LUẬN VĂN THIẾT KẾ MÁY DẬP BI HÌNH CẦU
NỘI DUNG ĐỒ ÁN
LUẬN VĂN THIẾT KẾ MÁY DẬP BI HÌNH CẦU
LỜI MỞ ĐẦU
Kỹ thuật cơ khí là ngành ứng dụng các nguyên lý khoa học để tạo ra các loại máy móc và thiết bị hoặc các vật dụng hữu ích, có vai trò quan trọng đối với bất kỳ nền kinh tế của bất kỳ quốc gia nào. Luận văn tốt nghiệp – học phần cuối cùng của quá trình đào tạo kỹ sư cơ khí giúp sinh viên cơ khí liên kết các mảng kiến thức được chia nhỏ, sử dụng các công cụ và kỹ năng cộng với sự hướng dẫn của những người đi trước và khả năng tìm tòi, học hỏi, giải quyết vấn đề để nghiên cứu, tìm hiểu hay đưa ra quy trình thiết kế, chế tạo dưới góc nhìn vừa tổng quan, thấu đáo vừa chi tiết, tỉ mỉ.
Qua thời gian học tập và thực tập cuối khóa, được làm việc, được tham khảo và tìm hiểu cận cảnh một phần của kỹ thuật cơ khí trong và ngoài nước. Nhóm sinh viên đã nắm được phần nào kiến thức cũng như kinh nghiệm của đường hướng cho một người làm kỹ thuật cơ khí.
Nhiệm vụ của luận văn: thiết kế máy dập bi hình cầu. Bi thép là đề tài đã và đang được nghiên cứu và thực hiện chế tạo rất nhiều bởi tính thiết thực đối với yêu cầu trong sản xuất hàng loạt. Tuy nhiên, với xu hướng phát triển của các ngành kỹ thuật khác (cụ thể là điện – điện tử và công nghệ thông tin) và đòi hỏi về giải phóng sức lao động, an toàn, thân thiện và đảm bào năng suất, quy trình sản xuất bi ngày nay có xu hướng tự động hóa và được điều khiển cách ly.
Với nhiệm vụ được đưa ra như trên, tôi đã tập trung thiết kế máy dập bi thép hình cầu gồm tập thuyết minh giới thiệu và tính toán, các bản vẽ nguyên lý, các bản vẽ lắp.
Xin được gửi lời cảm ơn với tất cả sự sâu sắc và chân thành đến thầy giáo hướng dẫn Thầy Trần Đức Tuấn và Thầy Trần Ngọc Phước Thạnh đã hướng dẫn và tạo điều kiện cho tôi có thể hoàn thành luận văn, cảm ơn các thầy cô trong khoa cơ khí và bộ môn Thiết bị và công nghệ vật liệu cơ khí, xin cảm ơn các anh chị đi trước trong khoa Cơ Khí cùng các bạn bè và gia đình vì những hướng dẫn, giúp đỡ và động viên.
MỤC LỤC
LỜI CẢM ƠN................................................................................... 1
LỜI MỞ ĐẦU................................................................................... 2
MỤC LỤC........................................................................................ 3
DANH SÁCH HÌNH VẼ................................................................... 6
DANH SÁCH BẢNG BIỂU.............................................................. 9
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI....................................... 10
1.1 Vai trò của bi thép..................................................................... 10
1.2 Tìm hiểu về ray trượt................................................................ 11
1.3 Một số loại ray trượt bi.............................................................. 13
1.3.1 Ray trượt bi hai tầng, ba tầng....................................... 13
1.3.2 Ray trượt bi nhấn mở.................................................... 14
1.3.3 Ray trượt bi giảm chấn................................................. 14
1.4 Một số máy dập bi trên thế giới................................................. 15
1.4.1 Máy SCD của tập đoàn Wuxi Suchuang....................... 15
1.4.2 Máy dập bi Z32 -7.5 ..................................................... 16
1.5 Tình hình sản xuất bi thép ở Việt Nam...................................... 17
1.6 Kết luận.................................................................................... 17
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT................................................ 18
2.1 Quy trình sản xuất bi thép......................................................... 18
2.1.1 Sản xuất bi thép bằng phương pháp cán sử dụng trục vít 18
2.1.2 Sản xuất bi phép bằng phương pháp dập nguội.............. 19
2.2 Sơ lược về sản xuất chi tiết bằng phương pháp gia công áp lực21
2.3 Sơ lược về phương pháp dập tạo hình khối............................... 23
2.4 Phân tích quy trình sản xuất bi thép.......................................... 26
2.5 Phôi dây.................................................................................... 27
2.5.1 Yêu cầu kỹ thuật............................................................. 27
2.5.2 Yêu cầu sản xuất............................................................ 27
2.6 Nguyên công: cắt và dập........................................................... 29
2.7 Nguyên công: Mài nghiền.......................................................... 32
CHƯƠNG 3: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ 34
3.1 Phân tích các phương án cho máy dập...................................... 34
3.1.1 Phương án dùng cơ cấu trục khuỷu................................ 34
3.1.2 Phương án dùng vít me bi.............................................. 36
3.1.3 Phương án máy thủy lực................................................. 37
3.2 Chọn phương án máy dập bi..................................................... 40
3.2.1 Chọn phương án sử dụng trục khuỷu............................. 40
3.2.2 Khung máy dập.............................................................. 42
