đồ án tốt nghiệp Thiết Kế QTCN Gia Công Chi Tiết NẮP BÍCH CĐKT CAO THẮNG

NỘI DUNG ĐỒ ÁN
Mục lục đồ án tốt nghiệp Thiết Kế QTCN Gia Công Chi Tiết NẮP BÍCH CĐKT CAO THẮNG
MỤC LỤC
LỜI NÓI ĐẦU.. 3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 4
NHẬN XÉT CỦA HỘI ĐỒNG.. 5
PHẦN I : PHÂN TÍCH CHI TIẾT GIA CÔNG ( CTGC )6
- PHÂN TÍCH CÔNG DỤNG CỦA CTGC.. 6
1.1 TỔNG QUAN VỀ CTGC.. 6
1.2ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT. 6
- PHÂN TÍCH VẬT LIỆU CHẾ TẠO CTGC.. 7
- PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG.. 8
3.1ĐỘ CHÍNH XÁC VỀ KÍCH THƯỚC :8
3.2ĐỘ CHÍNH XÁC VỀ HÌNH DÁNG HÌNH HỌC VÀ VTTQ.. 10
- XÁC ĐỊNH SẢN LƯỢNG NĂM.. 12
PHẦN II : CHỌN PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.. 15
- CHỌN PHÔI :15
PHẦN III: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ. 21
1. Chọn chuẩn để gia công chi tiết :21
a. CHỌN CHUẨN THÔ:22
b. YÊU CẦU KHI CHỌN CHUẨN THÔ:22
c.CẦN CHÚ Ý KHI CHỌN CHUẨN THÔ:22
2 . CHỌN CHUẨN TINH.. 23
3. CÁC PHƯƠNG ÁN ĐỂ GIA CÔNG CHI TIẾT:23
PHƯƠNG ÁN:23
- NGUYÊN CÔNG I: CHUẨN BỊ PHÔI.24
- NGUYÊN CÔNG II: GIA CÔNG MẶT A VÀ LỖ .24
- NGUYÊN CÔNG III:GIA CÔNG THÔ MẶT B L=46.24
- NGUYÊN CÔNG IV: TIỆN TINH MẶT B ĐẠT L=45.24
- NGUYÊN CÔNG V: TIỆN THÔ LỖ .24
- NGUYÊN CÔNG VI: TIỆN TINH LỖ .24
- NGUYÊN CÔNG VII: KHOAN LỖ .24
- NGUYÊN CÔNGg\ VII: TỔNG KIỂM TRA.24
4. PHÂN TÍCH CÁC NGUYÊN CÔNG:24
PHẦN IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ. 25
- NGUYÊN CÔNG I: CHUẨN BỊ PHÔI.25
- NGUYÊN CÔNG II: TIỆN TINH MẶT A VÀ LỖ Ø85. 26
- NGUYÊN CÔNG III: TIỆN THÔ MẶT B.. 36
- NGUYÊN CÔNG IV: TIỆN TINH MẶTB.. 39
- NGUYÊN CÔNG V: TIỆN THÔ LỖ . 42
- NGUYÊN CÔNG VI: TIỆN TINH LỖ . 45
- NGUYÊN CÔNG VII: KHOAN LỖ Ø15; L = 10 mm.. 48
- NGUYÊN CÔNG VIII: TỔNG KIỂM TRA.. 50
PHẦN V : THUYẾT MINH ĐỒ GÁ.. 52
- ĐỒ GÁ TIỆN ( NGUYÊN CÔNG II)52
a. THIẾT KẾ CƠ CẤU ĐỊNH VỊ:52
b. TÍNH TOÁN THIẾT KẾ CƠ CẤU ĐỊNH VỊ:52
c. LỰA CHỌN CƠ CẤU KẸP:53
d. TÍNH LỰC KẸP:53
- SAI SỐ ĐỒ GÁ.. 54
- HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ:55
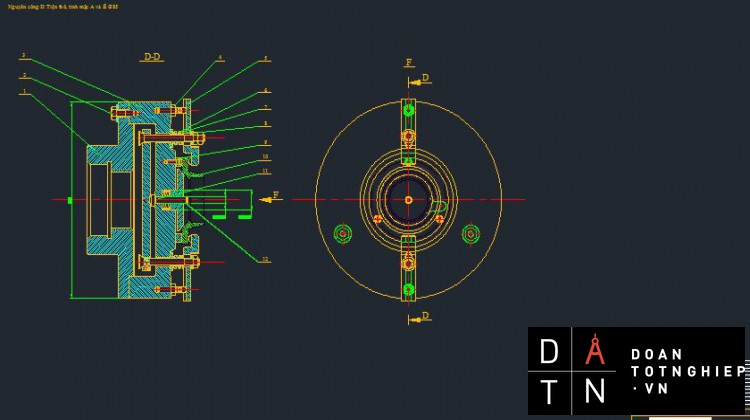
II.Đồ gá Tiện ( Nguyên côngV)56
a. THIẾT KẾ CƠ CẤU ĐỊNH VỊ:56
