khi đi qua dây chuyền . Chọn vận tốc sản phẩm là v = 0,3m/s.
Các con lăn trên trục cán có đường kính không giống nhau và nó theo biên dạng cán nên có thể đường kính nhỏ và lớn . Do vậy khi sản phẩm cán đi qua hai trục cán sẽ có phần vận tốc của tôn khác đi vận tốc dài của con lăn cán . Do đó sẽ xuât hiện hiện tượng trượt tương đối giữa tôn và con lăn cán.
Biên dạng tôn được uốn theo hình có sẳn trên can lăn . Nhờ ma sát giữa tôn và các con lăn , nên khi con lăn ở trục dẫn động quay, tôn được chuyển động tịnh tiến động thời cũng dẩn động làm quay trục trên.
Khi thiết kế hệ thống con lăn của cặp trục cán . Chú ý đảm bảo cho nó có vận tốc dài bằng nhau tại một số vị trí và không cho chúng làm giãn (co ) tôn theo chiều dọc, tránh bị vòm . Vận tốc tại đó sẽ là vận tốc tôn để thiết kế máy. Ta chọn ở vị trí này làm vận tốc trung bình của con lăn.
Máy cán hộ lan tôn là máy hình trung bình, cán tấm dải chiều dày nhỏ hơn 10mm nên tâ chọn đường kính dnh nghĩa của các con lăn D = 303mm , d= 140mm . Tính toán cho chiều dày tôn cán là 6mm . Để tôn ra khỏi hai trục cán phẳng thì số vòng quay của hai trục phải khác nhau.
Chọn đường kính trục đở con lăn là f=70mm
Đường kính cổ trục để lắp ổ đở là fcổ = 60mm
1.3.1. Xác định kích thước con lăn cán sóng tôn đầu tiên nhô cao
Đường kính danh nghĩa : D=150mm , d=150mm.
Các kích thước : D1=D - 2a1 (mm)
d1 = d + 2a1 (mm)
- Lần cán đầu tiên :
a1= 27,4mm. D1 = 303 – 2 . 27,4 = 248,2 (mm)
d1 = 140 + 2 . 27,4 = 194,8 (mm )
- Lần cán thứ hai :
a1= 50,6 mm. D1 = 303 – 2 . 50,6 = 201,8 (mm)
d1 = 140 + 2 . 50,6 = 241,2 (mm )
Da1 = 50,6 – 27,4 = 23,2 (mm)
- Lần cán thứ ba :
a1= 76,9 mm. D1 = 303 – 2 . 76,9 = 149,2 (mm)
d1= 140 + 2 . 76,9 = 293,8 (mm )
Da1 = 76,9 – 50,6 = 26,3 (mm)
- Lần cán thứ tư :
a1= 80 mm. D1 = 303 – 2 . 80 = 143 (mm)
d1= 140 + 2 . 80 = 300 (mm )
Da1 = 80 – 76,9 = 31 (mm)
Để có các bước sóng tiếp theo , ta tạo ra con lăn cán có hình dáng tương tự nhưng về hai phía . Để thuận lợi cho việc chế tạo cũng như lắp ráp . Ta làm các con lăn thành từng phần riêng lẽ nhau mỗi phần đúng bằng khoản sóng tiếp theo . Sau đó lắp ghép lại với nhau thành thành một lô cán hoàn chỉnh thông qua trục chung f=70mm và lắp giữ bằng then từng cụm riêng .
