ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CẢI TIẾN Máy ép nước mía mini CT
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CẢI TIẾN Máy ép nước mía mini
I. Giới thiệu và phân tích về máy ép mía.
|
T |
rên thị trường việt nam hiện nay có rất nhiều loại nước giải khát để đáp ứng nhu cầu giải khát của con người như các sản phẩm của numberone, pepsi, cocacola, tribeco….. nhưng những thành phần hóa học trong các loại nước này không ít thì nhiều cũng gây ảnh hưởng tới sức khỏe của mọi người.
Do đó, hiện nay mọi người đang co xu hướng dùng những loại nước có nguồn gốc xuất xứ từ thiên nhiên. Loại nước tự nhiên hiện nay được mọi người ưa chuộng là nước mía. Loại nước có xuất xứ 100% từ thiên nhiên. Nước mía được ép lấy từ cây mía đường. loại máy phổ biến hiện nay được dùng để ép mía là loại máy ép mía hai trục.
Mía sau khi được gọt vỏ và rửa sạch sẽ được cho đi qua hai trục cán của máy. Nước được hứng phía dưới qua lớp lọc cặn. mía sau khi đi qua trục cán lần thứ nhất thì sẽ được gập đôi lại cho cán lần hai, cứ tiếp tục như vậy cho đến khi mía hết nước. Trên trục cán của máy có những rãnh thẳng song song ở trục dưới có tác dụng dẫn hướng, trục trên có rãnh xoắn vòng quanh trên trục có tác dụng cán nát mía đồng thời cả hai tạo ra ma sát để cuốn mía vào.
Những loại máy này khi sử dụng sẽ có những khuyết điểm sau:
- do khe hở giữa hai trục cán quá lớn, nên phải cán đi cán lại mía nhiều lần.
- vì phải ép đi ép lại nhiều lần nên năng suất lao động giảm, tốn thời gian.
- Các trục cán và ổ bi không được che chắn nên không đảm bảo vệ sinh.
- Sau khi sử dung qua một thời gian thì ổ bi bị rỉ sét, đóng cặn… do bị nước mía bắn vào.
- Không an toàn cho người sử dụng và những người đứng gần, vì truc cán không được che chắn nên dễ bị cuốn tay họăc áo vào trục cán. Đã có nhiều trường hợp khi sử dụng máy đã bị cán nát ngón tay hoặc cánh tay.
Để khắc phục những nhược điểm trên máy nước mía siêu sạch cải tiến 3 trục đã ra đời. dựa trên nguyên lý hoạt động của máy ép mía hai trục.
Máy nước mía cải tiến ra đời với những ưu điểm sau:
- Máy được tăng thêm một trục cán tạo thành hai cặp trục, khe hở qua từng cặp trục giảm giần, do đó mía chỉ cấn ép một lần. Khi chế tạo trục thì trục I và III có bước xoắn trên trục giống nhau, trục II có những rãnh song song nhau.
- Năng suất lao động tăng do số lần ép giảm xuống.
- Các trục cán và ổ bi được che chắn cẩn thận nên đảm bảo được vệ sinh, an toàn cho người sử dụng.
- Bộ truyền giảm tốc được thiết kế lại làm cho máy nhỏ gọn hơn nhưng vẫn đảm bảo đủ lực cán cần thiết.
