ĐỒ ÁN THIẾT KẾ CẢI TIẾN HỆ THỐNG NẮN VÀ CẮT TÔN TỰ ĐỘNG


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ CẢI TIẾN HỆ THỐNG NẮN VÀ CẮT TÔN TỰ ĐỘNG, thuyết minh THIẾT KẾ DÂY CHUYỀN CẢI TIẾN HỆ THỐNG NẮN VÀ CẮT TÔN, quy trình sản xuất , bản vẽ nguyên lý , bản vẽ THIẾT KẾ MÁY, THIẾT KẾ VÀ CHẾ TẠO MÁY ,
BÌA
LỜI CẢM ƠN
Luận văn tốt nghiệp là lúc thể hiện những gì người sinh viên tích lũy được trong suốt thời gian học ở trường Đại học. Ngoài ra luận văn cũng là môn học giúp sinh viên biết cách đưa ra các kiến thức có được từ lý thuyết áp dụng vào thực tế, bước đầu làm quen với công tác kĩ sư. Đó là những kinh nghiệm đầu tiên của chúng em trên chặng đường dài làm một người kĩ sư có trách nhiệm, có đạo đức nghề nghiệp, có tinh thần cầu tiến.
Những kinh nghiệm đầu tiên đó sẽ không dễ dàng hơn nếu không có sự hướng dẫn tận tình của thầy PHẠM HUY HOÀNG
Em cũng xin chân thành cảm ơn thầy giáo chủ nhiệm Nguyễn Văn Thạnh, các thầy cô trong Khoa Cơ khí, và các thầy cô trong trường Đại học Bách Khoa Tp Hồ Chí Minh đã giảng dạy em những kiến thức quý báu trong suốt thời gian học tại trường.
Đồng thời em xin cảm ơn Cty TNHH Uyên Phát đã tạo điều kiện cho em được thực tập và được tham quan thực tiễn tại nhà máy, từ đó giúp em lên ý tưởng và thực hiện Đề tài luận văn này. Chúng em cũng xin chân thành cảm ơn anh Minh trưởng phòng kỹ thuật của cty đã hỗ trợ về mặt kỹ thuật cũng nhưng kinh nghiệm giúp chúng em hoàn thành tốt đề tài luận văn này.
Với thời gian thực hiện đề tài ngắn và kiến thức chưa có nhiều kinh nghiệm đúc kết từ thực tế, Luận văn sẽ không tránh khỏi những thiếu sót. Rất mong được sự góp ý của Thầy Cô và các bạn sinh viên để Đề tài được hoàn thành hơn.
Chúng em xin chân thành cảm ơn thầy PHẠM HUY HOÀNG đã tận tình giúp đỡ chúng em trong suốt quá trình thực tập tốt nghiệp và làm luận văn tốt nghiệp
Cuối cùng tụi mình xin cảm ơn tất cả các bạn sinh viên .....đã giúp đỡ và cùng nhau học tập trong suốt thời gian học tập tại trường.
TÓM TẮT LUẬN VĂN

Ý tưởng của luận văn được hình thành trong quá trình thực tập tại Cty TNHH Uyên Phát
Với yêu cầu thực tiễn là thiết kế máy xả cắt tole cuộn tự động với kích thức là bề rộng tole là 1300mm, chiều dày tole là từ 0,2mm ^ 0.8mm, đường kính trong của cuộn tole là 508mm, đường kính ngoài là 1300mm. Được sử dụng cho công đoạn cắt tole cuộn cung cấp cho máy dập tại Cty Uyên Phát.
Luận văn đã thiết kế được các kết cấu cơ khí, vị trí lắp đặt các chi tiết, hệ thống điện và hệ thống thủy lực. Và đã cớ kích thước bao tổng thể của toàn bộ cụm máy.
MỤC LỤC
BÌA....................................................................................................................................... i
LỜI CẢM ƠN....................................................................................................................... ii
TÓM TẮT LUẬN VĂN....................................................................................................... iii
MỤC LỤC........................................................................................................................... iv
DANH SÁCH HÌNH VẼ.................................................................................................... vii
DANH SÁCH BẢNG BIỂU................................................................................................ ix
LỜI NÓI ĐẦU...................................................................................................................... x
CHƯƠNG 1: GIỚI THIỆU TỔNG QUAN............................................................................ 1
- TỔNG QUAN VỀ NGÀNH THÉP VIỆT NAM:................................................. 2
- QUÁ TRÌNH HÌNH THÀNH:....................................................................... 2
- QUÁ TRÌNH PHÁT TRIỂN:......................................................................... 2
- GIỚI THIỆU ĐỀ TÀI......................................................................................... 4
- CÁC LOẠI MÁY ĐÃ CÓ TRÊN THỊ TRƯỜNG:.............................................. 5
- QUI CÁCH CUỘN:........................................................................................... 7
- MỤC TIÊU ĐỀ TÀI :....................................................................................... 11
CHƯƠNG 2: PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN THIẾT KẾ...................................... 12
- CÁC YÊU CẦU KỸ THUẬT:......................................................................... 13
- CÁC PHƯƠNG ÁN THIẾT KẾ CÁC CỤM CỦA MÁY:................................. 13
- CỤM MANG CUỘN TOLE........................................................................ 13
- CỤM KÉO NẮN......................................................................................... 20
- CỤM CẮT.................................................................................................. 25
- CHỌN PHƯƠNG ÁN THIẾT KẾ.................................................................... 36
- CHỌN PHƯƠNG ÁN CỤM MANG CUỘN TOLE 36
- CHỌN PHƯƠNG ÁN CỤM KÉO NẮN:.................................................... 36
- CHỌN PHƯƠNG ÁN CỤM CẮT............................................................... 37
- CÁC PHƯƠNG ÁN BỐ TRÍ CÁC CỤM MÁY:.............................................. 37
- PHƯƠNG ÁN 1:......................................................................................... 37
- PHƯƠNG ÁN 2:......................................................................................... 38
- PHƯƠNG ÁN 3:......................................................................................... 39
- PHƯƠNG ÁN 4 4G
2.5. SƠ ĐỒ NGUYÊN LÝ VÀ SƠ ĐỒ ĐỘNG CỦA MÁY:........................................... 41
CHƯƠNG 3: THIẾT KẾ MÁY....................................................................................... 42
- THIẾT KẾ CỤM XẢ TOLE.............................................................................. 43
- XÁC ĐỊNH CÁC THÔNG SỐ CẦN THIẾT 43
- TÍNH TOÁN CHỌN ĐỘNG CƠ VÀ PHÂN PHỐI TỶ SỐ TRUYỀN .... 45
- TÍNH THIẾT KẾ BỘ TRUYỀN XÍCH........................................................ 46
- XÁC ĐỊNH ĐƯỜNG KÍNH TRỤC TRƯỢT 49
- THIẾT KẾ TRỤC 1 (TRỤC CHÍNH).......................................................... 52
- THIẾT KẾ THEN....................................................................................... 57
- TÍNH TOÁN CHỌN Ổ LĂN:..................................................................... 57
- TÍNH THIẾT KẾ XY LANH THỦY LỰC.................................................. 59
- TÍNH LỰC KẸP ĐỦ ĐỂ MỞ MÍ TÔN BUNG RA: 64
- TÍNH THIẾT KẾ MÁY NÂNG......................................................................... 66
- THIẾT KẾ HỆ THỐNG THỦY LỰC của xe nâng cuộn với các SỐ LIỆU CHO TRƯỚC: 66
- TÍNH TOÁN VÀ CHỌN THÔNG SỐ XY LANH CHO BỘ PHẬN NÂNG 66
- CHỌN CÁC BỘ PHẬN CỦA HỆ THỐNG THỦY LỰC: 67
- PHƯƠNG TRÌNH CÂN BẰNG LỰC của cụm XILANH tạo tải TRỌNG. 68
- LỰC MA SÁT GIỮA CẦN PISTON VÀ VÒNG CHẮN KHÍT: 69
- LỰC MA SÁT GIỮA KHỐI LƯỢNG M VÀ BẠC TRƯỢT: 69
- LỰC QUÁN TÍNH:..................................................................................... 69
- CÔNG SUẤT ĐỘNG CƠ ĐIỆN DẪN ĐỘNG BƠM: 71
- TÍNH TOÁN ỐNG DẪN:........................................................................... 713.2.1G. TÍNH RAY VÀ BÁNH XE CHO CỤM NÂNG: 72
- ĐỘNG CƠ ĐIỆN...................................................................................... 73
- KIỂM TRA ĐỘNG CƠ ĐIỆN VỀ MÔ-MEN MỞ MÁY: 74
- CÁC BỘ PHẬN KHÁC CỦA CƠ CẤU DI CHUYỂN XE: 75
- THIẾT KẾ CỤM KÉO NẮN............................................................................. 79
- CHỌN ĐỘNG CƠ CHO CỤM KÉO NẮN:................................................. 79
- PHÂN PHỐI TỈ SỐ TRUYỀN:.................................................................... 79
- THIẾT KẾ BỘ TRUYỀN XÍCH:................................................................. 80
- THIẾT KẾ BỘ TRUYỀN BÁNH RĂNG:................................................... 82
- TÍNH TOÁN THIẾT KẾ TRỤC KÉO NẮN: 84
- TÍNH TOÁN VÀ CHỌN THÔNG SỐ XYLANH 90
- TÍNH TOÁN THIẾT KẾ TRỤC NẮN:........................................................ 91
- THIẾT KẾ CỤM CẮT: 96
- TÍNH TOÁN LỰC CẮT:............................................................................ 96
- THÔNG SỐ KẾT CẤU:.............................................................................. 96
- TINH TOAN VA CHỌN THONG SỐ XYLANH: 101
- TÍNH TOÁN CỤM BĂNG TẢI................................................................ 106
CHƯƠNG 4: ĐIỀU KHIỂN VÀ HƯỚNG DẪN SỬ DỤNG............................................. 109
- YÊU CẦU KỸ THUẬT:................................................................................. 110
- CÁC PHƯƠNG ÁN THIẾT KẾ:..................................................................... 110
- BỘ ĐIỀU KHIỂN RƠ LE:......................................................................... 110
- BỘ ĐIỀU KHIỂN VI XỬ LÝ:................................................................... 110
- ĐIỀU KHIỂN BẰNG PLC:....................................................................... 112
- CHỌN PHƯƠNG ÁN :............................................................................. 113
- THIẾT KẾ QUI TRÌNH ĐIỀU KHIỂN :......................................................... 113
