ĐỒ ÁN TỐT NGHIỆP TÍNH TOÁN VÀ THIẾT KẾ MÁY TÁCH HẠT ĐIỀU TỰ ĐỘNG
NỘI DUNG ĐỒ ÁN
NỘI DUNG ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY TÁCH HẠT ĐIỀU TỰ ĐỘNG
Lời Nói Đầu
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong các ngành, lĩnh vực, đặc biệt là ngành cơ khí. Ngành cơ khí là một ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa, hiện đại hóa đất nước. Muốn đạt được điều đó thì vấn đề đặt ra là phải có nguồn nhân lực.
Nguồn nhân lực có trình độ về chuyên môn mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra từ đó có đường lối công nghệ hợp lý phục vụ cho sản xuất.
Ngành cơ khí là ngành kỹ thuật có mặt ở tất cả các lĩnh vực trong đời sống hiện nay, nhất là trong thời kỳ nước ta đang nỗ lực thúc đẩy quá trình công nghiệp hóa – hiện đại hóa để hội nhập với nền kinh tế thế giới sau khi gia nhập WTO. Với ngành cơ khí chế tạo máy thì việc sử dụng kiến thức cơ bản để áp dụng vào sản xuất thực tế lại càng quan trọng hơn, vì đây là một ngành học kỹ thuật áp dụng ngay vào sản xuất và ứng dụng cho các ngành khác,…
Là quốc gia nằm trong khu vực Đông nam Á, thổ nhưỡng và khí hậu
của Việt Nam rất phù hợp cho sự phát triển của cây điều. Thấy được giá trị
kinh tế của cây điều và giá trị gia tăng của sản phẩm sau chế biến hạt điều thô (lấy nhân), ngay từ năm 1980 Đảng và nhà nước đã bước đầu quan tâm đến cây điều, đặc biệt là công nghệ và hệ thống thiết bị chế biến phục vụ cho xuấtkhẩu. Sau nhiều năm phấn đấu từ chỗ chỉ có vài chục ngàn ha trồng điều với tổng sản lượng mấy chục ngàn tấn điều thô đến năm 1999 Việt Nam đã có sản lượng 100 ngàn tấn điều thô, sản lượng nhân xuất khẩu đạt 28 ngàn tấn (164triệu USD). Năm 1996 Việt Nam chính thức gia nhập danh sách các quốc gia nhập điều thô để phục vụ ngành chế biến điều thô từ Châu Phi. Tới năm 2006 Việt Nam trở thành quốc gia xuất khẩu hạt điều hàng đầu thế giới (Ấn Độ và Brazi xếp thứ 2 và 3).
Những năm gần đây, ngành điều vẫn tiếp tục phát triển với nhịp độ
tăng trưởng rất cao (25%). Theo số liệu do hiệp hội hạt điều Việt Nam
(VINACAS) công bố thì dự kiến năm 2010 sản lượng điều thô có thể đạt
500.000 tấn, sản lượng nhân điều xuất khẩu có thể lên tới 140 ngàn tấn (kim ngạch xuất khẩu 670 triệu USD).
Chế biến là một trong những khâu quan trọng trong chuỗi giá trị hạt
điều. Sau khi chế biến nhiệt (hấp hoặc chao) nhân điều được tách ra khỏi vỏ cứng và được phân loại theo kích cỡ hình dáng, màu sắc như: nhân nguyên (wholes), nhân vỡ dọc, nhân bể gẫy, nhân vụn, nhân vụn xém. Nhân nguyên được phân loại theo số lượng hạt trên mỗi pound (tương đương 0,454 kg) và được tiêu thụ như một thực phẩm ăn nhanh (snack), trong khi các loại nhân vỡ dọc thường được dùng làm nguyên liệu để chế biến các loại thực phẩm khác.
Để có thể năng cao chuỗi giá trị của ngành điều, lợi nhuận của toàn
ngành phải được phân chia một cách hợp lý cho các đối tượng đó là người sản xuất trồng điều, nhà thu mua và đầ tư công nghệ, tổ chức chế biến, thị trường tiêu thụ và nhà nước. Do vậy, mặc dù đã có những thành tựu đáng kể song chế biến hạt điều nói chung và công nghệ - hệ thống thiết bị chế biến hạt điều nói riêng vẫn luôn gánh chịu những thử thách không nhỏ. Một trong những sức ép quan trọng đó là giảm chi phí sản xuất, tăng chất lượng chế biến.
Trong nhiều giải pháp đã và đang áp dụng để nhằm giảm các thách thức trong sản xuất. Biện pháp xúc tiến việc nghiên cứu thiết kế và chế tạo trong nước các thiết bị công nghệ (đặc biệt là hai loại thiết bị bóc vỏ cứng hạt điều và bóc vỏ lụa hạt điều) đang phải nhập ngoại với giá khá cao.
Là sinh viên năm 3, “Nghành cơ khí chế tạo máy”, đối với mỗi sinh viên chuẩn bị tốt nghiệp, thì lượng kiến thức được trang bị khi còn ngồi trên ghế nhà trường là chưa đủ, mà kiến thức đó cần thêm kinh nghiệm thực tế. Chính vì lẽ đó mà việc thực hiện đồ án tốt nghiệp là bước rất quan trọng, và cũng đang trong thời gian làm đề tài tốt nghiệp, nhận thấy những khó khăn hiện nay của ngành chế biến hạt điều và sự cần thiết của ngành cơ khí chí tạo máy đối với ngành này là vô cùng to lớn nên chúng em quyết định nghiên cứu đề tài: ‘‘Thiết Kế Máy Tách Vỏ Hạt Điều Tự Động” đây vừa là cơ hội thực tế để chúng em vận dụng những hiểu biết, những kiến thức tiếp thu được tại trường, đồng thời đó cũng là thử thách để chúng em có thể tư tin bước vào lĩnh vực chuyên môn của mình.