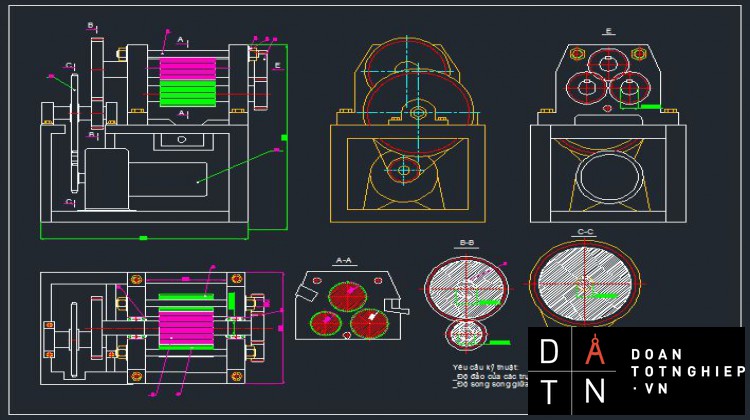
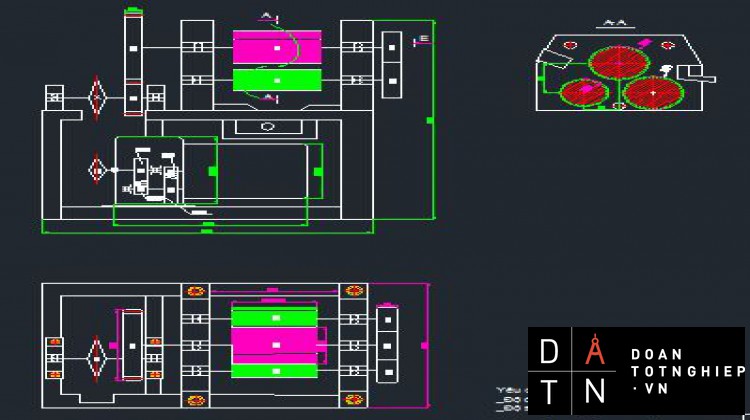
II. Nguyên lý làm việc của máy .
Nguyên lý hoạt động: moment xoắn từ động cơ truyền qua bộ giảm tốc bánh xích và bánh răng thẳng đến trục chính tạo ra moment cán mía.
Trên cơ sở sơ đồ động và nguyên lý họat động của máy ép mía hai trục ta cải tiến thành sơ đồ động và nguyên lý hoạt động của máy ép mía 3 trục.
Ta có phương án bố trí trục trong không gian và khoảng cách giữa các trục:
+ Bố trí lại trục trong không gian: ba trục cán được bố trí theo hình tam giác để tạo thành từng cặp trục cán, trong đó trục I là trục chủ động truyền moment xoắn cho hai trục còn lại thông qua bộ truyền bánh răng có tỷ số truyền là 1.
Sơ đồ bố trí trục:
+ khe hở giữa các trục:
Trên máy ép hai trục 2 trục cán được bố trí song song với nhau và có khe hở giữa hai trục cán lớn nên phải ép mía đi lại nhiều lần mía mới hết nước. trên máy cải tiến 3 trục ta chọn lại khe hở giữa các trục cán nhỏ lại để đảm bảo yêu cầu làm cho xác mía khô.
Qua tìm hiểu thực tế thì các khe hở giữa các trục như sau:
_ khe hở giữa trục cán I và II là 8 (mm)
_khe hở giữa trục cán I và III là 2(mm)
Mía sau một lần cán sẽ khô nước, nhưng trong quá trình cán mía đã được cán hai lần.
+ lần I: mía được cán qua trục I và trục II, mía đã được ép đi một phần nước.
+ lần II: mía được cán qua trục I và trục III, vì khe hở giữa hai ổ trục nhỏ nên mía được ép khô hoàn toàn.
Chọn cơ cấu truyền động giảm tốc:máy ép mía hai trục sử dụng hai bộ truyền giảm tốc gồm một bộ truyền bánh đai và một bộ truyền bánh răng thẳng.
Tốc độ từ động cơ là n= 1450 (v/p) đến trục chính chỉ còn 8(v/p) làm cho cơ cấu bộ giảm tốc của máy phải lớn để đảm bảo tỷ số truyền, làm cho bộ giảm tốc củ máy lớn. bộ giảm tốc ngoài và không được bôi trơn tốt, ma sát truyền động giữa các bộ truyền quá lớn nên gây ồn. bộ truyền giảm tốc không được che chắn cẩn thận nên không an toàn cho người sử dụng.
Trên máy cải tiến ba trục để tránh bộ giảm tốc quá lớn và không gây ồn ta cải tiến lại như sau:
+ Tăng số bộ truyền giả tốc từ hai cấp lên ba cấp để kết cấu bộ giảm xuống.
+ Dùng hai bộ truyền giảm tốc bánh răng nghiêng vì bánh răng nghiêng khi làm việc sẽ êm hơn.
