ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CÁN NẸP TAM GIÁC

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CÁN NẸP TAM GIÁC
MỤC LỤC
Nội dung Trang
Chương 1: Giới thiệu nhu cầu sử dụng thép tấm hiện nay............ 4
Chương 2: Chọn phương án truyền động và các phương án bố trí
trục cán................................................................................ 9
Chương 3: Cơ sở và công nghệ cán định hình thép tấm................ 15
Chương 4: Tính toán chọn và thiết kế con lăn.............................. 23
Chương 5: Tính toán và thiết kế các bộ truyền xích..................... 28
Chương 6: Tính toán và thiết kế các bộ truyền bánh răng............ 31
Chương 7: Tính toán và thiết kế các trục...................................... 38
Chương 8: :Lắp ráp vận hành bảo dưỡng mô hình cán................. 50
Chương 9: Sơ đồ mạch điên.......................................................... 54
Chương 10: Tổng kết.................................................................... 55
CHƯƠNG 1: GIỚI THIỆU NHU CẦU SỬ DỤNG
THÉP TẤM HIỆN NAY
I - Nhu cầu thép tấm hiện nay
Ngày nay khi nhu cầu về đời sống của con người càng được nâng cao thì nền kinh tế cần phải kịp thời đáp ứng đầy đủ những nhu cầu đó. Trong đó ngành công nghiệp, mà đặc biệt là công nghiệp cơ khí nắm vai trò chủ yếu trong việc tạo ra sản phẩm. Ở một khía cạnh khác, thì ngành công nghiệp tạo phôi lại đóng một vai trò chủ chốt, là khâu cơ bản đầu tiên trong quy trình sản xuất cơ khí. Hơn nữa, một số phương pháp tạo phôi như cán, kéo, cắt...kim loại là không thể thiếu góp phần tạo ra các sản phẩm, vật dụng cho các ngành công nghiệp khác như: Công nghiệp hàng không, công nghiệp điện, công nghiệp ôtô, đóng tàu thuyền, xây dựng, nông nghiệp...
Thép tấm hầu như được sử dung rất nhiều trong các nghành công nghiệp kể trên. Thép tấm được tạo thành từ quá trình cán kim loại, kim loại bị biến dạng giữa 2 trục cán quay ngược chiều nhau, có khe hở giữa 2 trục cán nhỏ hơn chiều dày của phôi ban đầu. Kết quả làm chiều dày phôi giảm, chiều dài và chiều rộng tăng lên, tạo thành dạng tấm hay ta còn gọi là thép tấm.
II - Một số loại thép tấm và ứng dụng của nó
Cán thép tấm có thể tiến hành ở trạng thái nóng hoặc trạng thái nguội, ở mỗi loại nó có các ưu điểm và nhược điểm khác nhau. Cán ở trạng thái nóng cho ta những sản phẩm có độ dày từ 1,5mm đến 60mm, còn ở trạng thái nguội cho ra sản phẩm mỏng và cực mỏng độ dày từ 0,007mm đến 1,25mm.
Các sản phẩm thép tấm được phân loại theo độ dày của tấm thép :
+ Thép tấm mỏng: Chiều dày: S = 0,2 3,75 m
Chiều rộng: b = 600 2.200 mm.
+Thép tấm dày : S = 4 60 mm; b = 600 5.000 mm.
L = 4.000 12.000 mm.
+ Thép tấm dải : S = 0,2 2,5 mm; b = 200 1.500 mm.
L = 4.000 60.000 mm.
Từ sự phân loại đó ta có các dạng phôi của thép tấm khác nhau như: dạng phôi tấm hay dạng phôi cuộn, phôi dải.