CHƯƠNG 1: TỔNG QUAN
MÁY TÁCH VỎ HẠT ĐIỀU TỰ ĐỘNG
I. Giới Thiệu Máy Tách Vỏ Hạt Điều Tự Động:
1.1 Tìm hiểu chung:
- Ngày nay khoa học kỹ thuật phát triển rất mạnh trong các ngành, lĩnh vực, đặc biệt là ngành cơ khí. Nghành cơ khí là một ngành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hóa, hiện đại hóa đất nước.
- Muốn đạt được điều đó thì vấn đề đặt ra là phải có nguồn nhân lực. Nguồn nhân lực có trình độ về chuyên môn mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra từ đó có đường lối công nghệ hợp lý phục vụ cho sản xuất. Ngành cơ khí là ngành kỹ thuật có mặt ở tất cả các lĩnh vực, tất cả các nghành, trong đó có ngành công nghiệp chế biến hạt điều
- Hiện nay ngành cơ khí đã đi sâu vào phục vụ lĩnh vực công nghiệp chế biến hạt điều. Có rất nhiều máy móc ra đời phục vụ cho việc thu hoạch lẫn chế biến như máy vặt hạt, máy làm ẩm, máy chẻ hạt và máy sấy,…và như vậy để tạo ra sẩn phẩm hoàn chỉnh thì phải mất qua rất nhiều khâu, trong đó khâu tách vỏ cứng hạt điều cũng không kém phần quan trọng.
- Theo cách truyền thống ngày xưa các cụ vẫn thường làm là tách vỏ thủ công bằng tay, tay đưa hạt vào cơ cấu cắt và chân đạp để tác động lực lên bộ phận cắt tách vỏ, việc tách vỏ cứng hạt điều bằng tay con người như vậy rất tốn sức và năng suất rất thấp vậy muốn tạo ra nhiều sản phẩm tốt và đáp ứng được nhu cầu của xã hội thì phải tách vỏ cứng bằng máy.
Hình 1.1. Tách vỏ hạt điều thủ công
- Với tốc độ phát triển của nền công nghiệp hiện đại, kết hợp với nhu cầu tất yếu của xã hội. Việc sử dụng các phương pháp thủ công vào quá trình sản xuất sẽ gây tốn kém về nhân công, thời gian và sẽ cho năng suất thấp.
- Việc đẩy mạnh quá trình tự động hóa trong sản xuất đóng vai trò rất quan trọng.
- Máy tách vỏ hạt điều tự động ra đời đã giúp cải thiện được năng suất và chất lượng của các ống sợi, tiết kiệm được nhân lực, thời gian và hạ giá thành sản phẩm.
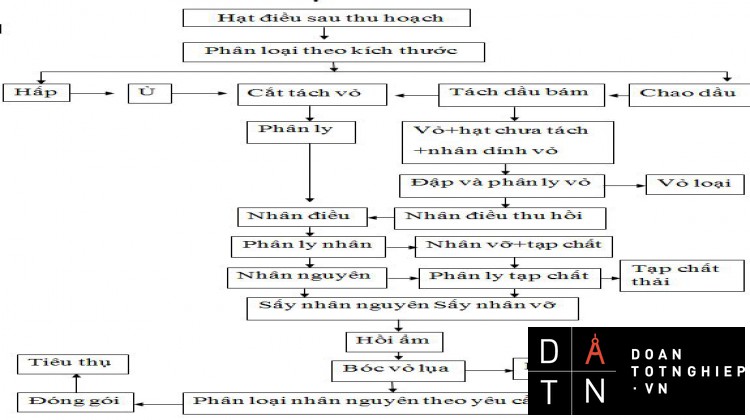
1.2. Công nghệ chế biến hạt điều
Nhiệm vụ cơ bản của công nghệ chế biến hạt điều là làm chín, tách vỏ
cứng lấy nhân và tách vỏ lụa lấy nhân.Tùy thuộc vào tập quán chế biến, mỗi quốc gia, mỗi vùng lãnh thổ có những phương pháp chế biến và các công đoạn chế biến hạt điều riêng. Tuy vậy, quy trình chế biến hạt điều để lấy nhân thường diễn ra với 13 công đoạn nhỏ như giới thiệu ở sơ đồ hình 1.2.1. Quy trình công nghệ diễn ra như sau
Hạt điều thô sau khi thu hoạch được thu mua và tập trung về các đơn vị
chế biến với quy mô khác nhau. Tại các cơ sở chế biến tập trung hạt điều
được đưa đến công đoạn phân loại theo kích thước chiều rộng, điều được
phân thành 8-9 loại nhờ một thiết bị phân loại kiểu trống quay có khoan lỗ
tròn khác nhau về đường kính trên từng khoảng (theo chiều dài trống). Sau đó hạt điều được chuyển tới công đoạn làm chín.
Có 2 phương pháp làm chín:hấp bằng hơi nước trên các vít tải hoặc chao trong dầu nóng. Sau khi làm chín bằng hấp, hạt điều được thường hóa bằng không khí trời bằng cách rải trên sàn nhà xưởng theo một độ dầy nhất định để làm nguội đến nhiệt độ tương đương nhiệt độ môi trường. Nếu làm chín bằng chao trong dầu, sau khi chao cần phải làm sạch dầu bám dính bằng phương pháp ly tâm. Những năm gần đây phương pháp làm chín bằng chao trong dầu đã ít được sử dụng do nhiều nguyên nhân trong đó có nguyên nhân mùi vị của nhân điều không được người tiêu dùng ưa chuộng khi hạt chao trong dầu và gây ô nhiễm môi trường.