+ Do khoảng cách giữa động cơ và bộ ép xa, yêu cầu làm việc êm, bộ truyền có kết cấu đơn giản và giữ an toàn cho các chi tiết khác khi quá tải đột ngột khi cán mía có trường hợp mía bị kẹt. vì vậy ta chọn bộ truyền giảm tốc còn lại là bộ truyền đai, kết hợp với bộ căng đai đẻ điều chỉnh khoảng cách đai cho phù hợp khi đai bị giãn hoặc lúc tháo lắp.
Truyền động giữa trục cán I với trục cán II và trục cán III ta chọn bộ truyền bánh răng thẳng đảm bảo tỷ số truyền ổn định, tốc độ ba trục cán phải như nhau để tránh ứng suất đột ngột khi ba trục cán không quay cùng tốc độ.
Như vậy sau khi chon lại bộ giảm tốc thì cơ cấu giảm tốc nhỏ gọn hơn nhiều bộ giảm tốc máy hai trục, kết cấu máy cũng nhỏ gọn hơn, cơ cấu truyền động được che chắn tốt hơn, đảm bảo an toàn cho người sử dụng.
III. Tính toán thiết kế máy:
1.Chọn động cơ điện :
Yêu cầu : Tải trọng trên trục là P = 4500 kg, vận tốc v = 0,08 mm
Ta có:
Công suất cần thiết :
Nct =
Trong đó N = = = 0,225 KW
hiệu suất bộ truyền đai
hiệu suất bô truyền bánh răng
hiệu suất bộ truyền một cặp ổ lăn
Vậy : Nct = KW
õCần phải chọn công suất động cơ lớn hơn Nct.
Chọn động cơ có công suất Nđc = 0,375 KW, n = 1440 vòng/phút.
Để máy nhỏ gọn và không mất thời gian chế tạo bộ giảm tốc ta chọn loại động cơ giảm tốc bánh răng nghiêng có hộp tốc độ 2 cấp.
Thông số của động cơ hộp giảm tốc 2 cấp :
Tỷ số truyền 1/20
Thông số bộ truyền: bộ truyền bánh răng có , m= 1mm
+ Bánh răng Z1= 21 răng
+ Bánh răng Z2 = 21 răng
+ Bánh răng Z3 = 21 răng
+ Bánh răng Z4 =44 răng
+ Bánh răng Z5 = 18 răng
õTa có sơ đồ nguyên lý của máy:
2.Thiết kế bộ truyền bánh răng
vì tỉ số truyền là 1 nên chỉ tính cho 1 răng .
_Chọn vật liệu chế tạo bánh răng : thép C45 có :
, HB = 230, Phôi rèn
_Định ứng suất cho phép :
_Tính ứng suất uốn:
Răng làm việc 1 mặt . Răng chịu ứng suất thay dổi mạch động:
Ta có :
_Sơ bộ chọn hệ số tải trọng & vật liệu chế tạo có khả năng chạy máy êm , vận tốc thấp , chọn K= 1,3
_Chọn hệ số chiều rộng bánh răng.