3.2.3 Nhóm truyền động chính ............................................... 44
3.2.4 Cơ ấu cắt........................................................................ 48
3.2.5 Cơ cấu cấp phôi.............................................................. 50
3.3 Máy mài bi (thô và tinh)............................................................ 53
3.3.1 Nguyên công mài và đặc điểm........................................ 53
3.3.2 Sử dụng mài nghiền trong gia công bi thép..................... 54
3.4 Nguyên lý hoạt động của máy mài bi......................................... 55
3.4.1 Phân tích động lực học của bi chuyển động trong rãnh.. 55
3.4.2 Các thông số ảm hưởng đến quá trình mài..................... 61
3.4.3 Kết luận......................................................................... 66
3.5 giới thiệu một số loại máy mài bi............................................... 66
CHƯƠNG 4: TÍNH TOÁN THIẾT KẾ MÁY DẬP....................... 67
4.1 Xác định sản lượng cơ khí......................................................... 67
4.2 Xác định khối lượng chi tiết...................................................... 67
4.3 Chọn phôi dây........................................................................... 68
4.4 Chọn động cơ............................................................................ 68
4.5 Tính toán thiết kế bộ truyền đai – bánh đà................................ 72
4.6 Tính toán thiết kế trục khuỷu.................................................... 76
CHƯƠNG 5: VẬN HÀNH VÀ BẢO DƯỠNG MÁY....................... 82
5.1 Lắp đặt máy.............................................................................. 82
5.2 Vận hành máy .......................................................................... 82
5.3 Sữa chữa máy............................................................................ 83
5.4 Bão dưỡng máy......................................................................... 85
5.5 Kết luận và hướng phát triễn đề tài.......................................... 86
TÀI LIỆU THAM KHẢO.............................................................. 87
DANH SÁCH CÁC HÌNH ẢNH
Hình 1.1 Một số ứng dụng của vòng bi........................................... 10
Hình 1.2 Ray trượt bi ..................................................................... 10
Hình 1.3 Tủ có sử dụng ray trượt bi................................................ 10
Hình 1.4 Bi có lỗ ren....................................................................... 11
Hình 1.5 Bi có lỗ khoan................................................................... 11
Hình 1.6 Tay robot sử dụng khớp cầu............................................. 11
Hình 1.7 Ray trượt kiểu bánh xe..................................................... 12
Hình 1.8 Ray trượt bi...................................................................... 12
Hình 1.9 Một số loại ray trượt bi 2 tầng, 3 tầng............................. 13
Hình 1.10 Ray trượt bi nhấn mở..................................................... 14
Hình 1.11 Ray trượt bi có giảm chấn............................................... 14
Hình 1.12 Máy SCD30.................................................................... 15
Hình 1.13 Máy Z32 -7.5................................................................... 16
Hình 2.1 Chiều chuyển động vít tải và phôi.................................... 18
Hình 2.2 Mô phỏng bằng solidword................................................ 18
Hình 2.3 Phôi phế liệu khi bắt đầu làm việc.................................... 19
Hình 2.4 Phương pháp dập nguội................................................... 20
Hình 2.5 Sơ đồ phân loại gia công áp lực........................................ 21
Hình 2.6 Sơ đồ quá trình dập khối.................................................. 23
Hình 2.7 Các sản phẩm dập khối.................................................... 24
Hình 2.8 So sánh hướng thớ kim loại giữa đúc, cắt gọt và dập....... 25
Hình 2.9 Hướng thớ vật liệu sau khi dập........................................ 25
Hình 2.10 Mặt cắt ngang của bi thép sau khi dập........................... 27
Hình 2.11 Sơ đồ phôi đi qua bánh cán phôi tròn............................. 29
Hình 2.12 Sơ đồ cắt phôi trên máy cắt............................................ 30
Hình 2.13 Lưỡi cắt cho phôi dạng tròn........................................... 30
Hình 2.14 Dạng đặc trưng của đầu mặt cắt của phôi sau khi cắt.... 31
Hình 2.15 Máy mài bi...................................................................... 32
Hình 3.1 Nguyên lý hoạt động của máy dập sử dụng trục khuỷu..... 34
Hình 3.2 Sơ đồ động của máy dập trục khuỷu................................. 35
Hình 3.3 Nguyên lý hoạt động của máy dập sử dụng vít me bi........ 36
Hình 3.4 Sơ đồ động của máy dập sử dụng vít me bi...................... 36
Hình 3.5 Nguyên lý thủy lực............................................................ 37
Hình 3.6 Sơ đồ nguyên lý xylanh thủy lực....................................... 38
Hình 3.7 Sơ đồ máy dập dẫn động có bộ tăng áp............................ 39
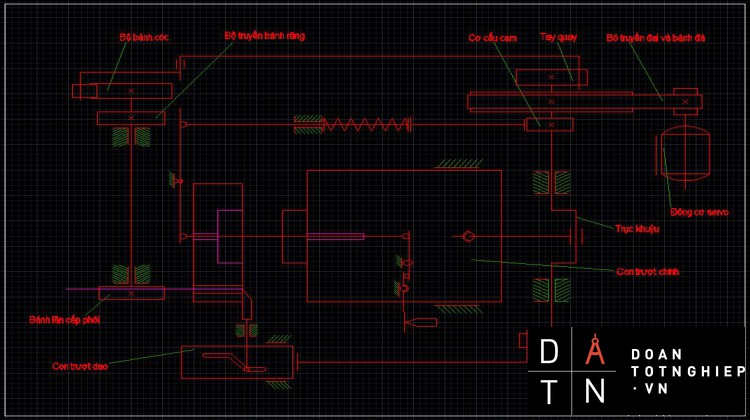
Hình 3.8 Sơ đồ nguyên lý máy dập bi.............................................. 40