Hình 1.2.1. Sơ đồ chế biến hạt điều
Các loại hạt chín có cùng kích thước (chiều dài) nhận được hạt phân loại được đưa lên phễu nhận của máy bócvỏ cứng đã được điều chỉnh cái cơ cấu nhận, kẹp và cắt mặc định tương ứng với chiều dày hạt. Từ phễu chứa, hạt được đưa tới cơ cấu kẹp – cắt – tách vỏ. Sau khi cắt – tách, vỏ, nhân và hạt chưa được tách và hạt còn dính nhân (nhân chưa tách khỏi vỏ đã bị cắt) được đưa tới công đoạn phân ly làm nhiệm vụ tách nhân (nhân nguyên và nhân vỡ các loại) ra khỏi vỏ đã tách, hạt chưa tách và nhân còn dính vào vỏ tập hợp phụ phẩm này được chuyển tới công đoạn hỗn hợp vừa đập để làm vỡ các hạt chưa tách và tách nhân ra khỏi vỏ, vừa phân ly (phương pháp khí động) để tách vỏ thu hồi nhân điều. Những hạt chưa được tách được đưa quay lại công đoạn cắt – tách (bằng máy hoặc bằng tay). Tập hợp nhân điều sau thu hồi cùng với tập hợp nhân sau khâu phân loại (lấy nhân) làm thành hỗn hợp bán sản phẩm sau nguyên công - tách nhân. Tập hợp này được chuyển tới công đoạn phân ly để thu nhân nguyên và loại nhân vỡ (các loại) và tạp chất có kích thước nhỏ như: vỏ vỡ mảnh vỏ lụa… công đoạn phân ly thu hồi nhân nguyên thường được thực hiện nhờ máy sàng rung, các hạt nguyên thu hồi như phần tử nằm trên sàng, lọt qua lỗ sàng là tập hợp hạt vỡ và tạp chất. Tập hợp lọt qua sàng được chuyển tới công đoạn làm sạch tạp chất và thu hồi nhân vỡ. Nhân điều nguyên và nhân điều vỡ gồm vỡ dọc, nhân bể mẻ nhân vụn, nhân vụ sém…được chuyển tới công đoạn sấy riêng rẽ (nhân nguyên sấy riêng, vỡ sấy riêng) nhằm làm phá vỡ liên kết giữa vỏ lụa với thịt nhân đồng thời rút bớt ẩm lượng có trong nhân tạo điều kiện thuận lợi cho bảo quản đóng gói và tiêu dùng. Công đoạn sấy nhân điều thường được thực hiện nhờ các thiết bị sấy có ra nhiệt và sấy theo nguyên lý đối lưu cưỡng bức trên thiết bị sấy hầm hoặc sấy buồng với việc sử dụng tác nhân sấy là không khí nung nóng nhờ bộ trao đổi nhiệt không khi – hơi nước. Sau khi sấy, nhân điều được ủ để hồi ẩm (nhằm tạo điều kiện cho vỏ lụa của nhân dễ tách ra khỏi thịt
nhân), sau đó được chuyển tới công đoạn bóc tách vỏ lụa, thực hiện nhờ thiết bị bóc vỏ lụa hoạt động theo nguyên lý cơ học và khí động sau khi đi qua bộ phận bóc vỏ bằng nguyên lý “ngón lò xo”, hạt điều được chuyển tới thiết bị phân bóc kiểu khí động, vừa làm tróc vỏ vừa thu vỏ lụa để thải ra ngoài để sau đó nhận được nhân điều sạch.
1.3 Phân tích cách tách vỏ hạt điều truyền thống:
1.3.1 Ưu điểm:
- Gọn, nhẹ, dễ chế tạo.
- Giá thành sản phẩm rẻ, phù hợp với điều kiện nhiều cơ sở.
1.3.2 Nhược điểm:
- Hao tốn nhân công.
- Năng suất làm việc thấp.
II. Máy Tách Vỏ Cứng Hạt Điều Cải Tiến:
- Để nâng cao chất lượng sản phẩm, đáp ứng nhu cầu tiêu thụ của xã hội cần phải thay đổi cơ cấu, tự động hóa một số bộ phận, nhằm giảm tỉ lệ phế phẩm và hạ giá thành sản phẩm và nguồn nhân lực đến mức thấp nhất.
- Kết cấu của máy phải dễ dàng vận chuyển, vận hành linh hoạt, gọn nhẹ, dễ sửa chữa khi có sự cố, phù hợp với yêu cầu công việc.
- Các bộ phận có kết cấu hài hoà hợp lý, phù hợp với tầm vóc củangười công nhân.
Hình 1.2. Một số máy tách vỏ hạt điều tự động.
2.1 Yêu cầu kỹ thật máy cần cải tiến:
2.1.1 Yêu cầu sản phẩm:
- Tỉ lệ hạt được tách vỏ cao.
- Tỉ lệ hạt bị vỡ là nhỏ nhất.
2.2.2 .Yêu cầu máy:
- Kết cấu của máy gọn nhẹ, khi hoạt động ít gây tiếng ồn.
- Tăng sản lượng trong năm, tự động hóa một số bộ phận.
- Năng suất 24-25Kg /h, hiệu suất 85%.