2.3.2 Xác định kích thước của con lăn thứ 2 biên dạng sóng tôn thứ 2
Các kích thước : D2 = D - 2a2
d2 = d + 2a2
- Lần cán đầu tiên :
a2= 27,4mm. D2 = 303 – 2 . 27,4 = 248,2 (mm)
d2 = 140 + 2 . 27,4 = 194,8 (mm )
- Lần cán thứ hai :
a2= 50,6 mm. D2 = 303 – 2 . 50,6 = 201,8 (mm)
d’1 = 140 + 2 . 50,6 = 241,2 (mm )
Da2 = 50,6 – 27,4 = 23,2 (mm)
- Lần cán thứ ba :
a2= 76,9 mm. D2 = 303 – 2 . 76,9 = 149,2 (mm)
d’1 = 140 + 2 . 76,9 = 293,8 (mm )
Da2 =76,9 – 50,6 = 26,3 (mm)
- Lần cán thứ tư
a2= 80mm. D2 = 303 – 2 . 80 = 143 (mm)
d’1= 140 + 2 . 80 = 300 (mm)
Da2= 80 – 76,9 = 3,1 (mm)
Tương tự như loại sóng biên dạng trên . Ta cũng chế tạo thành từng phần sau đó lắp vào bằng then .
2.3.3 Xác định kích thước con lăn cán của sóng còn lại
Tương tự như sóng trên, sóng này cùng kích thước tương tự theo mỗi loại và được bố trí về hai phía đối xứng.
2.4 Phương án thiết kế máy
2.4.1. Phương án bố trí con lăn trên trục cán
Có nhiều phương án thiết kế máy khác nhau. Nhưng tùy thuộc vào cách truyền động , sự phân bố biên dạng trên trục cán . Khi cán sóng tôn gợn sóng này , hệ con lăn cán của các sóng gần nhau phải liên tục . Để đơn giản ta chỉ biểu diển các con lăn của các sóng cơ bản còn các sóng trung gian và con lăn trung gian thì ngầm hiểu .
|
Số cặp trục cán cho 1 sóng |
Số thứ tự sóng |
2.4.2 Phương án truyền động chính cho máy cán
Có hai phương án truyền động ch dây chuyền.
- Phương án truyền động bằng dầu thủy lực
- phương án truyền động bằng cơ khí.
Đặc điểm truyền động bằng dầu thủy lực:
Ưu điểm:
+ Có khả năng thực hiện chuyển động vô cấp cho chuyển động chính , cũng như các chuyển động phụ để đảm bảo cho số vòng quay cho cơ cấu chấp hành .
+ Kích thước gọn nhẹ , trọng lượng và momen quán tính nhỏ .
+ Dể đảo chiều . Chống quá tải .
+ Mức độ an toàn cao .
+ Dể dàng trong việc điều khiển tự động .
+ Tiện lợi cho việc bố trí các cơ cấu phụ .
+ Làm việc êm, tránh ồn ào.
Nhược điểm:
- Cấu tạo của bộ phận thủy lực phức tạp, đòi hỏi chính xác nên khó chế tạo.
- Giá thành cao.
- Phụ thuộc vào chất lượng của dầu.
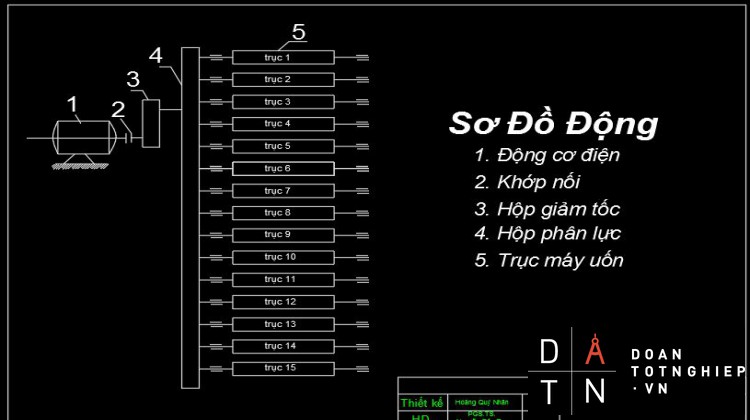
Đặc điểm truyền động bằng cơ khí:
- Động cơ điện
- Khớp nối
- Hộp giảm tốc
- Hộp phân lực
- Trục máy cán
Ưu điểm:
+ Cấu trúc nhỏ gọn, đơn giản.
+ Dễ chế tạo và lắp đặt cũng như thuận tiện khi sửa chữa.
+ Giá thành rẻ, dễ thay thế.