Hình 3.9 Các loại khung máy dập................................................... 42
Hình 3.10 Các loại khung máy dập theo phương ngang.................. 43
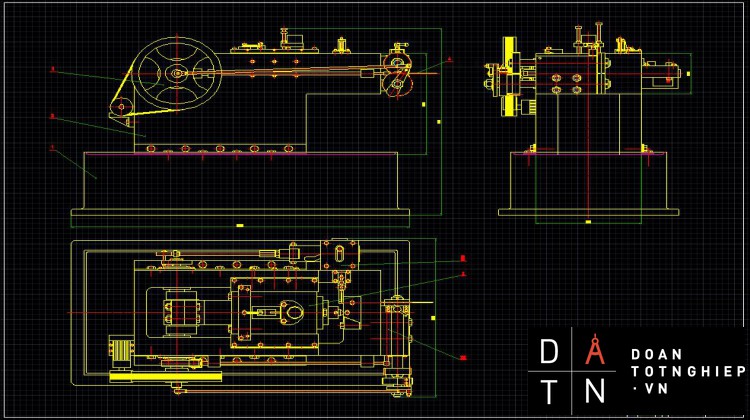
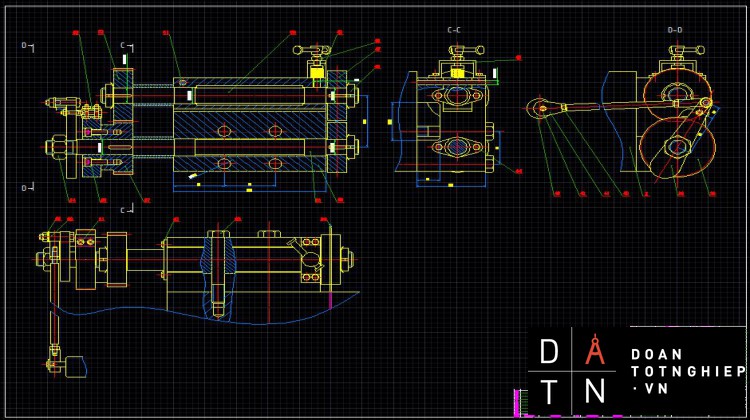
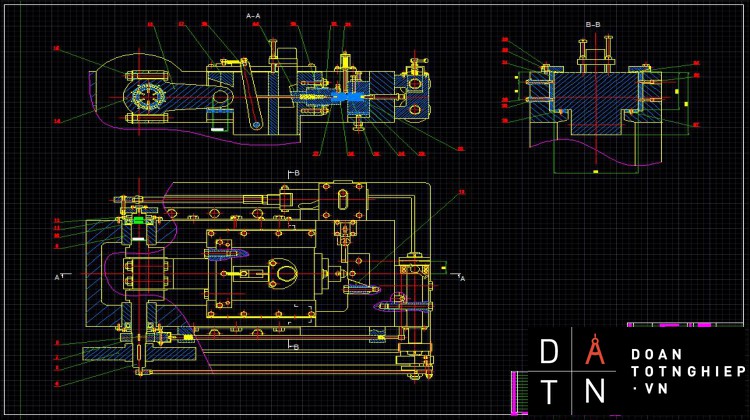
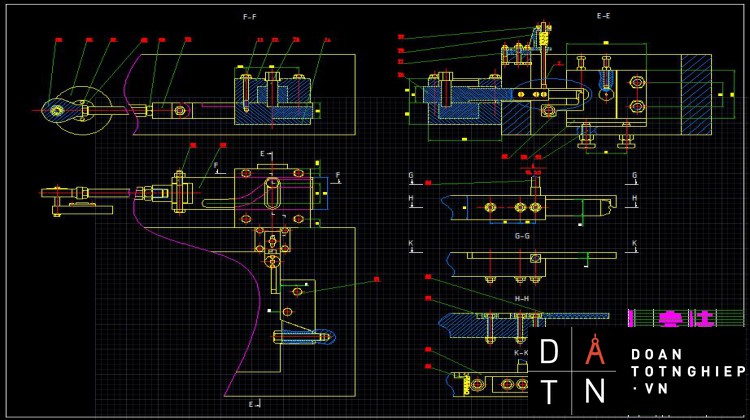
Hình 3.11 Cấu tạo của máy dập bi.................................................. 44
Hình 3.12 Cấu tạo của chày, cối dập bi........................................... 46
Hình 3.13 Ổ trượt mang dao........................................................... 48
Hình 3.14 Tay quay......................................................................... 49
Hình 3.15 Con trượt truyền chuyển động vuông góc....................... 49
Hình 3.16 Cơ cấu cấp phôi.............................................................. 50
Hình 3.17 Bộ bánh răng ăn khớp.................................................... 51
Hình 3.18 Bộ bánh lăn cấp phôi...................................................... 52
Hình 3.19 Sơ đồ mài nghiền mặt cầu............................................... 54
Hình 3.20 Trọng lực bi trong rãnh mài........................................... 56
Hình 3.21 Lực tác dụng lên bi theo mặt cắt ngang đĩa.................... 57
Hình 3.22 Lực tác dụng lên bi dọc theo phương đĩa........................ 58
Hình 3.23 Đường cong biến thiên của tốc độ tối đa cho phép và áp lực đĩa............................................................................................. 61
Hình 3.24 Ảnh hưởng của cỡ bi đến quá trình mài.......................... 62
Hình 3.25 Đường cong quan hệ giữa α và tan θ.............................. 63
Hình 3.26 Máy mài bi...................................................................... 64
Hình 3.27 Mặt cắt ngang đĩa mài.................................................... 64
Hình 4.1 Động cơ servo................................................................... 71
Hình 4.2 Phân tích phản lực gối tựa................................................ 77
Hình 4.3 Biểu đồ moment............................................................... 79
DANH SÁCH BẢNG BIỂU
Bảng 1.1 Thông số máy SCD.......................................................... 15
Bảng 1.2 Thông số máy dập bi Z32 – 7........................................... 16
Bảng 2.1 Các dạng phôi, các ng.công công nghệ & các sản phẩm dập khối................................................................................................. 23
Bảng 3.1 Tỷ lệ tách phoi ứng với mỗi độ sâu rãnh khác nhau......... 65
Bảng 3.2 Thông số đĩa quay thực nghiệm....................................... 65
Bảng 3.3 Kết quả thí nghiệm.......................................................... 65
Bảng 4.1 Hệ số hiệu chỉnh tải trọng................................................ 73
Bảng 4.2 hệ số hiệu chỉnh bánh căng đai........................................ 74
Bảng 4.3 Thông số chiều dài dây đai theo tiêu chuẩn...................... 75
Bảng 4.4 Bề rộng đai theo chủng loại.............................................. 75
Bảng 5.1 Các sai hỏng có thể xảy ra của máy và nguyên nhân........ 83
Bảng 5.2 Thời gian biểu bảo dưỡng máy......................................... 85
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI
1.1 Vai trò của bi thép:
Bi là vật thể hình cầu, được làm từ nhiều chất liệu khác nhau ( sứ, thép cacbon, thép không gỉ,…)với nhiều kích thước khác nhau và nhiều độ cứng khác nhau; và trong một số trường hợp có thể được gia công thêm các hình dáng khác (khoản lỗ, khoan ren) có mục đích sử dụng khác nhau trong rất nhiều lĩnh vực (công nghiệp, nông nghiệp, y học….)
- Bi thép được dùng trong các vòng bi trong các ổ lăn, ổ trượt trong bánh xe đạp, xe lửa, giày patin, turbin cánh quạt, trục quay của cần câu cá…
Hình 1.1: một số ứng dụng của vòng bi
- Bi thép được dùng trong các ray trượt (dùng cho cửa sổ kéo, tủ, kệ) rất phát triển trong ngành nội thất.
Hình 1.2 Ray trượt bi Hình 1.3 Tủ sử dụng ray trượt
- Bi thép có khoan lỗ dùng trong các van, làm khớp cầu, khớp nối giữa các cánh tay robot…
Hình 1.4 bi có lỗ ren Hình 1.5 bi có lỗ khoan
Hình 1.6 Tay robot có khớp cầu
1.2 Tìm hiểu về ray trượt:
Ray trượt vẫn luôn được biết đến là phụ kiện quan trọng đối với đồ nội thất. Chính vì thế ray trượt hiện nay được thiết kế với nhiều mẫu mã khác nhau để có thể đáp ứng được nhu cầu ngày càng cao và đa dạng của người sử dụng.
Dựa vào nguyến lý làm việc cơ bản chia làm 2 loại ray trượt: ray trượt kiểu bánh xe (rollers slide) và ray trượt bi (drawer slides)
- ray trượt bánh xe
Hình 1.7 : Ray trượt kiểu bánh xe
+ưu điểm : thiết kế đơn giản, để chế tạo
+ nhược điểm: hoạt động không êm, gây tiếng động..
- Ray trượt bi: là sản phẩm phụ kiện không thể thiếu trong các đồ nội thất. Với những tính năng, lợi ích và cách sử dụng dễ dàng của ray trượt, ray trượt bi được gắn hầu hết ở các hộc bàn hay ngăn kéo tủ để giúp người dùng đóng mở nhẹ nhàng hơn. Tùy từng vị trí và mục đích sử dụng mà bạn có thể lắp đặt những loại ray trượt bi phù hợp.
Hình 1.8: ray trượt bi
1.3 Một số loại ray trượt bi:
1.3.1 Ray trượt bi 2 tầng, 3 tầng:
Ray trượt 2 -3 tầng thường được gắn ở 2 bên hộc tủ, ngăn kéo.