b. TÍNH TOÁN THIẾT KẾ CƠ CẤU ĐỊNH VỊ57
c. LỰA CHỌN CƠ CẤU KẸP:58
d. TÍNH LỰC KẸP:58
- SAI SỐ ĐỒ GÁ:59
- HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ:60
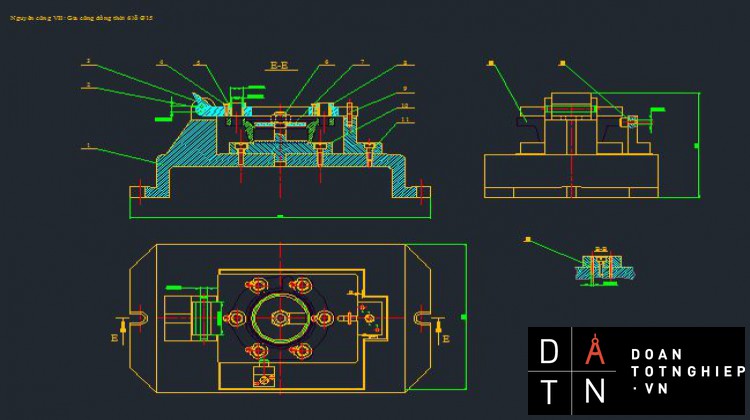
III. Đồ Khoan ( Nguyên công VII)61
1.1 Thiết kế cơ cấu định vị:61
1.1.1TÍNH TOÁN THIẾT KẾ CƠ CẤU ĐỊNH VỊ:61
1.2 LỰA CHỌN CƠ CẤU KẸP:63
1.3 TÍNH LỰC KẸP:63
1.4 SAI SỐ ĐỒ GÁ :64
1.6 HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ:65
PHẦN VI : KẾT LUẬN VỀ QUI TRÌNH CÔNG NGHỆ. 66
...................................................
Ngày nay khoa học kỹ thuật ngày càng phát triển trong tất cả các ngành, các lĩnh vực. Đặc biệt là ngành cơ khí. Ngành cơ khí là một trong những ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kì công nghiệp hóa hiện đại hóa. Muốn đạt được điều đó vấn đề đặt ra ở đây là phải có trang thiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực có trình độ và chuyên môn kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản xuất.
Hiện nay ngành cơ khí của nước ta đang phát triển khá nhanh nhưng so với thế giới chúng ta còn kém họ rất xa do chúng ta chưa biết áp dụng “ Quy Trình Công Nghệ “ vào trong sản xuất. Chúng ta sản xuất rất nhiều nhưng về chất lượng sản phẩm chưa tốt. Vì vậy cần có một quy trình công nghệ hợp lý đối với các loại máy khác nhau để tăng năng xuất lao động cũng như chất lượng sản phẩm.
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao được độ chính xác về kích thước, hình dáng hình học, vị trí tương quan phải hội đủ những điều kiện sau: Máy, dao, đồ gá,... trong đó đồ gá đóng vai trò hết sức quan trọng , đồ gá giúp gia công chi tiết đạt độ chính xác cao và tăng năng xuất lao động.
Và đây là qui trình công nghệ gia công “ NẮP BÍCH”. Qui trình công nghệ này trình bày những vấn đề cơ bản từ quá trình chế tạo phôi, lập quy trình công nghệ, thiết kế và chế tạo đồ gá, quá trình kiểm tra yêu cầu kỉ thuật của sản phẩm.
Do thời gian có hạn chế và sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài còn nhiều thiếu sót. Kính mong các Thầy Cô trong hội đồng, Khoa Cơ Khí, GVHD chỉ dẫn thêm cho đề tài chúng em hoàn thành tốt hơn.
