Luận văn đánh giá khả năng nội suy của hai phần mềm mastercam và catia – cam trên máy phay cnc với hệ điều khiển fanuc 0i – md


NỘI DUNG ĐỒ ÁN
MỤC LỤC Luận văn đánh giá khả năng nội suy của hai phần mềm mastercam và catia – cam trên máy phay cnc với hệ điều khiển fanuc 0i – md
LỜI CAM ĐOAN.. 2
LỜI CẢM ƠN.. 3
MỤC LỤC.. 4
DANH MỤC CÁC KÝ HIỆU TỪ VIẾT TẮT. 6
DANH MỤC CÁC BẢNG.. 7
DANH MỤC CÁC HÌNH VẼ. 7
PHẦN MỞ ĐẦU.. 9
I. LÝ DO CHỌN ĐỀ TÀI9
II. NỘI DUNG NGHIÊN CỨU.9
III. PHƯƠNG PHÁP NGHIÊN CỨU.9
IV. Ý NGHĨA KHOA HỌC VÀ Ý NGHĨA THỰC TIỄN CỦA ĐỀ TÀI .10
CHƯƠNG 1. HỆ THỐNG TẠO MẪU NHANH.. 11
1.1. Khái niệm tạo mẫu nhanh.11
1.2. Ưu nhược điểm và ứng dụng công nghệ tạo mẫu nhanh.12
1.2.1. Ưu nhược điểm của công nghệ tạo mẫu nhanh.12
1.2.2. Ứng dụng công nghệ tạo mẫu nhanh. 13
1.3. Các phương pháp tạo mẫu nhanh. 18
1.3.1. Phương pháp tạo mẫu lập thể SLA ( Stereo Lithography Aparatus )18
1.3.2. Phương pháp xử lý dạng khối SGC (Solid Ground Curing )24
1.3.3. Phương pháp tạo lớp mỏng LOM (Laminate Object Manufacturing)27
1.3.4. Phương pháp phun nhiều lớp FDM (Fused Deposition Modeling ).30
1.3.5. Phương pháp thiêu kết bằng Laser SLS (Selective Laser Sintering).33
1.3.6. Phương pháp tạo hình nhiều vòi phun (Thermojet – Mutijet Modeling)37
1.4. Dữ liệu của hệ thống tạo mẫu nhanh.41
1.5. Các mô hình hình học của hệ thống tạo mẫu nhanh. 42
1.5.1. Mô hình 2 chiều (2D.)42
1.5.2. Mô hình 2,5 chiều (2,5 D).42
1.5.3. Mô hình khung dây.42
1.5.4. Mô hình bề mặt.42
1.5.5. Mô hình khối rắn.43
1.6. Kết luận. 44
CHƯƠNG 2 : ỨNG DỤNG CÔNG NGHỆ TẠO MẪU NHANH ĐỂ CHẾ TẠO SẢN PHẨM ỐP XE MÁY TRÊN MÁY TẠO MẪU Objet Eden 260V.45
2.1. Bản vẽ kỹ thuật của sản phẩm ốp xe máy. 45
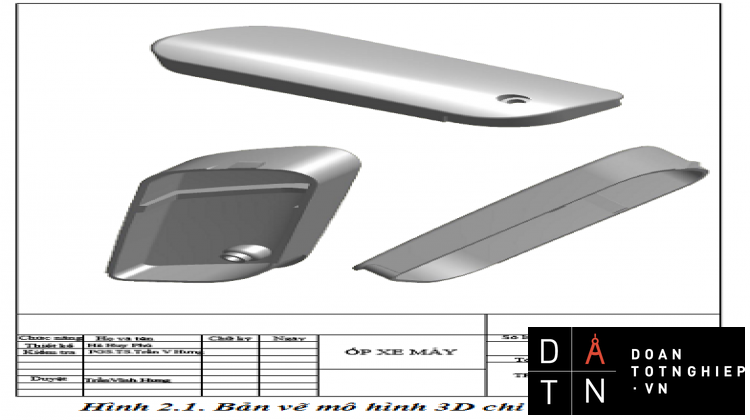
2.1.1. Bản vẽ mô hình 3D.. 45
2.1.2. Bản vẽ kỹ thuật 2D, kích thước và chỉ tiêu độ chính xác. 46
2.2. Các chỉ tiêu kỹ thuật của máy. 47
2.2.1. Thông số kỹ thuật của máy Objet 260V :47