- SƠ ĐỒ KHỐI: GỒM 3 PHẦN.................................................................. 113
- NGUYÊN LÝ VẬN HÀNH:..................................................................... 113
- HƯỚNG DẪN SỬ DỤNG :........................................................................... 114
- CÁC NGUYÊN NHÂN LÀM PHÁT SINH HƯ HỎNG MÁY VÀ CÁCH KHẮC PHỤC : 114
- CÁC BIỆN PHÁP GIẢM THỜI GIAN NGỪNG MÁY DO HƯ HỎNG: 114
TÀI LIỆU THAM KHẢO................................................................................................. 116
DANH SÁCH HÌNH VẼ
Hình 1.1: Máy xả và cắt tôn cuộn........................................................................................ 4
Hình 1.2. Máy nắn............................................................................................................... 5
Hình 1.3. Máy cắt tôn QC11Y............................................................................................. 5
Hình1.4. Máy cắt tole QC12................................................................................................ 6
Hình1.5. Tole cuộn............................................................................................................ 10
Hình 2.1: Tạo chuyển động tịnh tiến bằng trục vis + Ly hợp.............................................. 13
Hình 2.2: Tạo chuyển động tịnh tiến bằng quay trục vis.................................................... 14
Hình 2.3: Tạo chuyển động tịnh tiến bằng trục vis............................................................. 15
Hình 2.4: Tạo chuyển động tịnh tiến bằng xy lanh thủy lực............................................... 16
Hình 2.5: Kẹp cuộn tole bằng cơ cấu hình bình hành........................................................ 17
Hình 2.6: Cơ cấu hình bình hành thực tế............................................................................ 17
Hình 2.7: Kẹp cuộn tole bằng nêm chêm........................................................................... 18
Hình 2.8: Nêm chêm thực tế.............................................................................................. 18
Hình 2.9: Sơ đồ nguyên lý máy nâng cuộn........................................................................ 19
Hình 2.10: Nâng bằng cơ cấu dạng cắt chéo...................................................................... 20
Hình 2.11: Phương án biến dạng nhỏ (Tài liệu [1])............................................................ 21
Hình 2.12: Phương án biến dạng lớn (Tài liệu [1])............................................................. 22
Hình 2.13: Phương án nâng hạ bằng 3 cặp piston khí nén.................................................. 23
Hình 2.14: Phương án nâng hạ bằng trục khuỷu tạo góc lệch............................................. 24
Hình 2.15: Phương án nâng hạ đồng thời bằng 2 cặp piston khí nén.................................. 24
Hình 2.16: Sơ đồ cắt kim loại bằng khí (tham khảo [16])................................................... 25
Hình 2.17: Sơ đồ nguyên lý gia công bằng tia nước........................................................... 26
Hình 2.18: Sơ đồ nguyên lý cắt bằng tia laser (tham khảo [14])......................................... 27
Hình 2.19: Cắt dây EDM.................................................................................................... 29
Hình 2.20: Sơ đồ quá trình cắt vật liệu tấm bằng máy cắt.................................................. 30
Hình 2.21: Cắt bằng lưỡi dao song song............................................................................. 31
Hình 2.22: Cắt bằng lưỡi dao nghiêng................................................................................ 32
Hình 2.23: Cắt bằng lưỡi dao đĩa........................................................................................ 32
Hình 2.24: Sơ đồ nguyên lý cơ cấu tay quay con trượt....................................................... 33
Hình 2.25: Sơ đồ nguyên lý cơ cấu hình sin....................................................................... 33
Hình 2.26: Sơ đồ nguyên lý hệ thống thủy lực................................................................... 34
Hình 2.27:Tạo chuyển động bằng cơ cấu cam................................................................... 35
Hình2.28:Cách bố trí 1....................................................................................................... 37
Hình 2.29: Cách bố trí 2..................................................................................................... 38
Hình 2.30: Cách bố trí 3..................................................................................................... 39
Hình 2.31: Cách bố trí 4..................................................................................................... 40
Hình 2.32: Sơ đồ động của máy......................................................................................... 41
Hình 3.1: Các kích thước cần thiết của cơ cấu hình bình hành........................................... 44
Hình 3.2: Phân tích thành phần lực của cơ cấu hình bình hành.......................................... 49
Hình 3.3: Phân bố lực kẹp tôn............................................................................................ 50
Hình 3.4: Phân tích tính lực kẹp......................................................................................... 51
Hình 3.5: Phân tích lực trên trục chính............................................................................... 52
Hình 3.6: Kích thước trục mang cuộn................................................................................ 54
Hình 3.7: Phương trình cân bằng lực trong xy lanh............................................................ 59
Hình 3.8: Kẹp mở mí tôn................................................................................................... 64
Hình 3.9: Sơ đồ đặt lực của cần kẹp................................................................................... 64
Hình 3.10: Sơ đồ nguyên lý máy nâng cuộn...................................................................... 66
Hình 3.11: Sơ đồ mạch thủy lực......................................................................................... 67
Hình 3.13: Sơ đồ tính trục.................................................................................................. 75
Hình 3.14: Kích thước trục kéo.......................................................................................... 87
Hình 3.15: Phân tích lực gối đở.......................................................................................... 89
Hình 3.16: Sơ đồ phương án.............................................................................................. 93
Hình 3.17: Phân tích lực trên trục nắn................................................................................ 94
Hình 3.18: Thông số hành trình của dao song song............................................................ 96
Hình: 3.19: Sơ đồ kết cấu của cơ cấu kẹp chặt................................................................... 98
Hình 3.20: Sơ đồ tính toán lò xo........................................................................................ 99
Hình 3.21: Cân bằng lực của xylanh................................................................................ 102
Hình 3.22:Sơ đồ nguyên lý cụm băng tải......................................................................... 106
Hình 4.1: Chu trình hoạt động của một bộ vi xử lý.......................................................... 111
Hinh 4.2: Sơ đồ khối........................................................................................................ 113
DANH SÁCH BẢNG BIỂU
Bảng 1.1. Đăc tính kỷ thuật cuộn cán nguội......................................................................... 7
Bảng 2.2: Ma trận đánh giá cụm mang cuộn tôn................................................................ 36
Bảng 2.3: Ma trận đánh giá cụm kéo nắn........................................................................... 36
Bảng 2.4: Ma trận đánh giá cụm cắt:.................................................................................. 37
Bảng 3.1: Thông số cho động cơ và các trục:..................................................................... 46
Bảng 3.2: các thông số của các tiết diện............................................................................. 56
Bảng 3.3: Thông số then.................................................................................................... 57
Bảng 3.4: Thông số ổ:........................................................................................................ 58
Bảng 3.5: thông số cho động cơ và trục:............................................................................ 79
LỜI NÓI ĐẦU
Trong sự phát triển của các lĩnh vực cơ khí như: Chế tạo máy, giao thông vận tải, điện lực, xây dựng, đóng tàu..., thì nhu cầu về sử dụng thép tấm ngày một tăng; nhằm trang bị cho sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Do đó đòi hỏi phải tìm ra các biện pháp gia công thép tấm năng suất cao nhằm tạo ra thành phẩm hoặc bán thành phẩm phục vụ cho một quá trình công nghệ, đồng thời phải có tính kinh tế cao.