PHẦN I : PHÂN TÍCH CHI TIẾT GIA CÔNG ( CTGC )
- Phân tích công dụng và điều kiện làm việc của CTGC
1.1 Tổng quan về chi tiết
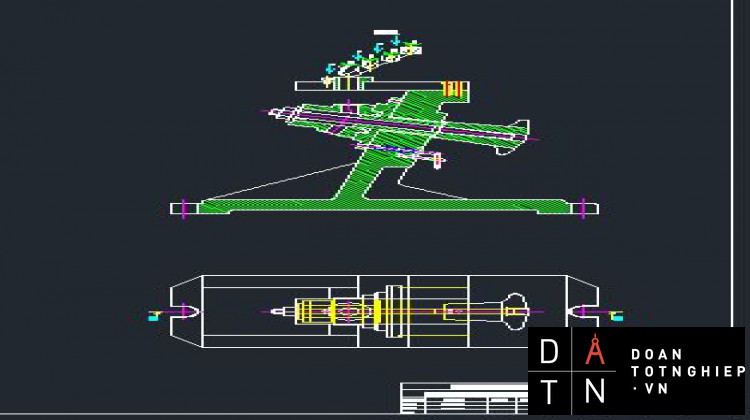
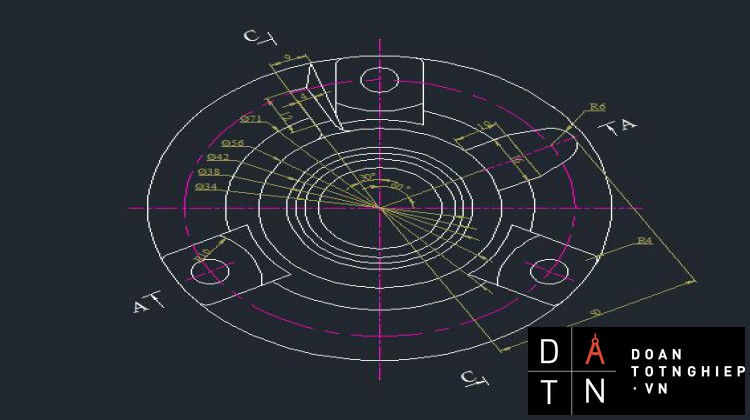
- Nắp bích có kết cấu nguyên khối, hình dạng đơn giản, với kết cấu hình dạng như bản vẽ và tỉ số giữa chiều dài và đường kính trong ta có thể kết luận được CTGC là chi tiết dạng bạc.
- Nắp bích là một phụ kiện lắp ghép giữa hai khớp nối của chi tiết máy, kết nối đường ống với đường ống, đường ống với van hoặc đường ống với máy bơm, hoặc dùng để che đậy các chi tiết quan trọng khác trong quá trình làm việc, ko để dầu, nhớt chảy ra ngoài.
1.2 Điều kiện làm việc của chi tiết
- Trong quá trình làm việc( trục quay), nắp bích luôn chịu tải va đập và dao động. Mặt làm việc (Ø110) luôn chịu ma sát và mài mòn, nhiệt độ làm việc tương đối cao. Tuy nhiên nó không đến mức quá khắc nghiệt bởi nó được bôi trơn trong quá trình làm việc.
- Phân tích vật liệu chế tạo CTGC
vGang xám là vật liệu được chọn để chế tạo . Ký hiệu GX
vTheo chi tiết ta thấy vật liệu chế tạo gối đỡ then hoa thuộc GX.
vTham khảo tài liệu chương II sách VẬT LIỆU CƠ KHÍ GV Trần Trọng Chính trường CĐKT Cao Thắng
vCó nhiều loại gang xám . Để chế tạo CTGC thì vật liệu được chọn là GX 18 – 36(TCVN)
vGang xám 18 - 36
- Có chỉ số bền kéo là K = 16kg/mm2
- Chỉ số bền uốn là u = 38kg/ mm2
vThành phần cấu tạo
- C : 3 – 3.7%
- Si : 2 – 2.5%
- Mn : 0.25 – 1%
- P : 0.05 – 0.1%
- S : 0.12 _ 0.2%
vCông dụng và tính công nghệ
- Do có tính đúc tốt nên gang xám thường được dùng trong công nghệ đúc chế tạo cao nên gang xám thường được dùng trong công nghệ đúc chế tạo các chi tiết máy từ đơn giản đến phức tạp.
- Do có tính chịu mài mòn và khử rung rung động tốt nhưng lại có tính dòn, chiệu va đập kém nên gang xám được dùng để chế tạo những chi tiết máy làm việc trong trang thái tĩnh, ít va chạm và trong điều kiện dễ bị mài mòn do thời tiết, nước … như than, bệ máy, các van bơm, than nắp hộp giảm tốc, ống nước …
vMột số cơ lý tính của vật liệu :
- Tổ chức tế vi:
- Là loại gang mà hầu hết ở dạng graphit tấm. Nhờ có graphit nên mặt gãy có màu xám
- Gang xám có cấu trúc tinh thể cacbon ở graphit dạng tấm
- Tính chất :
- Do hình dạng và tính chất cơ học của graphit ( có độ bền kém ) nên gang có độ bền kéo nhỏ, độ dẻo và độ dai kém . Tuy nhiên graphit làm tăng độ chịu mòn của gang, làm cho phôi dễ bị vụn khi cắt gọt, dập tắt rung động, làm giảm độ co ngót khi đúc .
KẾT LUẬN : Đối với công dụng và điều kiện làm việc của chi tiết thì gang xám 18 - 36 là 1 sự lựa chọn hợp lý.
Gang xám 18-36 có HB = 170 – 229 kg/mm3.