Bộ truyền chịu tải lớn :
_Xác định khoảng cách trục A sơ bộ :
_Tính vận tốc vòng V của bánh răng và chọn cấp chính xác chế tạo bánh răng:
Từ vận tốc V ta tra bảng 3-11 sách thiết kế chi tiết máy , chọn cấp chính xác chế tạo bánh răng là 9
_ Định chính xác tải trọng và khoảng cách trục A :
Hệ số tải trọng :
K = Ktt . Kđ
Ktt : Hệ số tập trung tải trọng , Ktt = 1 , tải trọng ít thay đổi
Kđ : Hệ số tải trọng động , kđ = 1
Vì
Tính lại khoảng cách trục A :
_Xác định modul , số răng chiều rộng bánh răng:
mn= ( 0,01 – 0,02 ) A = ( 0,01 - ,002) . 52 = 0,52 – 0,54 mm
Tra bảng 3-1 lấy mn=1 mm
-Số răng
-Chiều rộng bánh răng:
¯Kiểm nghiệm sức bền uốn răng;
: Không đảm bảo
Nên ta chọn m= 2 mm và số răng z= 21
: Đảm bảo yêu cầu
_Các thông số hình học của bộ truyền :
- Modul m = 2 mm
- Số răng z= 26 răng
- Góc ăn khớp
- Đường kính vòng chia : dc = 2. 26 = 52 (mm)
- Đường kính vòng đỉnh : De= 52 + 2m = 52 + 4 = 54 (mm)
- Đường kính vòng chân : Di= 52 – 2,5m = 52 – 5 = 47 (mm)
_Lực tác dụng lên trục :
-Lực vòng :
-Lực hướng tâm :
Pr= P . tg200 = 2694 . tg200 = 980 (N)
3.TÍNH TOÁN THIẾT KẾ TRỤC
õTính toán thiết kế trục I :
_Tính đường kính sơ bộ :
Lấy d = 25 mm , theo bảng 14P ta được chiều rộng ổ bi là B = 12 mm
_ Tính gần đúng trục :
Có Mx=
Các lực tác dụng lên trục:
Rđ = 97 (N)
P1= 2694 N
Pr= 980 (N)
Px= 3182 (N)
BIỂU ĐỒ LỰC CỦA TRỤC I
-Tính phản lực tác dụng lên gói đỡ :
¬Mặt phẳng yoz:
SRAy+ Rđ + Py + Pr -RBy = 0
RAy = 97 + 3182 + 980 + 1375 = 2884 (N)
¬Mặt phẳng xoz :
¬Tính momen uốn tại những tiết diện nguy hiểm :
- Ở tiết diện n-n :
Mu(n-n) =
- Ở tiết diện m-m :
Mu(m-m)=
- Đường kính trục tại tiết diện (n-n) và ( m-m)
- Đường kính trục tại tiết diện (n-n):
( Theo bảng 7-2 )
-Đường kính trục tại tiết diện (m-m):
( Theo bảng 7-2 )
→
Đường kính tại tiết diện (n-n) lắp ổ bi, lấy d = 25 mm , đường kính cần lấy d = 52 mm.
õTính toán thiết kế trục II.
Các lực tác dụng lên trục: P2=2694(N), Pr2 = 428(N),
Py=3182(N), Px =3182(N)
Sơ đồ lực của trục II
¯Tính phản lực tại các ổ bi :
-Tại A:
-Tại B:
¯Tính đường kính trục :
+ Momen uốn :
Mu(3-3) =
Mu(4-4 )=
+Momen tương đương :
Mtđ (3-3) =
Mtđ (4-4 )=
Tính đường kính trục tại tiết diện nguy hiểm
Tiết diện (1-1):
N/mm2
Tiết diện (2-2):
Vây tai tiết diện (1-1) chọn d=25mm, tại tiết diện (2-2) chọn d=52mm.
õKiểm nghiệm
Kiểm nghiệm tiết diện ( m-m):
( Trục được làm bằng thép C45 nên có )
Vì trục quay nên ứng suất pháp biến đổi theo chu kì đối xứng
Ta có : W =
Bộ truyền làm việc 1 chiều nên ứng suất tiếp biến đổi theo chu kì mạch động .
Chọn hệ số và theo vật liệu
Đối với thép cacbontrung bình = 0,1 và = 0,05
Hệ số tăng bền = 1
Chọn các hệ số , , ,
theo bảng 7-4/123 lấy = 0,78 , = 0,67
Bảng 7.8/127 chọn :
Tỉ số
Bảng 7.10 :
Thay các giá trị vào :
Hệ số an toàn cho phép :
Vậy đảm bảo an toàn
Để truyền momen & chuyển động từ trục đến bánh răng hoặc ngược lại nên ta chọn dùng then :
Do đường kính 3 trục tương đương nhau nên ta chọn then cho một trục
Theo đường kính trục dI để lắp then dI = 25 (mm)
( chọn hai then cùng kích thước)
Tra bảng 7-23 , chọn then có:
b= 8 mm , h= 7 mm
t= 4 mm , t1=3,1 mm , k=3,5 ( mm)
+ chiều dài then :
L=(1,2 -1,5) dI= (1,2 -1,5) = 30 mm
+Kiểm nghiệm sức bền dập :
Ta có :
Tra bảng :
: thỏa điều kiện
+Kiểm nghiệm sức bền cắt :
Tra bảng 7-21 = 120 (N/mm2)
: thỏa điều kiện
Đối với trục II và trục III , ta chọn then cùng kích thước như ở trục chính: b= 8 mm , h= 7 mm
t= 4 mm , t1=3,1 mm , k=3,5 ( mm)
¯ Tính chọn ổ bi :
Do đường kính chỗ ổ bi của 3 trục đều bằng nhau nên ta chọn ổ bi như nhau .