CHƯƠNG 2:
NGHIÊN CỨU CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1 Cơ sở chọn phương án thiết kế:
- Chọn phương án thiết kế là một phần rất quan trọng trong việc thiết kế chế tạo máy . Chọn phương án thiết kế là tìm hiểu, phân tích , đánh giá các phương án và tính toán kinh tế các phương án tối ưu nhất. Phương án tối ưu nhất là phương án được chọn lựa để thiết kế chế tạo do đó nó phải đảm bảo được nhiều nhất các yêu cầu sau:
- Thỏa mãn các yêu cầu kinh tế, kỹ thuật mà cụ thể là: Máy được chế tạo ra khi làm việc phải có độ tin cậy cao , năng suất lao động cao , hiệu suất làm việc lớn tuổi thọ cao. Chi phí chế tạo , lắp ráp, sửa chữa và trang thiết bị thay thế cho máy là thấp nhất.
- Ngoài những yêu cầu trên việc chọn phương án thiết kế còn phải chú đến những yêu cầu về đặc điểm địa hình nơi máy làm việc. Tùy từng điều kiện làm việc cụ thể mà máy cần có kích thước kích thước khác nhau nhưng phải bảo đảm nhỏ gọn, kết cấu máy không quá phức tạp thao tác sử dụng máy dễ dàng, tiếng ồn nhỏ, hình dáng của máy có thẩm mỹ và tính công nghiệp cao.
- Hiện nay, ở Việt Nam cũng có một số loại máy bóc vỏ cứng hạt
điều, bóc nhân điều của Italia nhưng giá nhập về Việt Nam rất cao,
các doanh nghiệp chế biến khó có thể chấp nhận vì vậy khả năng
phổ biến ứng dụng rất hạn chế trong sản xuất quy mô lớn.
-Với mục tiêu “nội địa hóa” khả năng chế tạo máy bóc vỏ cứng hạt
điều nhiều tác giả trong và ngoài ngành điều đã dầy công nghiên
cứu thiết kế theo phương thức chép mẫu và có cải tiến kỹ thuật
(cho phù hợp với trình độ cơ khí chế tạo trong nước).
-Công nghệ cắt và tách vỏ cứng hạt điều bao gồm 4 nguyên công cơ bản đó là: tiếp nhận từng hạt từ phễu và chuyển hạt về cơ cấu kẹp hạt, cắt hạt và tách vỏ. Cả 4 công đoạn trên thực hiện một cách đồng bộ và liên tục. Nguyên lý cơ cấu chấp hành thực hiện 4 nguyên công trên đều dựa trên cấu tạo và đặc tính kích thước hình học của hạt điều.
-Hạt điều có cấu tạo tương tự như một quả lạc (đậu phộng). phía ngoài cùng là vỏ cứng phía trong là nhân. Nhân điều có hình dạng tương tự hạt, phía ngoài nhân là một lớp vỏ (thường gọi là vỏ lụa hay vỏ mỏng) phía trong vỏ mỏng là thịt nhân
Hình 1.5. Hình dạng của hạt điều
Cấu tạo sinh học của vỏ hạt tương tự như vỏ quả lạc, vỏ có hai nửa ghép lại với nhau bằng liên kết yếu bao quanh biên dạng vỏ theo chiều dài. Lực cắt, nếu được tác động theo đúng vị trí và hình dáng biên dạng “biên giới yếu” giữa hai nửa vỏ sẽ dễ dàng cắt đôi theo chiều dọc vỏ hạt. Ở những vị trí khác của vỏ, khi cắt dễ gây ra vỡ vỏ và thường sẽ làm tổn thương (vỡ, mẻ) nhân sau khi cắt, ngoài ra lực cắt còn phải lớn hơn khi cắt đúng vị trí biên giới của hai nửavỏ.
Do cấu tạo sinh học của hạt điều sau khi đã làm chín, liên kết giữa nhân và vỏ thường đã được làm giảm nhẹ thông thường nhân đã được “tự do” tương đối so với vỏ. Vì thế sau khi cắt vỏ cần phải thực hiện tiếp động tác tách hai nửa vỏ đã cắt để nhân tách ra khỏi vỏ. Tuy vậy, do nhiều lý do, sau khi cắt và tách vỏ một số nhân vẫn còn bám dính với vỏ Cuối cùng cần phải đề cập đến yêu cầu của công đoạn bóc vỏ cứng hạt điều.
Hình 2.2. Cấu tạo bên trong của hạt điều
Trước hết, thiết bị - bóc vỏ cứng hạt điều sau làm chín cần phải có khả năng cắt và tách vỏ liên hoàn. Tỷ lệ hạt được cắt và tách so với khối lượng hạt cấp cho máy phải cao (lớn hơn 75%). Tỷ lệ nhân điều nguyên trên tổng số hạt đã được cắt-tách phải cao (yêu cầu của sản xuất >80%). Năng xuất của máy phải phù hợp với quy mô sản xuất (theo yêu cầu của VINACAS, năng xuất cần khoảng 40-50kg hạt nguyên liệu/giờ). Ngoài ra cần phải quan tâm đến các chỉ tiêu về sử dụng như: chi phí lao động (tính cho một hệ thống cắt tách), chi phí năng lượng, tiếng ồn thấp, độ ổn định trong sử dụng cao và đặc biệt là khả năng căn chỉnh để làm việc có hiệu quả khi các kích thước đặc trưng của hạt điều thayđổi
2.2 Năng suất của máy :
- Để thiết kế ra một máy công nghiệp trước hết ta phải căn cứ vào mục đích và yêu cầu đặt ra . Mục đích ở đây là thiết kế máy Tách vỏ hạt điều tự động phục vụ cho các hộ gia đình vừa và nhỏ
- Một trong những yêu cầu quan trọng và được đặt lên hàng đầu là máy được thiết kế ra phải có năng suất là bao nhiêu để đạt yêu cầu và đây cũng là một cơ sở quan trọng trong việc thiết kế máy.