- Thanh ray trượt 2 tầng cho độ mở là 3/4 , một phần ngăn kéo vẫn còn trong tủ. Tải trọng trung bình từ 20kg-45kg tùy thuộc vào độ dày thép và bản rộng sản phẩm.
- Thanh ray trượt 3 tầng cho mở toàn phần theo chiều dài của ray. Tải trọng trung bình từ 30kg-45kg tùy thuộc vào độ dày thép và bản rộng sản phẩm.
Hình 1.9: một số loại ray trượt bi 2 tầng, 3 tầng
1.3.2Ray trượt bi nhấn mở
Là sản phẩm giúp tăng thêm tính hiện đại cho đồ nội thất cũng như giúp người dùng dễ dàng hơn trong việc nhấn mở. Với loại ray này tủ sẽ không cần sử dụng tay nắm kéo vì người dùng chỉ cần nhấn để mở và nhấn để đóng rất đơn giản.
Hình 1.10: ray trượt bi nhấn mở
1.3.3 Ray trượt bi giảm chấn
Điểm khác biệt của sản phẩm này là nó tích hợp bộ phận giảm chấn giúp ngăn kéo di chuyển nhẹ nhàng, êm ái, giảm tiếng ồn khi đóng mạnh. Nhờ vậy mà góp phần tăng thêm tuổi thọ cho đồ đạc và thường sử dụng trong nhà có em bé, vật nuôi tránh bị kẹp tay.
Hình 1.11: Ray trượt bi có giảm chấn
1.4 Một số máy dập bi trên thế giới:
1.4.1 Máy SCD của tập đoàn sản xuất thiết bị cơ khí Wuxi Suchuang:
Hình 1.12 Máy SCD30
Bảng 1.1 Máy dập bi và thông số máy
|
Số thứ tự |
Tên sản phẩm |
Đường kính bi có thể gia công (mm) |
Năng suất (bi/phút) |
|
1 |
SCD20 |
Φ15, Φ20 |
120~140 |
|
2 |
SCD30 |
Φ20,Φ25,Φ30 |
100~140 |
|
3 |
SCD40 |
Φ20,Φ25,Φ30,Φ40 |
80~130 |
|
4 |
SCD50 |
Φ20,Φ25,Φ30,Φ40, Φ50 |
70~130 |
1.4.2 Máy dập bi Z32 -7.5
Hình 1.13 máy dập bi Z32 -7.5
Bảng 1.2 Thông số máy dập bi Z32 -7.5
|
Kí hiệu |
Z32 -7.5 |
|
Đường kính bi có thể gia công |
3,17 - 7,39 mm |
|
Kích thước phôi cắt |
5,3 – 12 mm |
|
Đường kính phôi |
2 – 4,8 mm |
|
Công suất |
200 viên/ phút |
|
Công suất motor |
2,2 kW |
|
Kích thước |
1800x1050x1220mm |
|
Khối lượng |
1860kg |
1.5 Tình hình sản xuất bi thép ở Việt Nam:
Việt Nam là một quốc gia có nền công nghiệp đang phát triển, đang cố gắng học hỏi, tiếp cận, kế thừa các công nghệ cao của thế giới. Hiện nay ở nước ta, các máy gia công chính xác như NC, CNC… đang dần được các công ty, các trung tâm gia công đưa vào để thay thế các máy gia công truyền thống. Do điều kiện kinh tế, cơ sở vật chất, trình độ con người còn thấp nên chúng còn tương đối mới mẻ, xa lạ đối với sinh viên, cán bộ kỹ thuật tại các trung tâm gia công, các công ty chế tạo.
Cụ thể hơn, máy dập bi sử dụng phương pháp trục khuỷu trong nước tuy đã có nhiều nghiên cứu nhưng chưa được áp dụng mà chủ yếu nhập từ nước ngoài. Trên thực tế tại nước ta đôi khi có chế tạo nhưng vẫn còn nhiều hạn chế về giá thành và năng lực sản xuất, và hầu như đang nhập từ nước ngoài, thậm chí bi thép cũng hầu như được nhập từ nước ngoài.
1.6 kết luận
Hiện nay sản phẩm bi thép đang phát triển ở nước ta do tính chất của nó hợp với quy mô sản xuất vừa và nhỏ ở các cơ sở sản xuất. Việc sản xuất hầu hết còn mang tính thủ công, năng suất thấp và chất lượng thì không ổn định. Có nhiều doanh nghiệp vốn đầu tư lớn có đầu từ trang thiết bị hiện đại để cải thiện chất lượng nhưng cũng mang tính chất tự phát, tư nhân.
Xuất phát từ nhu cầu thực tế và xu hướng phát triển chung của nền kinh tế thị trường. Hướng tới khai thác thị trường chất lượng cao và sản phẩm lớn. Cần thiết phải tạo ra nhiều hơn các máy dập bi tự động và bán tự động các kích thước khác nhau. Tôi quyết định chọn đề tài là “ thiết kế máy dập bi hình cầu” làm đề tài luận văn của mình. Đây không phải là một hướng đi mới trên tế giới nhưng ở Việt Nam vẫn còn khá mới mẽ.Ở khuôn khổ luận văn này, tôi xin thực hiện thiết kế máy dập bi theo phương pháp trục khuỷu.
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT
2.1 Quy trình sản xuất bi thép:
Trong đời sống xã hội cũng như khoa học kĩ thuật thì vấn đề máy móc, thiết bị có chuyển động (vòng bi, ray trượt…) vận hành trơn tru, êm hơn để phục vụ cho đời sống và khoa học kĩ thuật của con người. Một trong những chi tiết quan trọng để giúp cho các máy móc, thiết bị trong đời sống được vận hành mượt hơn, ít gây ồn mà không thể thiếu đó là bi thép. Bi cầu được chế tạo từ phôi thép cuộn
Để hiểu rõ hơn về bi thép , ta sẽ tìm hiểu nguyên lý hoạt động của máy làm bi thép. Hiện nay có nhiều loại máy để sản xuất bi, nhưng ta sẽ tìm hiểu về 2 loại chính (phân loại theo phương pháp gia công, nguyên công chính) sau:
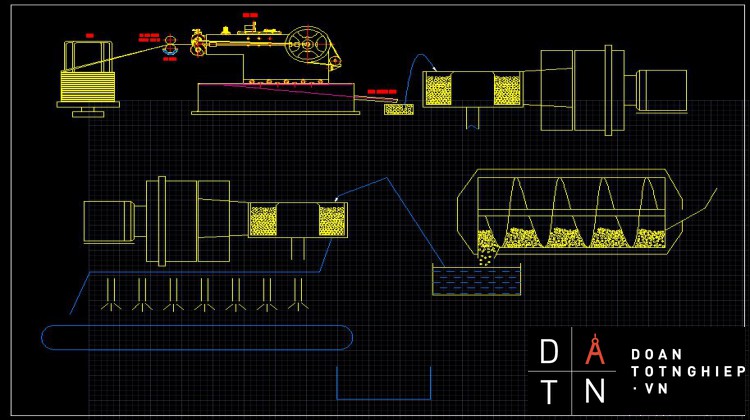
2.1.1 Sản xuất bi bằng phương pháp cán sử dụng trục vít:
Nguyên lý làm việc chính: Phôi thép cuộn được nung với nhiệt độ khoản 1100˚C sẽ được truyền từ băng tải đi qua trục vít.Trục vít chủ động sẽ cùng chiều với phôi ( dây thép quay), hai trục vít có biên dạng xoắn là nữa hình cầu nhỏ dần ở đuôi (cuối hành trình làm việc của phôi, với kích thước giới hạn cho phép), sẽ quay quay cùng hướng và vận tốc với nhau, phôi sẽ tạo thành 1 dãi vật liệu có hình dạng cầu và có mối nối ở giữa ( tùy vào mỗi máy, một số máy thiết kế bi tạo thành ngay trong khi đi qua trục vít). Và cuối quá trình là nguyên công cắt các mối nối thu về bi thành phẩm.
