THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP Trường Đại Học Công Nghiệp Thực Phẩm TPHCM
NỘI DUNG ĐỒ ÁN
Mục lục THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP Trường Đại Học Công Nghiệp Thực Phẩm TPHCM
I. Số liệu cho trước
- Sản lượng: 100000 chiếc / năm
- Điều kiện thiết bị: có đầy đủ các loại máy để gia công chi tiết.
II. Nội Dung Thiết Kế
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ kết cấu
2. Xác định dạng sản suất.
3. Chọn phôi và phương pháp chế tạo phôi, tra lượng dư gia công cho các bề mặt gia công
4. Lập tiến trình công nghệ: Thứ tự gia công gá đặt, so sánh các phương án chọn phương án hợp lí
5. Thiết kế nguyên công
ü Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt, chỉ rõ phương chiều của chuyển động, ghi kích thước độ bóng dung sai các nguyên công đang thưc hiện.
ü Chọn máy, kết cấu dao.
ü Trình bày các bước: chọn dao (loại dao và vật liệu làm dao), tra lượng dư và tra chế độ cắt (v, n, t, s, N) và tính thời gian công nghệ từng bước.
ü Tính lượng dư gia công cho 02 nguyên công (1 lượng dư gia công mặt trong, 1 lượng dư gia công mặt ngoài) còn các nguyên công khác tra (trong sổ tay công nghệ chế tạp máy 1,2,3)
ü Tính toán chế độ cắt cho 02 nguyên công, (1gia công mặt trong,1 gia công mặt ngoài) còn các nguyên công khác tra bảng chế độ cắt (trong sổ tay công nghệ chế tạp máy 1,2,3)
6. Thiết kế đồ gá
- Vẽ sơ đồ nguyên lý.Thiết kế kết cấu và trình bày nguyên lý làm việc của đồ gá.
- Tính lực kẹp cần thiết, lực kẹp của cơ cấu kẹp.
- Tính sai số chuẩn và so soánh với dung sai nguyên công đang thực hiện đồ gá
- Tính sức bền cho chi tiết chiều lực
III.Các bản vẽ
- Bản vẽ chi tiết: 1 bản (A3)
- Bản vẽ đánh số thứ tự các bề mặt gia công 1 bản (A3)
- Bản vẽ lồng phôi …… 1 bản (A3)
- Tập bản vẽ nguyên công….. n bản (A3)
- Bản vẽ thiết kế đồ gá…… 1 bản (A1)
MỤC LỤC
Nhận xét của giáo viên hướng dẫn:.................................................................................. 4
CHƯƠNG 1 XÁC ĐỊNH DẠNG SẢN XUẤT.................................................................. 7
1.1. Ý nghĩa của việc xác định dạng sản xuất............................................................ 7
1.2. Xác định dạng sản xuất.......................................................................................... 8
CHƯƠNG 2 PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI 10
2.1. Phân tích chức năng và điều kiện làm
việc................................................................................................................................. 10
2.2 Phân tích yêu cầu kĩ thuật và tính công nghệ trong kết cấu............................ 10
2.3 Cơ sở việc lựa chọn phôi...................................................................................... 11
2.4 Chọn dạng phôi..................................................................................................... 11
2.4.1 Phôi rèn dập:...................................................................................................... 11
2.4.2 Phôi cán:.............................................................................................................. 12
2.4.3 Phôi đúc:.............................................................................................................. 12
2.5 Phương pháp chế tạo phôi.................................................................................... 13
2.5.1 Đúc trong khuôn cát mẫu gỗ............................................................................ 13
2.5.2 Đúc trong khuôn cát mẫu kim loại................................................................... 13
2.5.3 Đúc trong khuôn kim loại.................................................................................. 13
2.5.4 Đúc ly tâm............................................................................................................ 13
2.5.5 Đúc áp lực............................................................................................................ 14
2.5.6 Đúc trong khuôn vỏ mỏng................................................................................. 14
2.6 Tra lượng dư gia công cơ cho các bề mặt của phôi........................................... 15
CHƯƠNG 3 THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG............................... 17
3 .1 Bản vẽ đánh dấu các mặt của chi tiết gia công................................................. 17