- Phân tích độ chính xác và gia công
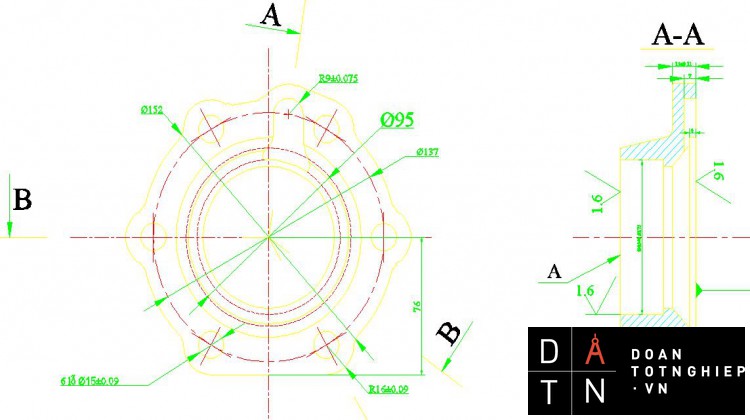
3.1 Độ chính xác về kích thước :
- Các kích thước dung sai có chỉ dẫn :
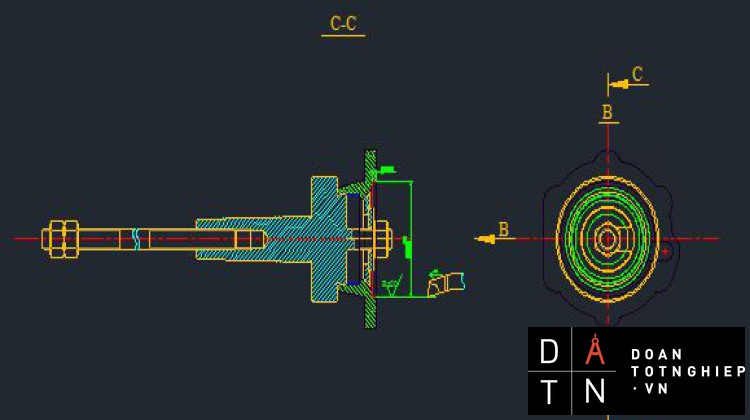
vKích thước đường kính lỗ 85 mm
o Kích thước danh nghĩa : Ddn = 85
Tra bảng 2.29 trang 97 TBTDSLG ta có:
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT7
Tra bảng 1.15 trang 20 TBTDSLG ta có:
Sai lệch trên : ES = 15 μm = 0,015 mm
Sai lệch dưới : EI = -15 μm = -0,015 mm
Dung sai kích thước : ITD = ES – EI = 0.015 – (-0.015) = 0.03 mm
Tra bảng 1.4 / 4 sách BTDSLG
Miền dung sai kích thước lỗ JS7 , vậy Ø85±0.015 -> Ø85JS7
vKích thước đường kính lỗ Ø110
o Kích thước danh nghĩa : Ddn = Ø110
Tra bảng 2.29 trang 97 TBTDSLG ta có:
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác IT12
Tra bảng 1.14 trang 18 TBTDSLG ta có:
Sai lệch trên : ES = +0.4 mm
Sai lệch dưới : EI = 0
Dung sai kích thước : ITD = ES – EI = 0.4 – 0= 0.4 mm
Tra bảng 1.4 / 4 sách STDSLG
Miền dung sai kích thước lỗ JS7 , vậy Ø110H12±0.4 -> Ø110H12
vKích thước giữa 2 mặt phẳng 13 mm
o Kích thước danh nghĩa : Ddn = 13
Tra bảng 2.29 trang 97 TBTDSLG ta có:
Độ chính xác về kích thước giữa 2 mặt phẳng đạt cấp chính xác IT9
Tra bảng 1.4 / 4 sách STDSLG
Dung sai kích thước : ITD =0.043 mm
vKích thước giữa 2 mặt phẳng 45 mm
o Kích thước danh nghĩa : Ddn = 45
Tra bảng 2.29 trang 97 STDSLG ta có:
Độ chính xác về kích thước giữa 2 mặt phẳng đạt cấp chính xác IT9
Tra bảng 1.4 / 4 sách STDSLG
Dung sai kích thước : ITD = 0.052 mm
Miền dung sai kích thước giữa 2 mặt phẳng là js9
®Sai lệch trên : es = 0.026
®Sai lệch dưới : ei = -0.026
Vậy 20±0.026 -> 20js9
- Các kích thước dung sai không chỉ dẫn
* Các kích thước được giới hạn bởi 2 bề mặt gia công ( độ cx cấp 12 ) :
Kích thước 16, cấp chính xác 12, theo TCVN tra bảng 1.4/4 sách STDSLG ta được IT = 0.18
èKích thước đầy đủ : 10 ±0.09 mm
Kích thước 9 , cấp chính xác 12, theo TCVN tra bảng 1.4/4 sách STDSLG ta được IT = 0.15
èKích thước đầy đủ : 9 ±0.075 mm