Hình 2.1: chiều chuyển động vít tải và phôi Hình 2.2 mô phỏng bằng solidwork
Ưu điểm của phương pháp:
- Do phôi được nung ở nhiệt độ cao nên dễ biến dạng hơn từ đó giảm được lực cung cấp.
- Năng suất cao.
- Có thể sản xuất được bi có đường kính lớn.
Nhược điểm:
Nhược điểm lớn nhất của quá trình này là tạo ra phế phẩm ở đầu quá trình khi bắt đầu đưa phôi vào, quá trình sản xuất không thể kéo dài vì ảnh hưởng của nhiệt độ phôi từ đó làm lãnh phí vật liệu đáng kể.
Hình 2.3 Phôi phế liệu khi bắt đầu làm việc
- Do trục vít, băng tải phải tiếp xúc với kim loại ở nhiệt độ cao, khuôn dễ bị giãn nỡ do đó phải chọn vật liệu chịu nhiệt.
- Cơ tính của bi không tốt, độ chính xác trung bình và thấp.
- Cần độ chính xác của vít tải cao dẫn đến khó gia công vít tải dẫn tới tăng chi phí sản xuất.
Một số máy:
Do tính chất sản xuất các bi thép có đường kính lớn phục vụ cho các mục đích công nghiệp riêng nên hầu hết các máy cán bi sẽ được tự thiết kế riêng đối với mỗi nhà máy và ít được sản xuất và bán trên thị trường.
2.1.2 Sản xuất bi bằng phương pháp dập nguội:Nguyên lý làm việc: Phôi được đưa vào máy dập là thép dây sẽ được cắt thành hình trụ có chiều dài quy định, sau đó sẽ được cố định ở vị trí dập. Khuôn dập là hình 2 nửa bán cầu (chày, cối), phôi cắt hình trụ sẽ được dập thành dạng hình cầu thô (phôi sẽ được cắt thừa ra một ít vật liệu để đảm bảo khuôn được điền đầy vật liệu). Qúa trình này được thực hiện với tốc độ rất cao, thời gian chu kỳ trung bình của bi lớn (ϕ4 – ϕ7) là một quả mỗi giây và với những bi nhỏ hơn có tốc độ từ 2 đến 4 quả mỗi giây.
Hình 2.4 Phương pháp dập nguội
Ưu điểm:
- Làm được bi có kích thước nhỏ dưới 12mm.
- Độ chính xác cao, chất lượng bề mặt tốt, cơ tính tăng.
- Hao phí vật liệu ít.
- Chi phí làm khuôn thấp, và sử dụng được lâu hơn so với phương pháp cán bi.
Nhược điểm
- Cần công suất máy lớn hơn yêu cầu.
- Kim loại bị hóa cứng, ít dẻo hơn.
- Cần xử lý khuôn dập chịu ứng xuất lớn.
Nhận xét:
Ray trượt yêu cầu bi có độ cứng cao, chống mài mòn cao để chịu được tải trọng làm việc ( ngăn tủ, cửa). Phương pháp này phù hợp với yêu cầu kĩ thuật của bi cũng như yêu cầu về kinh tế và năng suất của máy thuộc dạng ổn định.
2.2 Sơ lược về sản xuất chi tiết bằng phương pháp gia công áp lực:
Theo nhưng tìm hiểu về các phương pháp sản xuất bi hiên này thì phương pháp dập tạo hình khối là phương pháp hiệu quả nhất đối với sản xuất bi sử dụng cho ray trượt. Phương pháp này là một phương pháp gia công chi tiết thuộc nhóm phương pháp gia công áp lực:
Gia công kim loại bằng áp lực là phương pháp tạo hình vật liệu dựa trên tính dẻo của vật liệu, thông qua dụng cụ, thiết bị tạo lực làm vật liệu biến dạng dẻo để tạo thành sản phẩm có hình dáng, kích thước theo yêu cầu.
Ngoại lực là yếu tố cơ bản trong gia công áp lực, góp phần tạo ra hình dáng của vật thể và tạo ra cơ tính cao hơn, giảm tiêu hao vật liệu.
Nhiệt độ là yếu tố quan trọng trong gia công áp lực. Nhiệt độ cao làm tăng tính dẻo của kim loại do đó dễ biến dạng dẻo vật liệu và làm giảm trở lực biến dạng, giảm sức lao động, tăng năng suất…
So với đúc, gia công áp lực tạo ra sản phẩm có độ bên cao hơn, khả năng chịu lực tốt hơn, độ chính xác và độ nhẵn mặt ngoài cao hơn, tiết kiệm kim loại, năng xuất cao hơn nhưng cần thiết bị tạo áp lực phức tạp và đắt tiền.
Sản phẩm gia công áp lực dùng chủ yếu trong các chi tiết máy, cơ cấu chịu tải trọng cao, tải trọng hay va đập. Vật liệu dùng gia công áp lực là các loại thép C, thép hợp kim, kim loại màu, hợp kim màu…
Gia công áp lực tạo ra nhiều sản phẩm khác nhau. Có những sản phẩm đem dùng ngay gọi là chi tiết, có những sản phẩm phải qua gia công cơ tiếp theo gọi là phôi.
Hình 2.5. Sơ đồ phân loại gia công áp lực
- Cán kim loại
Cán là quá trình biến dạng kim loại qua khe hở của các trục cán quay ngược chiều nhau để tạo nên quá trình cán bằng lực ma sát.
Sản phẩm cán có độ chính xác và độ nhẵn bề mặt cao.
Khi cán nóng tạo ra thớ kim loại theo phương cán, khi cán nguội thì độ nóng và độ chính xác cao hơn, nhưng cần lực lớn hơn và khuôn chóng mòn.
Năng suất cao, dễ cơ khí hóa và tự động hóa.