Hình dạng và kích thướt của phôi tấm tạo ra trong quá trình cán được tiêu chuẩn hoá, do đó việc sử dụng thép tấm để tạo ra các sản phẩm như: thùng, sàn xe ôtô, khung, sườn xe máy, các thiết bị nghành điện, các kết câu trong nghành xây dựng như cầu, nhà cửa, hoặc sử dụng trong chính nghành cơ khí chế tạo, nghành tàu thuyền ... phải qua quá quá trình cắt thép tấm ra các kích thướt và hình dạng khác nhau phù hợp với yêu cầu của từng nghành, từng công việc cụ thể:
- Trong nghành điện: Thép tấm được dùng để tạo ra các sản phẩm như là thép trong stato của máy bơm nước hay quạt điện, thép tấm được dùng làm các cánh quạt cỡ lớn, các thép tấm mỏng dùng làm các lá thép để ghép lại trong các chấn lưu đèn ống, máy biến thế, trong lĩnh vực điện chiếu sáng nó được dùng làm các cột điệnđường...
Hình 1-1: Sản phẩm thép tấm trong nghành điện
Hình 1-1: Sản phẩm thép tấm trong nghành điện
- Trong xây dựng: Các thép hình cỡ lớn trong các dầm cầu được tạo thành từ các tấm thép tấm dày cắt nhỏ, hay thép tấm được dùng để liên kết với nhau có thể bằng mối hàn, bulông hoặc đinh tán để tạo nên các kết cấu thép bền vững.
Hình 1-2: Sản phẩm trong thép tấm xây dựng
Các thép định hình cỡ nhỏ và cỡ vừa trong xây dưng dân dụng và công nghiệp ( nhà ở, các nhà máy, khu công nghiệp, khu thương mai,cá siêu thị…) được chế tạo từ các thép tấm mỏng uốn lại như: tôn,các loại thép hình chữ U, chữ C, các loại ống tròn, hình vuông chữ nhật….
Hình 1-3: Một số sản phẩm định hình của thép tấm
- Trong nghành cơ khí: Thép tấm được sử dụng trong các thân máy của các máy cắt kim loại, vỏ hộp giảm tốc bằng kết cấu hàn, khung, sườn xe, máy,...
- Trong nghành cơ khí ôtô : Việc sử dụng thép tấm không thể thiếu được. Nó được sử dung làm khung, sườn, gầm ôtô, lót sàn ôtô, che kín thùng xe, và các bộ phận che chắn khác.
- Trong chế biến thực phẩm: Thép tấm được sử dung rộng rãi không kém, nó được dùng để chế tạo các thùng chứa, bể chứa, hộp đóng gói,...
- Trong các nghành nghề khác: Thép tấm dùng để chế tạo ra các thùng đồ dùng dân dụng phục vụ đời sống hay trong nghành hàng không thép tấm được dùng để che chắn, làm cửa máy bay, nắp đậy thân máy bay, tên lửa, thùng máy vi tính, ...
Với nhu cầu sử dụng thép tấm rộng lớn như vậy, nhất là trong các ngành xây dựng nhu cầu các sản phẩm định từ thép tấm đang cao như các loai tâm lợp các, các loại thép tròn, các loai xà gồ thép…, cần phải có những máy cán tôn, máy cán các loại ống tròn, máy uốn xà gồ thép để đáp ứng nhu cầu ngày càng cao của ngành xây dựng nói riêng củng như nền kinh tế nói chung, góp phần cải thiện nhu cầu nhà ở, củng như sự nghiệp công nghiệp hóa hiện đại hóa đất nước.
III - Sản phẩm và ứng dụng của nẹp tam giác:
Hiện nay trên thị trường Việt Nam sản phẩm nẹp tam giác được sử dụng rất rộng rãi đặc biệt là trong ngành của sắt và trang trí nội thất. Do đó khi trong bối cảnh nền kinh tế nước ta đang phát triển có rất nhiều dự án về nhà ở hay chung cư cao cấp hoặc văn phòng mọc lên một cách chống mặt thì kèm theo đó là nhu cầu sử dụng sản phẩm nẹp tam giác ngày càng tăng lên. Vì vậy cần phải có phương pháp để sản xuất nẹp tam giác một cách hợp lý sao cho giá thành phù hợp và mẫu mã thích hợp cho người tiêu dùng ở Việt Nam nói riêng và trong khu vực nói chung
Chương 2: CHỌN PHƯƠNG ÁN TRUYỀN ĐỘNG VÀ CÁC PHƯƠNG ÁN BỐ TRÍ TRỤC CÁN
1. Chọn phương án bố trí truyền động cho trục chính:
Để truyền động cho dây chuyền thì có nhiều phương án khác nhau ,tùy từng điều kiện và mức độ hiện đại của từng dây chuyền mà chọn phương án thích hợp.