- Từ mục đích đặt ra trên đây ta thấy máy được thiết kế ra là phục vụ cho nhà xưởng theo hộ gia đình. Nên yêu cầu năng suất máy không cần lớn. Tuy nhiên việc định trước năng suất và lên sơ đồ nguyên lý cho phù hợp phải căn cứ vào tình hình sản xuất tại các xưởng gia công.
2.3 Cơ Sở Chọn Sơ Đồ Nguyên Lý:
- Việc chọn sơ đồ nguyên lý nên dựa trên nguyên lý làm việc của phương pháp tách vỏ thủ công, một số máy tách vỏ hạt điều được nhập ngoại và một số máy cải tiến trong nước, từ đó phân tích những ưu và nhược điểm để lựa chọn cơ cấu hoạt đông cho phù hợp.
- Ta sử dụng bô truyền đai truyền từ trục I đến trục II, trục II đến trục III bộ truyền đai có ưu và nhược điểm:
a. Ưu điểm:
+ Có thể truyền động giữa các trục cách xa nhau (<15m).
+ Làm việc êm, không gây ồn nhờ vào độ dẽo của đai nên có thể truyền động với vận tốc lớn.
+ Nhờ vào tính chất đàn hồi của đai nên tránh được dao động sinh ra do tải trọng thay đổi tác dụng lên cơ cấu.
+ Nhờ vào sự trượt trơn của đai nên đề phòng sự quá tải xảy ra trên động cơ.
+ Kết cấu và vận hành đơn giản.
b. Nhược điểm:
+ Kích thước bộ tuyền đai lớn so với các bộ truyền khác: xích, bánh răng.
+Tỉ số truyền thay đổi do hiện tượng trượt trơn giữa đai và bánh đai (ngoại trừ đai răng).
+ Tải trọng tác dụng lên trục và ổ lớn (thường gấp 2-3 lần so với bộ truỵền bánh răng) do phải có lực căng đai ban đầu (tạo áp lực pháp tuyến lên đai để tạo lực ma sát.
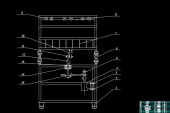
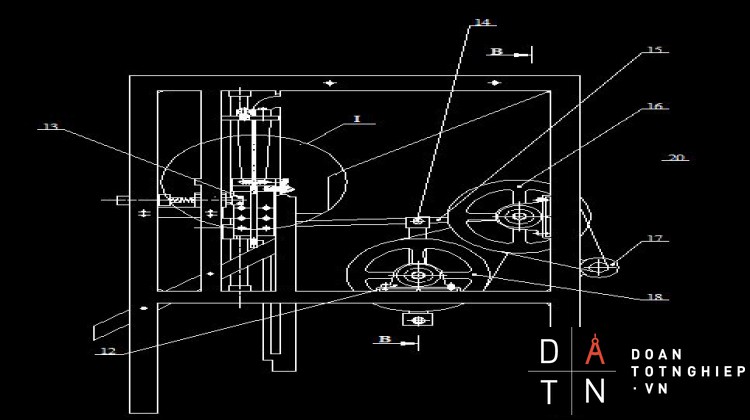
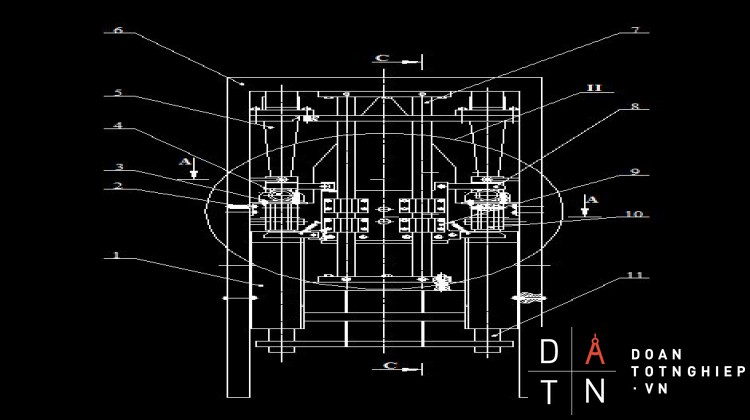
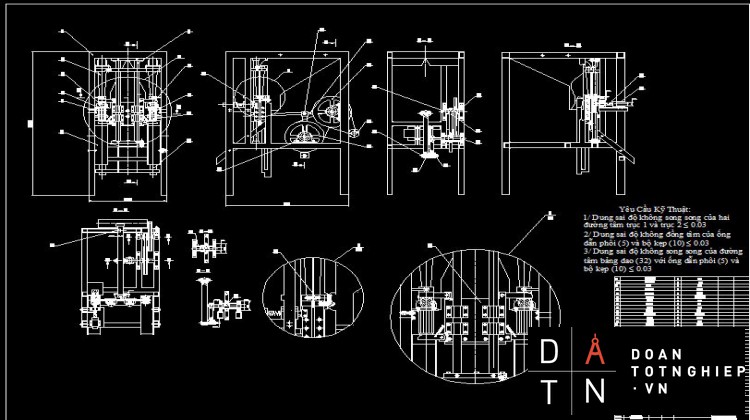
2.3.1 Mô Tả Sơ Đồ Nguyên Lý:
Hình 2.1: Sơ đồ nguyên lý
- Chuyển động chính là chuyển động tịnh tiến của cơ cấu dao cắt, chuyển động này được truyền từ động cơ với công suất 1KW, vận tốc 1450v/ph.