Nhờ quá trình cán thực hiện ngay trong nhà máy để luyện kim nên có thể giảm được nhiều khâu trung gian, hạ giá thành sản phẩm. Có thể kết hợp quá trình đúc và cán để tăng lượng sản phẩm cán, giảm chi phí sản xuất.
- Kéo sợi
Kéo là phương pháp làm biến dạng kim loại qua lỗ hình của khuôn kéo dưới tác dụng của lực kéo. Khi kéo phôi được vuốt dài ra, giảm diện tích tiết diện ngang và tăng chiều dài.
Kéo thường tiến hành ở trạng thái nguội nên độ bóng, độ chính xác cao, nhưng thường bị biến cứng, cần ủ để phục hồi tính dẻo.
Vật liệu thường dùng là thép cacbon, thép hợp kim và hợp kim màu…
- Ép kim loại
Ép là phương pháp làm biến dạng dẻo kim loại qua lỗ hình của khuôn ép dưới tác dụng của lực ép.
Lỗ hình của khuôn ép có tiết diện khác nhau. Tùy theo tính dẻo của vật liệu, có thể ép nóng hoặc ép nguội. Phôi ép có thể là thỏi cán hay sản phẩm rèn dập. Ép tạo sản phẩm có tiết diện không thay đổi theo với chiều dài, độ bóng bề mặt và độ chính xác cao. Sản phẩm ép có thể là các thỏi đặc, các loại ống với nhiều tiết diện khác nhau. Nhược điểm là thiết bị ép cần độ cứng vững cao, lượng kim loại thừa không biến dạng trong khuôn còn nhiều.
- Rèn tự do
Rèn tự do là một quá trình biến dạng tự do của kim loại dưới tác dụng của các dụng cụ đơn giản hoặc các thiết bị tạo áp lực. Việc tạo hình nhờ bề mặt dụng cụ và trình độ tay nghề của người rèn.
Rèn tự do chất lượng không cao, độ bóng bề mặt thấp, hao phí nhiều kim loại, cường độ lao động lớn, thường dùng trong sản xuất đơn chiếc, hàng loạt nhỏ, trong sửa chữa… nhưng có khả năng tạo ra sản phẩm có kích thước từ rất nhỏ đến rất lớn… vật liệu thường dùng là phôi đúc, thỏi cán…
- Dập tấm
Dập tấm là phương pháp biến dạng dẻo trong khuôn dưới tác dụng của ngoại lực, phôi ở dạng tấm tạo thành sản phẩm có hình dạng, kích thước theo yêu cầu. Vật liệu thường dùng là vật liệu dẻo như thép cacbon thấp, thép hợp kim, kim loại và hợp kim màu… Qúa trình dập thường tiến hành ở trạng thái nguội gọi là dập nguội.
Dập tấm có đặc điểm:
- Độ bóng cao, độ chính xác rất cao, tính lắp lẫn tốt, nhiều sản phẩm không cần qua gia công cắt gọt.
- Độ bền và độ cứng vững cao nên tiết kiệm kim loại.
- Dễ cơ khí hòa và tự động hóa.
- Năng suất rất cao, thường dùng sản xuất loạt lớn và hàng khối, giá thành hạ.
- Dập tấm thường dùng chế tạo các chi tiết che chắn, nắp đậy, vỏ, thùng chứa, trong các ngành otô, tàu, thuyền, công nghiệp thực phẩm, hàng dân dụng.
2.3 Sơ lược về phương pháp dập tạo hình khối.
Công nghệ dập tạo hình khối là một phần của công nghệ gia công kim loại bằng áp lực nhờ sử dụng tính dẻo của kim loại để làm biến dạng kim loại và điền đầy lòng khuôn hoặc làm cho kim loại chảy vào lỗ thoát của cối ( hoặc chày) để tạo ra phôi hoặc chi tiết có hình dạng kích thước theo yêu cầu.
Quá trình dập khối là một công đoạn của quá trình sản xuất cơ khí hoản chỉnh, mọi quá trình đều có thể chia làm 3 phần chính: đầu vào (input) là phôi, quá trình xử lý (process) phôi đầu vào( dập khối) và đầu ra (output) là sản phẩm hoặc bán thành phẩm. Các dạng phôi đầu vào, các phương pháp dập khối và dạng sản phẩm khối được trình bày như bảng sau:
Bảng 2.1: Các dạng phôi, các nguyên công công nghệ và các dạng sản phẩm dập khối
|
PHÔI → |
RÈN, DẬP KHỐI → |
PHÔI DẬP |
|
- Phôi đúc, gù đúc |
- Chồn |
- Bán thành phẩm |
|
- Phôi cán chu kỳ, định hình |
- Vuốt, kéo |
- Chi tiết |
|
- Chế độ nhiệt |
- Uốn |
- Dung sai vật dập |
|
- Vật liệu cơ tính |
- Rát |
- Chế độ làm nguội |
|
|
- Ép chảy |
|
|
|
- Đột lỗ |
|
|
|
- Vặn xoắn |
|
|
|
- Hàn cháy |
|
|
|
- Chặt phôi |
|
|
|
- Dập trong khuôn hở |
|
|
|
- Dập trong khuôn kín |
|
- Sơ đồ công nghệ tổng quát của quá trình dập khối
Hình 2.6 Sơ đồ quá trình dập khối
Trong sơ đồ trên gù đúc, thỏi đúc và các loại thép cán chu kỳ là phôi đầu vào cho quá trình rèn và dập khối. Phôi đầu vào sẽ được nung lên một nhiệt độ thích hợp trước khi chuyển sang các nguyên công chuẩn bị ( rèn phôi) hoặc dập trong khuôn. Tại đây kim loại sẽ được tạo hình theo yêu cầu. Sau khi dập xong phôi dập sẽ được xử lý sau dập ( cắt biên, xử lý nhiệt…) và tiến hành các nguyên công gia công cơ nếu cần để tạo sản phẩm hoàn thiện.
Công nghệ dập khối được chia thành 2 dạng công nghệ cơ bản:
- Rèn phôi bao gồm các nguyên công chồn, vuốt, uốn…
- Dập tạo hình trong lòng khuôn gồm dập trong khuôn hở, dập trong khuôn kín, ép chảy…
- Các sản phẩm điển hình:
Sản phẩm trong dập khối rất đa dang và phong phú, được sử dụng trong nhiều lĩnh vực khác nhau: lĩnh vực chế tạo máy, cộng nghiệp đóng tàu, xây dựng, dân dụng… và có khác kích cỡ khác nhau. Dập khối có thể sản xuất ra những chi tiết có kích thước rất nhỏ và chính xác như bánh rang đồng hồ đến các chi tiết rất lớn trong lĩnh vực công nghiệp nặng…, hay các chi tiết cần độ chính xác bề mặt cao: bánh răng. Các sản phẩm dập khối điển hình:
Hình 2.7 các sản phẩm dập khối
- Ưu điểm của dập khối
- Trong quá trình dập tạo hình khối, cấu trúc tinh thể kim loại bị thay đổi (thường giảm độ hạt) và có thể tạo ra hướng thớ kim loại phù hợp, do đó làm cho độ bền và độ cứng của chi tiết tăng lên
Hình 2.8 So sánh hướng thớ kim loại giữa đúc, cắt gọt và dập
- Tiết kiệm được nhiều kim loại, nhất là khi trong sản xuất hàng loạt lớn và khối.