Tuy nhiên có 2 phương án thường dùng nhất là:
Phương án 1: Truyền động bằng cơ khí.
Phương án 2: truyền động bằng dầu ép.
A - Truyền động bằng cơ khí cho cụm trục chính:
Sơ đồ như hình 3-14:
Hình 3-14 : Sơ đồ truyền động bằng cơ khí.
1- Động cơ điện 2- Nối trục 3- Hộp giảm tốc 4- Hộp phân lực
5- Thành máy 6- Hệ thống các con lăn uốn.
Đặc điểm: + Khó khăn trong việc điều khiển tự động, đảo chiều chuyển động , chống quá tải. Tuy nhiên có thể sử dụng động cơ điện thay đổi tốc độ và hệ thống điều khiển tốc độ bằng động cơ điện nhưng giá thành đắt .
+ Mức độ an toàn thấp .
+ Điều kiền bôi trơn khó khăn,bộ truyền gây ồn khi làm việc.
+Kích thước lớn, trọng lượng lớn cồng kềnh.
B - Truyền động bằng đầu ép cho cụm trục chính:
Sơ đồ nguyên lý hoạt động:
Hình 3-14: Sơ đồ truyền động bằng dầu ép.
1- Động cơ điện 2- Bơm dầu 3- Van tràn 4- Van tiết lưu 5- Van điều khiển
6- Mô tơ thửy lực 7-Hộp phân lực 8- Hệ thống con lăn uốn 9- Thanh máy
10- Van một chiều 11- Bể dầu
* Ưu điểm: + Có khả năng thực hiện điều chỉnh tốc độ chuyển động vô cấp cho chuyển động chính, củng như các chuyển động phụ đảm bảo tốc độ cho cơ cấu chấp hành.
+ Kích thước gọn nhẹ, trọng lượng và mômen quán tinh nhỏ.
+ Dể đảo chiều quay, khả năng chông quá tải cao, mức độ an toàn cho máy cao.
+Dể dàng cho việc điều khiển tự động.
+Tiện lợi cho việc bố trí các cơ cấu phụ, tránh ồn ào trong quá trình làm việc.
*Nhược điểm: + Cấu tạo của bộ phận máy thủy lực phức tạp, đòi hỏi độ chính xác cao nên khó khăn trong việc chế tạo và lắp ráp,giá thành cao.
+ Khả năng hoạt động phụ thuộc vào chât lượng dầu.
Tư hai phương án trên, truyền động bằng dầu ép sẻ cho phép điều khiển dể dàng hơn và có nhiều ưu việt hớn so với truyền động bằng cơ khí. Do đó ta chọn phương án 2 .
2. Chọn hộp phân lực cho cơ cấu truyền động:
Hốp phân lực là bộ phận truyền động đến cho từng cụm lô uốn trên dây chuyền. có nhiều phương án truyền động cho trục uôn.
A - Truyền động bằng bành răng trung gian:
Sơ đồ nguyên lý hình 5-3:
Hình 3-15: Sơ đồ truyền động bằng bành răng trung gian.
1- Mô tơ thủy lực 2- Các bánh răng truyền lực trung gian
3- Các bánh răng truyền lực cho lô trục uốn.
Ưu điểm: + Kích thước nhỏ,khả năng tải lớn.
+ Tỉ số truyền không thay đổi.
+ Hiệu suất cao,có thể đạt 0,970,98.
+ Tuổi thọ cao làm việc tin cậy.
Nhược điểm: + Chế tạo tương đối phức tạp.
+ Đòi hỏi độ chính xác cao.
+ Gây tiếng ồn khi làm việc.
B - Truyền động bằng trục vít- bánh vít:
Sơ đồ nguyên lý như hình 5-4:
Hình 3-16: Sơ đồ truyền động bằng bánh vít - trục vít.
1- Môtơ thủy lực 2- Khớp nối 3- Trục vít 4- Bánh vít
Ưu điểm: + Làm việc không ồn, êm
+ Có khả năng tự hảm.