2.2.2. Cấu tạo và nguyên lý hoạt động của máy objet Eden 260V :47
2.3. Tạo mẫu một số sản phẩm ốp xe máy. 49
CHUƠNG 3: CÁC PHƯƠNG PHÁP ĐÁNH GIÁ SAI SỐ CHI TIẾT MẪU VÀ CHI TIẾT ĐƯỢC CHẾ TẠO BẰNG THIẾT BỊ TẠO MẪU NHANH.. 54
3.1. Đanh giá sai số thiết kế. 54
3.2. Kiểm tra và đánh giá chất lượng sản phẩm.. 55
3.2.1. Chọn sản phẩm kiểm tra, lập quy trình quét bề mặt 3D.55
3.2.2. Các bược kiểm tra. 55
3.3. Kiểm tra và đánh giá chất lượng sản bằng phần mềm Gom inspect Professional.58
3.3.1 Đánh giá sai số trung bình. 59
3.3.2. Kết luận :62
CHUƠNG 4: KẾT LUẬN VÀ KIẾN NGHỊ63
4.1. Kết luận. 63
4.1.1. Phần lý thuyết63
4.1.2. Phần thực nghiệm.. 63
4.2. Kiến nghị64
TÀI LIỆU THAM KHẢO.. 65
PHỤ LỤC.. 66
DANH MỤC CÁC KÝ HIỆU TỪ VIẾT TẮT
|
Ký hiệu |
Nội dung |
|
SLA |
Stereo Lithography Aparatus |
|
RP |
Rapid prototying |
|
RT |
Rapid Tooling |
|
RM |
Rapid Manufacturing |
|
STL |
Stereo Lithography |
|
IGES |
Initial Graphics Exchage Specification |
|
CT |
Computer– Asisted Tomography |
|
URI |
Magnectic Resonance Imaging |
|
SLA |
Stereo Lithography Aparatus |
|
SGC |
Solid Ground Curing |
|
LOM |
Laminate Object Manufacturing |
|
FDM |
Fused Deposition Modeling |
|
SLS |
Selective Laser Sintering |
|
B –Rep |
Bondary Representation |
|
CAD |
Compurter Aided Design |
|
CAM |
Compurter Aided Manufacturing) |
|
CNC |
Computerized Numerical Control |
DANH MỤC CÁC BẢNG
|
Bảng |
Nội dung |
|
Bảng 1.1 |
Model SLA và kích thước bường công tác |
|
Bảng 1.2 |
Thông số sản phẩm khi chế tạo bằng SLA |
|
Bảng 1.3 |
Thông số sản phẩm khi chế tạo bằng FDM |
|
Bảng 1.4 |
Đặc trưng các phương pháp tạo mẫu nhanh |
DANH MỤC CÁC HÌNH VẼ
|
Hình |
Nội dung |
|
Hình 1.1 |
Đúc bằng công nghệ mẫu chảy - khuôn vỏ mỏng |
|
Hình 1.2 |
Điện cực EDM |
|
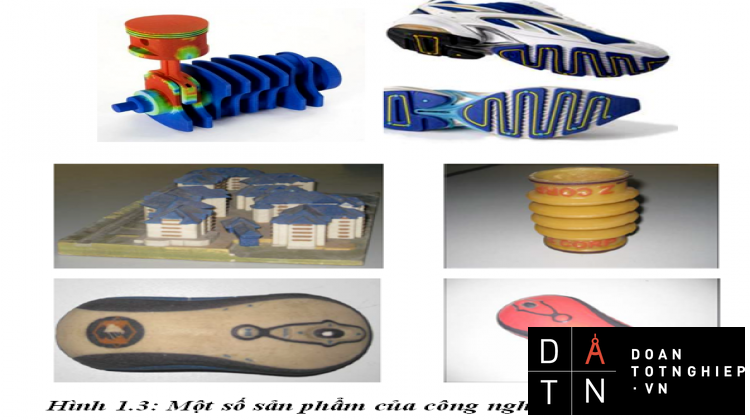
Hình 1.3 |
Một số sản phẩm của công nghệ tạo mẫu nhanh |
|
Hình 1.4 |
Khớp xương được tạo bằng công nghệ RP |
