TÍNH TOÁN VÀ THIẾT KẾ MÁY PHAY GỖ CHÉP HÌNH GIÁ RẺ TỰ CHẾ
NỘI DUNG ĐỒ ÁN
NỘI DUNG ĐỒ ÁN TỐT NGHIỆP MÁY PHAY GỖ CHÉP HÌNH GIÁ RẺ TỰ CHẾ
PHẦN 1 : TỔNG QUAN
Ngề sản xuất và chế biến gỗ đã được hình thành tồn tại và phát triển lâu đời ở nước ta. Đây là ngành ngề có truyền thống đã hang trăm ngàn năm , gắn liền với tên nhiều làng ngề, phố ngề , được biểu hiện qua nhiều sản phẩm tinh xảo và hoàn mỹ. quá trình phát triển của các sản phẩm đồ gỗ truyền thống luôn gắn với những thăng trầm trong lịch sử của xã hội việt nam. Những kỹ năng, kinh ngiệm sản xuất được đút rút, lưu truyền từ thế hệ này sang thế hệ khác làm cho ngành ngề ngày càng phong phú, đa dạng. do vậy, nó đã phát triển và đúc kết được những tinh hoa truyền thống của dân tộc.
Từ thế kỉ XI dưới thời nhà lý việc xuất khẩu mặt hang đồ gỗ cùng với những mặt hang thủ công mỹ ngệ khác đã được thực hiện. qua 11 thế kỉ các phường thợ, làng ngề truyền thống đã trải qua nhiều bước thăng trầm, một số làng ngề bị suy vong nhưng bên cạnh đó cũng có một số làng ngề mới xuất hiện và phát triển. hiện nay chúng ta có khoảng hai trăm làng ngề làm đồ gỗ trên mọi miền tổ quốc. những làng ngề như: Vạn Điểm, Chàng Sơn, Hữu Bằng,…… đã từ lâu trở nên quen thuộc với những người đan tiirnh phía bắc. còn ở phía nam có các làng ngề mộc nổi tiếng như Đà Nẵng, Khánh Hòa,Đồng Nai, Đắc Lắc………..
I.Yêu cầu xã hội
Từ xưa đến nay, gỗ là một loại nguyên vật liệu không thể thiếu trong đời sống.
Ngày xưa, gỗ được sử dung chủ yếu làm vật liệu để xây nhà, làm nhiên liệu để đốt, làm đồ dân dụng trong đời sống hằng ngày(bàn, tủ, ghế,...) tuy nhiên thì nhưng đồ vật ấy chỉ được con người chế tạo bằng tay nên năng suất gia công không cao và sản phẩm không đạt độ chính xác cao.
Ngày nay, Nước ta đã đi vào thời kỳ công nghiệp hóa – hiện đại hóa, khoa học kỹ thuật tiên tiến, đời sống của người dân được cải thiện cho nên việc gia công gỗ bằng thủ công sẽ được thay thế bằng nhưng máy móc hiện đại. Việc gia công gỗ bằng máy làm cho năng suất tăng lên, sản phẩm đạt độ chính xác cao,…tuy nhiên cũng tốn kém không ít thời gian cho viêc tạo ra sản phẩm cuối cùng. Vì trong quá trình gia công để tạo ra sản phẩm cuối cung thì phải chảy qua nhiều loại máy khác nhau như: Tiện, khoan,… Cho nên để đáp ứng nhu cầu của con người và để khắc phục cho việc gia công gỗ trở nên nhanh hơn, ít tốn thời gian thì đồ án thiết kế máy Gia công gỗ liênhợp Tiện, Phay, Khoan và cắt của nhóm em tao ra máy gia công gỗ liên hợp với 4 chức năng là tiện, khoan, phay và cắttrên cùng một máy để nhằm cho việc gia công gỗ đơn chiếc sử dụng nhiều máy sẽ được thay thế bằng một máy.
II. Tổng quan về phay chép hình
Dùng để phay những dạng bề mặt phức tạp, thường phân ra hai loại bề mặt: loại công tua phẳng như cam phẳng, đường phẳng, phôi không tròn…vv…, loại công tua không gian như khuôn mẫu ép, mặt tuabin, mái chèo, cam không gian..vv…
Có 2 nhóm máy phay chép hình, nhóm dùng để gia công dạng bề mặt công tua phẳng phức tạp và nhóm gia công dạng công tua không gian phức tạp. Các cơ cấu dung truyền dẫn cho 2 nhóm máy phay này thường là cơ cấu cơ khí, điện khí và dầu ép. Các máy phay chép hình xuất hiện ở liên xô từ năm 1935 với ký hiệu 64441 và P-63. Sau đây ta ngiên cứu chép hình theo 3 loại cơ cấu trên.
- Hệ thống chép hình bằng cơ khí:
Cơ cấu chép hình gồm : dao phay, chốt dò, cả hai đều lắp chung trong ụ máy, có khoảng cách cố định. Chuyển động quay truyền cho phôi và mẫu chép hình quay đồng bộ. Mẫu quay đẩy chốt dò tỳ theo vết mẫu làm cho dao phay chuyển dịch theo vết để gia công phôi. Đối trọng có tác dụng giữ cho mẫu và chốt dò luôn ép sát vào nhau.
- Hệ thống chép hình dầu ép:
Bơm dầu có lưu lượng Q không đổi, phân lưu lượng ra hai nhánh Q1 và Q2. Q=Q1+Q2.