+ Kích thước nhỏ gọn.
Nhược điểm: +Hiệu suất thấp,sinh nhiệt nhiều nên phải sử dụng các biện pháp làm nguội và bộ truyền bị mòn nhanh.
+Cần phải sủ dụng vât liệu giảm ma sát (đồng thanh) tương đối đắt để làm bánh vít.
C - Truyền động bánh xích kết hợp với bánh răng:
Sơ đồ nguyên lý như hình 5-5:
Ưu điểm: + Có hiệu suất khá cao và lực tác dụng lên trục tương đối nhỏ và đồng đều.
+ Kích thước nhỏ gọn dể thay thế rẽ.
+ Làm việc không trượt, chế tạo đĩa xích dễ.
Nhược điểm: + Có tiếng ồn khi làm việc.
+ Vận tốc tức thời của đĩa xích bị dẫn không ổn định.
+ Yêu cầu chăm sóc thương xuyên.
+ Chóng mòn, nhất là khi làm việc nơi nhiều bụi và bôi trơn không tốt.
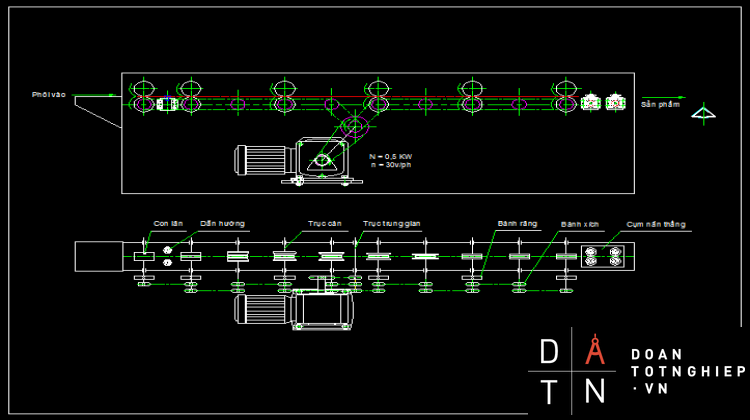
Hình 3-17: Sơ đồ truyền động bằng xích kết hợp với bánh răng.
1- Môtơ thủy lực 2-bánh xích 3- Xích 4- Cụm trục uốn
5- Bánh răng
Kết luận: Từ những đặc điểm trên ta chọn bộ truyền xích và bộ truyền bánh răng kết hợp, vì nó cho năng suất cao, dể chế tạo, lắp ráp, sủa chửa và thay thế (vì bộ truyền xích đã được tiêu chuẩn hóa và ngoài thị trường có nhiều) phù hợp với điều kiện nước ta.
CHƯƠNG 3: CƠ SỞ VÀ CÔNG NGHỆ CÁN
ĐỊNH HÌNH THÉP TẤM
2.1 CƠ SỞ UỐN ĐỊNH HÌNH THÉP TẤM
2.1.1 Khái niệm:
Uốn là phương pháp gia công băng áp lực nhằm cho phôi hoặc một phần của phôi có dạng cong hay gấp khúc, phôi có thể là tấm, thanh định hình và được uốn ở trạng thái nóng hoặc nguội. Trong quá trình uốn phôi bị biến dạng dẻo và biến dạng đàn hồi từng vùng để tạo thành hình dạng cần thiết.
2.1.2 Đặc điểm quá trình uốn :
Uốn: là môt trong những nguyên công thường gặp nhật trong dập nguội. Quá trình uốn bao gồm biến dang đàn hồi và biến dạng dẻo. Uốn làm thay đổi hướng thớ kim loại, làm cong phôi và thu nhỏ dần kích thước trong quá trình uốn. Kim loại phía trong góc uốn bị ép nén và co ngắn ở hướng doc, bị kéo ở hướng ngang.
Khi uốn tấm dải rộng củng xảy ra hiện tượng biến mảnh vật liệu nhưng sẻ không không có sai lệch tiết diện ngang. Vì trở kháng của kim loại có chiều rộng lớn sẻ chống lại sự biến dạng theo hướng ngang.