3.2 Phân tích và lựa chọn phương pháp gia công.................................................... 18
3.3 Phân tích và lựa chọn chuẩn định vị................................................................... 20
3.3.1 Những lời khuyên khi chọn chuẩn:............................................................. 20
3.3.2 Chọn chuẩn thô............................................................................................. 20.
3.3.3 Chọn chuẩn tinh:............................................................................................ 20
CHƯƠNG 4 THIẾT KẾ NGUYÊN CÔNG.................................................................... 26
4.1 Nguyên công 1........................................................................................................ 26
4.2 Nguyên công 2:...................................................................................................... 28
4.3 Nguyên công 3:...................................................................................................... 30
4.4 Nguyên công 4........................................................................................................ 32
4.5 Nguyên công 5........................................................................................................ 33
4.6 Nguyên công 6........................................................................................................ 35
CHƯƠNG 5 XÁC ĐỊNH LƯỢNG DƯ TRUNG GIAN VÀ KÍCH THƯỚC TRUNG GIAN 37
5.1 Xác dịnh lượng dư bằng phương pháp phân tích............................................... 38
5.2 Xác định lượng dư bằng phương pháp tra bảng................................................. 42
CHƯƠNG 6 XÁC ĐỊNH CHẾ ĐỘ CẮT VÀ THỜI GIAN GIA CÔNG CƠ BẢN..... 46
6.1. Xác định chế độ cắt bằng phương pháp phân tích cho bề mặt trụ 5.............. 46
6.1.1. Khoan lỗ......................................................................................................... 47
6.1.2. Doa lỗ.............................................................................................................. 49
6.2. Xác định chế độ cắt bằng phương pháp phân tích khi phay bề mặt 1:......... 52
6.2.1 Phay thô:.......................................................................................................... 52
6.2.2 Phay tinh.......................................................................................................... 54
6.3 Xác định chế độ cắt các mặt còn lại bằng phương pháp tra bảng................... 57
CHƯƠNG 7........................................................................................................................ 59
TÍNH TOÁN THIẾT KẾ ĐỒ GÁ..................................................................................... 59
7.1 Yêu cầu của đồ gá.................................................................................................. 59
7.2 Nhiệm vụ thiết kế................................................................................................... 59
7.3 Thành phần đồ gá................................................................................................... 59
7.4 Tính lực kẹp khi phay........................................................................................... 60
7.5 Xác định sai số chế tạo cho phép của đồ gá...................................................... 61
7.6 Nguyên lý hoạt động của đồ gá............................................................................ 62
7.7 Quy tắc sử dụng, kỹ thuật an toàn và bảo dưỡng đồ gá.................................... 62
CHƯƠNG 1
XÁC ĐỊNH DẠNG SẢN XUẤT
1.1. Ý nghĩa của việc xác định dạng sản xuất.
Dạng sản xuất là một khái niệm đặc trưng có tính chất tổng hợp giúp cho việc xác định hợp lý đường lối biện pháp công nghệ và đề ra phương án tổ chức sản xuất để tạo ra sản phẩm đạt chỉ tiêu kinh tế kỹ thuật.
Trong điều kiện hiện nay việc xác định dạng sản xuất chủ yếu dựa vào sản lượng và khối lượng của chi tiết gia công.
Các yếu tố đặc trưng của dạng sản xuất là:
- Sản lượng
- Tính ổn định của sản phẩm
- Tính lặp lại của quá trình sản xuất
- Mức độ chuyên môn hoá trong sản xuất
Tuỳ theo sản lượng hàng năm và mức độ ổn định của sản phẩm mà người ta chia ra làm 3 dạng sản xuất sau đây:
- Sản xuất đơn chiếc (đặc điểm: sản lượng hàng năm ít).
- Sản xuất hàng loạt (đặc điểm: sản lượng không quá ít chế tạo thành từng loạt theo chu kỳ).