Kích thước Ø15, cấp chính xác 12, theo TCVN tra bảng 1.4/4 sách STDSLG ta được IT = 0.18
èKích thước đầy đủ : Ø15±0.09 mm
3.2 Độ chính xác về hình dáng hình học và độ chính xác về vị trí tương quan
vDo CTGC là loại chi tiết máy không truyền chuyển động nên các yêu cầu về vị trí tương quan tương đối ít . Dựa trên điều kiện làm việc của chi tiết này thì có các dung sai về hình dáng hình học như :
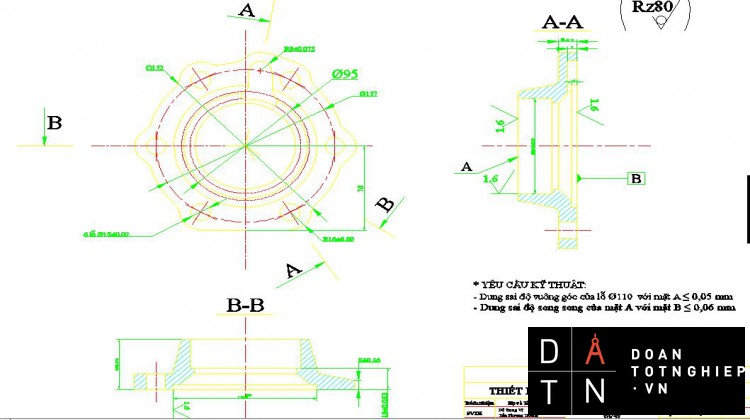
vDung sai độ đồng tâm của lỗ với lỗ mm
vDung sai độ vuông góc của lỗ và với
vDung sai độ song song mặt A với mặt B
- Chất lượng bề mặt :
v Đô nhám bề mặt lỗ Ø85 (Tra bảng 2.29 trang 97,98 STDSLG)
Phương pháp gia công: Tiện tinh.
- KTDN: Ø85
- CCX: IT7
- Đạt Ra = 1.6
v Độ nhám bề mặt lỗ Ø110 (Tra bảng 2.29 trang 97,98 STDSLG)
Phương pháp gia công: Tiện bán tinh
- KTDN: Ø110
- CCX: IT12
- Đạt Rz = 20
v Độ nhám bề mặt B (Tra bảng 2.29 trang 97,98 STDSLG)
Phương pháp gia công: Tiện tinh
- KTDN: 13
- CCX: IT7
- Đạt Ra = 1.6
v Độ nhám bề mặt A (Tra bảng 2.29 trang 97,98 STDSLG)
Phương pháp gia công: Tiện thô
- KTDN: 45
- CCX: IT15
- đạt Rz = 25
v Độ nhám bề mặt 6 lỗ (Tra bảng 2.29 trang 97,98 STDSLG)
Phương pháp gia công: khoan
- KTDN: Ø15
- CCX: IT12
- Đạt Rz=80
- Xác định sản lượng năm
vTính khối lượng CTGC Mct
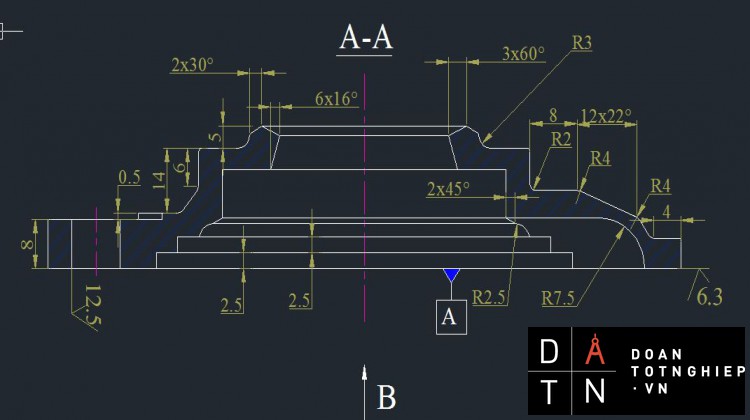
vSử dụng kích thước như bản vẽ ta được :
Hình 1.1: Bản vẽ chi tiết
= . h = π . . 13 = 295074
= . h = π . . 8 = 145166
= . h = π . . 4 = 38013
= . h = π . . 7 = 1781
=
=295074+145166+38013+1781=480034
= . h = π . . 5 = 23891
= . h = π . . 26 =147537
= . h = π . . 26 = 256152
= . h = π . . 26 =3961
= = 256152- =252191
= = 252191- =80763
= . h =( π . . 13) =13782
= = 480034+ =547015 =0.547015
Tra bảng 2.1 trang 55 sách hướng dẫn đồ án tốt nghiệp trường CĐKT Cao Thắng:
Khối lượng riêng của gang xám : 7.3 kg / dm3
ðKhối lượng chi tiết : Mct = 0.547015 x 7.3 = 3.9 kg
Theo yêu cầu của nhà trường những chi tiết làm đề tài tốt nghiệp phải được sản xuất theo dạng : sản xuất hàng loạt vừa.