|
Hình 1.5 |
Máy tạo mẫu nhanh SLA |
|
Hình 1.6 |
Sơ đồ nguyên lý SLA |
|
Hình 1.7 |
Nguyên lý làm việc của phương pháp SGC |
|
Hình 1.8 |
Nguyên lý quá trình LOM |
|
Hình 1.9 |
Cấu tạo và nguyên lý hoạt động của FDM |
|
Hình 1.10 |
Sơ đồ nguyên lý FDM |
|
Hình 1.11 |
Máy tạo mẫu nhanh SLS |
|
Hình 1.12 |
Sơ đồ nguyên lý SLS |
|
Hình 1.13 |
Sơ đồ nguyên lý phương pháp Thermojet |
|
Hình 2.1 |
Bản vẽ mô hình 3D chi tiết |
|
Hình 2.2 |
Bản vẽ kỹ thuật chi tiết |
|
Hình 2.3 |
Cấu tạo của máy Objet Eden 260V |
|
Hình 2.4 |
Quá trình hoạt động của máy Objet Eden260V |
|
Hình 3.1. |
Sơ đồ đánh giá thiết kế sai số |
|
Hình 3.2 |
Chuẩn bị hệ thống máy quét ATOS 5IM |
|
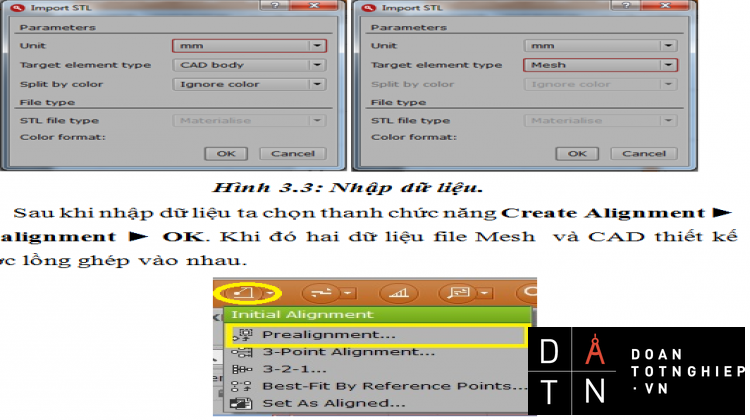
Hình 3.3 |
Nhập dữ liệu |
|
Hình 3.4 |
Hai dữ liệu lồng ghép lên nhau |
|
Hình 3.5 |
Biểu màu phân bố sai số |
|
Hình 3.6 |
Biểu diễn độ lệch trên CAD |
PHẦN MỞ ĐẦU
I. LÝ DO CHỌN ĐỀ TÀI
Để đảm bảo cạnh tranh trong thị trường công nghệ hội nhập, đòi hỏi phải đáp ứng nhanh nhu cầu của thị trường và phải tạo ra được những sản phẩm có chất lượng cao trong thời gian ngắn và giá thành rẻ, do mẫu mã hàng hoá thay đổi nhanh, liên tục. Vì vậy, nhu cầu phát triển những công nghệ mới là một xu thế tất yếu.
Công nghệ tạo mẫu nhanh là công nghệ của thế kỷ 21, tích hợp những thành tựu công nghệ thông tin, công nghệ vật liệu, tự động hoá, kỹ thuật laser và cơ khí hiện đại. Thiết bị tạo mẫu nhanh đã có nhiều tại Việt Nam và bước đầu đưa vào sản xuất. Tạo mẫu nhanh là một ý tưởng rất thiết thực phục vụ cho việc rút ngắn được thời gian cũng như chu kỳ ra đời của một sản phẩm và đem lại hiệu quả kinh tế lớn ở những nơi biết khai thác đúng bản chất của công nghệ này một cách linh hoạt.
II. NỘI DUNG NGHIÊN CỨU.
- Nghiên cứu tổng quan về công nghệ tạo mẫu nhanh.
- Tiến hành thực nghiệm chế tạo một chi tiết trên máy objet Eden 260V.
- Đánh giá độ chính xác trong công nghệ tạo mẫu nhanh.