Tính ổ bi cho trục I . Chọn
Hinh ve:
Ta thấy lực tác dạng vào ổ bi tại A lớn hơn tại B do đó :
QA= RA=5589 (N)
Bảng 14P chọn ổ bi 105 có kính thước :
D= 47 mm , B = 12 mm , d2 = 32,2 mm , D2= 39,8 mm
Do momen tập trung tại trục I là lớn nhất nên ta chỉ cần chọn ổ bi cho trục I , hai trục còn lại lấy theo trục I .
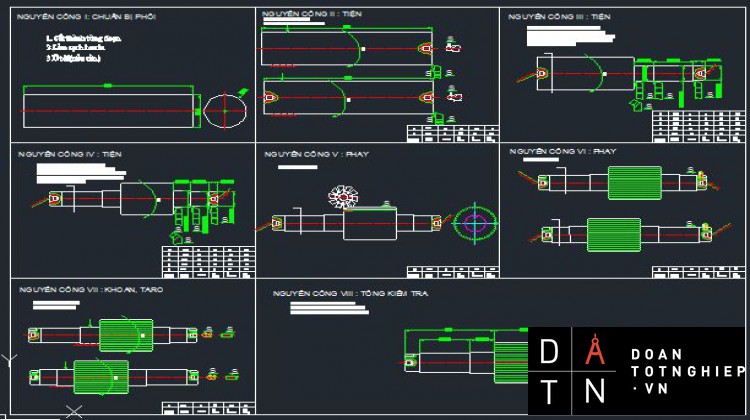
- Quy trình công nghệ gia công những chi tiết điển hình.
I.Biện luận quy trình công nghệ
Phôi trục cán
1.Nguyên công I: chuẩn bị phôi.
a. Làm sạch phôi:
b.Cắt đứt phôi:
Cắt đứt phôi bằng máy cưa vòng.Lưỡi cưa dạng hình vòng như đai dẹt được đặt trên hai bánh đà khoảng cách có thể điều chỉnh được.Khi cắt lưỡi cưa chạy vòng liên tục cắt chi tiết và đươc tưới nguội bằng nhớt hoặc dung dịch tưới nguội.Phương pháp cắt bằng cưa cho năng suất cao,lưỡi cưa mỏng nên khe hở cưa nhỏ giảm hao phí vật liệu.
c.Kiểm tra kích thước phôi .
Dùng thước cặp 1/50 kiểm tra kích thước đường kích và chiều dài phôi.
2.Nguyên công II: Tiện
Gia công trên máy tiện 1K62
Dao:Dao tiện đầu cong có kích thước 25x25.góc φ = 45°. Φ1 = 45°.
Mũi khoan tâm Ø4
Dụng cụ đo: thước cặp 1/50
Chuẩn định vị là mặt trụ ngoài khống chế 4 bậc tự do .
Chọn phương pháp kẹp chặt : mâm cặp ba chấu tự định tâm.
Chế độ cắt.