Đồ án tốt nghiệp với mục đích giúp sinh viên hệ thống lại những kiến thức cơ bản đã học trước lúc ra trường, đồng thời phát huy khả năng tư duy, sáng tạo của mỗi sinh viên khi đứng trước một vấn đề thực tế trong kĩ thuật. Cùng với sự phát triển của thời đại công nghiệp hóa, hiện đại hóa của ngành cơ khí, thì nhu cầu sản xuất phải sử dụng máy móc độ chính xác cao, phải giảm sức lao động của con người, tăng năng suất lao động. Nhằm đáp ứng nhu cầu đó, em đã nhận đề tài tốt nghiệp: "THIẾT KẾ HỆ THỐNG NẮN VÀ CẮT TÔN Tự ĐỘNG" với các nội dung sau:
Chương 1: Giới thiệu tổng quan
Chương 2: Phân tích và chọn phương án thiết kế
Chương 3: Thiết kế máy
Chương 4: Thiết kế điều khiển
Chương 5: Cách sử dụng và bảo trì máy
Đề tài được hoàn thành với sự hướng dẫn tận tình của thầy Phạm Huy Hoàng. Vì khả năng còn hạn chế nên không tránh khỏi những thiếu sót, em rất mong sự góp ý chỉ bảo của thầy cô.
Em xin chân thành cảm ơn thầy hướng dẫn và các thầy cô trong khoa.
Hồ Chí Minh, ngày 17 tháng 12 năm 2012 Sinh viên thiết kế Cái Hoàng Gia Nguyễn Bá Hùng
xi
CHƯƠNG 1:
GIỚI THIỆU TỔNG QUAN
- TỔNG QUAN VỀ NGÀNH THÉP VIỆT NAM:
Thép là vật tư chiến lược không thể thiếu của ngành công nghiệp, xây dựng và quốc phòng, có vai trò hết sức quan trọng trong sự nghiệp công nghiệp hóa, hiện đại hóa đất nước. Ngành thép được xác định là ngành công nghiệp được ưu tiên phát triển.
Sự phát triển của nền kinh tế đất nước đi đôi với sự phát triển của ngành thép.
Điểm qua sự phát triển của ngành thép Việt Nam:
- Quá trình hình thành:
Ngành thép Việt Nam bắt đầu được xây dựng từ những năm 1960. Khu liên hợp gang thép Thái Nguyên do Trung Quốc giúp ta xây dựng, cho ra mẻ gang đầu tiên vào năm 1963. Do chiến tranh và khó khăn nhiều mặt, 15 năm sau Khu Liên Hợp Gang Thép Thái Nguyên mới có sản phẩm thép cán. Năm 1975, nhà máy luyện cán thép Gia Sàng do Đức (trước đây) giúp đã đi vào sản xuất. Công suất thiết kế lúc đó của cả khu liên hợp Gang Thép Thái Nguyên là 100.000 tấn/năm. Phía Nam: các nhà máy do chế độ cũ xây dưng phục vụ kinh tế thời hậu chiến (VICASA, VIKIMCO...).
Năm 1976, công ty luyện kim đen miền Nam được thành lập trên cơ sở tiếp quản các nhà máy luyện, cán thép mini của chế độ cũ để lại ở TP Hồ Chí Minh và Biên Hòa, với tổng công suất khoảng 80.000 tấn thép/năm.
- Quá trình phát triển:
- Giai đoạn từ năm 1976 đến năm 1989:
Ngành thép gặp rất nhiều khó khăn do kinh tế đất nước lâm vào khủng hoảng, ngành thép không phát triển được và chỉ duy trì mức sản lượng từ năm 40.000 đến 85.000 tấn thép/năm.
- Giai đoạn từ năm 1989 đến năm 1995:
Thực hiện chủ trương đổi mới, mở cửa của Đảng và Nhà Nước, ngành thép bắt đầu có tăng trưởng, năm 1990, sản lượng thép trong nước đã vượt mức trên 100.000 tấn/năm.
Năm 1990, tổng Công ty thép Việt Nam được thành lập, thống nhất quản lý ngành sản xuất thép quốc doanh trong cả nước. Đây là thời kỳ phát triển sôi động, nhiều dự án đầu tư chiều sâu và liên doanh với nước ngoài được thực hiện. Các ngành cơ khí, xây dựng, quốc phòng và các thành phần kinh tế khác đua nhau làm thép mini.
Sản lượng thép cán năm 1995 đã tăng gấp 4 lần so với năm 1990, đạt mức 450.000 tấn/năm, bằng với Liên Xô cung cấp cho nước ta hàng năm trước 1990.
Năm 1992 bắt đầu có liên doanh sản xuất thép sau khi nguồn cung cấp chủ yếu từ các nước Đông Âu không còn nữa.
Tháng 4 năm 1995, Tổng Công Ty Thép Việt Nam được thành lập theo mô hình Tổng Công Ty Nhà Nước (Tổng Công Ty 91) trên cơ sở hợp nhất Tổng Công Ty Thép Việt Nam và Tổng Công Ty Kim Khí thuộc Bộ Thương Mại.
- Thời kỳ l996 - 2QQQ:
Ngành thép có mức độ tăng trưởng tốt, tiếp tục được đầu tư mạnh (phát triển mạnh sang khu vực tư nhân): đã đưa vào hoạt động 13 liên doanh, trong đó có 12 liên doanh cán thép và gia công, chế biến sau cán.
Sản lượng thép cán của cả nước đã đạt 1,57 triệu tấn vào năm 2000, gấp 3 lần so với năm 1995 và gấp 14 lần so với năm 1990. Đây là giai đoạn có tốc độ tăng trưởng cao nhất.
- Thời kỳ 2QQl - 2QQ7:
Hiện nay, thành phần tham gia sản xuất và gia công, chế biến thép ở trong nước rất đa dạng, bao gồm nhiều thành phần kinh tế cùng tham gia. Ngoài Tổng Công Ty Thép Việt Nam và các cơ sở quốc doanh thuộc địa phương và các ngành, còn có các liên doanh, các công ty cổ phần, công ty 100% vốn nước ngoài và các công ty tư nhân. Sau 2000, tỉ trọng về sản lượng của Tổng Công Ty Thép Việt Nam giảm chỉ còn 40% so với 100% trước đó. Và đến thời điểm hiện nay thì chỉ còn khoảng <30%.