- Tăng được độ bền và độ cứng nên kích thước chi tiết giảm từ đó sẽ gọn nhẹ hơn.
- Có thể cơ khí hóa, tự động hóa.
- Thao tác đơn giản, không cần thợ bậc cao do đó giảm chi phí sản xuất.
- Có thể tạo chi tiết rất nhỏ đến rất lớn.
- Nhược điểm
- Chất lượng bề mặt chi tiết thấp, độ chính xác không cao, khó khăn cho việc cơ khí hóa và tự động hóa trong quá trình sản xuất.
- Công nhân phải làm việc trong môi trường nóng, độc, khói bụi. Khi làm việc các thiết bị gây tiếng ồn lớn ảnh hường đến sức khỏe người lao động.
- Hiện nay phương pháp dập tạo hình khối với phôi ở trạng thái nguội được sử dụng khá phổ biến. Khi đó độ nhẵn bóng bề mặt và độ chính xác chi tiết cao, không cần qua gia công cơ, nhưng phương pháp này chỉ áp dụng cho những chi tiết nhỏ và trung bình do lực công nghệ lớn.
- Dập tạo hình khối thường dùng các thiết bị lớn, đắt tiền do vậy chỉ thích hợp cho sản xuất hàng loạt và hàng khối do phải đầu tư ban đầu lớn
- Dập khối trong khuôn hở
Đặc điểm cơ bản của dập khối trên khuôn hở là ở chỗ sản phẩm có vành biên bao quanh chu vi của mặt phân khuôn, vành biên này có ý nghĩ công nghệ đặc biệt nhằm tạo ra trở lực trên vành biên lớn hơn trong lòng khuôn để ép kim loại điền đầy lòng khuôn khi chảy ra vành biên. Thiết bị chủ yếu để dập bằng khuôn hở là máy dập búa và các loại máy ép.
Do có vành biên nên phôi dập không yêu cầu thật chính xác về thể tích.
Có một phần kim loại được biến dạng tự do nên vật dập không hoàn toàn ở trạng thái ứng suất nén. ( thêm ảnh)
Chất lượng sản phẩm ( độ chính xác, độ bóng) không đồng đều.
|
Hình 2.9 hướng thớ vật liệu sau khi dập |
Kết cấu khuôn không quá phức tạp.
Phải thêm nguyên công cắt vành biên để hoàn thiện sản phẩm.
2.4 Quy trình sản xuất bi thép.
- Phôi có dạng dây tròn bước đầu sẽ được kiểm tra về chất lượng và đường kính trước khi đưa vào máy dập.
- Dập bi: Phôi dây sau khi kiểm tra sẽ được đưa vào máy dập. Dây sẽ được cắt thành các đoạn có chiều dài xác định. Sau đó sẽ được dập thành dạng hình cầu thô ( hình cầu có vành và lồi ra ở 2 đầu khuôn) với tốc độ cao.
- Vật liệu thừa ở vành và 2 đầu bi sẽ được loại bỏ trong quá trình mài thô. Các viên bi sẽ được đi qua nhiều lần giữa 2 rãnh được làm từ 2 tấm gang đúc để loại bỏ các vật liệu thừa.
- Bi sẽ được tôi bề mặt 810˚C, duy trì 10 phút, làm nguội trong dầu xuống 60˚C và được nung lại ở nhiệt độ cỡ 170˚C. Cơ tính thay đổi: độ cứng tăng và chống mài mòn.
- Cuối cùng các viên bi được mài tinh, đánh bóng để có được đường kính mong muốn, độ tròn (cầu) và đỗ nhẵn bề mặt cần thiết.
2.5 Phôi dây
2.5.1 Yêu cầu kỹ thuật:
Bi thép được sử dụng để trong ray trượt nên có các yêu cầu kỹ thuật sau:
- Cơ tính sau khi nhiệt luyện lần cuối là , để đạt được độ cứng 60 HRC.
-
Chế tạo bằng phương pháp dập thể tích, tổ chức kim loại trong mặt cắt dọc.
Hình 2.10 mặt cắt ngang của bi thép sau khi dập.
- Bề mặt gia công không cho phép vết nứt, gãy, gỉ sắt, lõm…
- Đường ghép khuôn không cho phép bavia, không cho phép vết nhăn phải tẩy sạch các khuyết tật và bavia và đạt độ bóng
- Phải có cơ tính chịu tải phải đảm bảo độ bền, độ cứng và có tính chống mài mòn tốt.
2.5.2 Yêu cầu sản xuất:
Ý nghĩa:
Dạng sản xuất phụ thuộc vào sản lượng sản phẩm trong năm, xác định dạng sản xuất hợp lý có ảnh hưởng đến đầu tư và hình thức tổ chức sản xuất. Sản lượng sản phẩm lớn ta đầu tư thiết bị chuyên dùng, tổ chức sản xuất theo dây chuyền, sẽ đem lại hiệu quả kinh tế cao.
Nếu sản xuất thấp thì nên sử dụng trang thiết bị vạn năng, tổ chức sản xuất không theo dây chuyền, sẽ đem lại hiệu quả kinh tế cao.
Từ đó ta thấy việc xác định dạng sản xuất hợp lý dẫn đến quá trình sản xuất đạt hiệu quả cao.
Xác định sản lượng cơ khí:
Như ta đã biết để xác định dạng sản xuất ta phải xác định sản lượng cơ khí trong năm và trọng lượng của chi tiết gia công.
Sản lượng bi cần dập là xxx chi tiết/ năm, như vậy sản lượng cơ khí được tính theo công thức:
(chi tiết/năm)
Trong đó:
: sản lượng cơ khí chi tiết cần chế tạo.
N : sản lượng sản phẩm sản xuất trong năm.
N = 400000 (chi tiết/ năm)
: số chi tiết cùng loại trong sản phẩm, lấy
a : là hệ số % dự phòng hư hỏng do chế tạo,(a= 2,3) lấy a = 2
b : hệ số % chế tạo thêm, dự phòng ngoài kế hoạch tránh mất mát do vận chuyển, bảo quản (b = 3,5) lấy b = 3
Thay vào ta có:
420000 (chi tiết/năm)
Xác định khối lượng chi tiết:
Theo công thức
: khối lượng của chi tiết
: thể tích của chi tiết
...........................
CHƯƠNG 5: VẬN HÀNH, BẢO DƯỠNG MÁY VÀ AN TOÀN LAO ĐỘNG
5.1. Lắp đặt máy:
- Kiểm tra chất lượng và độ chính xác của chi tiết lắp đặt.