Bước 1. Khỏa mặt đầu 1
+ Chiều sâu cắtt =2mm
+ Lượng chạy dao tra bảng 25-1 sách Chế Độ Cắt Gia Công Cơ Khí S=(0.5-0.9).Tra Theo thuyết minh máy tiện 1k62 chọn Sm= 0.7 (mm/v)
+ Tốc độ cắt tra bảng 35-1 Chế Độ Cắt Gia Công Cơ Khí ta chọn V= 54 (m/phút)
tra thuyết minh máy 1K62 ta chọn n=315(v/p)
suy ra vt=
+ Thời gian chạy máy
Bước 2. Khoan lỗ tâm đầu 1:
+ Chiều sâu cắt t = 5(mm)
+ Tra bảng 8-3/88 sách Chế Độ Cắt Gia Công Cơ Khí chọn Sb=0.18-0.22(mm/v)
Ta chọn : S=0.2 (mm/v). Tra thuyết minh máy tiện 1K62 chọn Sm=0.21(mm/v)
+ Tốc độ cắt :tra bảng 11-3/91 Chế Độ Cắt Gia Công Cơ Khí V=50(m/phút)
Tra thuyết minh máy 1K62 n=250(v/p)
suy ra Vt=
+ Thời gian chạy máy
Bước 3:Tiện mặt đầu thứ 2
+ t =2mm
+ Sm=0.7 (mm/v)
+ v= 51.4 (m/phút)
+ n = 315 mm/v
+ Tm = 0.5 phút
Bước 4:Khoan lỗ tâm:
+ Chiều sâu cắt t=5(mm)
+ S=0.2 (mm/v)
+ v =50(m/phút)
+ n = 284 v/p
+ Tm = 0.5 phút
3. NGUYÊN CÔNG III: TIỆN
Chuẩn định vị là hai lỗ tâm khống chế 5 bậc tự do .
Chọn phương pháp kẹp chặt : mũi tâm di động .
Chế độ cắt.
Bước 1. Tiện thô Ø31.5, L=115mm.
+ Chiều sâu cắtt= 4 mm
+ Lượng chạy dao tra bảng 25-1 sách Chế Độ Cắt Gia Công Cơ Khí S=(0.4-0.8) (mm/v)
Tra theo thuyết minh máy tiện 1k62 chọn S=0.7 (mm/v)
+ Tốc độ cắt tra bảng 30-1 Chế Độ Cắt Gia Công Cơ Khí ta chọn V= 31(m/phút)
n= tra thuyết minh máy 1K62 ta chọn nt= 308 (v/p)
suy ra vt=
+ Thời gian chạy máy
Bước 2: Tiện tinh ф28±0.01, L=16±0.1
+ t=0.4mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 3: Tiện tinh ф30±0.021, L=67±0.1
+ t=0.2mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 4: Tiện tinh ф31±0. 25, L=32±0.1
+ t=0.1mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 5: Vát mép Ø28
Bước 6: Vát mép Ø 62
4.NGUYÊN CÔNG IV: TIỆN
Chuẩn định vị là hai lỗ tâm khống chế 5 bậc tự do .
Chọn phương pháp kẹp chặt : mũi tâm di động .
Chế độ cắt.
Bước 2. Tiện thô Ø31.5.
+ Chiều sâu cắtt= 4 mm
+ Lượng chạy dao tra bảng 25-1 sách Chế Độ Cắt Gia Công Cơ Khí S=(0.4-0.8) (mm/v)
Tra theo thuyết minh máy tiện 1k62 chọn S=0.7 (mm/v)
+ Tốc độ cắt tra bảng 30-1 Chế Độ Cắt Gia Công Cơ Khí ta chọn V= 31(m/phút)
n= tra thuyết minh máy 1K62 ta chọn nt= 308 (v/p)
suy ra vt=
+ Thời gian chạy máy
Bước 2: Tiện tinh ф28±0.01, L=16±0.1
+ t=0.4mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 3: Tiện tinh ф30±0.021, L=30±0.1
+ t=0.2mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 4: Tiện tinh ф31±0. 25, L=32±0.1
+ t=0.1mm
+ S=0.15 mm/v
+ v = 100.5 m/p
+ n = 1600 v/p
+ Tm = 0.5 phút
Bước 5: Vát mép Ø28
Bước 6: Vát mép Ø 62
5.NGUYÊN CÔNG V: PHAY RÃNH TAM GIÁC
Máy: Gia công trên máy phay 6H12
Dao: Dao phay đĩa.
Phay rãnh tam giác
- Chuẩn định vị là hai lỗ tâm khống chế 5 bậc tự do .
- Chọn phương pháp kẹp chặt : mũi tâm di động .
- Chế độ cắt.