Tính đến năm 2002, Việt Nam có khoảng 50 doanh nghiệp sản xuất thép xây dựng ( chỉ tính các cơ sở có công suất lớn hơn 5.000 tấn /năm), trong đó có 12 dây chuyền cán, công suất từ 100.000 đến 300.000 tấn/năm.
Năm 2007, theo thống kê sơ bộ, toàn thế giới tiêu thụ 1400 triệu tấn thép. Trong đó, Việt Nam tiêu thụ < 10 triệu tấn<1%. Bình quân 100kg/người. Bình quân khối ASEAN tiêu thụ khoảng 200kg/người. Ở những nước tiên tiến, sản lượng tiêu thụ đạt 1000kg/người.
- Nhu cầu:
Nhu cầu về thép cán là rất lớn và có mặt trong hầu hết các lĩnh vực trong cuộc sống từ xây dựng, giao thông, hàng tiêu dùng, hàng kim khí điện máy.. .vv.
Để phục vụ cho nhu cầu trên thì sau công nghệ luyện cán thép cần các máy gia công khác để biến sắt thép thành sản phẩm phục vụ cho cuộc sống con người.
Máy xả, cắt tôn là nhu cầu không thể thiếu để phục vụ các công đoạn sau của quá trình sản xuất như tạo phôi cho ngành dập, sản xuất ô-tô, xây dựng tạo các sản phẩm tiêu dùng phục vụ con người.
Trên cơ sở tham khảo các máy cắt tôn khác nhau và nhu cầu thị trường chúng em chọn đề tài: “Thiết kế hệ thống nắn và cắt tôn tự động” làm đề tài tốt nghiệp.
- GIỚI THIỆU ĐỀ TÀI
Cùng với sự tăng trưởng mạnh mẽ của nền kinh tế nước ta, tất cả các lĩnh vực, ngành. Riêng trong lĩnh vực cơ khí và tự động nghề cũng phát triển rất nhanh, để đáp ứng nhu cầu ngày càng cao của con người, hiện đã có rất nhiều nhà máy, xí nghiệp, nhà xưởng,... được xây dựng. Hàng loạt các loạt các loại máy móc: máy cán, máy nắn, máy cắt, sàn con lăn, sàn làm nguội, máy tiện, máy phay,...được sử dụng nhưng hầu hết tất cả các loại máy này đều nhập từ nước ngoài với giá thành rất cao. Trong khi đó, số lượng nhà máy có quy mô vừa và nhỏ hay tư nhân ở nước ta rất là lớn. Do đó, một yêu cầu bức thiết được đặt ra ở nước ta là phải có những thiết kế tương đối hoàn chỉnh về các máy này với giá thành hợp lí.
Hầu hết các sản phẩm: tủ, bàn ghế, cửa, tôn, .được sản xuất từ phôi là thép tấm thì trước đó phải trải qua các công đoạn khác vì nguồn nguyên liệu chính là thép cuộn, thép tấm phần lớn là sản phẩm của thép cuộn sau khi qua các công đoạn: xả cuộn, nắn thẳng và cắt.
Với những yêu cầu đó, đề tài “Thiết kế hệ thống nắn và cắt tôn tự động” của em ra đời. Máy được thiết kế cải tiến dựa trên cơ sở những máy đã có nhằm mục đích đáp ứng tốt các yêu cầu kỹ thuật, tăng năng suất và hạ giá thành so với các sản phẩm ngoại nhập.
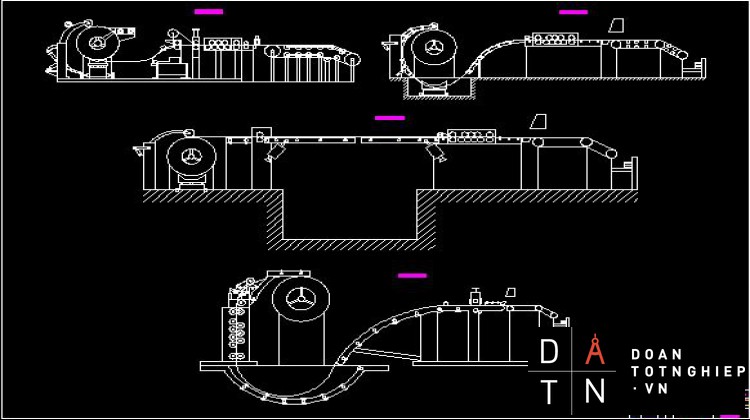
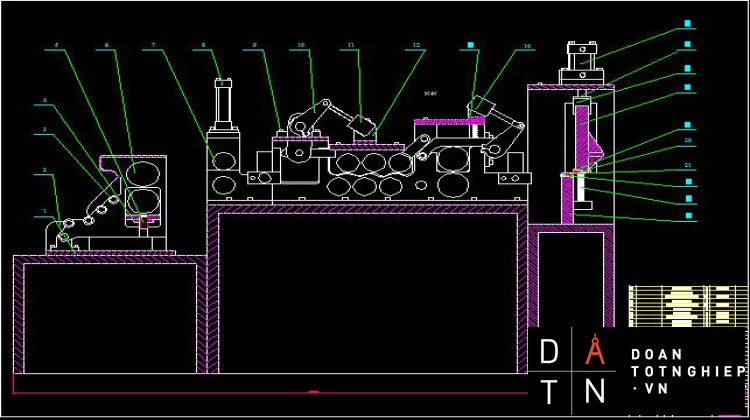
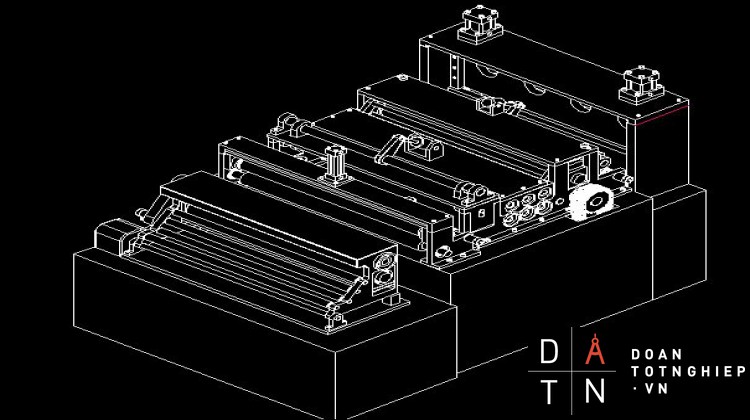
Các dây chuyền sản xuất thép tấm đang có trên thị trường:
Hình 1.1: Máy xả và cắt tôn cuộn
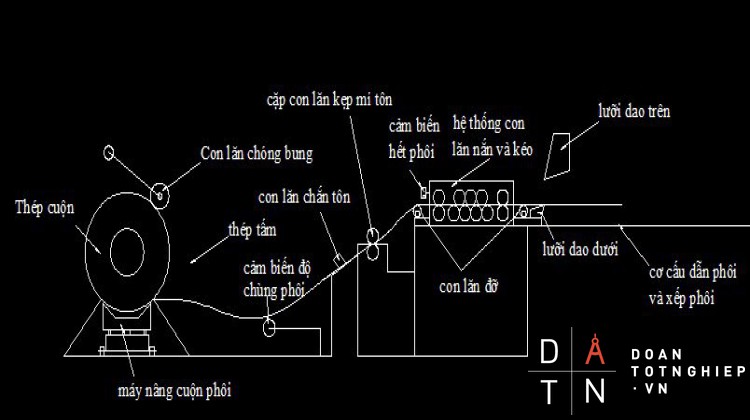
- Mô tả hoạt động:
Tôn cuộn được đưa vào hệ thống xe rùa, xe rùa di chuyển được trên đường ray, nâng cuộn tôn vào máy xả cuộn. Máy xả cuộn quay và đẩy tôn vào dàn nắn, dàn nắn có nhiệm vụ
nắn thẳng tôn, qua bộ đếm, khi đã đếm đủ chiều dài cần thiết để cắt. Hệ thống xylanh thủy lực trên cụm cắt được kích hoạt và di chuyển dao xuống để cắt tôn bằng lưỡi cắt dao nghiêng.