ðTa tra bảng 2.6 xác định dạng sản xuất sách hướng dẫn thiết kế đồ án
GS: NGÔ ĐẮC LỘC ta có:
Dạng sản xuất : hàng loạt lớn
|
Dạng sản xuất
|
Trọng lượng của chi tiết (kG) |
||
|
< 4kG |
4-200kG |
>200kG |
|
|
Sản lượng hàng năm của chi tiết (chiếc) |
|||
|
Đơn chiếc |
<100 |
<10 |
<5 |
|
Hàng loạt nhỏ |
100-500 |
10-200 |
10-55 |
|
Hàng loạt lớn |
500-5.000 |
200-500 |
100-300 |
|
Hàng loạt vừa |
5.000-50.000 |
500-1.000 |
300-1.000 |
|
Hàng khối |
>50.000 |
>5.000 |
>1.000 |
Sản lượng hàng năm :
Trong đó :
N : Số chi tiết được sản xuất trong 1 năm.
N1: Số sản phẩm được( sốmáy ) đựơc sản xuất trong một năm.
N1= 5.000.
m : số chi tiết trong một sản phẩm : m=1.
ðN= 5800
PHẦN II : CHON PHÔI , PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
- Chọn phôi :
Dựa vào :
- Dạng sản xuất : sản xuất hàng loạt vừa
- Đặc điểm hình dạng của CTGC : chi tiết dạng bạc
- Vật liệu CTGC : gang xám
vMột số phương pháp chế tạo phôi :
- Phôi pháp đúc :
Ưu điểm :
- Đúc có thể đúc được các loại vật liệu khác nhau, thường là gang, thép, kim loại màu và hợp kim của chúng với khối lượng từ vài gam tới vài trăm tấn.
- Chế tạo được những vật đúc có hình dạng kết cấu phức tạp như thân máy công cụ, vỏ động cơ… mà các phương pháp khác chế tạo khó khăn, không chế tạo được
- Độ chính xác vế hình dạng, kích thước và độ bóng không cao ( có thể đạt được cao khi thực hiện phương pháp đúc chính xác. Độ chính xác khoảng 0,001 mm, độ nhẵn 1,25 um )
- Có thể đúc nhiếu kim loại khác nhau trong một lần đúc
- Có khả năng cơ khí hóa tự động hóa
- Giá thành chế tạo vật đúc rẽ vì vốn đầu tư ít, tính chất sản xuất linh hoạt, năng suất cao .
Nhược điểm :
- Tốn kim loại cho hệ thống rót
- Có nhiều khuyết điểm ( thiếu hụt , rỗ khí ) làm tỷ lẽ phế phẫm khá cao
- Kiểm tra khuyết tật bên trong vật đúc đòi hỏi thiết bị hiện đại
- Phôi rèn và dập:
Ưu điểm :
- Phôi được gia công bằng chi tiết rèn và dập có độ hat nhỏ và mịn
- Tinh thể bền chặt hơn hẳn chi tiết đúc
- Lượng dư gia công ít nên đỡ tốn vật liệu , sử dụng trong sản xuất hàng loạt nhỏ và đơn chiết là chủ yếu
Nhược điểm :
- Trải qua nhiều công đoạn như chồn , vuốt ..
- Đầu tư máy móc thiết bị cũng như dụng cụ khá nhiều nên chi phí sản xuất cao làm tăng giá thành sản phẫm
- Độ chính xác không cao
- Năng suất thấp
- Phôi pháp cán :
Ưu điểm:
- Phôi cán được sử dụng rộng rãi trong sản xuất hàng loạt vừa và hàn khối
- Phôi cán có thể đạt độ bền , độ chính xác và độ bong rất cao
- Dùng tạo ra các chi tiết có hình dạng ống , thanh , I , U , V , vuông , các chi tiết có bề mặt mỏng tiết diện lớn
- Chế tạo phôi đơn giản
- Có tính tự động hóa cao nên việc chế tạo phôi được rút ngắn thời gian cũng như giảm bớt nhân công
Nhược điểm :
- Khó chế tạo được các chi tiết phức tạp
- Lượng dư gia công thừa tương đối lớn gây tốn vật liệu
- Chi phí đầu tư máy móc . nhà xưởng cao làm tăng giá thành sản phẫm
ðĐối với hình CTGC dựa trên các ưu nhược điểm của các loại phôi ta nên chọn phôi đúc vì:
CTGC có hình dạng khá phức tạp
CTGC ít va đập trong môi trường làm việc nên yếu cầu về độ bèn không cao
Giá cả hợp lý
ðPhương pháp chế tạo phôi :
vĐể chế tạo phôi cho CTGC chọn phương pháp đúc trong khuôn cát, mẫu kim loại làm bằng máy.
vĐặc điểm của phương pháp đúc trong khuôn cát: khuôn cát là loại khuôn chỉ đúc một lần ( rót một lần rồi phá khuôn ) có thể đúc cùng lúc nhiều chi tiết trong 1 khuôn trong 1 lần đúc. Vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém , lượng dư gia công lớn . Nhưng khuôn cát tạo ra vật đúc có kết cấu phức tạp, khối lượng lớn .