Nhược điểm:
+ Khó khăn trong việc điều khiển tự động , đảo chiều chuyển động , chống quá tải .
+ Mức độ an toàn thấp .
+ Điều kiện bôi trơn .
+ Bộ truyền gây ồn ào khi làm việc .
+ Kích thước trọng lượng lớn và cồng kềnh .
* Hộp phân lực :
Có nhiều cách truyền lực cho trục cán . Nhưng cơ bản ta có hai phương pháp chính sau :
Truyền động trục vít , bánh vít
Đặc điểm
- Có thể thay thế hướng chuyển động
- Có khả năng tự hãm
- Khuôn khổ , kích thước nhỏ
- Truyền đông êm , không tiếng ồn
- Tỷ số truyền lớn
- Hiệu suốt thấp , sử dụng vật liệu đắt tiền
Truyền động bằng xích
Đặc điểm:
- Kích thước nhỏ gọn .
- Chế tạo và lắp ráp phức tạp , thường xuyên phải bôi trơn , không có khả năng tự hảm .
- Dùng truyền động cho các trục với tỷ số truyền không đổi trong máy cán tôn mỏng.
Truyền động bằng bánh răng
Đặc điểm:
Truyền lực trực tiếp thông qua sự ăn khớp các bánh răng nên lực truyền tập trung lớn, thích hợp cho các loại máy có tỉ số truyền cố định như máy cán (tôn dày trên 5mm)
Vậy với các phương án trên đây , từ các ưu nhược điểm của nó. Dựa vào nhiệm vụ thiết kế và mức độ ngày càng tự động hóa như hiện nay , để đạt được hiệu quả kinh tế cao và điều khiển dể dàng . Ta chọn phương án truyền động cơ khí, hộp phân lực sử dụng bánh răng cho máy cán. Yêu cầu đặt ra khi thiết kế là tạo nên sóng cao, nên cần phải có độ chính xác cao để hộ lan khi lắp không bị cong , vênh, hay không khớp kết cấu.
2.4.3 Phương án truyền động cho hệ thống đột lỗ và cắt sản phẩm
Khuôn đột lỗ và khuôn cắt sản phẩm đòi hỏi lực cắt rất lớn và sao cho vết cắt phải ngọt, không để lại ba via.
Có 2 phương án truyền động tạo lực ép sau:
- Phương án 1: Tạo lực dập bằng vít me – bánh răng côn:
............
Hình: Kết cấu và ký hiệu của van servo.
4.2. Thiết kế cơ cấu điều chỉnh khe hở trục cán
Ở đây khe hở giữa hai trục cán trong mỗi cặp trục được điều chỉnh theo phương thẳng đứng, và ta dùng cơ cấu vít nén (còn gọi là cơ cấu nén trục). Đối với máy thiết kế vị trí trục dưới được xem như cố định với các gối trục lắp trên thân máy nhờ rãnh chữ U. Do đó sự thay đổi khe hở giữa hai trục nhờ sự dịch chuyển lên xuống của trục trên thông qua cơ cấu bulông - đại ốc.
* Xác định đường kính dây lò xo :
Trong các cặp trục cán, mỗi cặp trục cán ta sử dụng 4 dây lò xo để nâng trục lên. Trong đó khối lượng lớn nhất của một trục cán là trục số 14 với con lăn cán tinh, m = 170 (Kg) = 1700 (N) .
Ta có lực tác dụng lên mỗi lò xo sẽ là : 1700/4 = 425 (N)
Hình: Sơ đồ cơ cấu điều chỉnh khe hở trục cán
+ Chọn tỉ số đường kính qua tâm các lò xo và đường kính dây lò xo.
i :Số vòng làm việc của lò xo : Chọn i = (3 ¸ 5) vòng
+ Hệ số xét đến độ cong của dây lò xo :
+ Ứng suất cho phép đối với lò xo bằng thép [t] = 600 (N/mm2)
Do đó đường kính dây lò xo là :
Chọn d = 4 (mm) do đó đường kính ngoài bulông
=> D = 6 . d = 6 . 4 = 24 (mm)
Kết hợp thực tế chọn bulong M24.