- Các loại máy đã có trên thị trường:
- Thông số kỹ thuật:
+ Chiều dày nắn 3mm đến 6mm.
+ Khổ rộng tối đa 2000mm.
+ Hệ thống truyền lực bằng thủy lực, thao tác an toàn tin cậy, mỹ quan bên ngoài. + Vật liệu chắn cơ động, màn hình hiện số.
- Đặc điểm tính năng máy cắt tôn kiểu van thủy lực series QC11Y:
+ Kết cấu hoàn toàn áp dụng hàn nối, khử được ứng suất nội khi rung động, có tính cứng và tính ổn định tốt .
+ Điều chỉnh khe hở lưỡi dao bằng bánh tay, tốc độ nhanh, chính xác, thuận tiện.
+ Lưỡi dao hình chữ nhật, bốn miếng cắt đều có thể sử dụng, tuổi thọ sử dụng cao.
+ Góc cắt có thể điều chỉnh.
+ Khung dao phần trên áp dụng kết cấu nghiêng trong, thuận tiện cho vật liệu xuống và nâng cao độ chính xác của linh kiện máy móc.
+ Vật liệu chắn cơ động, màn hình hiện số.
Hình1.4. Máy cắt tole QC12
- Đặc điểm tính năng máy cắt tôn (màn hình hiện số) kiểu lắc thủy lực sê-ri QC12:
+ Kết cấu hoàn toàn áp dụng hàn nối, có cường độ và tính cứng đầy đủ.
+ Hệ thống truyền lực bằng thủy lực, thao tác an toàn tin cậy, mỹ quan bên ngoài.
+ Có cơ cấu điều chỉnh khe hở linh hoạt nhanh chóng, độ chính xác cắt tấm cao.
+ Có bảo vệ an toàn tin cậy.
+ Kích thước vật liệu chặn và số lần đều có thiết bị hiển thị bằng số.
+ Lắp và chọn cho thiết bị đối chiếu dây, thuận tiện cho cắt phác họa.
+ Máy cắt tôn kỹ thuật số có lắp hệ thống CNC trên cơ sở máy cắt tôn kiểu lắc thủy lực QC 12Y, tốc độ gia công và độ chính xác được nâng lên một bước.
- Qui cách cuộn:
Bảng 1.1. Đăc tính kỷ thuật cuộn cán nguội
|
THỨ TỰ |
MÔ TẢ ĐẶC TÍNH |
||||
|
1 |
Ký hiệu |
SPCC-1B; SPCC-1D |
|||
|
2 |
Chất lượng |
SPCC (Chất lượng thương mại) |
|||
|
3 |
Loại sản phẩm |
SuperClasss |
Classs 1 |
Classs 2 |
|
|
4 |
Chiều rộng (mm) |
650 |
1300mm |
|
|
|
|
Dung sai chiều rộng (mm) |
|
|||
|
5 |
Ch.rộng < 1250mm |
0 < dung sai < +3 (theo tiêu chuẩn JIS 3141) |
0 < dung sai < +7 (theo tiêu chuẩn JIS 3141) |
0 < dung sai < +10 |
|
|
|
Ch.rộng > 1250mm |
0 < dung sai < +4 (theo tiêu chuẩn JIS 3141) |
0 < dung sai < +10 (theo tiêu chuẩn JIS 3141) |
0 < dung sai < +15 |
|
|
6 |
Chiều dày (mm) |
0.15 |
^ 1.8mm |
|
|
|
|
|
Bảng dung sai chiều dày |
|||
|
|
|
SuperClass |
Phân biệt theo chiều rộng danh nghĩa (mm) |
||
|
|
|
Phân biệt theo chiều dày danh nghĩa (mm) |
630 or over to and excl 1000 |
1000 or over to and excl 1250 |
1250 or over to and excl 1600 |
|
|
|
... < 0.25 |
± 0.02 |
± 0.02 |
- |
|
|
|
0.25 < ... < 0.4 |
± 0.03 |
± 0.03 |
- |
|
|
|
0.4 < ... < 0.6 |
± 0.04 |
± 0.04 |
± 0.05 |
|
|
|
0.6 < ... < 0.8 |
± 0.05 |
± 0.05 |
± 0.05 |
|
|
|
0.8 < ... < 1.0 |
± 0.05 |
± 0.06 |
± 0.07 |
|
|
Dung sai chiều dày (mm) |
1.0 < ... < 1.25 |
± 0.06 |
± 0.07 |
± 0.08 |
|
7 |
1.25 < ... < 1.6 |
± 0.08 |
± 0.09 |
± 0.10 |
|
|
|
1.6 < ... 2.0 |
± 0.10 |
± 0.11 |
± 0.12 |
|
|
|
|
|
|||
|
|
|
Class 1 - Class 2 |
Phân biệt theo chiều rộng danh nghĩa |
||
|
|
|
(theo tiêu chuẩn JIS 3141) |
|
(mm) |
|
|
|
|
Phân biệt theo chiều dày danh nghĩa (mm) |
630 or over to and excl 1000 |
1000 or over to and excl 1250 |
1250 or over to and excl 1600 |
|
|
|
... < 0.25 |
± 0.03 |
± 0.03 |
- |
|
|
|
0.25 < ... < 0.4 |
± 0.04 |
± 0.04 |
- |
|
|
|
0.4 < ... < 0.6 |
± 0.05 |
± 0.05 |
± 0.06 |
|
|
|
0.6 < ... < 0.8 |
± 0.06 |
± 0.06 |
± 0.06 |
|
|
|
0.8 < ... < 1.0 |
± 0.06 |
± 0.07 |
± 0.08 |
|
|
|
1.0 < ... < 1.25 |
± 0.07 |
± 0.08 |
± 0.09 |
|
|
|
1.25 < ... < 1.6 |
± 0.09 |
± 0.10 |
± 0.11 |
|
|
|
1.6 < ... 2.0 |
± 0.11 |
± 0.12 |
± 0.13 |
|
8 |
Thành phần hóa học (%) |
SAE1006 |
SAE1008 |
|
|
|
C |
0.08max |
0.10max |
|
|
|
|
Mn |
0.45max |
0.50max |
|
|
|
|
P |
0.030max |
0.030max |
|
|
|
|
S |
0.035max |
0.035max |
|
|
|
|
Si |
0.10max |
0.10max |
|
|
|
|
9 |
Độ bền kéo (N/mm2) |
550min (theo tiêu chuẩn JIS 3141) |
|||
|
10 |
Lượng giãn dài % |
Không xác định (theo tiêu chuẩn JIS 3141) |
|||
|
11 |
Độ cứng |
Min 85 HRB hoặc 170 HV |
|||
|
(HRB hoặc HV) |
|||||
|
12 |
Đường kính trong (mm) |
508mm |
|||
|
13 |
Đường kính ngoài (mm) |
Max 1900 |
|||
|
14 |
Trọng lượng cuôn (tấn hoặc |
Max 25 tấn; min 5 tấn |
|||
|
15 |
Hệ số chuyển chở an toàn |
Max 2.8 |
|||
|
16 |
Đô vồng (mm) |
Max, 2mm / 2000mm |
|||
|
17 |
Loa kèn (mm) |
Max 5mm |
|||
|
18 |
Hình dáng bên ngoài |
Bề mặt băng thép không rỉ sắt, vết ố chất làm nguôi, lỗ, đường phân giới, mãnh vụn, các khuyết tật cán nóng hoặc cán nguôi làm ảnh hưởng đến quá trình mạ. Các lỗi roll marks (vết truc) nặng hoặc scratches (vết xước) là không chấp nhận nếu chúng thể hiện rõ sau khi mạ. |
Bề mặt băng thép có rỉ sắt, vết ố chất làm nguôi, lỗ, đường phân giới, mãnh vụn, các khuyết tật cán nóng hoặc cán nguôikéo dài liên tục từ 2 đến 10% so với tổng chiều dài cuôn (cho môt bên) và có không quá 3 vùng bị lỗi như trên. |
Bề mặt băng thép có rỉ sắt, vết ố chất làm nguôi, lỗ, đường phân giới, mãnh vụn, các khuyết tật cán nóng hoặc cán nguôikéo dài liên tục trên 10 đến 15% so với tổng chiều dài cuôn (cho môt bên) và có hơn 3 vùng bị lỗi như trên. |