ðĐối với 1 chi tiết tương đối phức tạp như CTGC thì em chọn phương pháp đúc trong khuôn cát làm bằng máy, đạt cấp chính xác II để chế tạo phôi .
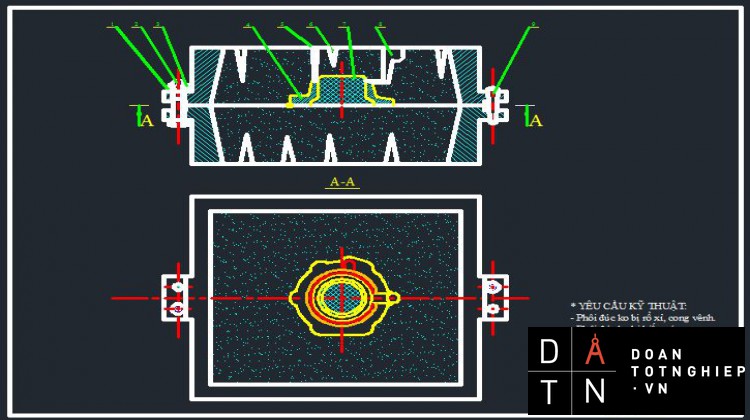
- Chọn mặt phân khuôn: chọn mặt phẳng là mặt A theo kích thước 26 so với mặt C.
- Số hòm khuôn: Dùng 2 hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
- Lý do chọn mặt phân khuôn
+ Do diện tích lớn nhất dễ làm khuôn và lấy mẩu
+ Là mặt phẳng.
+ Nó có thể đảm bảo chất lượng vật liệu đúc tốt nhất,những bọt khi, rổ khí, lõm co sẽ nổi lên trên còn nhưng bề mặt yêu cầu độ bóng, độ chính xác cao nhất sẽ ở dưới.
+ Bề mặt ít dùng để định vị khi gia công.
- Trình tự đúc chi tiết:
+ Đặt nửa khuôn lên bề mặt phẳng bằng gỗ, đặt hệ thống rót, ngót, rãnh dẫn vào lòng khuôn vào sau đó đặt mẫu vào giữa lòng khuôn dưới, cho cát đúc vào và giã, nén chặt, rồi cào bằng mặt.
+ Lật nửa khuôn đó lên, đặt nửa khuôn còn lại lên, giữa hai khuôn có chốt định vị, giữa chúng cũng có chốt định vị để mẫu không bị lệch trong quá trình làm khuôn.
+ Ghép hai nửa khuôn lại, có chốt định vị không bị lệch khuôn.
+ Đồng thời lật cả 2 mặt khuôn lại.
+ Rót kim loại lỏng vào khuôn, chờ vật đúc nguội, phá rỡ khuôn lấy vật đúc ra ngoài, đập bỏ đậu rót, ngót, rãnh dẫn ra khỏi vật đúc, làm sạch vật đúc.
...................................................
PHẦN III: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
1. Chọn chuẩn để gia công chi tiết :
Mục đích chọn chuẩn: chọn chuẩn rất quan trọng trong việc thiết kế quy
trình công nghệ, chọn chuẩn hợp lý cần thỏa mãn 2 yêu cầu sau:
- Đảm bảo chất lượng của chi tiết trong suốt quá trình gia công.
- Đảm bảo năng suất cao, giá thành hạ
Từ 2 nguyên tắt trên ta có các phương pháp chọn chuẩn sau:
Khi chọn. chuẩn phải suất phát từ nguyên tắt 6 điểm định vị chi tiết để khống
chế hết số bậc tự do cần thiết của chi tiết một cách hợp lý nhất tuyết đối
tránh thiếu và siêu định vị, trong một số trường hợp cần tránh thừa định vị
không cần thiết.
Chọn chuẩn sao cho không bị lực cắt, lực kẹp làm biến dạng chi tiết quá
nhiều, đồng thời lực kẹp phải nhỏ để giảm bớt sức lao động cho người công
nhân.
Chọn chuẩn sao cho kết cấu đồ gá phải đơn giản, sử dụng thuận lợi nhất và
thích hợp với từng loại hình sản xuất.
a. Chọn chuẩn thô:
Chọn chuẩn thô có ý nghĩa quyết định đến quy trình công nghệ, nó ảnh
hưởng đến các nguyên công sau và độ chính xác tới các chi tiết gia công.
b. Yêu cầu khi chọn chuẩn thô:
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công và bề
mặt không gia công.