- Có thể đưa các cụm lên để vạch dấu rồi mới gia công các lỗ ren trên đế.
- Lắp ráp máy theo từng cụm chức năng.
- Khi lắp cơ cấu di trượt nên để máy nằm ngang để bộ phận trượt không bị tuột ra ngoài.
- Kiểm tra độ song song, độ vuông góc của các bề mặt trong từng chức năng.
- Kiểm tra độ thẳng hàng của các chi tiết trong bộ phận đẩy.
- Bôi trơn lần đầu ở vị trí các khớp bản lề.
- Lắp chính xác tấm khuôn trên khuôn dưới để đảm bảo độ ổn định khi dập.
- Khi lắp dây đai, chú ý lực căng dây.
- Đi dây điện cho motor.
- Vận hành máy thử 5 phút để kiểm tra sự ổn định.
5.2. Vận hành máy:
- Kiểm tra xem điện có phù hợp với motor không. Điện áp sử dụng ở đây là điện xoay chiều 3 pha 220V.
- Kiểm tra xem có người hay bộ phận khác nằm trong vùng nguy hiểm khi vận hành máy hay không.
- Khi chưa có phôi, nhân nút chạy thử kiểm tra xem máy có chạy để điều chỉnh sự ổn định của máy. Nhấn nút dừng motor quay để kiểm tra.
- Khi bỏ phôi vô dập bi, kiểm tra độ chính xác của các thông số dữ liệu với thông số thực tế khi vận hành.
- Khi máy đang hoạt động, nếu phát ra âm thanh bất thường thì phải dừng máy lại ngay để kiểm tra.
- Khi vận hành máy, không cần theo dõi liên tục, chỉ cần cài đặt thông số chính xác khi đã đảm bảo sự chính xác của máy.
- Kiểm tra sự bôi trơn của các phần có thể di trượt.
5.3. Sửa chữa máy:
- Trong quá trình làm việc, khuôn dập bị mòn, bị rỗ, bị uốn, cẩn sửa chữa để đảm bảo tính chính xác của máy.
- Trường hợp trục khuỷu, hay bất cứ trục nào bị uốn, ta có thể nắn trục bằng phương pháp nguội hay phương pháp nóng.
- Có thể nóng nguội bằng cách dùng hàm kẹp vít, đòn bẩy hoặc sử dụng máy ép.
- Bản thân của nắn thẳng là lực tác dụng gây ra biến dạng dư, chi tiết được phục hồi có các tính chất ban đầu.
- Nên kiểm tra và sửa chữa trục, tấm dập, và tấm ép phía dưới, để đảm bảo chất lượng cho sản phẩm.
- Tiếng ồn tăng, sự tỏa nhiệt nhiều và chuyển động không đồng đều là các dấu hiệu chủ yếu về sự chuyển động của các cụm lắp ráp có chuyển động quay, trượt.
- Kiểm tra thường xuyên độ căng của dây đai, sự mài mòn của bánh răng, tốc độ động cơ để đảm bảo năng suất, chất lượng là tốt nhất.
- Chuyển động không đều có thể do sai lệch vị trí lắp ráp giữa các cụm máy hoặc các bộ phận bên trong của cụm máy.
Bảng 5.1 các sai hỏng có thể xảy ra của máy và nguyên nhân gây ra sai hỏng.
|
Số thứ tự |
Hiện tượng hỏng |
Nguyên nhân |
|
1 |
Tiếng ồn lớn |
|
|
2 |
Đứng máy, máy không chạy |
|
|
3 |
Dung sai kích thước sản phẩm bi không đạt yêu cầu |
|
|
4 |
Sản phẩm bị biến dạng |
|
|
5 |
Nhiệt tỏa ra nhiều |
|
|
6 |
Gãy trục và các bộ phận khác |
|
|
7 |
Máy rung |
|
5.4 bảo dưỡng máy
Bảng 5.2 thời gian biểu bảo dưỡng máy.
|
Công việc
Thời gian |
Bôi trơn các chốt, các khớp |
Điều chỉnh ổ đỡ, ổ bi, tấm đẩy |
Điều chỉnh hoặc thay thế tấm đẩy, tấm ép |
Kiểm tra tất cả các vít và đai ôc |
Kiểm tra motor và hộp giảm tốc |
Kiểm tra đai răng, |
Kiểm tra, điều chỉnh hành trình của máy |
Đại tu máy |
|
Hằng ngày |
X |
|
|
|
|
|
|
|
|
Hằng tuần |
|
X |
|
|
|
|
|
|
|
Hàng tháng |
|
|
X |
|
|
|
|
|
|
Hằng quý |
|
|
|
X |
|
|
|
|
|
Hằng năm |
|
|
|
|
|
|
X |
|
|
Ba năm |
|
|
|
|
X |
X |
|
|
|
Năm năm |
|
|
|
|
|
|
|
X |
KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI:
- Qua thời gian nghiên cứu, tìm hiểu về các phương pháp dập bi thép, cũng như tham khảo một số máy trên thị trường, đã hoàn thành việc đưa ra phương án, tính toán thiết kế và mô phỏng thành công máy, mặc dù vẫn còn nhiều thiếu sót.
Hiện tại máy đã được chế tạo và vận hành thành công, đáp ứng được yêu cầu kĩ thuật đề ra. Máy đem lại năng suất cao, đáp ứng được các yêu cầu kĩ thuật của sản phẩm, hoạt động ổn định, êm ái. Công nhân vận hành an toàn, dễ dàng.
Mặc dù vậy máy vẫn còn tồn tại một số hạn chế như: giá thành cao, chưa thể tự động hóa hoàn toàn được vì vẫn cần công nhân tiếp sản phẩm.
- Hướng phát triển đề tài:
- Thiết kế hệ thống cấp và thu hồi sản phẩm tự động, tiến đến tự động hóa hoàn toàn máy.
- Tối ưu hóa kết cấu máy, năng suất vận hành của máy.
- Thiết kế khuôn gia công sản phẩm khác.
Phát triển thêm hệ thống đóng ngắt tự động khi có sự cố để đảm bảo an toàn cho người vận hành.
*TÀI LIỆU THAM KHẢO THIẾT KẾ MÁY DẬP BI HÌNH CẦU
1. Nguyễn Hữu Lộc, Cơ sở thiết kế máy, NXB ĐHQGTP Hồ Chí Minh, 2004.
2. Nguyễn Trọng Hiệp, Chi tiết máy tập 1, 2 NXB Giáo dục, 1998.
3. Nguyễn Hữu Lộc, Bài tập chi tiết máy, NXB ĐHQGTP Hồ Chí Minh, 2003.
4. Nguyễn Hữu Lộc, Độ tin cậy trong thiết kế kỹ thuật , NXB ĐHQGTP Hồ Chí Minh, 2002.