+ Chiều sâu cắtt=5 mm
+ Lượng chạy dao tra bảng 63-5 Chế Độ Cắt Gia Công Cơ Khí
SZ=0.08-0.05 (mm/răng) ta chọn SZ =0.05 (mm/răng)
+ Tốc độ cắt tra bảng 63-5 Chế Độ Cắt Gia Công Cơ Khí ta chọn V=42.5(m/phút)
n=
Tra thuyết minh máy 6H82 ta chọn n=300(v/p)
suy ra v=
SM = SZ . z . n = 0,05 . 12 . 300 = 180 (mm/p)
Tra TMT máy : chọn SM = 190 (mm/p)
(mm/răng)
+ Thời gian chạy máy
6.NGUYÊN CÔNG VI: PHAY RÃNH THEN
Phay rãnh then
- Dao phay ngón
- Chuẩn định vị là hai lỗ tâm khống chế 5 bậc tự do .
- Chọn phương pháp kẹp chặt : mũi tâm di động .
- Chế độ cắt.
+ Chiều sâu cắtt=3.5 mm
+ Lượng chạy dao tra bảng 12-5 Chế Độ Cắt Gia Công Cơ Khí SZ=0.02-0.015 (mm/răng) ta chọn SZ=0.02 (mm/răng)
+ Tốc độ cắt tra bảng 80-5 Chế Độ Cắt Gia Công Cơ Khí ta chọn V=25(m/phút)
n=
Tra thuyết minh máy 6H82 ta chọn n=1500(v/p)
suy ra v=
SM = SZ . z . n = 0,02 . 5 . 1500 = 150 (mm/p)
Tra TMT máy : chọn SM = 190 (mm/p)
(mm/răng)
+ Thời gian chạy máy
7. NGUYÊN CÔNG VII: KHOAN, TARO
Gia công trên máy tiện 1K62
- Mũi khoan Ø 4
- Mũi ta rô M6
- ...........................................
a chọn nm=630(v/p)
suy ra vm==0.115(mm/v)
-Khoan
Chiều sâu cắt t=10(mm)
Tra bảng 111-2/152 (st cnctm tập 1)
Sb=0.35-0.43(mm/v)
Tra thuyết minh máy tiện T616 chọn Sm=0.43(mm/v)
Tốc độ cắt :tra bảng 113-2/153(st cnctm tập 1) Vb=17.7( mm/p)
Vt=Vb. K1. K2. K3 .K.4=17,7.0,87.1.1.1=15,4(mm/v)
K1 hệ số phụ thuộc chu kỳ bền của dao
K2hệ số phụ thuộc vào trạng thái của thép
K1 hệ số phụ thuộc chiều dài lỗ
K1 hệ số phụ thuộc vật liệu mũi khoan
Tra bảng 115-2/154. 116-2/154. 117-2/154. 118-2/155 (st cnctm tập 1) ta có
K1 =0,87 .K1 =1.K1=1. K1=1
nt=
tra thuyết minh máy T616 nm=250(v/p)
suy ra Vm=
-Khoét
Chiều sâu cắt t=0.4(mm)
Tra bảng 135-2/163 (st cnctm tập 1) Sb=0,6-0.7(mm/v)
Tra thuyết minh thư máy tiện Sm=0,7(mm/v)
Tốc độ cắt tra bảng 136-2/164 Vb=16,4(m/p)
Vt= Vb.K1.K2 =16,4.0,81.1=13,3(m/p)
K1 hệ số phụ thuộc vào chu kỳ bền của mũi khoét.
K2 hệ số phụ thuộc vào trạng thái của thép.
Tra bảng 138-2/164.116-2/154. ta có K1=0,81. K2=1
nt=
Tra thuyết minh máy T616 chọn nm=200(v/p)
Vm=
-Doa
Chiều sâu cắt T=0,1(mm)
Tra bảng 171-2/177.ta được Sb=1(mm/v)
Tra thuyết minh máy T616 Sm=1,04(mm/v)
Tốc độ cắt .tra bảng 172-2/178(st cnctm tập 1) Vb=7,9(m/p)
Vt=Vb.K1=7,9.0,85=6,7(m/p)
K1 hệ số điều chỉnh tốc độ cắt phụ thuộc vào chu kỳ bền.