Trong trường hợp uốn phôi rông thì biến dạng của nó được xem như biến dạng trước.
Khi uốn phôi với bán kính góc lượn nhỏ thì mức độ biến dạng lớn và ngược lại
Hình 2-1 phôi trước khi uốn.
2.1.2.1 Xác định chiều dài phôi uốn:
-Xácđịnh vị trí lớp trung hòa, chiều dài lớp trung hòa ở vùng biến dang.
-Chia kêt cấu của chi tiệt sản phẩm thành những đoạn thẳng và những đoạn cong đơn giản.
-Cộng chiều dài các đoạn lại:Chiều dài các đoạn thẳng theo bản vẻ chi tiêt, còn phần cong được tính theo chiều dài lớp trung hòa.
-Chiều dài phôi được tính theo công thức:
(2.1)
Trong đó :
:Tổng chiều dài các đoạn thẳng.
: Chiều dài lớp trung hòa chổ bị uốn.
r :bán kính uốn phía trong.
x :hệ số phụ thuộc vào tỉ số : (vị trí lớp trung tính ), x tra bảng 2-1 {theo [5] trang 74 -bảng 29}.
Bảng 2-1: Hệ số x để uốn góc (thép 10 -20).
|
R/s |
0.1 |
0.2 |
0.25 |
0.3 |
0.4 |
0.5 |
0.6 |
0.8 |
|
Hệ số x |
0.3 |
0.33 |
0.35 |
0.36 |
0.37 |
0.38 |
0.385 |
0.405 |
|
R/s |
1 |
1.5 |
1.8 |
2 |
2.5 |
3 |
4 |
5 |
|
Hệ số x |
0.42 |
0.44 |
0.45 |
0.455 |
0.46 |
0.47 |
0.475 |
0.48 |
Hình 2-2 : Phôi sau khi uốn
Vị trí của lớp trung hòa được xác định bởi bán kính lớp trung hòa và được
xác định theo công thức :
(2.2)
:Chiều rộng trung bình củavật liệu uốn.
B:Bề rộng phôi liệu ban đầu.
S: Chiều dày của vật liệu.
R: Bán kinh uốn phía trong.
Hệ số biến mỏng của vật liệu, trị số cho trong bảng 46 của [5].
: Hệ số biên rộng, trị số cho trong bảng 47 của [5].
, S: Chiều dày vật liệu sau khi uốn tại điểm giửa cung uôn.
Trong thưc tế sản xuất ,bán kinh lớp trung hòa được xác định theo công thức:
r +x.S
2.1.2.2 Bán kinh nhỏ nhất và lớn nhất :
Nếu bán kinh quá nhỏ sẻ làm đứt vật liệu ở tiết diện uốn ,còn nếu quá lớn sẻ không có khả năng giữ được hình dạng sau khi đua ra khỏi khuôn uốn ().
Bán kính uốn lớn nhất :.
E: Modun đàn hồi của vật liệu khi kéo .
s:Chiều dày vật uốn .
T: Giới hạn chảy của vật liệu.
-Bán kính nhỏ nhất : .
-Theo thực nghiệm thì : rmin=k.B.
K:Hệ số phụ thuộc vào góc uốn
Hệ số k được tra theo bảng 2-2:
Bảng 2-2 :Bảng hệ số k:
|
Vật liêu
|
Trạng thái vật liệu |
|||
|
Ủ hoăc ram |
Bị biến cưng |
|||
|
Hướng đường uốn |
||||
|
Vuông góc với đường vân |
Cùng song song với đường vân |
Vuông góc với đường vân |
Cùng song song với đường vân |
|
|
8:10;C; CT2 |
- |
0.4 |
0.4 |
0.8 |
|
15;20; CT3 |
0.1 |
0.5 |
0.5 |
1.0 |
|
25;30; CT4 |
0.2 |
0.6 |
0.6 |
1.2 |
|
35;40; CT5 |
0.3 |
0.8 |
0.8 |
1.5 |
|
45;50;CT6 |
0.5 |
1.0 |
1.0 |
1.7 |
|
55;60; CT7 |
0.7 |
1.3 |
1.3 |
2.0 |
*Các yếu tố ảnh hưởng tới bán kính khi uốn:
+Cơ tính vật liệu và trạng thái nhiệt luyên: Nếu vật liệu có tinh dẻo tốt và đả qua ủ mềm thì rmin.có giá trị nhỏ hơn khi biến dạng.