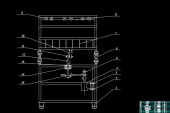
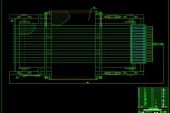
4.3. Thiết kế thân máy cán
Thân máy cán là chi tiết rất quan trọng trong máy cán, mà trên đó ta lắp gối đỡ trục, các cơ cấu dẫn động, hệ thống dao cắt phẳng và dao cắt định hình ... Lực làm biến dạng kim loại tác dụng lên trục cán và dao cắt đều tác dụng lên thân máy, do đó thân máy chịu tải lớn nên khi thiết kế tính toán phải đảm bảo điều kiện bền và độ cứng vững cho máy.
Thân máy cán gồm 2 phần chính :
- Đế máy : Thường được làm bằng thép chữ I300, hàn ghép với nhau để tạo nên độ cứng vững toàn máy và tạo không gian bên trong để bố trí các động cơ, bơm, van, các linh kiện phụ và hệ thống làm mát.
- Thành máy (giá cán) : Được làm bằng thép tấm (chiều dày thường = 40mm) được gắn với đế máy bằng các bulông, hàn. Trên thành được cắt thành các ô chữ U để lắp các gối đỡ trục cán, để tăng thêm độ cứng vững giữa thành thường có các thanh giằng.
Trên thành máy còn được sử dụng (ở phần đầu vào) để bố trí các cơ cấu điều chỉnh chiều rộng phôi cán và hệ thống kéo phôi ban đầu (khi phôi chưa ăn vào lỗ hình).
4.4. Thiết kế cơ cấu cấp phôi tự động
Sơ đồ cấp phôi tự động:
Hình 5.1:Sơ đồ cấp phôi
1- Tang 2- Hệ thống dao cắt trược 3- Hệ thống lô uốn
4- Hệ thống dao cắt sau và đột lỗ
Phôi cung cấp cho hệ thông có chiều dày, chiều rộng nhất định được cấp vào tang quấn nhờ cầu trục. Chọn đường kính ngoài của tang D=1 (m), đường kính trong của tang d=0,4 (m).
Với vận tốc uốn V=0,3 (m/s) ta có tốc độ quay của tang là:
nmin== 15.46 (Vòng/ph)
nmax == 38.2(Vòng/ph)
* Nhịp cấp phôi:
Với chiều dài chi tiết L=6m. Ta có nhịp cấp phôi T là:
T =L/V =6/0,3 =20 (s).
Phôi quay được 20s thì dừng cắt
* Tính mômen kéo phôi:
Chọn khối lượng phôi: M=1000 (Kg).
Ta có sơ đồ tính lực:
Hình 5.2:Sơ đồ tính lực kéo phôi.
Phương trình cân băng momen:
Mk = Mms+Mbd [5.1]
Trong đó: Mk: Mômen kéo phôi quay.
Mms : Mômen ma sát giửa phôi và tang.
Mms=fms.G..
Với fms=0,1
Mms=0,1.m.g. =0,1.1000.9,81. = 98,1 (Nm).
Mbd: Mômen nắn thẳng phôi. Với đường kính phôi lớn (D=1m) do đó mômen biến dạng nhỏ ta lấy Mbd0.
Tính lực kéo phôi:
Fk== =196,2 (N)
Công suất cấp phôi:
Nk = = = 0,06 (KW).
Do công suất cấp phôi tự động nhỏ (Ncp =0,06 KW) do đó ta không cần phải dùng động cơ riêng kéo phôi mà nhờ vào lực ma sát giữa lô uốn và phôi cấp phôi cho máy cán.
Phôi được kéo vào các lô uốn nhờ ma sát giũa phôi và lô uốn có ưu nhược điểm sau:
Ưu điểm: + Cơ cấu cấp phôi đơn giản, không cần dùng thêm động cơ kéo phôi.
+ Điều khiển tự động dễ dàng do ít cơ cấu chấp hành (Không phai điều khiển động cơ cấp phôi).