Bàn máy được chuyền dẫn bằng cơ khí, chạy dao ngang S1 trên mặt chép hình của mẫu sẽ tác dụng lên chốt kim, dò làm quay đòn bẩy xung quanh tâm C ấn van trượt xuống làm thay đổi khe hở K dẫn đến thay đổi lưu lượng dầu, qua đó sẽ thay đổi Q1. Gỉa sử Q1 tăng có ngĩa là Q2 giảm, trọng lượng bàn máy sẽ thắng áp lực dầu( do Q2 truyền tới) nên bàn máy hạ xuống( chạy dao S2 đứng) dao phay sẽ gia công được phần lồi của chi tiết tương ứng với phần lồi của mẫu. Chép hình dầu ép rất nhạy, bảo đảm gia công chi tiết chính xác, mặt khác không yêu cầu liên hệ cứng giữa dao phay và chốt dò. Hệ thống chép hình bằng điện khí.
Trong hệ thống này phải sử dụng các ly hợp điện từ để chạy dao dọc bàn máy, ly hợp điện từ M2 để chậy dao đứng lên trên , M3 để chạy dao đứng xuống dưới.
Mẫu chép hình sẽ tác dụng lên chốt dò để nối mạch điện thực hiện bàn máy chuyển động theo 3 chiều. Qúa trình chép hình ở đây không liên tục , nên đường cong chép hình không được chính xác như hệ thống chép hình bằng dầu ép.
III/.Giới thiệu sản phẩm
Bộ chày cối là một sản phẩm tiện ít trong gian bếp của các gia đình hiện nay. Nó hỗ trợ đắc lực cho gia đình bạn trong việc chế biến nhiều món ăn yêu thích cho cả gia đình đồng thời nó giúp chúng ta sang tao thêm được nhiều món mới lạ.Bộ chày cối được làm từ chất liệu gỗ tự nhiên chắc chắn bền bỉ và có mẫu mã đẹp với thời gian. Bề mặt gỗ được xử lí qua công ngệ hiện đại cho sản phẩm mịn màng dễ dàng sử dụng và vệ sinh sau khi xử dụng.
Độ bền cao và mẫu mã đẹp là một trong nhưng tiêu chí mà khách hàng luôn hướng đến . Đây được xem là thước đo về năng lực, cũng như uy tín của các doanh nghiệp. Một sản phẩm tạo ra ngoài độ bền cao, thì chi tiết gia công rất được chú ý.
Để tạo ra các sản phẩm như : ấm trà, bình bong, chày ,cối, thớt… đều phải trải qua rất nhiều công đoạn. Nào là việc gia công phôi thô, đến các khâu cưa xẻ, bào nhẵn cuối cùng là công đoạn lắp ghép. Mỗi công đoạn đều nắm giữ một vai trò quan trọng trong toàn bộ quy trình sản xuất. Tuy nhiên công đoạn đặc biệt quan trọng nhất chính là lắp ghép thành phẩm.
Ngày trước việc lắp ghép các bộ phận thường trải qua từng phần, đầu tiên nhân công phải tạo ra các rãnh mộng trên bề mặt thành phẩm, các rãnh mộng này tùy thuộc vào bề mặt sản phẩm mà họ gia công đây được gọi là khâu “ tạo mộng âm ”. Kế đến, họ tiếp tục tạo ra các đầu mộng sao cho khớp với rãnh mộng đã làm đây được gọi là khâu “ tạo mộng dương ”. Các rãnh mộng & đầu mộng được tạo ra yêu cầu phải đồng nhất. Cuối cùng họ bôi keo và lắp ghép chúng lại với nhau. Các thành phẩm tạo ra phải đảm bảo được độ bền và tính chắc chắn. Hầu hết tất cả các thao tác trên đều phài gia công bằng tay hoặc thông qua các dòng máy khoan tạo mộng cơ bản. Việc lắp ghép các mối nối như các cách trên thường không đạt độ bền cao cũng nhưng phần kết cấu của sản phẩm không được cứng cáp và vững chắc
Ngoài kỹ thuật ghép mộng truyền thống hiện ta còn có kỹ thuật mới. Đó là tạo khớp nối, đây được xem là một trong những kỹ thuật chủ yếu trong nghề mộc tại Nhật & các quốc gia phương tây. Ở các nước châu á, kỹ thuật này chủ yếu dùng để kết nối các cột trụ hoặc dầm nhà.
Với điểm mạnh là làm gia tăng độ bền vững giữa các khớp nối giúp kết cấu của sản phẩm cứng cáp hơn. Tuy nhiên, để tạo ra được các mối ghép đó đòi hỏi độ chính xác gần như tuyệt đối, vì chỉ cần một sai sót có thể làm lệch mối nối.
Có thể xét qua những điểm mạnh mà máy phay gỗ chép mang lại
- Tiết kiệm tối đa thời gian gia công: Bạn hãy tưởng tượng chỉ cần một lần thiết lập tọa độ làm việc sau đó lưu chúng lại bạn sẽ không phải tốn quá nhiều thời gian điều chỉnh như các dòng máy cơ bản. Với khả năng đó tôi tin rằng khối lượng sản phẩm bạn tạo ra sẽ lớn hơn rất nhiều
- Độ chính xác gần như là tuyệt đối: Áp dụng công nghệ lấy tọa độ điểm, các khớp nối mà máy tạo ra luôn đạt độ chính xác gần như tuyệt đối.
- Tiết kiệm chi phí gia công: Để có thể tạo ra các khớp nối đòi hỏi nhân công phải có tay nghề cao. Nên khối lượng sản phẩm cũng tỷ lệ thuận với chi phí để thuê nhân công có tay nghề..