|
|
19 |
Bề mặt và bôi dầu (mg/m2) |
Lượng dầu trên bề mặt thép từ 250 dến 2000 mg/m2 cho cả hai mặt hoặc là không bôi dầu tùy theo yêu cầu của khách hàng. |
|||
|
20 |
Điều kiện cạnh |
- Cạnh không xén mép hoặc xén mép tùy theo yêu cầu của khách hàng. |
- Cạnh không xén mép hoặc xén mép tùy theo yêu cầu của khách hàng. |
- Cạnh không xén mép hoặc xén mép tùy theo yêu cầu của khách hàng. |
||||
|
- Cạnh của băng thép không được nứt, rạn, có răng cưa hoặc bị gãy. |
- Cạnh rạn nứt, răng cưa hoặc bị gãy kéo dài liên tục từ 2 đến 10% so với tổng chiều dài cuộn. |
- Cạnh rạn nứt, răng cưa hoặc bị gãy kéo dài liên tục từ lon81 hơn 10 đến 15% so với tổng chiều dài cuộn. |
||||||
|
- Khách hàng không chấp nhận những cuộn bị hư hỏng do việc vận chuyển cuộn bằng cầu trục, xe nâng hoặc các phương tiện khác làm hư hỏng vòng ngoài hoặc cạnh cuộn thép. |
|
|
||||||
|
21 |
Chiều dày không phù hơp (m) |
Đoạn đuôi băng thép (T/E) không được cán có chiều dày không phù hợp sẽ dược loại bỏ bởi PFS tại máy cán. Cụ thể chiều dài của đoạn có chiều dày không phù hợp là như sau: |
||||||
|
|
Không cán |
Cán |
Cán |
|||||
|
Đoạn đầu có chiều dày không phù hợp |
20 m |
< 20 m |
< 20 m |
|||||
|
Đoạn đuôi có chiều dày không phù hợp |
PFS cắt |
< 20 m |
< 20 m |
|||||
|
22 |
Đóng gói |
Đóng gói vào bao bọc với lõi cuộn nằm ngang. |
||||||
|
23 |
Dung sai độ phẳng (mm) |
|
||||||
|
SuperClass |
|
|
|
|||||
|
(theo tiêu chuẩn JIS 3141) |
|
|
|
|||||
|
Theo chiều rộng (mm) |
Phân loại theo hình dáng băng thép |
|
|
|
||||
|
|
|
|
|
|
|
|||
|
... < 1000 |
< 2 |
< 2 |
< 2 |
|
|
|
||
|
1000 < ... < 1250 |
< 3 |
< 2 |
< 2 |
|
|
|
||
|
1250 < ... < 1300 |
< 4 |
< 3 |
< 2 |
|
|
|
||
|
|
||||||||
|
|
|
Class 1 |
|
|
|
|||
|
(theo tiêu chuẩn JIS 3141) |
|
|
|
|||||
|
Theo chiều rộng (mm) |
Phân loại theo h dáng băng thé |
ình p |
|
|
|
|||
|
Sóng cung |
Sóng cạnh |
Mu rùa |
|
|
|
|||
|
... < 1000 |
< 7 |
< 5 |
< 4 |
|
|
|
||
|
1000 < ... < 1250 |
< 9 |
< 5 |
< 5 |
|
|
|
||
|
1250 < ... < 1300 |
< 10 |
< 7 |
< 5 |
|
|
|
||
|
|
||||||||
|
Class 2 |
|
|
|
|||||
|
(theo tiêu chuẩn JIS 3141) |
|
|
|
|||||
|
Theo chiều rộng (mm) |
Phân loại theo h dáng băng thé |
ình p |
|
|
|
|||
|
Sóng cung |
Sóng cạnh |
Mu rùa |
|
|
|
|||
|
... < 1000 |
< 12 |
< 8 |
< 6 |
|
|
|
||
|
1000 < ... < 1250 |
< 15 |
< 9 |
< 8 |
|
|
|
||
|
1250 < |
< 15 |
< 11 |
< 8 |
|
|
|
||
|
|
||||||||
|
|
||||||||
|
24 |
Bề mặt (Ra:pm) |
|
||||||
|
Bề mặt sáng |
0 - 0.35ụm |
|||||||
|
Bề mặt tối |
0.5 - 1.52pm |
|||||||
Cuộn được chế tạo từ nhiều loại vật liệu khác nhau theo nhu cầu sử dụng : Thép, thép mạ điện, thép tráng phủ bề mặt ( đồng thao, inox các loại..........
- Mục tiêu đề tài :
Các hệ thống cắt tôn cuộn hiện nay trên thị trường ở các phân xưởng phần lớn là tự chế tạo ra để sản xuất, do người chế tạo chỉ dựa vào kinh nghiệm để thiết kế và chế tạo.Vì vậy, phần lớn là không có bản vẽ thiết kế, khi cần thay thế một bộ phận nào đó sẽ rất khó khăn để tìm ra vị trí hư hỏng.
Do việc chế tạo không tính toán, nên hệ thống thường chạy dư tải rất nhiều, gây hao phí điện năng cho cơ sở sản xuất. Hệ thống rất khó tự động hóa, chỉ có thể điều khiển bằng tay, nên chỉ phù hợp với sản xuất đơn chiếc.
Hệ thống nắn thẳng hiện tại cũng không thể điều chỉnh được chiều dày nắn, và chiều dài cắt nên không linh hoạt trong sản xuất.
Với những nhược điểm hiện tại của các máy trên thị trường, từ đó đề tài “Thiết kế hệ thống nắn và cắt tôn tự động” của em được hình thành nhằm mục đích cải tiến hệ thống sản xuất tôn cuộn trong các nhà máy cán thép và sản xuất vật liệu xây dựng để phù hợp với nhu cầu đòi hỏi ngày càng cao của thị trường, tăng năng suất, đáp ứng yêu cầu kỹ thuật, tăng tính kinh tế, .giá thành phù hợp với nhu cầu ở nước ta.
CHƯƠNG 2:
PHÂN TÍCH VÀ CHỌN PHƯƠNG ÁN THIẾT KẾ
- Các yêu cầu kỹ thuật:
- Thông số cuộn thép:
+ Đường kính trong: Dtr = 508(mm)
+ Đường kính ngoài: Dng = 1300(mm)
+ Bề rộng : B = 1300(mm)
+ Bề dày : e = 0.5(mm)
- Năng suất yêu cầu: 2 cuộn/ ngày.
- Sản phẩm đầu ra phải phẳng, đẹp.
- Dễ bảo trì sửa chữa.
- Đảm bảo an toàn, vệ sinh.
- Kết cấu đơn giản.
- Tuổi thọ cao.
- Dễ sử dụng.
- Giá thành tương đối.
- Không gian bố trí vừa phải.
- Tự động hóa cao.
- Có hệ thống xử lý thành phẩm cuối cùng.
- CÁC PHƯƠNG ÁN THIẾT KẾ CÁC CỤM CỦA MÁY:
- CỤM MANG CUỘN TOLE
- BỘ PHẬN TẠO CHUYỂN ĐỘNG TỊNH TIẾN: 2ẵ2ẵ1ẵ1ẵ1ẵ PHƯƠNG ÁN 1: TRỤC VIS + LY HỢP
|
l.Ty trong |
5.Ly hợp |
|
2.Trục phụ |
6.Rãnh trượt |
|
3.Trục chính |
7.Bộ phận kẹp phôi |
|
4.Bộ truyền |
|
Hình 2.1: Tạo chuyển động tịnh tiến bằng trục vis + Ly hợp 13
Đông cơ thông qua bô giảm tốc truyền đông cho trục chính. Khi ly hợp hoạt đông, trục chính truyền đông cho trục vis, thông qua ăn khớp ren, trục vis truyền đông cho trục phụ, làm cho trục phụ trượt trên trục chính.Từ đó làm cho bô phận kẹp phôi cuôn bung ra hoặc co lại để kẹp chặt cuôn phôi .