III. PHƯƠNG PHÁP NGHIÊN CỨU.
- Các phương pháp chủ đạo được sử dụng để giải quyết các nội dung nghiên cứu của đề tài là phương pháp nghiên cứu lý thuyết, phương pháp kế thừa và phương pháp chuyên gia.
* Phương pháp nghiên cứu lý thuyết: Được sử dụng trong các công trình khoa học, tổng hợp cơ sở lý luận để giải quyết các nội dung: Tổng quan về các vấn đề nghiên cứu; tạo lập cơ sở lý luận đề tài.
* Phương pháp thừa kế: Được sử dụng trong việc nghiên cứu các phương pháp tạo mẫu nhanh. Các kết quả nghiên cứu trên thế giới và trong nước có liên quan phục vụ giải quyết nội dung thiết kế, lập quy trình gia công.
* Phương pháp chuyên gia: Được sử dụng để giải quyết các vấn đề về công nghệ và bài toán tố ưu hóa trong thiết kế cũng như gia công.
IV. Ý NGHĨA KHOA HỌC VÀ Ý NGHĨA THỰC TIỄN CỦA ĐỀ TÀI .
1. Ý nghĩa khoa học:
- Công nghệ tạo mẫu nhanh là một lĩnh vực khoa học có sự ứng dụng kết hợp đa ngành như vật lý, hoá học, tin học …
- Công nghệ tạo mẫu nhanh mở ra hướng nghiên cứu mới nhiều triển vọng trong tương lai gần về tạo công cụ nhanh ( RT )và sản xuất nhanh (RM).
2. Ý nghĩa thực tiễn:
- So sánh các phương pháp tạo mẫu nhanh và đánh giá độ chính xác gia công trong công tạo mẫu nhanh.
CHƯƠNG 1. HỆ THỐNG TẠO MẪU NHANH
1.1. Khái niệm tạo mẫu nhanh.
Khi phát triển một sản phẩm mới, lúc nào cũng vậy, có một nhu cầu là chế tạo mẫu đầu tiên (prototype ) của bộ phận hệ thống được thiết kế trước khi cấp một lượng vốn lớn cho các phương tiện sản xuất hoặc dây chuyền lắp ráp. Lý do chính cho nhu cầu này là chi phí quá cao và tốn nhiều thời gian chuẩn bị công cụ sản xuất. Vì vậy, việc tạo mẫu là cần thiết để xử lý sự cố và đánh giá thiết kế trước khi một hệ thống phức tạp sẵn sàng sản xuất và tung ra thị trường.
Một quá trình giúp cho nhà sản xuất đẩy mạnh việc phát triển sản phẩm là tạo mẫu nhanh - Rapid prototyping ( RP ).
- Tạo mẫu nhanh là quá trình tạo mẫu sản phẩm giúp cho nhà sản xuất quan sát nhanh chóng sản phẩm cuối cùng
- Tạo mẫu nhanh là công nghệ thiết kế mẫu tự động nhờ quá trình CAD với những “máy in ba chiều” cho phép người thiết kế nhanh chóng tạo ra những mẫu hữu hình, truyền ý tưởng thiết kế của họ đến công nhân hoặc khách hàng, ngoài ra tạo mẫu nhanh còn được sử dụng để thiết kế thử những sản phẩm mới.
Do mất ít thời gian nên RP giúp cho nhà sản xuất nhanh chóng đưa sản phẩm ra thị trường và giảm chi phí sản xuất. Đó cũng là ưu điểm nổi bật của quá trình tạo mẫu nhanh. Công nghệ tạo mẫu nhanh bắt đầu từ giữa thập niên 80. Đặc điểm của tạo mẫu nhanh là:
- Thực hiện việc tạo mẫu trong thời gian rất ngắn, đây chính là điểm mạnh của phương pháp này.
- Sản phẩm của tạo mẫu nhanh là có thể dùng để kiểm tra các mẫu thử được sản xuất bằng các phương pháp khác.
- Mẫu tạo ra có thể hỗ trợ cho quá trình sản xuất.