IV/.Yêu cầu của máy
1. Các chỉ tiêu về hiệu quả sử dụng
- Máy thiết kế phải có năng suất và hiệu quả tương đối cao,tiết kiệm điện năng, kích thước tương đối nhỏ gọn, chi phí đầu tư thấp và vận hành tương đối dễ dàng...
- Để làm được đều này người thiết kế máy cần hoàn thiện về sơ đồ kết cấu của máy đồng thời chọn các thông số thiết kế và các quan hệ về kết cấu hợp lý.
2 . Khả năng làm việc
- Máy có thể hoàn thành các chức năng đã định mà vẫn giữ được độ bền, không thay đổi kích thước cũng như hình dạng của máy, ngoài ra vẫn giữ được sự ổn định, có tính bền mòn, chịu được nhiệt và chấn động.
- Để máy có đủ khả năng làm việc cần xác định hợp lý hình dạng, kích thước chi tiết máy, chọn vật liệu thích hợp để chế tạo chúng và sử dụng các biện pháp tăng bền như nhiệt luyện,...
3. Độ tin cậy
- Độ tin cậy là tính chất của máy vừa thực hiện được các chức năng đã đề ra đồng thời vẫn giữ được các chỉ tiêu về sử dụng (như năng suất, công suất, mức độ tiêu thụ năng lượng, độ ổn định,...) trong suốt quá trình làm việc hoặc trong quá trình công việc đã quy định.
- Phụ thuộc vào quá trình làm việc không hỏng hóc trong một thời gian quy định hoặc trong quá trình lám việc.
4. An toàn trong sử dụng
- Một kết cấu làm viêc an toàn có nghĩa là trong đều kiện sử dụng bình thường thì kết cấu đó không gây tai nạn nguy hiểm cho người sử dụng, cũng như không hư hại cho thiết bị xung quanh.
5. Tính công nghệ và kinh tế
- Đây là yếu tố cơ bản đối với máy để thỏa mãn yêu cầu về tính công nghệ và tính kinh tế thì máy thiết kế có hình dạng và kết cấu, vật liệu chế tạo phù hợp với đều kiện sản suất cụ thể. Đảm bảo khối lượng và kích thước hợp lý nhất, chi phí chế tạo thấp nhất quyết định giá thành sản phẩm.
- Máy nên thiết kế tối giản các chi tiết, kết cấu đơn giản, dễ chế tạo nhưng vẫn đảm bảo được đều kiện và quy mô sản xuất thực tế.
PHẦN 2 : THUYẾT KẾ MÁY
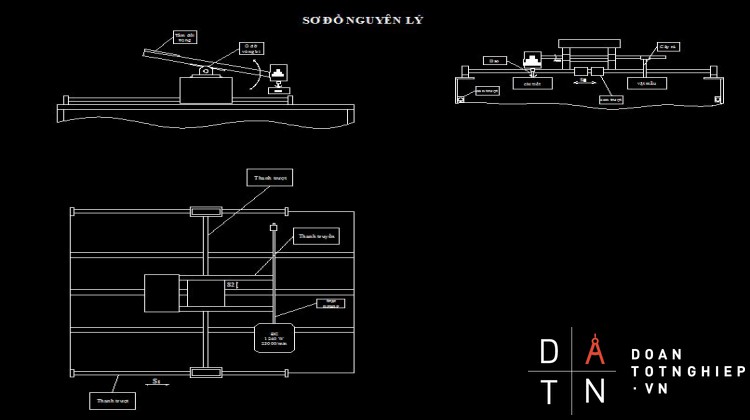
I. Lựa chọn ngyên lý làm việc
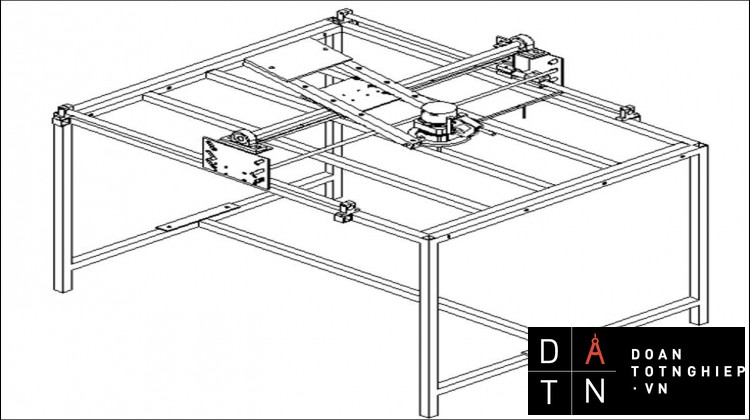
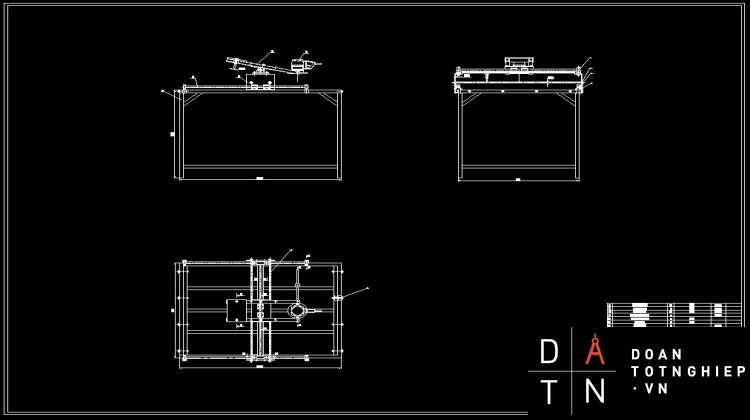
- Đề gia công được sản phẩm theo mẫu có sẵn thì nhất thiết động cơ cũng như đầu dao phải chuyển động linh hoạt để cắt được ra sản phẩm dựa vào mẫu, vì vậy máy phay chép hình phải được chế tạo, thiết kế thật tỉ mỉ,các chuyển động trơn tru, điều khiển dể dàng.