- Sản xuất hàng khối (có sản lượng rất lớn, sản phẩm ổn định, trình độ chuyên môn hoá cao, trang thiết bị dụng cụ chuyên dùng).
Mỗi dạng sản xuất có những đặc điểm riêng nó phụ thuộc vào nhiều yếu tố khác nhau. Việc xác định dạng sản xuất có ý nghĩa rất quan trọng, dạng sản xuất ảnh hưởng trực tiếp đến vấn đề quyết định đầu tư trang thiết bị máy móc, nhân lực, mặt bằng sản xuất ...
Với dạng sản xuất loạt lớn cho phép vốn đầu tư vào trang thiết bị máy móc hiện đại , chuyên dùng, tổ chức sản xuất theo dây truyền.
Với dạng sản xuất đơn chiếc loạt nhỏ thì không nên đầu tư trang thiết bị máy móc mà nên tận dụng những cái đã có sẵn để sản xuất .
Dựa vào đó ta lập được quy trình công nghệ gia công chi tiết hợp lý nhằm đạt hiệu quả kinh tế cao.
1.2. Xác định dạng sản xuất
vMuốn xác định dạng sản xuất trước hết phải xác định được sản lượng cơ khí và khối lượng của chi tiết gia công.
Sản luợng chi tiết cần chế tạo
Với số sản phẩm trong năm : N0 = 100000 (chiếc).
Số chi tiết như nhau trong một sản phẩm : m = 1 .
Số % dự trữ cho chiết tiết làm phụ tùng : a = 5% .
Số % chi tiết phế phẩm trong quá trình chế tạo : b = 5% .
vTrọng lượng của chi tiết được xác định theo công thức:
Q = g.V (kg)
g : Trọng lượng riêng của vật liệu (thép thì g = 7,852 kG/dm3)
V : Thể tích của chi tiết (dm3)
Dựa vào bản vẽ 3D trong phần mềm Inventor, ta tính được thể tích và khối lượng chi tiết là:
- Thể tích chi tiết: V = 65401,375 mm3
- Khối lượng chi tiết: Q = 3.84 kg
Dựa vào sản lượng N và trọng lượng của chi tiết Q
Bảng 1.1 Cách xác định dạng sản xuất
|
|
Q – trọng lượng chi tiết |
||
|
Dạng sản xuất |
>200 kG |
4 ÷ 200 kG |
|
|
|
Số lượng chi tiết |
||
|
Đơn chiếc |
<5 |
<10 |
<100 |
|
Hàng loạt nhỏ |
55 – 100 |
10 – 200 |
100 – 500 |
|
Hàng loạt vừa |
100 – 300 |
200 – 500 |
500 – 5000 |
|
Hàng loạt lớn |
300 – 1000 |
500 – 1000 |
5000 – 50000 |
|
Hàng khối |
>1000 |
>5000 |
>50000 |
Chi tiết giá đỡ được sản xuất dạng hàng khối .
Với dạng sản xuất hàng khối có đặc điểm là sản lượng rất lớn, sản phẩm ổn định, trình độ chuyên môn hoá cao, trang thiết bị chuyên dùng.
CHƯƠNG 2
PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1. Phân tích chức năng và điều kiện làm việc
- Dựa vào bản vẽ chi tiết, giá đỡ này là thuộc chi tiết dạng hộp.
- Công dụng chủ yếu của chi tiết là ốp chày.
- Trên giá đỡ có nhiều bề mặt phải gia công với độ chính xác khác nhau tùy thuộc vào điều kiện làm việc của mỗi mặt đó. Bề mặt làm việc chủ yếu là 2rãnh .
- Ta cần phải gia công chính xác bề mặt A và 2 lỗ M20 để làm chuẩn tinh gia công .
- Cần phải đảm bảo độ vuông góc giữa đường tâm lỗ và mặt A.
- Chi tiết được định vị bằng 2 lỗ M20.
