LUẬN VĂN TỐT NGHIỆP Thiết kế, chế tạo máy phân loại và đóng gói sản phẩm bằng PLC ứng dụng công nghệ xử lý ảnh
NỘI DUNG ĐỒ ÁN
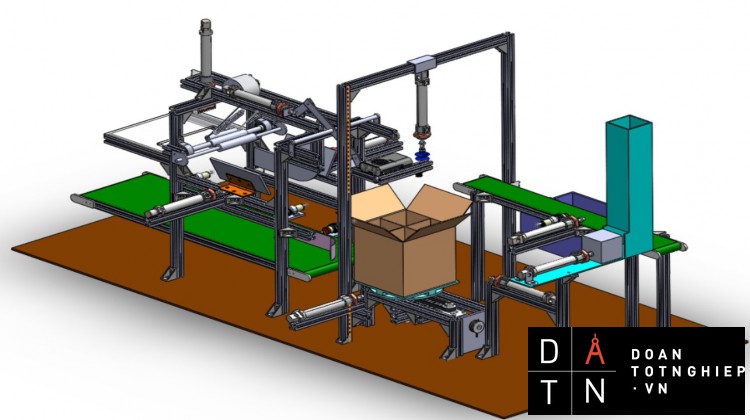
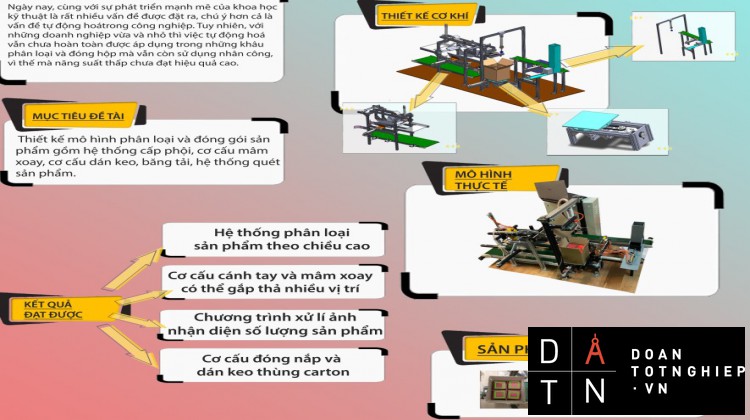
Đề tài “Thiết kế, chế tạo máy phân loại và đóng gói sản phẩm dùng PLC ứng dụng công nghệ xử lý ảnh” là mô hình sử dụng bộ điều khiển PLC Fx3U để phân loại và đóng gói sản phẩm. Mô hình gồm cơ cấu cấp phôi, phân loại sản phẩm theo chiều cao. Ngoài ra mô hình còn có cánh tay gắp kết hợp với mâm xoay để có thể lần lượt gắp sản phẩm vào 4 vị trí khác nhau trong thùng. Có kết hợp với vi điều khiển raspberry Pi4 để thực hiện quá trình xử lý ảnh, nhận dạng và đếm sản phẩm. Sau khi trong thùng đã đủ sản phẩm thì Raspberry nhận diện và xuất tín hiện về PLC để tiếp tục điều khiển thùng đến quy trình tiếp theo là đóng nắp và dán keo cho thùng carton.
Tên đề tài : THIẾT KẾ, CHẾ TẠO MÁY PHÂN LOẠI VÀ ĐÓNG GÓI SẢN PHẨM BẰNG PLC ỨNG DỤNG CÔNG NGHỆ XỬ LÝ ẢNH
2. Các số liệu, tài liệu ban đầu
Một kit Raspberry Pi 4, một Camera P i, hệ thống băng tải, cảm biến, xy-lanh và các cơ cấu đóng gói sản phẩm. Sản phẩm là các phôi màu đỏ với chiều cao khác nhau. Phôi làm bằng nhựa được in 3D và có kích thước chuẩn là 60x60x60mm. Thùng carton có kích thước là 150x150x150mm. Băng tải nó có kích thước
70x600mm, băng tải lớn có kích thước 200x700cm
3. Nội dung thực hiện
Tính toán và thiết kế phần cơ khí, tính toán chọn động cơ băng tải, thiết kế các cơ cấu quay, đóng gói sản phẩm.