Sự phát triển của tạo mẫu nhanh (Rapid prototying – RP ) có quan hệ mật thiết với sự phát triển ứng dụng của máy tính trong công nghiệp. Việc giảm giá thành của các loại máy tính, đặc biệt là máy tính cá nhân và máy tính mini đã làm thay đổi phương thức làm việc ở các phân xưởng của các nhà máy. Việc gia tăng sử dụng máy tính đã thúc đẩy sự tiến bộ trong nhiều lĩnh vực liên quan đến máy tính bao gồm thiết kế (CAD – Computer Aided Desing), chế tạo ( CAM – Computer Aided Manufacturing), gia công điều khiển số nhờ máy tính ( CNC – Computer Numerrical Control. ). Cụ thể, sự nổi lên nhờ hệ thống RP không thể thiếu sự hiện diện của CAD.
1.2. Ưu nhược điểm và ứng dụng công nghệ tạo mẫu nhanh.
Mẫu hay một bộ phận của chi tiết được thiết kế trên hệ thống CAD/CAM. Mẫu phải thể hiện đầy đủ tính chất vật lý như sản phẩm thật, thể hiện những mặt cong khép kín với kích thước giới hạn rõ ràng. Đó là, phải xác định các dữ liệu bên trong, bên ngoài và cả phạm vi giới hạn của mẫu. Yêu cầu này thực sự không cần thiết đối với mô hình dạng khối. Một hình dạng khối sẽ tự động giới hạn thể tích. Yêu cầu này đảm bảo rằng tất cả các mặt cắt ngang đều là những đường cong kín để tạo ra khối vật thể.
1.2.1. Ưu nhược điểm của công nghệ tạo mẫu nhanh.
1.2.1.1. Ưu điểm
- Cải tiến quá trình thiết kế bởi vì:
+ Sự lặp lại thiết kế làm giảm thời gian và những vấn đề khó được phát hiện.
+ Kiểm tra trước việc lắp ráp và chỉnh sửa mẫu.
+ Kiểm tra trước ứng suất và độ bền sản phẩm.
- Cải tiến chất lượng sản phẩm bởi vì:
+ Dễ dàng lập kế hoạch trước.
+ Những vấn đề khó được loại trừ trong suốt giai đoạn thiết kế - chế tạo.
+ Hình dung ra sản phẩm tốt hơn so với bản vẽ.
- Cải tiến khả năng sản xuất bởi vì:
+ Khắc phục những lỗi trước khi vào dây chuyền sản xuất hay tế bào sản xuất.
+ Khuôn có khả năng dẫn nhiệt cao.
+ Những kênh nước làm mát khuôn được chế tạo trong máy RP
- Cải tiến thị trường bởi vì:
+ Sản phẩm được đưa ra thị trường sớm hơn và đáng tin cậy hơn
+ Dự đoán được nhu cầu thị trường một cách thực tế hơn
+ Tài liệu và những nguyên liệu được chuẩn bị trước
1.2.1.2.Nhược điểm.
- Giá thành cao
- Hiện tại chưa sản xuất trực tiếp khuôn kim loại được
- Độ chính xác thấp, đặc tính vật lý thấp
- Mật độ phân tử kim loại sau gia công thấp, độ bóng bề mặt không cao
- Ứng suất sản phẩm chưa đo được, mức độ đàn hồi giới hạn.
1.2.2. Ứng dụng công nghệ tạo mẫu nhanh
1.2.2.1. Đúc khuôn vỏ mỏng.
Đúc khuôn vỏ mỏng là một quá trình đúc chính xác để chế tạo những chi tiết có hình dáng sắc cạnh từ các hợp kim. Hiệu quả chủ yếu khi áp dụng phương pháp tạo mẫu nhanh trong công nghệ đúc khuôn vỏ mỏng là khả năng tạo ra mẫu có độ chính xác cao, chi phí thấp và thời gian để tạo mẫu ngắn,
Hình 1.1: Đúc bằng công nghệ mẫu chảy - khuôn vỏ mỏng
1.2.2.2. Chế tạo dụng cụ.
Người ta ứng dụng công nghệ tạo mẫu nhanh trong chế tạo dụng cụ như điện cực trong gia công tia lửa điện, chế tạo các khe hở hoặc ruột của khuôn phun nhựa , ống dẫn của hệ thống điều hoà nhiệt độ …