- Ưu điểm:
+ Hệ thống được tự đông hóa thông qua điều khiển ly hợp
+ Nhờ cơ cấu trục vis nên ta kiểm soát được bước tiến của trục phụ, dẫn đến xác định được đô bung ra của cơ cấu 4 khâu bản lề.
- Nhược điểm:
+ Phải thêm bô phận ly hợp nên làm cơ cấu phức tạp + Giá thành cao.
 2ẵ2ẵ1ẵ1ẵ2ẵ PHƯƠNG ÁN 2: TRỤC VIS + QUAY TAY (TRỤC VIS ĐỨNG YÊN)
2ẵ2ẵ1ẵ1ẵ2ẵ PHƯƠNG ÁN 2: TRỤC VIS + QUAY TAY (TRỤC VIS ĐỨNG YÊN)
|
1. |
Tay quay |
|
2. |
Trục vis |
|
3. |
Trục phụ |
|
4. |
Bô truyền |
|
5. |
Trục chính |
|
6. |
Rãnh trượt |
|
7. |
Bô phận kẹp phôi |
Hình 2.2: Tạo chuyển động tịnh '' DỤ tJIlặI1 Kt?|J |JIIUI tiến
bằng quay trục vis
- Hoạt đông:
Khi ta quay tay quay sẽ làm trục vis quay theo, nhờ ăn khớp ren làm cho trục phụ chuyển đông trượt trên trục chính. Từ đó làm cho bô phận kẹp phôi cuôn bung ra hoặc co lại kẹp chặt cuôn phôi.
- Ưu điểm:
+ Cơ cấu đơn giản + Giá thành rẻ
- Nhược điểm:
+ Phải quay tay để truyền đông
Hình 2.3: Tạo chuyển động tịnh tiến bằng trục vis
- Hoạt động:
Khi ta quay tay quay làm cho trục vis quay theo, nhờ ăn khớp ren nên làm cho trục vis tiến vào hoặc đi ra và đồng thời kéo trục phụ tiến vào và ra theo. Từ đó làm cho bộ phận kẹp phôi cuộn bung ra hoặc co lại để kẹp chặt cuộn phôi.
- ưu điểm:
+ Kết cấu đơn giản + Giá thảnh rẻ
- Nhược điểm:
+ Không được tự động hóa
|
1. |
Ty trong |
|
2. |
Trục phụ |
|
3. |
Bộ truyền |
|
4. |
Trục chính |
|
5. |
Xy lanh thủy lực |
|
6. |
Rãnh trượt |
|
7. |
Bộ phận kẹp phôi |
- Hoạt động: Xy lanh thủy lực truyền động cho ty trong trục chính, dẫn đến trục phụ tịnh tiến theo. Do đó làm bộ phận kẹp cuộn phôi bung ra hoặc co lại để kẹp chặt cuộn phôi.
- ưu điểm:
+ Có thể tự động hóa hoàn toàn + Lực kẹp lớn + Kẹp nhanh chóng.
- Nhược điểm:
+ Giá thành cao
- BỘ PHẬN KẸP PHÔI CUỘN 2ẵ2ẵ1ẵ2ẵ1ẵ PHƯƠNG ÁN 1: CƠ CẤU HÌNH BÌNH HÀNH
Hình 2.5: Kẹp cuộn tole bằng cơ cấu hình bình hành
- Hoạt động:
Theo nguyên tăc cơ cấu hình bình hành, khi trục phụ chuyển động tịnh tiến thì làm cho cơ cấu chuyển động lên xuống.
- ưu điểm:
+ Cơ cấu đơn giản.
+ Giá thành rẻ.
+ Biên độ bung kẹp cuộn tole lớn.
..................................................................................
CHƯƠNG 4:
ĐIỀU KHIỂN VÀ HƯỚNG DẪN SỬ DỤNG
- Yêu cầu kỹ thuật:
- Độ ổn định cao.
- Giá thành rẻ.
- Chịu được môi trường làm việc ở nhà xưởng :nhiệt độ,bụi...
- Dễ bảo trì
- Dễ lập trình.
- Tuổi thọ cao .
- Các phương án thiết kế:
- Bộ điều khiển rơ le:
Một thiết bị điều khiển logic dùng trong công nghiệp thường bao gồm:
+ Công tắc, nút nhấn điều khiển,các công tắc hành trình,...
+ Khối logic điều khiển(Controller), có thể gồm các rơ le nối theo mạch điều khiển, các tiếp điểm.
+ Các thiết bị chấp hành lối ra, có thể là rơ le,van solenoid, motor,.
Khi xây dựng một thiết bị điều khiển, đầu tiên cần xác định nhiệm vụ điều khiển và xác lập sơ đồ mạch điện. Sau đó tiến hành đấu nối mạch để liên kết các yếu tố điều khiển và kiểm tra, đưa mạch vào hoạt động. Như vậy với mọi nhiệm vụ điều khiển cần sử dụng các mạch điều khiển khác nhau và thường cần phải lắp ráp mạch điều khiển logic tương ứng.Việc thay đổi nhiệm vụ điều khiển sẽ dẫn đến thay đổi phần thiết bị và sơ đồ đấu nối(phần cứng).
- Ưu điểm:
+ Dễ lắp ráp.
- Nhược điểm:
+ Đáp ứng chậm .
+ Kém linh động, một mạch rơ le chỉ sử dụng cho một hoạt động điều khiển.
- Bộ điều khiển vi xử lý:
Kỹ thuật vi xử lý phát triển cho phép xây dựng hệ thống điều khiển chuẩn hóa hoạt động theo chương trình. Bộ vi xử lý gồm bộ xử lý trung tâm (CPU), bộ nhớ có thể đọc -ghi được RAM( Random Acess Memory), bộ nhớ chỉ đọc ROM ( Read Only Memory) để nhớ chương trình và thiết bị vào -ra (I/O PORT) để giao diện với ngoại vi. Các khối của bộ vi xử lý liên kết với nhau theo hệ thống đường dây nối chung gọi là đường BUS, gồm các đại chỉ, đường tài liệu và đường điều khiển.
Khi có tác động lối vào ( ví dụ từ các công tắc), qua khối vào -ra, các tác động này được chuyển vào CPU. Tại đây chúng được xử lý và CPU sẽ hình thành địa chỉ và lệnh để điều khiển lối ra. Lệnh điều khiển có thể là dạng tài liệu viết sẵn trong bộ nhớ được xuất ra ngoài.Bộ vi xử lý cho phép xây dựng hệ điều khiển theo nguyên tắc hoàn toàn khác với phương pháp cổ điển. Thiết bị phần cứng được chuẩn hóa, sử dụng chung cho các bài toán điều khiển . Với mỗi bài toán điều khiển, chỉ cần viết phương trình tương ứng và ghi vào trong bộ nhớ của bộ vi xử lý.
- Ưu điểm :
+ Hệ thống xây dựng có tính mềm dẻo,linh động và chuẩn hóa.
+ Cho phép đơn giản hóa việc xây dựng hệ thống điều khiển đa chức năng.
+ Dễ dàng lắp đặt, khai thác, bảo dưỡng, sửa chữa.
+ Có khả năng ghép nối máy tính, xây dựng hệ thống tự hoàn chỉnh.
- Nhược điểm :
+ Lập trình khó khăn.
+ Khó sửa lỗi giải thuật.
- điều khiển bằng PLC:
PLC là thiết bị xử lý cho phép lập trình điều khiển một hệ thống.
Hệ thống PLC gồm 3 phần chủ yếu:
+ CPU - thiết bị xử lý trung tâm.