Tổng quan về xử lý ảnh, tìm hiểu phương pháp nhận dạng và phân loại sản phẩm, tìm hiểu kit Raspberry Pi 4 và các linh kiện liên quan.
Viết chương trình trên Raspberry Pi 4, viết chương trình cho PLC FX3U trên phần mềm GxWorks 2, thiết kế mô hình phân loại và đóng gói sản phẩm.
Mục lục:
LỜI CẢM ƠN ........................................................................................................................ 8
TÓM TẮT.............................................................................................................................. 9
PHẦN I. TỔNG QUAN VỀ ĐỀ TÀI .................................................................................. 10
1. Giới thiệu đề tài............................................................................................... 10
2. MỤC TIÊU NGHIÊN CỨU............................................................................ 11
3. GIỚI HẠN ĐỀ TÀI. ........................................................................................ 11
4. ĐỐI TƯỢNG VÀ PHƯƠNG PHÁP NGHIÊN CỨU. .................................... 11
4.1. Đố i tượng nghiên cứu. .................................................................................. 11
4.2. Phương pháp nghiên cứu. ............................................................................. 11
5. NỘI DUNG NGHIÊN CỨU .......................................................................... 12
PHẦN II: NỘI DUNG ......................................................................................................... 13
CHƯƠNG I. Nghiên cứu và lựa chọn các thiết bị phần cứng, phần mềm và điều khiển trong hệ thống. ..................................................................................................... 13
1.1. Tổ ng q uan về bộ điều k hiển lập trình P LC Mitsub ishi FX3 U ..................... 13
1.1.1. Giới thiệu về P LC FX3U. .......................................................................... 13
1.1.2. Tính năng của PLC FX3 U. ........................................................................ 14
1.1.3. Thô ng số cơ bản. ....................................................................................... 14
1.1.4. Đặc điểm của P LC FX3U.......................................................................... 15
1.1.5. Ưu điểm của PLC FX3 U. .......................................................................... 15
1.1.6. Ứng d ụng. .................................................................................................. 15
1.2. Sơ đồ chân và đấu nố i P LC FX3 U. .............................................................. 16
1.3. Giới thiệu về p hần mềm lập trình GX-works2 ............................................. 19
1.4. Giới thiệu về Raspberry P i4. ........................................................................ 20
1.5. Tìm hiểu và các thành phần linh kiện chính chính của hệ thống ................. 22
1.5.1. Module máy ảnh 5MP cho Raspberry P i .................................................. 22
1.5.2. Module Relay 5V 10A .............................................................................. 24
1.5.3. Cảm biến hồ ng ngoại NPN E3F-DS30C4 ................................................. 24
1.5.4. Relay trung gian 24VDC ........................................................................... 25
1.5.5. Cảm b iến từ SMC D-A93 .......................................................................... 27
1.5.6. Nguồn tổ ông 24 VDC ............................................................................... 27
1.5.7. Mạch đ iều chỉnh tốc độ độ ng cơ PWM ..................................................... 29
1.5.8. Van điện từ khí nén 5/2. ............................................................................ 30
1.5.9. Xy lanh khí nén. ........................................................................................ 31
CHƯƠNG II. THIẾT K Ế VÀ CHẾ TẠO MÔ HÌNH CƠ KHÍ .......................... 36
2.1. Bài toán thiết kế. ........................................................................................... 36
2.2. Vật liệu cơ khí và các chi tiết liên quan ....................................................... 36
2.2.1. Khung máy ................................................................................................ 36
2.2.2. Băng tải ..................................................................................................... 39
2.2.2.2. Phân loại các bộ truyền động trong băng tải .......................................... 40
2.2.3. Tính toán, chọn độ ng cơ cho băng tải: ...................................................... 46
2.2.3.1. Tính toán chọn động cơ băng tải ............................................................ 46
2.2.3.2. Tính toán chọn động cơ cho bộ truyền đai ............................................. 48
2.3. Thiết kế cơ cấu cấp phôi tự độ ng ................................................................. 51
2.4. Thiết kế cơ cấu gắp phôi. ............................................................................. 51
2.5. Thiết kế cơ cấu mâm xoay ........................................................................... 51
2.6. Thiết kế cơ cấu đó ng nắp và dán keo thùng carton ...................................... 53
PHẦN I. TỔNG QUAN VỀ ĐỀ TÀI
1. GIỚI THIỆU ĐỀ TÀI
Ngày nay, xã hội ngày càng phát triển. Công nghiệp hoá, hiện đại hoá ngày càng được nâng cao để phát triển đất nước và cải thiện cuộc sống người dân. Vì vậy, việc ứng dụng khoa học kỹ thuật ngày càng rộng rãi, phổ biến và mang lại hiệu quả cao trong hầu hết các lĩnh vực kinh tế, kỹ thuật cũng như trong đời sống xã hội.