Qua bộ truyền đai (1) làm quay trục II, từ trục II chuyển động được truyền qua bộ truyền đai (2)
- Puli được lắp trên trục II truyền sang puli được lắp trên trục III theo phương pháp truyền động thẳng làm quay trục III làm quay tay quay 1. Tay quay 1 làm tịnh tiến thanh đẩy 2 nhờ chốt trụ trơn lắp lỏng. Thanh đẩy 2 tịnh tiến tác động lên thanh trượt nằm ngang, làm cho thanh trượt lắc theo phương thẳng đứng quanh tâm O. Thanh trượt tác động vào bảng dao thông qua chốt trụ trơn lắp lỏng làm cho bảng dao tịnh tiến theo phương thẳng đứng thực hiện chuyển động cắt.
- Phôi được cung cấp thông qua 2 thanh đẩy phôi được bắt vào bảng dao chuyển động tịnh tiến đẩy phôi từ phểu chứa ra ống dẫn và được giữ lại ở cuối hành trình ống nhờ lò xo kẹp.
- Dao (1) và (2) được bắt cố định vào bảng dao và chuyển động tịnh tiến trong ống dẫn và bộ phận kẹp nhận nhiệm vụ kéo phôi từ cuối ống dẫn xuống cơ cấu kẹp
- Dao (3) và (4) nhờ có khớp xoay và lò xo kéo nên trong hành trình tịnh tiến đi lên, dao chạm vào phôi được giữ ở đầu trên cơ cấu kẹp sẽ cụp xuống và đi lên qua khõi phôi sẽ bật ra lại và thực hiện chuyển động cắt xuống nhờ kết cấu khống chê chiều xoay lên của bảng dao.
2.2.2 Chọn Động Cơ Điện:
- Trong quá trình làm việc cơ cấu chịu tác dụng của các lực : lực quán tính , lực ma sát, trọng lực, ....
- Do lực quán tính, lực ma sát, quá nhỏ nên trong quá trình tính toán ta bỏ qua để bài toán đơn giản.
- Trọng lực: PAB= xxx N
- Công suất cần thiết của máy tách vỏ cứng hạt điều:
Dựa vào công suất của máy cắt hạt điều tự động trên thị trường ta chọn:
Nđc = 1HP= 0,745 KW
nđc = 1400 (v/p)
Ta thấy máy tach vỏ cứng hạt điều chịu tải trọng nhẹ và thời gian làm việc liên tục từ 8-12 giờ trên một ngày nên ta chọn động cơ điện xoay chiều ba pha không đồng bộ kiểu lồng sóc.
Động cơ không đồng bộ kiểu lồng sóc có cấu tạo vận hành đơn giản mắc trực tiếp với dòng điện xoay chiều mà không cần biến đổi dòng điện.
Các Số Liệu Kỹ Thuật Của Động Cơ Không Đồng Bộ Ba Pha:
Kiểu động cơ: A9M60DZ25.
Có công suất : 0.75 Kw.
Vận tốc : 1440 v/ph.
Hiệu suất : 85 %
Khối lượng 2.5 kg
Động cơ: A9M60DZ25 có công suất 0.735 kw nên lực kéo không lớn sẽ hạn chế được đứt sợi do lực kéo của động cơ gây ra. Số vòng quay 1440v/ph tăng năng suất của máy rút ngắn thời gian gia công và động cơ A9M60DZ25 có môdun khởi động tương đối lớn và công suất khởi động của máy nhỏ rất phù hợp với hệ thống điện hộ gia đình ở Việt Nam.
2.2.3 Tính tỷ số truyền:
- Ta có vận tốc của động cơ là: 1450 (v/ph).
- Ta chọn vận tốc của tay quay 1 ( trục III ) :60 v/ph.
Tỷ số truyền chung:
Ichung = 4.8
Chọn sơ bộ đường kính bánh đai:
- Đường kính bánh đai dẫn : D1 = 50 mm
- Đường kính bánh đai bị dẫn : D2 = 250 mm
- Ta có tỷ số truyền của trục I sang trục II:
I1-II = 5 - Vận tốc quay của trục II:
n2 = v/ph
èKết luận:
|
Trục |
Trục động cơ (I) |
Trục II |
Trục III |
|
n(vòng/phút) |
1440 |
288 |
60 |
|
Công suất( kw) |
0.745KW |
0.745kw |
0.5 kw |
CHƯƠNG 3:
TÍNH TOÁN THIẾT KẾ MÁY
3.1. Tính toán bộ truyền đai
3.1.1. Thiết kế bộ truyền đai thang từ động cơ (trục I) đến trục II:
Giả thiết vận tốc của đai V>5m/s, có thể dùng loại đai A, dùng bộtruyền động đai loại A sẽ khuôn khổ nhỏ gọn hơn.
Tiết diện đai:
Kích thước tiết diện đai axh(mm).
Tra bảng [5-11,trang 92,Sách TKCTM] ta chọn: 11x8 (mm).
Diện tích F() Tra bảng [ 5-11,trang 92, (Tài liệu 9) ] ta chọn: F=81(mm2).
Đường kính bánh đai nhỏ.
Chọn sơ bộ: D1=50 (mm).
Kiểm nghiệm vận tốc đai:
è (Tính toán phù hợp).
vTính toán đường kính của bánh đai lớn :
Bộ truyền động đai lấy i=5,
: Hệ số trượt của đai hình thang.
Tra bảng [5-15,trang 93, (Tài liệu 9) ] , ta lấy D2=250(mm).