+ Phần mềm ( chương trình)
+ Thiết bị chức năng mở rộng.
CPU có các lối vào- ra logic để nối với ngoại vi. Các thiết bị ngoại vi cung cấp thông tin lối vào cho CPU là các nút nhấn, công tắc, công tắc hành trình.. .CPU nhận các trạng thái lối vào này, xử lý chúng theo các chương trình được soạn trước đã lưu trữ trong bộ nhớ, khởi tạo tín hiệu lối ra, cho phép điều khiển tương ứng các rơ le, van solenoid, đèn .của thiết bị ngoài.
Chương trình điều khiển lưu trữ trong CPU được soạn thảo trước, tùy theo yêu cầu bài toán điều khiển. Cổng truyền thông cho phép ghép nối CPU / PLC với máy tính hoặc máy lập trình để soạn thảo chương trình theo những quy tắc lập trình cho PLC.
Với cơ cấu chuẩn hóa như vậy, hệ thống PLC cho phép sử dụng đa năng, giải quyết nhiều bài toán khác nhau. Khi sử dụng chỉ cần đấu nối PLC với thiết bị ngoại vi và lập trình, mà không cần thay đổi hoặc lắp ráp sơ đồ điều khiển.
- Ưu điểm :
+ Không cần đấu dây cho sơ đồ điều khiển logic như kiểu dùng rơ le.
+ Có độ mềm dẻo sử dụng rất cao, khi cần chỉ việc thay đổi chương trình (phần mềm) điều khiển.
+ Chiếm vị trí không gian nhỏ trong hệ thống.
+ Nhiều chức năng điều khiển .
+ Tốc độ cao.
+ Công suất tiêu thụ nhỏ.
+ Không cấn quan tâm nhiều về vấn đề lắp đặt.
+ Có khả năng mở rộng số lượng đầu vào- ra khi nối thêm các khối vào -ra chức năng.
+ Tạo khả năng mở ra các lĩnh vực áp dụng mới.
+ Dễ lập trình.
+ Dễ sửa chữa lỗi kỹ thuật.
Chính nhờ những ưu thế đó, PLC hiện nay được sử dụng rộng rãi trong các hệ thống điều khiển tự động, cho phép nâng cao năng suất sản xuất, chất lượng và sự đồng nhất sản phẩm, tăng hiệu suất, giảm năng lượng tiêu tốn, tăng mức an toàn, tiện nghi và thoải mái trong lao động. Đồng thời cho phép nâng cao tính thị trường của sản phẩm.
- Chọn phương án :
Từ các chức năng và ưu nhược điểm trên, ta chọn phương án điều khiển bằng Rờle.
- Thiết kế qui trình điều khiển :
- Sơ đồ khối: gồm 3 phần
- Điều khiển : dùng PLC.
- Giao tiếp : nối dây .
- Vận hành :
+ Động cơ thủy lực + Xy lanh thủy lực + Sensor, Counter, Timer.
- Nguyên lý vận hành:
Sơ đồ khối:
- Các nguyên nhân làm phát sinh hư hỏng máy và cách khắc phục :
- Vận hành không đúng cách
- Tìm hiểu kĩ nguyên tắc hoạt động máy trước khi vận hành.
- Đề ra sơ đồ vận hành mẫu bên cạnh máy.
- Thao tác đúng chỉ dẫn.
- Tập trung chú ý khi vận hành.
- Tránh nhầm lẫn các thao tác khi vận hành.
- Trình tự vận hành hợp lý.
Hư hỏng do mòn, bôi trơn không đúng , điều chỉnh sai,...
- Bôi trơn đúng cách.
- Bôi trơn đúng nguyên liệu bôi trơn cho từng bộ phận máy.
- Thường xuyên kiểm tra dầu bôi trơn.
- Vệ sinh máy thường xuyên hay định kỳ có kế hoạch.
- Thao tác đúng chỉ dẫn.
Hư hỏng đột xuất như đứt cầu chì , điện ngắt mạch,.
- Điều chỉnh và vận hành máy đúng công suất.
- Tránh bị chập mạch.
- Tránh cho máy làm việc quá tải.
- Tránh va đập, làm việc đúng chế độ.
- Các biện pháp giảm thời gian ngừng máy do hư hỏng:
Thời gian chờ phát hiện hư hỏng và tìm cách xử lý.
- Thường xuyên kiểm tra máy.
- Có sơ đồ chức năng hoạt động từng bộ phận máy.
- Đề ra trước các biện pháp xử lý các sự cố thường xuyên xảy ra.
- Khoanh vùng hư hỏng.
- Trang bị các thiết bị phát hiện hư hỏng.
- Nhân viên kỹ thuật thạo nghề, kỹ thuật giỏi.
- Lập bảng theo dõi thiết bị.
- Thời gian chờ để tìm tài liệu kỹ thuật về máy , các phụ tùng thay thế,các dụng cụ cần dùng .
- Lập sẵn các tài liệu kỹ thuật về máy.
- Dự trữ các phụ tùng thay thế.
- Chuẩn bị đầy đủ các dụng cụ cần dùng.
- Hạn chế sử dụng các dụng cụ không tiêu chuẩn, ít phụ tùng thay thế.
- Sắp xếp, quản lý tài liệu, phụ tùng hợp lý.
- Thời gian chờ do thiếu phụ tùng.
- Dự trữ trước các phụ tùng.
- Dự phòng các biện pháp cải tiến.
- Nghiên cứu các biện pháp sửa chữa.
- Sử dụng phụ tùng dễ kiếm.
- Biết được nơi cung cấp phụ tùng và nắm rõ giá thành của nó.
- Sử dụng phụ tùng có chức năng tương tự để thay thế các phụ tùng khó tìm.
- Thời gian chờ người đến bảo trì
- Huấn luyện công tác bảo trì cho nhân viên .
- Sử dụng các phụ tùng thay thế có cùng chức năng.
- Có bộ phận trữ phôi trung gian để giảm thời gian ngừng.
- Lập phòng bảo trì.
- Bố trí thời gian trực máy để người bảo trì có thể giám sát trực tiếp quá trình.
- Lập bảng hướng dẫn kểm tra sửa chữa để khi không có nhân viên bảo trì thì người vận hành bình thường vẫn có khả năng tự kiểm tra.
- Thời gian sửa chữa.
- Dự trữ sẵn các phụ tùng thay thế.
- Chuẩn bị đầy đủ các dụng cụ sửa chữa.
- Nâng cao tay nghề cho các nhân viên bảo trì, sửa chữa.
- Dùng nhiều người có tay nghề cao, nhiều kinh nghiệm.
- Bảo trì thường xuyên để phòng ngừa.
- Sử dụng các thiết bị sửa chữa chuyên dùng.
TÀI LIỆU THAM KHẢO
- TS.Hà tiến hoàng (2006). Thiết Bị Cơ Khí Xưởng Cán. Nhà xuất bản ĐHBK Hà nội
- Nguyễn Hưu Lộc (2004). Cơ Sở Thiết Kế Máy. Nhà xuất bản Đại Học Quốc Gia TPHCM.
- Trịnh Chất, Lê Văn Uyển (2005). Tính Toán Thiết Kế Hệ Dẫn Động Cơ Khí tập 1, 2. Nhà xuất bản giáo dục.
- Nguyễn Thị Bé Bảy -Nguyễn Dương Hùng (2005). Vật lý đại cương. Nhà xuất bản Đại Học Quốc Gia TPHCM.
- Nguyễn Trường Thanh (2006) .Cơ sở kỹ thuật cán. Nhà xuất bản đại học quốc gia TPHCM.
- Đỗ Hữu Nhơn.Công Nghệ Cán Kim Loại và Hợp Kim Thông Dụng ,nhà xuất bản khoa học kỹ thuật.
- Huỳnh Văn Hoàng, Đào Trọng Thường. Tính toán máy trục. Nhà xuất bản khoa học và kỹ thuật.
*TÀI LIỆU THAM KHẢO
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.