Đảm bảo phân bố lương dư cho các bề mặt sẽ gia công.
c. Cần chú ý khi chọn chuẩn thô:
Theo một phương kích thước nhất định, nếu trên kích thước gia công có một
bề mặt gia công, thì nên chọn bề mặt đó làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có một
hay nhiều bề mặt gia công, thì nên chọn bề mặt nào đó có yêu cầu về độ
chính xác tương quan so với bề mặt gia công là cao nhất làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có tất cả
các bề mặt gia công thì ta nên chọn bề mặt phôi nào đó có yêu cầu lượng dư
nhỏ và đồng đều nhất làm chuẩn thô.
Ứng với một bậc tự do cần thiết thì chỉ được phép chọn và sử dụng chuẩn
thô không quá một lần, nếu mặt này là mặt chuẩn thô. Nếu phạm chuẩn thô
sẽ gây nên vị trí tương quan giữa các bề mặt gia công với nhau.
2 . Chọn chuẩn tinh
Yêu cầu khi chọn chuẩn tinh:Lượng dư cho các bề mặt gia công.
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với
Nguyên tắt khi chọn chuẩn tinh:
Cố gắng chọn chuẩn tinh là chuẩn tinh chính, nếu như vậy thì chi tiết có vị
trí khi gia công giống như khi làm việc, độ chính xác đạt được một cách trực
tiếp nên dể dàng hơn, đồng thời đơn giản hóa quá trình lắp ráp và đỡ phải
gia công thêm các chuẩn tinh phụ.
Cố gắng chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt. Nếu như vậy sẽ giảm sai số gia công và khi chuẩn cơ sở trùng với chuẩn khởi suất thì
sai số chuẩn ec=0.
Cố gắng chọn chuẩn tinh thống nhất cho cả quá trình gia công. Nếu như vậy
thì chủng loại của đồ gá sẽ giảm bớt. Do đó giảm bớt được chi phí thiết kế,
tính toán và chế tạo đồ gá nên giá thành giảm.
3. CÁC PHƯƠNG ÁN ĐỂ GIA CÔNG CHI TIẾT:
- phương án:
- .................................
...............................................................
Ta có phương trình cân bằng lực
(k=1.4-2.6)
W
W=1
ð KG
Tính sai số chuẩn
Khi gia công kích thước Æ15 sẽ không có sai số chuẩn , vì kích thước Æ15 phụ thuộc vào dao và Æ85=0 vì chuẩn định vị trung với gốc kích thước.
1.6 Hướng dẫn sử dụng đồ gá:
Chi tiết gia công được định vị lên bản đỡ (12) 3 bậc tự do. Và chốt trụ ngắn (11) 2 bậc tự do, chốt trám 1 bậc tự do
Khi gá chi tiết l xong, bỏ vòng đệm chữ C (8) vào , sau đó siết đai ốc số 7 vào,gạt tấm dẫn hướng xuống.Sau khi gia công chi tiết gạt tấm dẫn hướng lên tháo đai ốc (7) ra lấy vòng đệm chữ C ra sau đó lấy chi tiết ra.
PHẦN VI : KẾT LUẬN VỀ QUI TRÌNH CÔNG NGHỆ
Quy trình gia công các loại chi tiết trong ngành chế tạo cơ khí, ngoài việc đòi hỏi chính xác, đúng yêu cầu kỹ thuật còn phải đảm bảo tính kinh tế trong quá trình gia công. Sản phẩm làm ra phải đạt độ chính xác cao nhất nhưng giá thành rẻ.
Đề tài thiết kế quy trình công nghệ gia công chi tiết “NẮP BÍCH” được thực hiện phân tích và lựa chọn. Đều được thể hiện trên bản vẽ đồ gá, kết cấu cũng như việc lựa chọn các chi tiết định vị và kẹt chặt đều dựa vào giáo trình ĐỒ GÁ, đề cương bài giảng công nghệ chế tạo máy 2,..
Trong quá trình thực hiện đề tài này chúng em đã cố gắng hết khả năng của bản thân đồng thời cùng với sự hướng dẫn hết sức nhiệt tình của thầy Lê Hoàng Lâm và các quý thầy cô trong khoa CKCT của trường CĐKT Cao Thắng và các bạn trong khoa, các anh nhân viên ở công ty mà chúng em từng thực tập trong giai đoạn trước nên đề tài đã hoàn thành đúng thời gian quy định.
Khi thiết kế đồ gá chuyên dùng này giải quyết được các vấn đề sau:
+ Độ an toàn đối với đồ gá chuyên dùng cao.
+ Đồ gá được sử dụng một cách dễ dàng.
+ Giải quyết được yêu cầu kỹ thuật của các nguyên công.
Cuối cùng, chúng em xin chân thành cảm ơn quý thầy cô trong khoa CKCT của trường CĐKT Cao Thắng đặc biệt là thầy Lê Hoàng Lâm đã giúp chúng em hoàn thành đề tài này.