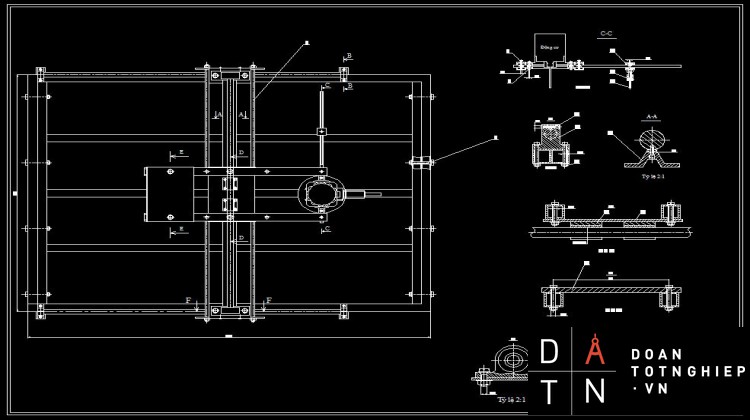
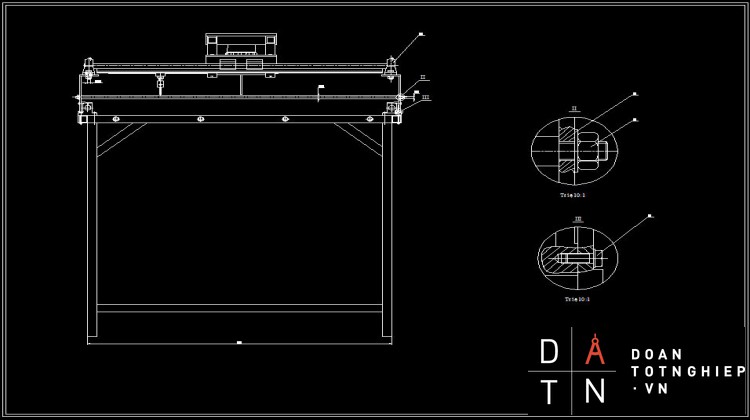
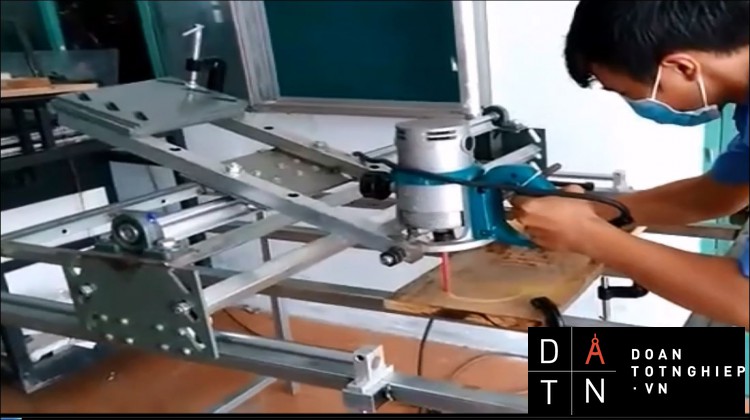
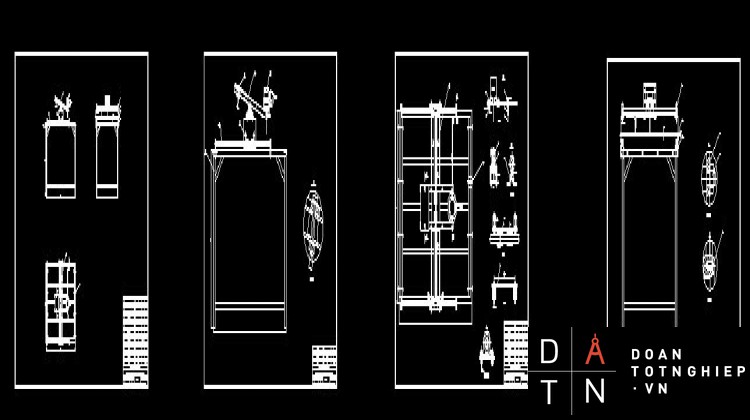
Mô hình máy phay gỗ chép hình
1.Chuyển động dọc
Chuyển động tịnh tiến dọc: động cơ (6) được gắn với thanh truyền (5) sẽ di chuyển dọc theo trục dẫn hướng (1) nhờ vào cụm lắp trục dẫn hướng (2) được thiết kế để di chuyển linh hoạt trơn tru. Tay vặn (3) để giữ chặt bạc lót lắp với cụm lắp trục dẫn hướng(2),tấm đứng(4) giữ chặt trên chi tiết (2) và kết nối với thanh truyền (5) giúp cho động cơ (6) di chuyển.