Nhược điểm: Vân tốc của phôi bị thay đổi do có sự trượt giữa phôi và các lô uốn. Do đường kính của các lô uốn khác nhau do đó vận tốc ở các lô uốn khác nhau dễ gây phôi bị chen ép.
Chương 5
LẮP ĐẶT VẬN HÀNH BẢO DƯỠNG DÂY CHUYỀN CÁN
5.1. Lắp đặt
- Việc lắp đặt hệ thống trong dây chuyền cán là một công việc lắp ráp cơ khí. Đòi hỏi người lắp phải có một tay nghề với trình độ kỹ thuật cao hàng ngũ cán bộ kỹ thuật phải có một cái nhìn khái quát từ bản vẽ để thực hiện lắp đặt dây truyền một cách hoàn hảo. Dây chuyền này có một số bộ phận nhỏ được lắp đặt liên tục trong một bề mặt tương đối hạn chế. Các thiết bị lắp đặt phải có thứ tự, chúng được sử dụngvà tích trử để mang lại ảnh hưởng trực tiếp đến hiệu quả của việp lắp đặt dây truyền cán.
- Có 4 điều kiện khác nhau có thể là cần thiết để lắp đặt hệ thống dây truyền cán đó là :
+ Lắp đặt những bộ pận đơn giản.
+ Lắp đặt những bộ pận phức tạp tại nơi lắp ráp.
+ Lắp đặt những bộ pận đơn giản nới khác mang về.
+ Lắp đặt những bộ pận phức tạp nơi khác mang về.
- Trước tiên muốn lắp đặt hoàn thiện hệ thống dây chuyền này ta cần phải bố trí hệ thống cẩu vì đây là dây chuyền có rất nhiều chi tiết nặng và lắp đặt trong điều kiện chật. Vì vậy, cẩu rất cần và không thể thiếu khi lắp đặt.
- Mặc dù mỗi điều kiện có nhiều khác nhau. Bất chấp các điều kiện gì nếu sử dụng thiết bị lắp đặt có kế hoạch và hệ thống thì công việc lắp đặt chắc chắn sẽ được thực hiện một cách dễ dàng.
- Trước khi lắp hệ thống dây truyền cán phải khảo sát nơi lắp để nghiên cứu các thiết bị sẽ được sử dụng và tích trữ như thế nào. Điều quan trọng là những chi tiết nặng được nâng lên cao hoặc hạ xuống thấp và di chuyển đi xa so với nơi lắp, do vậy ta nên sử dụng hệ thống cẩu có bánh xe chạy di chuyển trên mặt đất để bảo đảm an toàn cho người khác.
5.2. Vận hành
Đây là hệ thống vận hành có nhiều cơ cấu làm việc. Vận hành dây chuyền cán nhờ có nút điều khiển điện. Lúc đầu ta bấm nút để bơm dầu hoạt động (dàu qua ban tràn khí về bể dầu). Đưa phôi tấm vào kẹp trên cơ cấu dẫn động phôi trên máy cán. Điều chỉnh cơ cấu cấp phôi. Sau đó ấn nút cho động cơ dầu hoạt động. Khi kích thước của tôn cán đạt được những yêu cầu thì ta ấn nút dừng máy và ấn nút điều chính hệ thống đầu dập, hệ thống giao cắt, sau khi cắt xong ta tiếp tục ấn nút để động cơ dầu hoạt động. Để đảm bảo vận hành tốt đòi hỏi phải có những người thợ có sự am hiểu về dây truyền cán cao.
+ Hiểu biết nguyên lý hoạt động : Cái nào trước, cái nào sau. Khi hoạt động thì cái nào cần cho hoạt động trước, cái nào cần cho hoạt động sau.
+ Cơ cấu dẫn động phôi cần chính xác, người thợ vận hành phải linh hoạt, điều chỉnh cơ cấu cho đảm bảo kích thước để sản phẩm không cong, vênh.