Hình 1.2. Điện cực EDM
1.2.2.3. Tạo mẫu nhanh trong chế tạo sản xuất.
Tạo mẫu nhanh có thể được sử dụng cho chế tạo sản phẩm. cùng một sản phẩm như nhau có thể có các động cơ khác nhau và những nét kỹ thuật khác nhau. Các nét kỹ thuật khác nhau có thể đơn giản như sự khác nhau về vật liệu và nút bấm, phích cắm điện, hay là màu sắc hoặc cũng có thể phức tạp như sự khác nhau ở cấu tạo bên trong. Những khác biệt đó là cần thiết để phục vụ cho yêu cầu riêng của người sử dụng hoặc để phân biệt nó. Thêm nữa, thời gian tồn tại của sản phẩm đang trở nên ngắn hơn buộc người thiết kế phát triển những sản phẩm mới trong một khoảng thời gian ngắn. Trong quá trình phát triển, một vấn đề gặp phải là sự lựa chọn một trong hai việc: kéo dài thời gian phát triển hoặc tăng nguồn lực sản xuất để cho kịp thời hạn. Trong hoàn cảnh như vậy, thời gian bán sản phẩm trở thành nhân tố quyết định khả năng lợi nhuận.
Thêm nữa các vật thể chế tạo bằng tạo mẫu nhanh ngày càng được sử dụng thường xuyên để kiểm tra các chức năng và có thể kiểm tra khi sản xuất hàng loạt. Bằng cách đó người ta có thể kịp thời phát hiện các lỗi ở giai đoạn khi mà sự thay đổi chưa tốn kém lắm. Những yêu cầu tinh tế và dễ hiểu hơn dẫn tới những sản phẩm tốt hơn đáp ứng được những đòi hỏi của thị trường, Người ta ước lượng nếu việc sử dụng phương pháp tạo mẫu nhanh có hiệu quả, thời gian phát triển cho các công cụ có thể giảm một nửa
Hình 1.3: Một số sản phẩm của công nghệ tạo mẫu nhanh
1.2.2.4. Tạo mẫu nhanh với các công nghệ truyền thống.
Tạo mẫu nhanh sẽ không thay thế hoàn toàn các công nghệ truyền thống như: NC và cán tốc độ cao ngay cả những phần làm bằng tay, đúng hơn, nên coi tạo mẫu nhanh là một sự lựa chọn trong công cụ để chế tạo ra các bộ phận. Người ta cho rằng bộ phận có thể được chế tạo với những yêu cầu về vật liệu và dung sai trục không chuẩn, những yếu tố này phụ thuộc lẫn nhau. Tạo mẫu nhanh cho thấy lợi thế rõ ràng phải sao chép nhiều lần bộ phận phức tạp.
Ngoài ra, không thể xác định sự phức tạp của bộ phận, nhưng chắc chắn bao gồm những thành phần sau: Kích cỡ, mô hình, chiều cao, độ dày và tổng số bề mặt trong mô hình CAD, yêu cầu về dung sai, kiểu hệ thống CAD dùng để tạo công cụ
1.2.2.5. Tạo mẫu nhanh trong những ứng dụng y học.
Ứng dụng phương pháp tạo mẫu nhanh trong y học là một lĩnh vực mới. Nhiều ứng dụng đã trở nên quan trọng do sự hội tụ của ba công nghệ riêng biệt đó là: hình ảnh nội soi, đồ hoạ điện toán, CAD và tạo mẫu nhanh. CT (Computer – Asisted Tomography ) và URI ( Magnectic Resonance Imaging ) cung cấp những hình ảnh để giải quyết tốt những cấu trúc bên trong của cơ thể con người. Ví dụ các cấu trúc của xương và các cơ quan. Những hình ảnh này được xử lý bằng những công cụ phần mềm thích hợp. Nó có thể chuyển kết quả cho quá trình tạo mẫu nhanh và tạo ra vật thể vật lý, mô hình này được gọi là mô hình y học.
Hình 1.4: Khớp xương được tạo bằng công nghệ RP
1.3. Các phương pháp tạo mẫu nhanh
1.3.1. Phương pháp tạo mẫu lập thể SLA ( Stereo Lithography Aparatus )
Phương pháp SLA được phát minh tại mỹ vào năm 1984. năm 1986 CharlesW.Hull thành lập công ty 3D SYSTEMS và ông là một trong những người đầu tiên phát minh ra hệ thống tạo mẫu lập thể 3D và được cáp bằng sáng chế vào năm 1986. Trong số các hệ thống tạo mẫu nhanh đã được thương mại hoá thì hệ thống thiết tạo mẫu lập thể hay còn gọi là phương pháp tạo mẫu nhanh SLA là tiên phong được đưa ra thị trường 1988. Năm 1991 hãng 3D SYSTEMS chiếm 90% thị phần.