+Ảnh hưởng của góc uôn: Cùng một bán kính như nhau, các góc uốn càng nhỏ thì khu vực biến dạng càng lớn.
+Ảnh hưởng của trạng thái mặt cắt của vật liệu: Khi cắt phôi trên mặt cắt có ba via hoặc nhiều vết nứt thì khi uốn sẻ sinh ra ứng lực tập trung và tại những nơi đó dể gãy bởi vây vẩn tăng rmin.
2.1.3 Công thức tính lực uốn:
Lực uốn trong khuôn dập bao gồm uốn tự do và lực là phẳng (tinh chỉnh) vật liệu. Trị số lực phẳng lớn hơn nhiều so với lực uốn tự do.
Lực uôn được tính theo công thức:
(N)
Với :Hệ số uốn tự do lấy theo bảng 2-3 (Theo bảng 39 của [5]
Bảng 2-3:Hệ số k1 để uốn tự do.
|
Vật liệu |
Hệ số phụ thuộc vào tỉ số l/s |
|||||
|
8 |
10 |
15 |
20 |
25 |
30 |
|
|
Thép 10, 15,đồng thau nhôm mềm |
0.23 |
0.18 |
0.12 |
0.09 |
0.073 |
0.06 |
|
Thép 20, 25,nhôm đã biến cứng |
0.21 |
0.17 |
0.11 |
0.086 |
0.07 |
0.057 |
|
Thép 30, 40 |
0.2 |
0.16 |
0.10 |
0.08 |
0.065 |
0.053 |
B:Chiều rộng của dải.
S:Chiều dày vật uốn.
n: Hệ số đặc trưng của biến cứng n =1.61.8.
b: Gới hạn bền của vật liệu.
L: Khoảng cách giửa hai điểm tựa.
-Lực uốn chỉnh tinh theo công thức:
P=q.F (N)
q : Áp lực tinh chỉnh (là phẳng)(N/mm2) tra bảng 2-4 (theo bảng 38 của [5])
Bảng 2-4: Giá trị gần đúng của áp lực tinh chỉnh góc q (N/mm2).
|
Vật liệu |
Chiều dày vật liệu |
|||
|
Đến 1 |
13 |
36 |
610 |
|
|
Nhôm |
1.52 |
2030 |
3040 |
4050 |
|
Đông thau |
23 |
3040 |
4060 |
6080 |
|
Thép 1020 |
34 |
4060 |
6080 |
80100 |
|
Thép 2535 |
45 |
5070 |
70100 |
100120 |
F: Diện tích phôi được tinh chỉnh
2.1.4 Tính đàn hồi khi uốn:
Như ta đả biết, khi uốn kim loại không phải toàn bộ kim loại ở phần cong chịu biến dạng dẻo mà có một phần còn ở biến dạng đàn hồi.Vì vậy, khi không còn lực uốn nửa thì vật không hoàn toàn dữ nguyên hình dạng và kich thước ban đầu giống như hình dáng của chày và cối và đó gọi là biến dạng đàn hồi sau khi uốn.
Hiện tượng đàn hồi làm sai lệch góc uốn và bán kính uốn vì vậy muốn cho chi tiết có góc uốn và bán kính đả cho thì phải làm bán kinh và góc uốn của khuôn và chày thay đổi đúng bằng trị số đàn hồi.
Trị số hồi phục đàn hồi với uốn tự do không có tinh chỉnh : Khi uốn tự do trị số hồi phục phụ thuộc vào tính chất đàn hồi của vật liệu, mức độ biến dạng khi uốn (tỉ sô r/s), góc uốn và phương pháp uốn (chữ V, chữ U, chữ C)
Dưới đây là những công thức để xác định gần đúng độ hồi phụcđàn hồi khi uốn tự do :
+Khi uốn thành hình chữ V:
+Khi uốn thành hình chữU:
Với : Góc hồi phục đàn hồi một phía.
k: Hệ số xác định vị trí lớp trung hòa phụ thuộc vào r/s, bằng (1-x).
l: Khoảng cách giửa các điểm tựa, tức là các mép cối (mm).
l1:Cánh tay đòn uốn .
l1=rc+rch+1,25s (mm).
rc:Bán kính góc tròn của cối.
rch:Bán kinh góc tròn của chày.