2.2 Phân tích yêu cầu kĩ thuật và tính công nghệ trong kết cấu
- Độ không song và độ không phẳng của các bề mặt chính trong khoảng 0,05 ÷ 0,1mm trên toàn bộ chiều dài , độ nhám bề mặt Ra = 5 ÷ 1.25
- Các lỗ có độ chính xác 1 3 và độ nhám bề mặt Ra = 2.5 ÷ 0.63, đôi khi tới Ra = 0.32 ÷ 0.16 , sai số hình dáng của các lỗ là 0.5 ÷ 0.7 dung sai đường kính lỗ.
- Dung sai khoảng cách tâm giữa lỗ phụ thuộc vào chức năng của nó.
- Dung sai độ không đồng tâm giữa các lỗ bằng ½ dun sai đường kính lỗ nhỏ nhất.
- Độ không vuông góc giữa mặt đầu và tâm lôc trong khoảng 0,01÷0.05mm trên 100mm bán kính
- Kết cấu chi tiết đơn giản không có những bề mặt bậc 2 hay bậc 3 , phù hợp với điều kiện sản xuất , trang thiết bị máy móc của nước ta.
- Gia công chi tiết cũng không có bề mặt nào dung máy móc phức tạp.
2.3 Cơ sở việc lựa chọn phôi
Phôi được xác định theo kết cấu của chi tiết, vật liệu, điều kiện, dạng sản xuất cụ thể của từng nhà máy xí nghiệp. Chọn phôi tức là chọn phương pháp chế tạo xác định lượng dư, kích thước và dung sai của phôi .
Việc xác định phương pháp tạo phôi hợp lý sẽ đảm bảo tốt yêu cầu kỹ thuật của chi tiết, kích thước của phôi phải đảm bảo đủ lượng dư cho quá trình gia công. Hình dáng của phôi càng giống hình dáng của chi tiết bao nhiêu thì càng giảm được lượng dư gia công, yêu cầu này cho phép giảm số lần chạy dao, giảm thời gian gia công, tăng năng suất, giảm giá thành sản phẩm.
Việc tạo phôi phù hợp với việc chế tạo chi tiết trước hết phải căn cứ vào các yêu cầu sau:
- Vật liệu và cơ tính mà chi tiết gia công đòi hỏi
- Hình dáng kết cấu và kích thước của chi tiết gia công
- Dạng sản xuất cụ thể
- Khả năng đạt độ chính xác gia công, chọn phôi hợp lý
- Điều kiện cụ thể của cơ sở sản xuất
2.4 Chọn dạng phôi
Có nhiều phương pháp tạo phôi, vì vậy ta phải phân tích ưu nhược điểm giữa các dạng phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp.
2.4.1 Phôi rèn dập:
- Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và có tính đàn hồi tốt.
- Dập ta nhận được chi tiết có độ chính xác cao hơn, tiêu tốn kim loại nhỏ hơn, năng suất cao hơn.
- Phôi dập được dùng đối với các chi tiết hộp nhỏ có hình thù không phức tạp ở dạng sản xuất hàng loạt lớn và hàng khối.
- Chi tiết đã cho làm bằng thép nên việc chế tạo phôi theo phương pháp này là hoàn toàn hợp lý vì thép có tính dẻo.
- Thiết bị phức tạp, khuôn dập chế tạo khó khăn.
2.4.2 Phôi cán:
- Chi tiết làm bằng phôi cán cũng có cơ tính gần giống với phôi rèn dập.
2.4.3 Phôi đúc:
- Phôi đúc có cơ tính không cao bằng phôi rèn dập (rỗ co, lõm co).
- Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm.
- Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
Kết luận:
Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác khi vật liệu chi tiết là thép cacbon C45.
- Vậy ta chọn phương pháp để tạo ra chi tiết là dạng phôi đúc.
Bảng 2.1 Thành phần hoá học của C 45
|
C(%) |
Si |
Mn |
S |
P |
|
< 2,14% |
< 0,5% |
<0,8% |
< 0,005% |
< 0,005% |
Chọn vật liệu là thép cacbon , ký hiệu C45. Dựa vào bảng 3.1, trang 44[3], ta có các thông số sau:
- Giới hạn bền σb = 600 N/mm2.