Số vòng quay thực của trục bị dẫn :
= 282.2(v/ph).
vTỷ số truyền của truyền động đai
vChọn sơ bộ khoảng cách trục A:
Tra bảng[5-16,trang 94, (Tài liệu 9) ] A=0.9=225(mm).
vTính chiều dài đai theo khoảng cách trục A: [Công thứ 5-1,trang 83, (Tài liệu 9) ] ta có:
=1021.3(mm)
Tra bảng[5-12,trang 92, (Tài liệu 9)]
Lấy theo tiêu chuẩn: Lo = 1000(mm).
L== 1000 + 33= 1033(mm)
(Đối với đai A x=33mm)
Lấy L theo tiêu chuẩn: L = 1000(mm).
Kiểm nghiệm số vòng quay của đai trong 1s:
u=umax =10 (thỏa điều kiện).
vXác định chính xác khoảng cách trục A theo chiều dài đai đã lấy theo tiêu chuẩn:
[Công thức 5-2,trang 83, (Tài liệu 9)]
Khoảng cách trục A thỏa mãn điều kiện:
(thỏa điều kiện).
h: Chiều cao của tiết diện đai, (mm).
Khoảng cách nhỏ nhất cần để mắc đai:
Khoảng cách lớn nhất cần thiết để tạo lực căng đai:
.
vTính góc ôm :
[Công thức 5-2,trang 83, (Tài liệu 9)]
= 127o 56’ > 120o ( thỏa mãn điều kiện).
vXác định số đai Z cần thiết :
Chọn ứng suất căng ban đầu :
[Tra bảng 5-17,trang 95, (Tài liệu 9)] theo trị số tìm được ứng suất có ích cho phép
[Tra bảng 5-6,trang 89 sách TKCTM] :
[Tra bảng 5-18,trang 95 sách TKCTM] :
[Tra bảng 5-19,trang 95 sách TKCTM] :
Ta có :
Chọn số đai Z: 1.
vĐịnh kích thước chủ yếu của bánh đai:
Chiều rộng bánh đai được tính theo [Công thức 5-23, trang 96 (Tài liệu 9)]
B=(Z-1)t+2S =40(mm).
Theo [Tra bảng 10-3,trang 257 sách TKCTM]
t=16: Kích thước giữa 2 rãnh ,(mm).
S=10: Kích thước từ rãnh đến ½ răng ,mm
Đường kính ngoài của bánh đai được tính theo [Công thức 5-24,trang 96 (Tài liệu 9)]
Bánh dẫn: =57(mm).
Bánh bị dẫn: =257(mm).
[ Tra bảng 10-3,trang 257 (Tài liệu 9)] è ho=3.5(mm).
Tính lực căng ban đầu và lực tác dụng lên trục:
Theo [Công thức 5-25,trang 96 (Tài liệu 9)] lực căng ban đầu đối với mỗi đai là:
Theo [Tra bảng 5-26,trang 96 (Tài liệu 9)] lực tác dụng lên trục là:
R=
3.1.2. Thiết kế bộ truyền đai thang từ trục II đến trục III:
Giả thiết vận tốc của đai V>5m/s, có thể dùng loại đai A, dùng bộtruyền động đai loại A sẽ khuôn khổ nhỏ gọn hơn.
Tiết diện đai:
Kích thước tiết diện đai axh(mm).
Tra bảng [5-11,trang 92,Sách TKCTM] ta chọn: 11x8 (mm).
Diện tích F() Tra bảng [ 5-11,trang 92, (Tài liệu 9) ] ta chọn: F=81(mm2).
Đường kính bánh đai nhỏ.
Chọn sơ bộ: D1=50 (mm).
Kiểm nghiệm vận tốc đai:
è (Tính toán phù hợp).
vTính toán đường kính của bánh đai lớn :
Bộ truyền động đai lấy i=5,
: Hệ số trượt của đai hình thang.
Tra bảng [5-15,trang 93, (Tài liệu 9) ] , ta lấy D2=250(mm).
Số vòng quay thực của trục bị dẫn :
= 282.2(v/ph).
vTỷ số truyền của truyền động đai
vChọn sơ bộ khoảng cách trục A:
Tra bảng[5-16,trang 94, (Tài liệu 9) ] A=0.9=225(mm).
vTính chiều dài đai theo khoảng cách trục A: [Công thứ 5-1,trang 83, (Tài liệu 9) ] ta có:
=1021.3(mm)
Tra bảng[5-12,trang 92, (Tài liệu 9)]
Lấy theo tiêu chuẩn: Lo = 1000(mm).
L== 1000 + 33= 1033(mm)
(Đối với đai A x=33mm)
Lấy L theo tiêu chuẩn: L = 1000(mm).
Kiểm nghiệm số vòng quay của đai trong 1s:
u=umax =10 (thỏa điều kiện).
vXác định chính xác khoảng cách trục A theo chiều dài đai đã lấy theo tiêu chuẩn:
...................................
CHƯƠNG 6:
KẾT LUẬN - KIẾN NGHỊ
6.1. KẾT LUẬN:
Sau thời gian hơn 3 tháng thực hiện đề tài đến nay đã hoàn thành. Đây là lần đầu tiên làm quen với công việc tính toán và thiết kế máy, chúng em đã vận dụng tất cả các kiến thức đã được học vào công việc tính toán và thiết kế máy “Tách vỏ cứng hạt điều tự động” để Phục vụ cho ngành công nghiệp chế biến hạt điều (ở quy mô vừa và nhỏ), giúp tăng năng suất cao hơn, giảm sức lao động và hao tốn nhân công,...