+ Muốn đạt được năng xuất cao như mong muốn người vận hành có khả năng điều khiển cả dây chuyền một cách trọn vẹn, tránh được thời gian chết máy không cần thiết.
+ Trong quá trình vận hành dây chuyền này bao giờ cũng gặp nhiều cản trở của hệ thống điều khiển không tập trung, mà phân tách cho mỗi bộ phận, mà mỗi bộ phận được đảm nhiệm mỗi công nhân khác nhau. Do vậy, muốn đồng bộ hoạt động tốt thì đòi hỏi thợ vận hành phải có khả năng hiểu biết máy cao.
+ Khi có sự cố đòi hỏi người thợ vận hành phải nắm rõ vấn đề vận hành để xử lý cho dây truyền ngừng hoạt động.
Tóm lại : Vận hành máy móc của dây chuyền cán phải có đội ngũ công nhân am hiểu sâu sắc các hệ thống điều khiển của dây chuyền, đáp ứng được các yêu cầu như :
+ Phát hiện ra sự cố kịp thời để đảm bảo sửa chữa thay thế.
+ Biết được tính công nghệ của các bộ phận để có biện pháp vận hành tốt giảm được thời gian chạy không cũng như thời gian chết máy hay máy quá tải.
5.3. Bảo dưỡng máy cán
Máy móc, thiết bị sau khi chế tạo xong phải dùng những phương pháp bảo vệ để chống ăn mòn trong môi trường. Để chống ăn mòn ta sử dụng phương pháp tạm thời hoặc lâu dài sau : - Bảo quản ổ trục cán, ổ con lăn cán, cơ cấu cấp phôi bằng cách nhỏ dầu hoặc mở bôi trơn. - Bảo quản các cặp bánh răng bằng phun dầu, nhỏ dầu định kỳ. - Bảo quản thành máy, bộ phận lắp đầu dập, lắp bao bằng cách tạo các lớp phủ (như sơn, xi, mạ.....)
- Khi thiết kế tính toán phải bảo đảm phục vụ các thao tác máy móc, thiết bị sửa chữa, lắp đặt được thuận lợi.
- Hàng ngày phải kiểm tra máy, vệ sinh máy, kiểm tra các thiết bị ổ ở những chổ lắp nối, kiểm tra bằng tay. Xem bộ phận truyền động có trục trặc gì không. Nếu có hư hỏng gì thì điều chỉnh ngay.
- Kiểm tra và bảo quản các hệ thống thuỷ lực, các xi lanh, piston, bơm dầu, động cơ dầu.
- Bảo quản máy khi vận hành. Trước khi phát tín hiệu khởi động máy phải kiểm tra.
+ Đường điện phải an toàn. Cách điện tốt, điện áp đủ.
+ Các che chắn và bộ phận truyền động phải ở trong tình trạng làm việc tốt.
- Công nhân vận hành máy phải được đào tạo và huấn luyện kỹ để nắm vững các nguyên lý hoạt động điều chính máy. IV. Thay thế Dây truyền được thiết kế và chế tạo có độ chính xác cao. Nhưng sau một thời gian lâu dài sản xuất sẽ xẩy ra các hiện tượng một số chi tiết bị hỏng. Do vậy, tuỳ theo từng yêu cầu thực tế mà có thể thay thế hoặc phục hồi lại chi tiết đó. Các chi tiết có thể bị mòn hoặc gãy hỏng
+ Các bộ phận của lô cán sau một thời gian làm việc thì nó sẽ bị mòn, làm cho đường kính lô nhỏ lại, khe hở giữa hai lô cán rộng thêm, làm cho kích thước sản phẩm không đạt yêu cầu về kích thước sóng. Do vậy phải nghiên cứu thay thế hay phục hồi lại lô cán, hoặc điều chính khe hở.
+ Hệ thống giao cắt, sau khi làm việcû một thời gian dao có thể bị mòn làm cho cùn dao nên việc cắt gặp khó khăn, do vậy cần phải phục hồi lại dao.
+ Các ổ bi đỡ bị mòn phải định kì thay thế.