T: Giới hạn chảy của vật liệu bảng 2-5.
Bảng 2-5: Giới hạn chảy của vật liệu:
|
Thép |
|
|
CT38 |
240 |
|
CT51 |
270 |
E: Modun đàn hồi của vật liệu.
x: Hệ số tra bảng 29 của [5].
Ta lấy theo bảng 2-6 (theo bảng 36 của [5]) nhưng phải nhân với 0.60.7 vì uốn chữ U, xem như uốn hai góc liên tiếp.
Bảng 2-6:Góc đàn hồi khi góc uốn :
|
Vât liệu |
R/s |
Chiều dày vật liệu |
||
|
Đến 0.8 |
0.82 |
>2 |
||
|
Góc đàn hồi |
||||
|
Thépb=350N/mm2 Đồng thau đến Nhôm kẻm |
<1 15 >5 |
4 5 6 |
2 3 4 |
0 1 2 |
|
Thép Đồng thau Cu ;Au |
<1 15 >5 |
5 6 8 |
2 3 5 |
0 1 3 |
|
Thép (N/mm) |
<1 15 >5 |
7 9 12 |
4 5 7 |
2 3 5 |
2.1.5 Góc giới hạn cho mỗi lần uốn.
Giả sử khi uốn tấm phẳng thành dạng cong như hình 2-3 thì ta phải chọn góc uốn cho hợp lý để tránh bị nứt kim loại, đứt ở vùng uốn.
Góc uốn giới hạn max trong mổi lần uốn được tính :
arcsin[L/(e.cotg1025’)] arcsin(L/40,4.e) (2.7)
Trong đó: L: khoảng cách giửa hai cặp trục liên tiếp.
E: cánh tay đòn từ điểm đặt lực đến điểm bắt đầu uốn .
K:chiều dài đoạn cần uốn.
Do đó, khi uốn ta phải chọn góc uốn cần thiết a
sao cho thỏa mản điều kiện .
Đồng thời a đủ lớn để giảm số lần biến dạng.
CHƯƠNG 4: TÍNH TOÁN CHỌN VÀ THIẾT KẾ CON LĂN
I - Góc uốn trong mỗi lần uốn
Giả sử khi uốn tấm phẳng thành dạng cong thì ta phải chọn góc uốn sao cho hợp lý để tránh bị nứt kim loại, đứt ở vùng uốn.
Góc uốn giới hạn trong mổi lần uốn được tính :
maxarcsin[L/(e.cotg1025’)] arcsin(L/40,4.e)
Chọn
Trong đó: L: khoảng cách giửa hai cặp trục liên tiếp.
E: cánh tay đòn từ điểm đặt lực đến điểm bắt đầu uốn .
K:chiều dài đoạn cần uốn.
Do đó, khi uốn ta phải chọn góc uốn cần thiết a sao cho thỏa mản điều kiện .
Bán kính uốn lớn nhất
Trong đó: E: mođun đàn hồi =
S: bề dày của phôi = 0,5 mm
: giới hạn chảy của thép CT3
Bán kính uốn nhỏ nhất:
Trong đó: : Độ giản dài tương đối của thép CT3 (%)
Ta có thể tính toán bán kính uốn nhỏ nhất theo công thức thực nghiệm
Với K là hệ số tra theo bảng của thép CT3, K = 0,5
Vậy bán kính uốn nhất là
*Các yếu tố ảnh hưởng tới bán kính khi uốn:
+Cơ tính vật liệu và trạng thái nhiệt luyên: Nếu vật liệu có tinh dẻo tốt và đả qua ủ mềm thì rmin.có giá trị nhỏ hơn khi biến dạng.