Tra bảng 175-2/179 ta được K1=0,85
nt=
Tra thuyết minh máy tiện T616 ta chọn nm=100(v/p)
Vm=
B, Lần gá B
Vát miệng lỗ Ø20 còn lại
Tiện mặt đầu vát mép.
a,Gá đặt
Chi tiết được định vị 5 bậc tự do,mặt bên khống chế 3 bậc và mặt trụ ngoài khống chế 2 bậc.
b,Máy và dao
Vát trên máy tiện T616
Dùng mũi vát có góc cắt bằng không
c,Lượng dư gia công
Vát miệng lỗ 1.5x45°
d,Chế độ cắt
Chiều sâu cắt T=0,1(mm)
Tra bảng 171-2/177.ta được Sb=1(mm/v)
Tra thuyết minh máy T616 Sm=1,04(mm/v)
Tốc độ cắt .tra bảng 172-2/178(st cnctm tập 1) Vb=7,9(m/p)
Vt=Vb.K1=7,9.0,85=6,7(m/p)
K1 hệ số điều chỉnh tốc độ cắt phụ thuộc vào chu kỳ bền.
Tra bảng 175-2/179 ta được K1=0,85
nt=
Tra thuyết minh máy tiện T616 ta chọn nm=100(v/p)
Vm=
3,Nguyên công III.Sọc
Sọc then.
Bề rộng then 8mm và chiều sâu then 3 mm.
a,Chuẩn định vị.
Chi tiết được không chế 5 bậc tự do.Mặt đầu khống chế 3 bậc tự do và đường kính ngoài khống chế 2 bậc tự do.Để đảm bảo rãnh then vuông góc với mặt đầu.
b,Máy và dao.
Chọn máy xọc 514.
Xọc được đường kính lớn nhất 450 mm.
Công suất động cơ Ndc=2,8 KW.
Hiệu suất ŋ=0,65
Chọn dao sọc có bề rộng 8mm.
c,Chế độ cắt.
Chiều sâu cắt t =2,6/2=1,3(mm)
Tra bảng 32-2/72 (chế độ cắt) Sb=0,11-0,15(mm/htk)
Tra thuyết minh máy xọc 514 Sm=0,17(mm/htkt)
Tốc độ cắt .Tra bảng 37-2/74(chế độ cắt) V=6,4(mm/p)
Tra thuyết minh máy ta chọn n=253(htk/p)
4,Nguyên công IV phay răng.
a,Chuẩn định vị.
Chi tiết được định vị 6 bậc tự do.Lỗ Ø28 khống chế 4 bậc tự do,mặt đầu không chế 2 bậc tự do và rãnh then khống chế 1 bậc còn lại.Để đảm bảo răng vuông góc với mặt đầu và đường kính vòng chia đồng tâm với lỗ Ø28.
b,Máy và dao.
Máy chọn máy phay 6H12
Bề mặt làm việc của bàn 320x1250
Công suất động cơ Ndc=7 KW
Hiệu suất động cơ ŋ=0,75
Dùng dao phay lăn răng m=3 .Đường kính dao 30mm
c,Chế độ cắt.
Với m=3 <7 nên cắt 1 lần
Chiều sâu cắt t =2,25m=2,25.3=6.7(mm)
Tra bảng 308-2/261(st cnct máy tập 1)
So=1,2-1,6(mm/v)
Tra thuyết minh máy phay 6H12
Sm =1,5(mm/v)
Tốc độ cắt.Tra bảng 313-2/263(st cnct máy tập 1) Vt=42(m/p)
nt=
Tra thuyết minh thư máy phay 5324 chọn nm=250(v/p)
Vm=
5,Nguyên công V.Tổng kiểm tra
V. Kết luận:
Với sự hướng dẫn tận tình của các thầy, sau khi hoàn thành đồ án tốt nghiệp nhóm em đã hiểu thêm được nhiều điều về vấn đề gia công, chế tạo, lắp ráp máy… Ngoài ra nhóm em còn học được phương pháp thiết kế tài liệu chế tạo máy. Một lần nữa chúng em xin chân thành cảm ơn sự giúp đỡ của quý thầy cô Khoa Cơ Khí trường và đặc biệt là thầy đã giúp chúng em hoàn thành tốt đồ án tốt nghiệp này.