2.Chuyển động ngang và chuyển động xoay của động cơ
- Chuyển động tịnh tiến ngang: Động cơ được lắp chặt với trục vít(4) sẽ tịnh tiến ngang nhờ vào thanh truyền (2) ,thanh truyền (2) được lắp với trục dẫn hướng (1) thông qua bạc lót để hoạt động trơn tru,để giữ vững thì trục dẫn hướng(1) sẽ lắp chặt với tấm đứng(6).
- Chuyển động xoay của động cơ: động cơ chuyển động xoay nhờ vào trục vít(4) được lắp ghép với thanh truyền (2) thông qua bạc lót.
3.Chuyển động theo hướng đứng
Thanh truyền lắp với trục dẫn hướng ngang thông qua bạc lót,cho phép chuyển động xoay,giúp động cơ hướng xuống để gia công.
II.Tính toán động học máy
1. Tính Trục :
+ Chọn vật liệu
Ta chọn loại thép CT45, có giới hạn bền
+ tính sức bền trục
dsb ≥ C.→dsb ≥ 120. 20,8mm
a/ Tính sơ bộ:
moment tác dụng lên trục:
Mz= =
Chọn lại d theo tiêu chuẩn d = 20 – 21mm.
b/ Tính gần đúng:
- Vì chỉ có bánh đai nên ta chọn sơ bộ ổ trục không chịu lực dọc trục, ta chọn ổ lăn với d = 30mm. Ta chọn ổ bi loại UCP 210 một dãy với chiều rộng ổ B=52, D= 50.
- Momen xoắn: MX =
- Lực tác dụng lên trục :
- Lực vòng: P = = = 136,8 (N)
- Lực hướng tâm : Pr =
- Tổng chiều dài trục L = 360 (mm)
vXác định các kích thước theo phương dọc trục:
- L1 : khoản cách từ gối đỡ tới điểm đặt lực của bánh đai tác dụng lên trục.
L1=
Trong đó :
L5 = 1,2*d= 1,2*30= 30
L4 =10 tra bảng 7-1
L3 =15 tra bảng 7-1
B bề rộng ổ đỡi.
- L’ =150 khoản cách giữa 2 gối đỡ.
- L’’= 130 khoản cách từ gối đỡ tói điểm đặt lực của dao.
vTính phản lực liên kết tại các gối đỡ:
- Xét trong mặt phẳng đứng yoz :
- Xét trong mặt phẳng ngang xoz :
vVẽ biểu đồ nội lực của trục I:
vXác định đường kính trục I tại vị trí B:
Moment uốn :
Moment tương đương:
Đường kính trục tại vị trí B:
Tại B lắp ổ lăn nên chọn d= 30mm
Đường kính tại vị trí B và C bằng nhau.
vXác định vị trí lắp dao:
Moment uốn :
Moment tương đương:
Đường kính tại vị trí lắp dao:
Đường tại vị trí này phụ thuộc vào kiểu lắp của dao trên trục . Giả sử dùng mối ghép thang bằng d= 25 mm.
c/ Tính chính xác trục I:
vKiểm nghiệm tại tiết diện D của trục I
Trường hợp vật liệu làm trục là thép 45 có ứng suất bền
Giới hạn mõi uốn và xoắn đối với chu kỳ đối xứng:
Với đường kính trục tại vị trí kiểm nghiệm d= 25 mm tra bảng 7-3b ta được moment chống uốn :
Moment xoắn Mz= 11284 Nmm
Moment uốn Mu=18925 Nmm
Biên độ ứng suất pháp sinh ra trên trục:
Biên độ ứng suất tiếp trên trục:
Đối với vật liệu đã chọn, hệ số xét đến ảnh hưởng của trj số ứng suất trung binh có thể lấy
Hệ số tăng bền : Hệ số kích thước tra bảng (7-4):
Hệ số tập trung ứng suất do rảnh then tra bảng ( 7-8):
Thỏa điều kiện
vKiểm nghiệm tiết diện B hoặc C lắp ổ lăn của trục I
Trường hợp vật liệu làm trục là thép 45 có ứng suất bền
Giới hạn mõi uốn và xoắn đối với chu kỳ đối xứng:
Với đường kính trục I tại vị trí kiểm nghiệm B(C) : d= 30mm ta có moment chống uốn : Wu= 0,1*d3=0,1*30= 2700 mm3 và Wx= 0,2*d3= 0,2*303= 5400 mm.
Moment uốn tương đương như sau:
Ta nhận thấy
Biên độ ứng suất pháp sinh ra trên trục:
Biên độ ứng suất tiếp trên trục:
Đối với vật liệu đã chọn, hệ số xét đến ảnh hưởng của trj số ứng suất trung binh có thể lấy
Hệ số tăng bền : Hệ số kích thước tra bảng (7-4):
Hệ số tập trung ứng suất do rảnh then tra bảng ( 7-8):
Thỏa điều kiện
2.Tính ổ lăn trục:
Chọn ổ đỡ chặn có góc β=11030`, kiểu 7000.