Xét điều kiện cụ thể ở nước ta trong công cuộc công nghiệp hoá, hiện đại hoá sử dụng ngày càng nhiều các thiết bị hiện đại để điều khiển tự động các quá trình sản xuất, gia công, chế biến sản phẩm,… Điều này dẫn đến việc hình thành các hệ thống sản xuất linh hoạt, cho phép tự động hoá ở mức độ cao trên cơ sở sử dụng các máy CNC, Robot công nghiệp. Trong đó, một khâu thiế t yếu quan trọng ảnh hưởng đến chất lượng sản phẩm là hệ thống phân loại sản phẩm. Hệ thống phân loại sản phẩm nhằm chia sản phẩm ra các nhóm có cùng thuộc tính với nhau để thực hiện đóng gói hay loại bỏ sản phẩm hỏng. Sau khi được phân loại thì sản phẩm s ẽ được bao bì, đóng gói. Đóng thùng sản phẩm là cho sản phẩm vào thùng, sau đó đóng nắp thùng và dán keo miệng thùng. Đóng thùng sản phẩm thành các kiện sẽ giúp sản phẩm bảo quản tốt hơn thêm vào đó là việc kiểm tra, vận chuyển sẽ dễ dàng và an toàn hơn. Công việc này hiện nay hầu hết được thực hiện bằng tay và các thiết bị cầm tay cho năng suất thấp. Để đáp ứng cho các yêu cầu của hàng hóa là số lượng nhiều, tốc độ nhanh, có tính thẩm mỹ thì chúng ta nên áp dụng các hệ thống đóng gói và dán thùng tự động. Ở khâu đếm số lượng sản phẩm để đóng gói thì hiện nay người ta thường sử dụng các cảm biến hoặc module counter để đếm đủ số lượng yêu cầu. Tuy nhiên, những cảm biến hoặc counter dễ bị gây nhiễu trong quá trình thực hiện các bước của hệ thống.
Do đó, dựa trên nền tảng kiến thức đã học, vốn hiểu biết về công nghệ xử lý ảnh và PLC cùng với sự đồng ý của giảng viên hướng dẫn – TS. Trịnh Đức Cường, nhóm em quyết định thực hiện đề tài: “Thiết kế, chế tạo máy phân loại và đó ng gói sản phẩm bằng PLC ứng dụng công nghệ xử lý ảnh”.
2. MỤC TIÊU NGHIÊN CỨU
Đề tài “Thiết kế, chế tạo máy phân loại và đó ng gói sản phẩm bằng PLC ứng dụng công nghệ xử lý ảnh” với mục tiêu như sau:
- Tìm hiểu các hệ thống phân loại và đóng gói sản phẩm trong công nghiệp hiện
nay.
- Tìm hiểu và lựa chọn các thiết bị phù hợp cho mô hình máy phân loại và đóng gói sản phẩm.
- Thiết kế, chế tạo mô hình phân loại sản phẩm theo chiều cao, và cơ cấu gắp sản
phẩm, cơ cấu đóng nắp và dán keo thùng carton.
- Xây dựng được chương trình xử lý ảnh phân tích số lượng sản phẩm trên mạch vi điều khiển Raspberry Pi và xuất tín hiệu về cho PLC.
- Thiết kế, xây dụng phần cứng củng như phần mềm để chế tạo hệ thống phân
loại và đóng gói sản phẩm.
3. GIỚI HẠN ĐỀ TÀI.
Đề tài chỉ nghiên cứu, thiết kế và chế tạo mô hình quy mô nhỏ mang tính chất nghiên cứu với kích thước phủ bì là: 1300x 900x80 (mm) . Hệ thống được điều khiển bởi PLC Mitsubishi Fx3U và sử dụng vi điều khiển Raspberry Pi để xử lý hình ảnh và trả tín hiệu về PLC.