Hình 1.5: Máy tạo mẫu nhanh SLA
Kiểu máy có sẵn và thường được sử dụng là SLA – 190, SLA-250, SLA-350, SLA-500, SLA – 3500, SLA – 7000, Viper si2, viper Pro.
Bảng 1.1: Model SLA và kích thước bường công tác
|
Model |
thể tích bường công tác (X, Y, Z, mm) |
|
SLA 190 |
190 x190 x190 |
|
SLA 250 |
254 x254 x254 |
|
SLA 500 |
508 x508 x 603 |
|
SLA 350 |
350 x 350 x 400 |
|
SLA 5000 |
350 x350 x 400 |
|
SLA 300 |
508 x508 x584 |
|
SLA 7000 |
508 x 508 x 600 |
|
Viper si2 |
250 x 250 x 250 |
|
viper Pro. |
1500 x 750 x 500 |
1.3.1.1. Cấu tạo và nguyên lý hoạt động.
Phương pháp SLA dựa vào nguyên tắc đông cứng vật liệu lỏng photolymer thành một hình dạng rõ ràng khi nó được chiếu bởi một chùm tia laser cường độ cao. Có thể sử dụng laser He-Cd với bước sóng 325 nm hoặc laser rắn Nd: YVO4 với bước sóng 345,7 nm.
Cấu tạo hệ thống gồm:
- Một thùng chứa đầy dung dịch lỏng photopolymer.
- Trong thùng có một bệ đỡ (bàn gá) có thể nâng hạ được
- Chất lỏng là hỗn hợp của các Monome acrylic, các oliome và một photoinitiator (nhựa quang hoá)
- Hệ thống nguồn Lasser (He-Cd Lasser).
- Hệ thấu kính và gương phản xạ
- Hệ thống dao gạt nhựa trên tấm để tạo ra một lớp nhựa đồng đều
Trên hình , khi bệ đỡ ở vị trí cao nhất (ở độ sâu a) thì trên tấm là một lớp chất lỏng cạn. Máy phát laser phát ra chùm tia cực tím tập trung trên một diện tích của dung dịch photopolymer và di chuyển theo hướng X –Y. Chùm tia cực tím làm đông hết phần dung dịch được chiếu sáng va hình thành nên một khối đặc. Bệ đỡ được hạ xuống một lượng vừa đủ để một lượng chất lỏng phủ lên phần polyme đã đông đặc và quá trình được lặp lại. Quá trình tiếp diễn cho đến khi đạt được mức b. Lúc này ta đã tạo nên một chi tiết hình trụ có bề dày không đổi. chú ý rằng lúc này bệ đỡ đã di chuyển theo phương thẳng đứng một lượng ab.
Tại mức b chuyển động theo phương X – Y của chùm tia rộng hơn, vì thế ta tạo được một mặt bằng phẳng như mặt bích bên trên phần đã được tạo từ trước. Sau khi đạt được bề dày thích hợp, quá trình được tiếp tục để tạo nên phần hình trụ giữa mức b và c. Chú ý rằng phần dung dịch xung quanh vẫn đang ở trạng thái lỏng vì nó không bị đông kết bởi tia cực tím và chi tiết được tạo thành từ đáy lên trên theo từng “lát” riêng biệt có chiều dày từ 0.05÷0,2 mm. Các lát này liên kết lại với nhau thành khối. Phần chất lỏng không bị đông kết có thể được sử dụng lại để tạo chi tiết khác trong quá trình tạo mẫu.
Hình 1.6. Sơ đồ nguyên lý SLA
Bảng 1.2: Thông số sản phẩm khi chế tạo bằng SLA
|
Kích thước lớn nhất |
59.00 x 29.50 x 19.70 |
|
Kích cỡ nhỏ nhất |
0.004 in |
|
Độ dày nhỏ nhất |
0.0010 in |
|
Dung sai |
0.0050 in |
|
Bề mặt sản phẩm |
nhẵn |
|
Tốc độ tạo mẫu |
trung bình |
Bởi vì chi tiết được tạo thành trong môi trường chất lỏng và bên trong vật thể còn chứa chất lỏng polyme, do đó cần phải thêm các kết cấu trợ giúp (supports) để tăng độ cứng chi tiết và để tránh cho phần chi tiết đã được tạo
....................................................