+Ảnh hưởng của góc uôn: Cùng một bán kính như nhau, các góc uốn a càng nhỏ thì khu vực biến dạng càng lớn.
+Ảnh hưởng của trạng thái mặt cắt của vật liệu: Khi cắt phôi trên mặt cắt có ba via hoặc nhiều vết nứt thì khi uốn sẻ sinh ra ứng lực tập trung và tại những nơi đó dể gãy bởi vây vẩn tăng rmin.
Ta chọn bán kính uốn cần thiết là 0,3 mm
Theo thiết kế của sản phẩm thì ta chọn bề rộng của phôi là 30 mm
Độ co rút của vật liệu thép CT3 là 2%
Chọn vận tốc uốn là 0,2 m/s
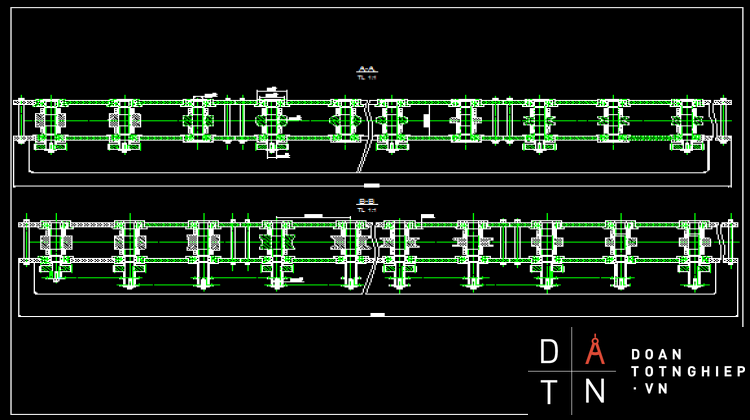
Theo như thiết kế ta có 11 cặp lô cán taọ hình cho sản phẩm.
Chọn đường kính của con lăn dưới là 41 mm
Ta có số vòng quay của con lăn là
v/ph.
Tính toán lực uốn
Lực uốn trong khuôn dập bao gồm uốn tự do và lực là phẳng (tinh chỉnh) vật liệu. Trị số lực phẳng lớn hơn nhiều so với lực uốn tự do.
Với giới hạn chảy của thép CT3
.......................................
Chương 10: KẾT LUẬN
Thiết kế máy là một công việc khó khăn phức tạp, đòi hỏi người thiết kế phải nắm vững những kiến thức cơ bản của các môn học một cách sâu sắc như: Nguyên ly máy, chi tiết máy, sức bền vật liệu, kim loại học, công nghệ kim loại, chế tạo phôi, nguyên lý cắt, công nghệ chế tạo máy,......
Ngoài ra còn phải biết nhất định ngành nghề liên quan, có kinh nghiệm thực tế vận hành củng như yêu cầu kỹ thuật đề ra trong quá trình thiết kế .
Sau khi xác định nhiệm vụ tốt nghiệp “ Thiết kế mô hình máy cán nẹp tam giác” . Trải qua thời gian đầu bở ngỡ, nhất là việc tim tài liệu và tìm hiểu thực tế. Nhưng với sự giúp đỡ tận tình của thầy Ngô Ngọc Tuyền, sau hai tháng làm việc đến nay đồ án đã được hoàn thành .
Nội dung đồ án gồm:
- Phần thuyết minh.
- Phần các bãn vẽ cần thiết.
Tất cả nội dung của đồ án đẵ trình bày được đặc tính, nguyên lý kế cấu của toàn bộ dây chuyền cán nẹp tam giác. Nói chung nguyên lý hoạt động đơn giản, kết cấu thuận tiện dễ sữ dụng, bảo quản và tính an toàn khi làm việc cao.Số lượng công nhân đứng máy ít, năng suất phù hợp với nhu cầu thực tế hiện nay.
Qua thời gian làm đề tài, giúp hệ thống, tổng kết được tất cả những kiến thức đã học để ứng dụng vào việc thiết kế, ngoài ra còn giúp nắm vững hơn những yêu cầu cần thiết trong việc thiết kế quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất theo yêu cầu trong điều kiện và quy mô sản xuất cụ thể.