4. ĐỐI TƯỢNG VÀ PHƯƠNG PHÁP NGHIÊN CỨU.
4.1. Đối tượng nghi ên cứu.
- Mô hình máy phân loại và đóng gói sản phẩm theo chiều cao với sản phẩm là phôi nhựa được in 3D và thùng giấy carton.
- Nghiên cứu và thiết kế phần cứng, phần điện và phần điều khiển với các
thiết bị chính là PLC Mitsubishi Fx3 u , vi điều khiển Raspberry Pi 4 và các thiết bị khác.
4.2. Phương pháp nghi ên cứu.
- Sử dụng phương pháp quan sát thực tế hệ thống máy tự động phân loại và đóng gói sản phẩm trong công nghiệp từ đó xây dựng, thiết kế mô hình.
- Phương pháp phân tích và hệ thống hóa lý thuyết để tính toán, thiết kế, lựa chọn thiết bị phần cứng, phần điện và điều khiển cho mô hình.
- Thực nghiệm lập trình hệ thống điều khiển sử dụng PLC, vi điều khiển,…
- Phương pháp thực nghiệm để lắp đặt, chế tạo và khảo nghiệm mô hình máy phân loại và đóng gói sản phẩm.
5. NỘI DUNG NGHIÊN CỨU
Đề tài “Thiết kế, chế tạo máy phân loại và đóng gói sản phẩm bằng PLC kết hợp xử lý ảnh” có những nội dung sau:
• NỘI DUNG 1: Tổng quan về hệ thống phân loại sản phẩm, hệ thống đóng
gói sản phẩm và xử lý ảnh.
• NỘI DUNG 2: Tìm hiểu về PLC FX3 U và Raspberry Pi4
• NỘI DUNG 3: Tính toán, thiết kế cơ khí và thi công mô hình.
• NỘI DUNG 4: Viết chương trình trên GxWorks 2 và trên Raspberry Pi 4.
• NỘI DUNG 5: Cân chỉnh và chạy thử nghiệm mô hình.
• NỘI DUNG 6: Viết báo cáo đồ án tốt nghiệp.
PHẦN II: NỘI DUNG
CHƯƠNG I. NGHIÊN CỨU VÀ LỰA CHỌN CÁC THIẾT BỊ PHẦN CỨNG, PHẦN MỀM VÀ ĐIỀU KHIỂN TRONG HỆ THỐNG.
1.1. Tổng quan về bộ đi ều khi ển l ập trì nh PLC Mi tsubi shi FX3U
1.1.1. Giới thiệu về PLC FX3U.
Bộ điều khiển lập trình PLC (programmable Logic Controller) là bộ điều khiển logic lập trình được hay còn tên gọi khác là bộ điều khiển tuần tự. Nguyên lý hoạt động của PLC là quét các trạng thái trên đầu ra và đầu vào (trạng thái I/O) để sự thay đổi diễn ra cùng lúc, đồng bộ. Khi thiết bị được kích hoạt ở trạng thái ON hoặc OFF, một bộ điều khiển lập trình do người dùng cài đặt sẵn sẽ liên tục lặp lại quá trình: chờ các tín hiệu xuất hiện ở ngõ vào và xuất các tín hiệu ở ngõ ra. Hai ngon ngữ lập trình PLC phổ biến nhất hiện nay là Ladder và State Login.
PLC FX3U là thế hệ sản phẩm đời thứ ba của bộ điều khiển lập trình PLC FX thương hiệu Mitsubishi. Với nhiều ưu điểm và các tính năng nổi bật, bộ lập trình PLC FX3U đã mang lại nhiều thành công trong công nghiệp. Không chỉ với thị trường Việt Nam, bộ lập trình PLC Mitsubishi hiện đã góp mặt tại thị trường quốc tế và được sự ưu ái của khách hàng trên toàn thế giới.
Bộ điều PLC FX3U Mitsubishi được thiết kế nhỏ gọn có bộ đếm tốc độ cao max
100 Khz với CPU được tích hợp sẵn, 200kHz với Module chức năng, tốc độ xử lý trên một lệnh đơn logic là 0.065 µs, bộ nhớ chương trình bên trong 16K bước, có khe cắm bộ nhớ hổ trợ lên 64K, bộ nhớ thanh ghi, timer, counter đều được mở rộng hơn so với dòng thế hệ trước nên được sử dụng phổ biến hiện nay.