Hình 3.4: Hai dữ liệu lồng ghép lên nhau.
Tạo một phép so sánh bề mặt. Chọn Surface Comparison ► Surface Comparison on actual. Kết quả là trên bề mặt CAD sẽ xuất hiện dạng biểu mầu liên tục thể hiện các khu vự sai số của sản phẩm.
Hình 3.5: Biểu màu phân bố sai số.
Tiếp đến chọn thanh Create Deviation Label để xác định độ lệch tại các vị trí kiểm tra bằng cách giữ phím Ctrl + LMB.
Hình 3.6: Biểu diễn độ lệch trên CAD.
Kết thúc quá trình kiểm tra. Chọn Create Report Page. Chọn mẫu báo cáo
ðXuất báo cáo: KIỂM TRA DUNG SAI VỊ TRÍ (Xem Phụ lục)
3.3.2. Kết luận :
Qua phương pháp đánh giá bằng phần mềm Gom Inspect của hàng Gom - Đức chúng ta có thể kết luận được với máy in 3D Objet của hãng Stratasys thì độ chính xác của mẫu in so với mẫu thiết kế đạt được độ chính xác khoảng 97% và sai số trong qua trình gia công ở chế độ High Speed là 0.1mm trên toàn bộ mẫu thiết kế .
CHUƠNG 4: KẾT LUẬN VÀ KIẾN NGHỊ
Luận văn này đã nghiên cứu và thực nghiệm được các vấn đề sau:
4.1. Kết luận
4.1.1. Phần lý thuyết
1. Thiết bị Thermojet có giá thành rẻ nhất và thiết bị SLS có giá thành đắt nhất.
2. Độ chính xác đạt được cao nhất là SLA và thấp nhất là SGC
3. Chi phí cho chi tiết gia công bằng công nghệ SLA là thấp nhất, cao nhất là SLS trên cùng 1 số tiêu chuẩn và thông số kỹ thuật đặt ra.
4. Công nghệ SLA có nhiều ưu điểm và được dùng phổ biến 2115 thiết bị, chiếm 31% trên thế giới.
5. Máy in 3D Objet của hãng Stratasys độ chính xác của mẫu in so với mẫu thiết kế đạt được độ chính xác khoảng 97% và sai số trong qua trình gia công ở chế độ High Speed là 0.1mm trên toàn bộ mẫu thiết kế .
4.1.2. Phần thực nghiệm
- Thiết kế chi tiết ốp xe máy.
- Mô hình hóa chi tiết bằng phương pháp quét mẫu.
- Chế tạo chi tiết bằng máy tạo mẫu nhanh Objet 260V.
- Sử dụng phương pháp đo quang số để đo chi tiết ốp xe máy (chi tiết gốc) và chi tiết ốp xe máy được chế tạo theo phương pháp tạo mẫu nhanh.
- Đánh giá độ chính xác chế tạo của máy tạo mẫu nhanh bằng cách so sánh với chi tiết gốc.
- Qua phương pháp đánh giá bằng phần mềm Gom Inspect của hàng Gom - Đức chúng ta có thể kết luận được với máy in 3D Objet của hãng Stratasys thì độ chính xác của mẫu in so với mẫu thiết kế đạt được độ chính xác khoảng 97% và sai số trong qua trình gia công ở chế độ High Speed là 0.1mm trên toàn bộ mẫu thiết kế .
4.2. Kiến nghị
Các phương pháp nghiên cứu và thực nghiệm rất hiện đại đối với một luận văn thạc sỹ. Cở sở đào tạo tại trường ĐHSPKT Hưng Yên chưa có nên học viên rất khó khăn, học viên phải đến cơ sở ở Hà Nội để nhờ giúp đỡ nên rất tốn kém. Mong cơ sở đào tạo trang bị các phòng thí nghiệm để học viên có thể làm được tốt hơn.
Xin chân thành cảm ơn!