- Vì trong thời gian thiết kế nhóm chúng em còn gặp nhiều khó khăn vậy chúng em rất mong được sự đóng góp ý kiến của tất cả các quý thầy, cô giáo và các bạn sinh viên và khoa Cơ khí nói riêng và đặc biệt cảm ơn thầy đã tận tình giúp đỡ chúng em hoàn thành tốt đề tài này.
6.2. ĐỀ XUẤT Ý KIẾN:
- Do thời gian có hạn nên việc tìm hiểu về máy còn có nhiều thiếu sót, vì vậy kính mong tất cả các thầy cô thông cảm.
- Do kiến thức còn hạn chế nên một số cơ cấu thiết kế không được hợp lý, một số bộ phận tính toán chưa được hoàn chỉnh.
- Cuối cùng em đề nghị cần hiện thực hóa máy, đưa vào thực nghiệm, nghiên cứu và cãi tiến một số bộ phận để máy hoàn thiện hơn.
MỤC LỤC
Trang
Lời Nói Đầu. 1
Lời Cảm Ơn. 3
Nhận Xét Của Giáo Viên Hướng Dẫn. 4
CHƯƠNG 1: TỔNG QUAN MÁY TÁCH VỎ CỨNG HẠT ĐIỀU TỰ ĐỘNG.. 5
I. Giới Thiệu Máy :5
1.1 Tìm hiểu chung:5
1.2:Công nghệ chế biến hạt điều. 6
1.3 Phân tích cách tách vỏ hạt điều truyền thống:10
II. Máy tách vỏ hạt điều cải tiến:10
2.1 Yêu cầu kỹ thật máy cần cải tiến:11
2.1.1 Yêu cầu sản phẩm:11
2.2.2 .Yêu cầu máy:11
CHƯƠNG 2: NGHIÊN CỨU CHỌN PHƯƠNG ÁN THIẾT KẾ. 12
2.1 Cơ sở chọn phương án thiết kế:12
2.2 Năng suất của máy :15
2.3 Cơ Sở Chọn Sơ Đồ Nguyên Lý:16
2.3.1 Mô Tả Sơ Đồ Nguyên Lý:17
2.3.2 :Chọn động cơ điện:18
2.3.3: Tính tỉ số truyền ………………………………………………………19
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ MÁY.. 21
3.1 Thiết kế bộ truyền đai :21
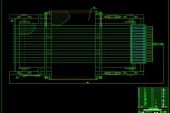
3.2 Thiết kế khung máy:22
3.3 Thiết kế trục:29
3.4 Tính chiều dài thanh đẩy bảng dao:39
CHƯƠNG 4 : QUY TRÌNH CÔNG NGHỆ GIA CÔNG MỘT SỐ CHI TIẾT. 43
4.1 Phân tích độ chính xác gia công trục 1:42
4.2 Phân tích độ chính xác gia công trục 2:45
4.4 Phân tích độ chính xác gia công bảng lề: ………………………………..49
4.3 Phân tích độ chính xác gia công gối đỡ: ………………………………...53
4.5 Phân tích độ chính xác gia công tay biên……………………………… 56
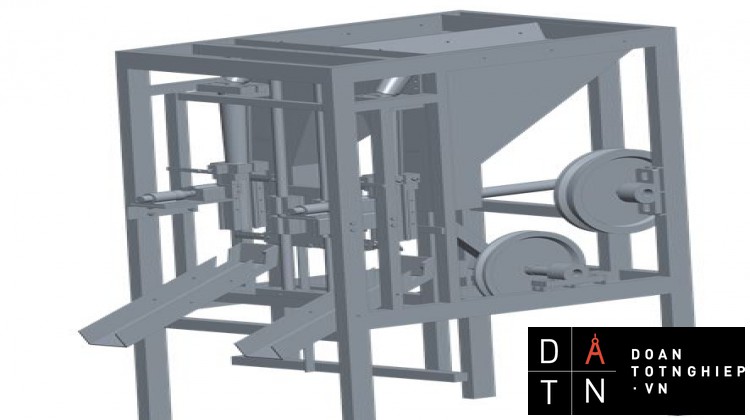
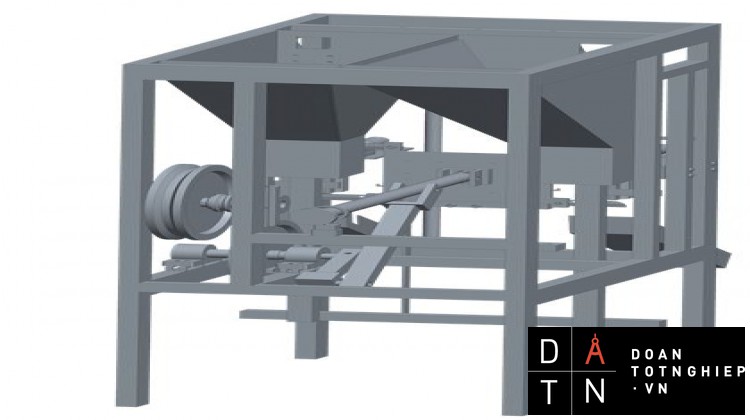
CHƯƠNG 5: MÔ HÌNH MÁY TRÊN PHẦN MỀM 3D.. 60
CHƯƠNG 6: KẾT LUẬN VÀ ĐỀ XUẤT Ý KIẾN.. 63
8.1. KẾT LUẬN:63
8.2.ĐỀ XUẤT Ý KIẾN:63
CHƯƠNG 7: TÀI LIỆU THAM KHẢO.. 64