KẾT LUẬN
Thiết kế máy là một công việc khó khăn phức tạp, đòi hỏi người thiết kế phải nắm vững những kiến thức cơ bản của các môn học một cách sâu sắc như: Nguyên lý máy, chi tiết máy, sức bền vật liệu, công nghệ kim loại, chế tạo phôi, nguyên lý cắt, công nghệ chế tạo máy… Ngoài ra còn phải biết nhất định ngành nghề liên quan, có kinh nghiệm thực tế vận hành củng như yêu cầu kỹ thuật đề ra trong quá trình thiết kế .
Sau khi xác định nhiệm vụ tốt nghiệp “ Thiết kế máy cán hộ lan tôn 3 sóng”, trải qua thời gian đầu bỡ ngỡ, nhất là việc tim tài liệu và tìm hiểu thực tế, nhưng với sự giúp đỡ tận tình của thầy giáo PGS.TS.Nguyễn Đắc Trung, sau sáu tháng làm việc đến nay đồ án đã được hoàn thành .
Nội dung đồ án gồm:
- Tập thuyết minh.
- Tập các bản vẽ cần thiết.
Tất cả nội dung của đồ án đã trình bày được đặc tính, nguyên lý kế cấu của toàn bộ dây chuyền cán. Nói chung nguyên lý hoạt động đơn giản, kết cấu thuận tiện dễ sữ dụng, bảo quản và tính an toàn khi làm việc cao, số lượng công nhân đứng máy ít, năng suất phù hợp với nhu cầu thực tế hiện nay.
Qua thời gian làm đề tài, giúp hệ thống, tổng kết được tất cả những kiến thức đã học để ứng dụng vào việc thiết kế, ngoài ra còn giúp nắm vững hơn những yêu cầu cần thiết trong việc thiết kế quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất theo yêu cầu trong điều kiện và quy mô sản xuất cụ thể.
Cuối cùng em xin chân thành cảm ơn thây giáo PGS.TS.Nguyễn Đắc Trung cùng các thầy cô trong bộ môn Gia Công Áp Lực và các cán bộ công nhân viên của Công ty Cổ Phần Chế Tạo Và Lắp Ráp Thiết Bị Bách Khoa đã giúp em hoàn thành đồ án này.
Sinh viên thực hiện
Hoàng Qúy Nhân
TÀI LIỆU THAM KHẢO
- Nguyễn Trọng Hiệp. Chi tiết máy, tập I và II. Nhà xuất bản Giáo dục, 2000.
- Nguyễn Trọng Hiệp, Nguyễn Văn Lẫm. Thiết kế chi tiết máy. Nhà xuất bản Giáo dục.
- Phạm Đình Sùng, Bùi Lê Gôn, Trịnh Duy Cấp. Công nghệ gia công kim loại. Nhà xuất bản Xây Dựng, 1998.
- Đỗ Hữu Nhơn. Phương pháp cán kim loại thông dụng. Nhà xuất bản Khoa học kỹ thuật.
- V.P. Rômanôvxki. Sổ tay dập nguội. Nhà xuất bản Khoa học kỹ thuật, 1972.
- Đỗ Xuân Đinh, Bùi Lê Gôn, Phạm Đình Sùng. Cơ sở kỹ thuật cơ khí. Nhà xuất bản Xây dựng, 2001.
- Đỗ Hữu Nhơn, Nguyễn Ngọc Giao, Nguyễn Mậu Đằng. Hỏi đáp về cán kéo rèn dập. Nhà xuất bản Khoa học kỹ thuật.
- Nguyễn Trọng Giảng. Sản xuất thép tấm và thép băng. Nhà xuất bản Khoa học và kỹ thuật.
- Đỗ Hữu Nhơn. Tính toán thiết kế chế tạo máy cán thép và các thiết bị trong nhà máy cán thép. Nhà xuất bản Khoa học kỹ thuật, 2001.
- Phan Văn Hạ, Nguyễn Ngọc Giao. Lý thuyết cán. Đại học Bách khoa, 1999.