1.1.2. Tính năng của PLC FX3U.
Bộ điều khiển lập trình PLC FX3U Mitsubishi cho phép người vận hành thực hiện linh hoạt các hoạt động điều khiển như: điều khiển tốc độ động cơ, thời gian hoạt động của tải,… Cung cấp đầy đủ các tính năng của mạch rơ le, PLC FX3U có thể điều chỉnh chính xác thời gian hoạt động cho nhiều tải bằng thao tác lập trình các thuật toán điều khiển logic thông qua ngôn ngữ lập trình của PLC FX3U.
Trong PLC FX3U, CPU và chương trình là đơn vị cơ bản cho quá trình xử lý và điều khiển hệ thống. Chức năng của bộ điều khiển lập trình cần thực hiện sẽ được xác định làm việc theo chương trình đã được nạp vào bộ điều khiển lập trình PLC. Với tính năng này, người vận hành có thể thay đổi các quá trình làm việc của 1 dây chuyền sản xuất hoặc mở rộng chức năng của quy trình sản xuất bằng cách thay đổi chương trình cho PLC. Sự thay đổi hay mở rộng các chức năng này sẽ được thực hiện một cách dễ dàng mà không cần có sự can thiệp vật lý nào so với sử dụng các bộ thay đổi dây nối hay rơ le.
1.1.3. Thông số cơ bản.
- Điện áp hoạt động: 24VDC, 100 -240VAC.
- Ngõ vào số: 8, 16, 24, 32, 40, 64.
- Đầu ra số: 8, 16, 24, 32, 40, 64, ngõ ra rơ le, Transitor(nguồn), transitor (chìm)
- Bộ nhớ chương trình: 64000 bước.
- Công suất tiêu thụ: 25, 30, 35, 40, 45, 50, 65.
- Cổng truyền thông: USB, RS-232C, RS-422, RS-485.
- Tiêu chuẩn: UL, CUL, CE
1.1.4. Đặc đi ểm của PLC FX3U
- Xuất xứ: Nhật Bản.
- Khắc phục tốt các nhược điểm của bộ điều khiển dùng dây nối.
- Dung lượng bộ nhớ lớn giúp chứa được những chương trình điều khiển phức tạp.
- Kết nối dễ dàng với các thiết khác: máy tính,…
- Mỗi lệnh của chương trình sẽ có một vị trí riêng trong bộ nhớ.
- Có thể mở rộng truyền thông qua cổng USB.
1.1.5. Ưu đi ểm của PLC FX3U.
Mitsubishi là thương hiệu Nhật Bản với chất lượng hàng đầu được các chuyên gia, kỹ sư trong ngành đánh giá cao về chất lượng cũng như công nghệ bên trong thiết bị điện công nghiệp đến từ Mitsubishi. Và bộ điều khiển lập trình PLC FX3U cũng không ngoại lệ: Thiết kế nhỏ gọn, các công nghệ hiện đại về kỹ thuật điều khiển lập trình, các link kiện, vi xử lý được sắp xếp gọn gàng trong bộ khung nhỏ gọn. Tốc độ xử lý nhanh, hiệu suất cao, tính năng mở rộng tốt. Bộ nhớ lớn, dễ dàng ghi vào/đọc từ bộ nhớ. Tuổi thọ cao, tiết kiệm được chi phí bảo hành sửa chữa đáng kể.
Mitsubishi luôn biết cách làm hài lòng các khách hàng của mình bằng những dòng thiết bị điện cao cấp, bộ điều khiển lập trình PLC FX3U mang đến những giải pháp vô cùng thông minh về công nghệ điều khiển cũng như các giải pháp tiết kiệm năng lượng hiệu quả, tiết kiệm không gian cho tủ điện của bạn ,…
1.1.6. Ứng dụng.
Trong công nghiệp, bộ điều khiển lập trình PLC không thể thiếu trong các hệ thống điều khiển hiện đại. Được ứng dụng rộng rãi trong tất cả các ngành tự động hóa và cả những lĩnh vực không chuyên:
- Điều tốc cho máy bơm,..
- Cấp nước
- Xử lý rác thải.
- Giám sát năng lượng.
- Dây chuyền sản xuất, đóng gói, băng tải,…