Ta có:n=1460 v/p, và đường kính ngỗng trục d= 60mm
H=6720 giờ. Pa2=2274 N.xc
At1= Pa2 + SD – SF
At2= Pa2 + SF - SD
Ta có: RD
RF=
SD = 1,3 RDtg11030` = 1.3*1234,7*tg11030`=1.3*1234,7*0,1998 =320,7 N
SF = 1,3RFtg11030` = 1.3*9616,1*tg11030` =1.3*9616,1*0,1998 = 2497.65 N
At1 = Pa2 + SD – SF = 1968+320,7 – 2497.65 = - 208,95N
At2 =Pa2 + SF - SD = 1968- 320,7 + 2497.65 = 4144,95N
Ta có : At1
At2>0→ lực dọc trục tác động vào F; mà RD
Chọn phương án nào có tổng lực dọc trục tác dụng vào ổ có trị số nhỏ là ổ tại D. Chọn At1 để tính. At=At1 = =208,95 N
Tra bảng 8-2, chọn m=1.5
Tra bảng 8-3 chọn Kt= 1,1 tải trọng va đập nhẹ
Tra bảng 8-4, chọn Kn=1 đến 1000, Tra bảng 8-5, chọn Kv=1
Nếu ta chọn At2 thì bên F sẽ bị hỏng nhanh chóng do RF>RD và chịu thêm At
QD = ( RD.KV+m.At1).Kt.Kn=(1234,7*1+1.5*208,95)*1,1*1=169,13 daN
QF= ( RF.KV +mAt).Kt.Kn=(9616,1+1,5*0)*1,1*1=1057,8 daN
QF>QD nên chọn QF
Ct=QF(nh)0.3=1057,8(1460.6720)0.3=(1057,8+125,34)= 132586,88 daN
Tra bảng 18P, ta có Cb= 152000>Ct
Chọn ổ có kí hiệu 7512 với đường kính d=60mm
3.Chọn động cơ máy
- Độ cứng của gỗ 154kg/cm3 nên ta chọn động cơ có thong số như sau:
+ Lượng điện tiêu thụ khi máy hoạt động liên tục: 1500W
+ Khả năng soi: 12mm (1/2‘’)
+ Tốc độ không tải : 24000 vòng/phút
+ Đường kinh tế: 160mm (6-5/16‘’)
+ Dây dẫn điện: 5.0m (16.4 bước)
+ Động cơ 1 pha
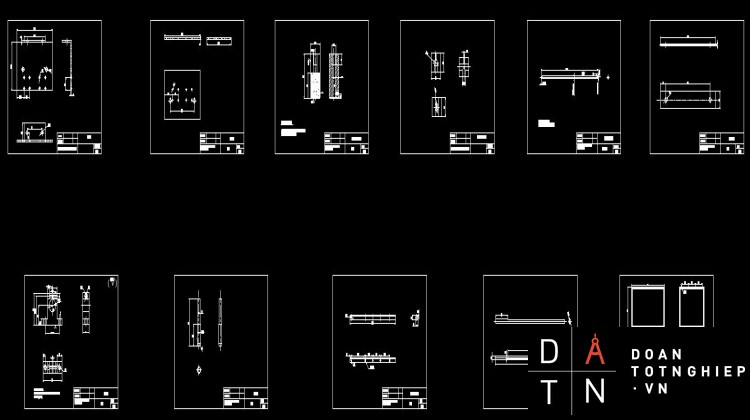
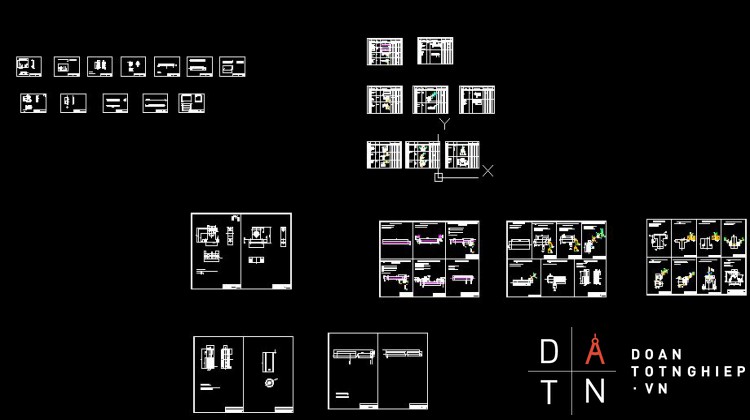
4.Bản vẽ chi tiết
..................................
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 292 ;Xv=0.3; Yv =0,15 ; T = 45
(2-1/15) : Kmv = 1.
(7-1/17) : Knv = 0.8
(8-1/17) : Kuv = 1.4
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1.08
Thay vào công thức ta có :
V = .Kv = .1.08 = 217 (m/phút)
Số vòng quay trong 1 phút :
n = = = 3453( vòng/phút).
Tra TMT máy 1K62: chọn nt = 2000( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 113(m/phút)
Tính lực cắt khi tiện :
+ Lực tiếp tuyến : Pz = Cpz .txpz.Sypz.Vnz.Kpz
Tra bảng (11-1/19) : Cpz = 300 ; Xpz = 1 ; Ypz = 0,75 ; nz = 0,15
(12-1/21) : Kmp = 1.
(15-1) : Kpz = 1 ; Kpz = 1,1 ; Kpz = 1 Vậy Kpz = 1,1
Thay vào công thức ta có: Pz = 300.0,5.0,30,75.1130.151,1 =135 (KG)
Tính công suất tiêu thụ khi cắt :
N = = =2,5 (Kw) < Nđc=10 (Kw)
=>Máy chạy an toàn
Thời gian chạy máy :
+ T0 = = = =0.944(phút)
Vậy : T0 = 0.944(phút)
- Vát cạnh 1x45o
Chọn chiều sâu cắt t.
- Chọn t = 1 (mm)
Bước tiến.
- Tra bảng (25-1/29) ta có : S = 0,3-0.4 (mm/vòng).
Chọn Smin = 0,3 (mm/vòng).
Tra TMT máy 1K62 chọn Sn = 0,3 (mm/vòng)
Vận tốc cắt.
- Tính theo công thức: V= . Kv(m/phút).
- Tra bảng (1-1/13) : Cv= 292 ;Xv=0.3; Yv =0,15 ; T = 45
(2-1/15) : Kmv = 1,1.
(7-1/17) : Knv = 1.
(8-1/17) : Kuv = 1.
(9-1/18) : Kφv = 1 ; Kφlv = 0,94 ; Krv = 1,03 ; Kqv = 1
(10-1/18) : Kov = 1. Vậy Kv = 1,2
Thay vào công thức ta có :
V = .Kv = .1,2 = 420 (m/phút)
Số vòng quay trong 1 phút :
n = = = 6684 ( vòng/phút).
Tra TMT máy 1K62 : chọn nt = 2000 ( vòng/phút).
Vận tốc thực khi cắt :
Vt = = = 125 (m/phút)
Thời gian chạy máy :
+ T0 = = = =0.15 (phút)
Vậy : T0 = 0,15 (phút)
4.Nguyên công V:Mài trụ ngoài Ø20
Tra bảng ra Vđ,Vct,t,Sd
Tra bảng (3-9) trang 195 Chế độ cắt gia công cơ khí,ta có:
-Thép kết cấu và thép dụng cụ.
-Mài thô tròn ngoài với bước tiến dọc.
Ta có: Vđ=30÷35(m/giây).Chọn Vđ=30(m/giây).
Nđ===318 (vòng/giây)
Nđt=1240(vòng/phút)-số vòng quay thực của đá
Ta có: Vđt===77.9 (m/phút)-vận tốc quay thực của đá.
Ta có: Vct=12÷25(m/phút). Chọn Vct=20 (m/phút).
Nct===318 (vòng/phút).
Nctt=150(vòng/phút) – số vòng quay thực của chi tiết.
Ta có: Vctt===9.4 (m/phút)-vận tốc quay thực của chi tiết.
Ta có: t=0.01÷0.025 (mm).Chọn t=0.01(mm)
Ta có: Sđ=(0.3÷0.7B).Chọn Sđ=0.3.60=18(mm)
Tính công suất cắt Ncg
Ncg=Cn.Vctt.tx.Sd.
Tra bảng (4-9) trang 198 chế độ gia công cơ khí.
-Mài tròn ngoài.
-Độ hạt 50-40.
-Độ cứng CM1-CM2
Ta có: CN =1.3 ; r=0.75 ;x=0.85 ;y=0.7
Suy ra,Ncg=..=2.39 (kW)
3) Kiểm nghiệm
Ncg=2.39≤ Ndc(thỏa điều kiện)
Chế độ cắt khi mài là:
Sd=18mm
T=0.01mm
Nđ=1240 vòng/phút
Nct=150 vòng/phút
PHẦN 4 : KẾT LUẬN
I.Nhận xét đánh giá máy
- Kết quả đạt được
- Máy thiết kế chắc chắn. đẹp đảm bảo được các yêu cầu kĩ thuật đặt ra
- Máy di chuyển dễ dàng. Kết cấu máy tương đối đơn giản.
-Dể sử dụng khi gia công,dễ tháo lắp,sửa chữa.
- Tiết kiệm được chi phí
- Kết quả chưa đạt được
- Do vấn đề thời gian và những khó khăn trong lúc gia công dẫn đến một số ý tưởng chưa được hoàn thành.
- Nhóm thiết kế gặp nhiều vấn đề về tài chính nên các chi tiết của máy chưa phải là loại tốt.
- Tay nghề của nhóm thiết kế còn yếu nên gặp nhiều vấn đề về lắp ráp và chọn vật liệu khi gia công.
- Hướng phát triển của đề tài
- Máy có thể lắp thêm bộ điều khiển tự động, lập trình trên một phần mềm nào đó như mastercam... để máy tự động gia công mà không cần tới người thợ.
- Lắp thêm đèn soi rọi lên chi tiết để thấy rõ và dể dàng gia công.
- Thiết kế thêm những bộ đồ gá để gia công những sản phẩm phức tạp trở nên dể dàng hơn.
- Cãi tiến thêm cái bộ phận của máy cũng như chân máy nhằm tạo được sự bắt mắc,gọn đẹp dể sử dụng hơn.
II.Hướng dẫn sử dụng bảo quản
Một số điều cần lưu ý khi sử dụng máy phay gỗ chép hình
Muốn kéo dài tuổi thọ và đảm bảo độ chính xác của máy trong quá trình hoạt động, thì trong quá trình vận hành cần chú ý đến các thông số như sau:
1. Điện áp ổn định
2. Cường độ của dòng điện phù hợp.
3. Cần có những biện pháp khắc phục tình trạng thông số lưới điện dao động quá phạm vi cho phép của máy.
4. Kiểm tra bộ phận bôi trơn cho các bộ phận truyền động như cổ trục chính, hệ vít me đai ốc của máy.
5. Tuân thủ đúng các quy trình về bôi trơn cho ổ lăn, thường xuyên kiểm tra lượng dầu trong các bình dầu bôi trơn cho máy.
6. Thực hiện chế độ bảo dưỡng định kỳ cũng là một phương pháp nhằm nâng cao tuổi thọ của máy. Thông qua việc bảo dưỡng định kỳ, có thể phát hiện ra các bộ phận, chi tiết hư hỏng của máy để xử lý kịp thời, tránh tình trạng một chi tiết hỏng làm ảnh hưởng đến các bộ phận, chi tiết khác.
7. Mặt khác, phải khống chế chế độ cắt trong giới hạn cho phép, không nên vì nhằm tăng năng suất của một vài ca làm việc, mà nâng cao tốc độ cắt hặc chiều sâu cắt dẫn tới hiện tượng quá tải của các cơ cấu truyền động bên trong máy, làm giảm tuổi thọ của máy.
Đối với thế hệ máy phay gỗ, ngoài các điều cần lưu ý nói trên, thì trong quá trình sử dụng máy cần chú ý thêm đến một số yếu tố khác nữa làm ảnh hưởng đến tuổi thọ, cũng như độ chính xác gia công của máy. Toàn bộ hệ điều khiển của các loại máy này là các mạch điện tử, do đó yếu tố thời tiết,độ ẩm, khí hậu như nhiệt độ, ảnh hưởng rất lớn đến độ bền của các linh kiện này. Các linh kiện điện tử đều có các dải tham số làm việc liên quan đến nhiệt độ, độ ẩm, nên khi vượt qua giới hạn này, bộ điều khiển sẽ không làm việc chính xác. Vì vậy, cần có biện pháp khống chế các tham số này như:
1. Trang bị thêm hệ thống quạt làm mát cho máy hoạt động không bị nóng .
2. Trang bị hệ thống hút ẩm cho máy.
Các yếu tố rung động từ các máy móc xung quanh không những làm ảnh hưởng đến độ chính xác gia công của chi tiết, mà còn ảnh hưởng đến độ bền của các linh kiện của bộ phận điều khiển của máy. vì vậy, khi lắp đặt máy cần chọn địa điểm cách xa các máy đột đập, máy búa nhằm giảm thiểu độ rung động ảnh hưởng đến máy.
Bụi bẩn của môi trường cũng là một tác nhân làm giảm tuổi thọ và ảnh hưởng đến độ chính xác gia công của máy. Các hạt bụi bám vào bề mặt của các mạch điện tử khi gặp không khí ẩm sẽ nối thông các linh kiện, dẫn đến làm hỏng cả khối điều khiển. Khi các hạt bụi này bám vào bề mặt của hệ thống đo quang học, sẽ làm sai giá trị của các phép đo, nên các tủ điều khiển phải được lắp các túi lọc bụi tại cửa thoáng hoặc cửa thông gió. Có chế độ định kỳ vệ sinh các túi lọc bụi này, nhằm làm tăng khả năng lưu thông của không khí trong tủ điều khiển.
Khi thay thế, sửa chữa cần đảm bảo nguyên tắc thay thế đúng chủng loại linh kiện, cáp dẫn chống nhiễu. Các điểm nối đất cũng cần được để ý và lắp đặt theo đúng yêu cầu. Các yếu tố nhiễu do từ trường và các yếu tố bên ngoài gây nên cũng ảnh hưởng rất lớn đến độ chính xác gia công
Trang
MỤC LỤC.................................................................................................... 2
PHẦN 1 : TỔNG QUAN
I. Yêu cầu xã hội........................................................................................... 3
II. Tổng quan về phay chép hình.................................................................. 4
III. Giới thiệu sản phẩm ............................................................................... 6
IV. Yêu cầu của máy..................................................................................... 8
PHẦN 2 : THIẾT KẾ MÁY
I. Lựa chọn nguyên lý làm việc ............................................................... ...10
II. Tính toán động học máy
1.Tính trục ....................................................................................................13
2.Tính ổ lăn trục.............................................................................................21
3.Chọn động cơ..............................................................................................22
4.Bản vẽ chi tiết.............................................................................................22
PHẦN 3 : QUY TRÌNH CÔNG NGHỆ
I. Thuyết minh chi tiết gối đỡ trục ............................................................... 23
II. Thuyết minh chi tiết Ống điều chỉnh ....................................................... 35
III.Thuyết minh chi tiết Thanh trượt..............................................................47
PHẦN 4 : KẾT LUẬN
I. Nhận xét đánh giá máy ......................................................................... 62
II. Hướng dẫn sử dụng máy........................................................................... 63
III. Tài liệu tham khảo................................................................................... 65
NỘI DUNG ĐỒ ÁN
TÊN ĐỀ TÀI: ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ MÁY PHAY SAO CHÉP HÌNH
LỜI NÓI ĐẦU
Hiện nay, công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết định trong sự nghiệp công nghiệp hóa hiện đại hóa đất nước. Việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư các trang bị hiện đại. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học, cao đẳng trên cả nước. Hiện nay trong các ngành kinh tế quốc dân nói chung và cơ khí nói riêng đòi hỏi kỹ sư cơ khí và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề thường gặp cụ thể trong sản xuất.
Sau một thời gian tìm hiểu và nghiên cứu, chúng em luôn nhận được sự quan tâm hướng dẫn của các thấy cô trong bộ môn, đặc biệt là thầy , chúng em xin chân thành cảm ơn những sự tận tình chỉ dạy đó vì là những kinh nghiệm quý báu giúp chúng em vững bước trên con đường sau này. Đến nay chúng em đã hoàn thành đồ án tốt nghiệp ngành công nghệ kỹ thuật cơ khí. Trong quá trình thiết kế và tính toán chắc chắn sẽ không tránh khỏi những sai sót do thiếu kinh nghiệm, chúng em rất mong được sự chỉ bảo của các thầy cô trong khoa và sự đóng góp ý kiến của các bạn để những lần thiết kế sau và trong thực tế sau này được hoàn thiện hơn.
Chúng em xin chân thành cảm ơn!