- Giới hạn chảy σch = 340 N/mm2
- Độ cứng 170 HB
Đặc tính: Thép cacbon có giới hạn bền nén cao hơn so với thép thường . Độ cứng thép cacbon trong khoảng 170 – 217 HB, dễ gia công cắt.
2.5 Phương pháp chế tạo phôi
Trong phôi đúc có những phương pháp sau:
2.5.1 Đúc trong khuôn cát mẫu gỗ
- Chất lượng bề mặt đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
- Loại phôi này có cấp chính xác: IT16 ÷ IT17.
- Độ nhám bề mặt: Rz = 160μm.
2.5.2 Đúc trong khuôn cát mẫu kim loại
- Nếu công việc thực hiện bằng máy thì cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn cát mẫu gỗ. Loại này phù hợp với dạng sản xuất hàng loạt và hàng khối.
- Loại phôi này có cấp chính xác: IT15 ÷ IT16.
- Độ nhám bề mặt: Rz = 80μm.
2.5.3 Đúc trong khuôn kim loại
- Độ chính xác cao nhưng giá thành đầu tư thiết bị lớn, phôi có hình dáng gần giống với chi tiết. Gía thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối.
- Loại phôi này có cấp chính xác: IT14 ÷ IT15.
- Độ nhám bề mặt: Rz = 80μm.
2.5.4 Đúc ly tâm
- Loại này phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến.
- Loại phôi này có cấp chính xác: IT15 ÷ IT19.
- Độ nhám bề mặt: Rz = 80μm.
2.5.5 Đúc áp lực
- Chi tiết đúc có hình dạng phức tạp, yêu cầu kỹ thuật cao, trang thiết bị đắc tiền nên giá thành sản phẩm cao (khuỷu nối chữ T, bánh xe, vành động cơ, các chi tiết dụng cụ, thân động cơ).
- Loại phôi này có cấp chính xác: IT12 ÷ IT14.
- Độ nhám bề mặt: Ra = 1,25μm và thô hơn.
2.5.6 Đúc trong khuôn vỏ mỏng
- Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6-8mm.
- Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khối.
Kết luận:
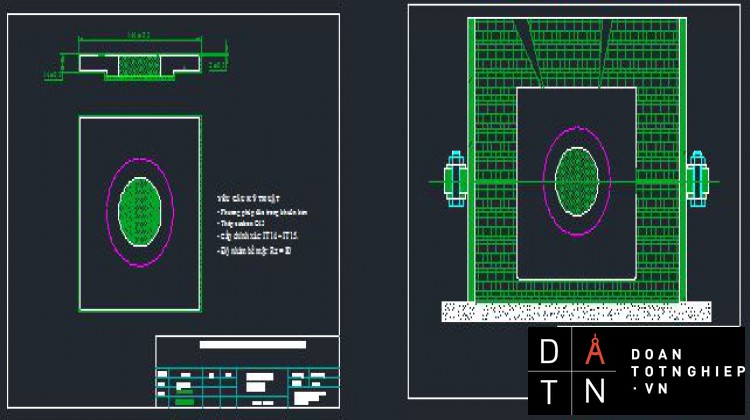
- Dựa vào các đặc điểm kết cấu hình dáng kích thước của chi tiết, yêu cầu kỹ thuật, độ bóng, độ đồng tâm, độ vuông góc và khả năng làm việc của nó, ưu nhược điểm của từng phương pháp mà ta đưa ra phương pháp chế tạo phôi hợp lý nhất là sử dụng phương pháp đúc trong khuôn kim loại làm khuôn bằng máy.
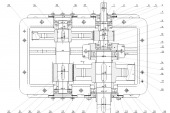
Hình 2.1: Bản vẽ khuôn đúc
2.6 Tra lượng dư gia công cơ cho các bề mặt của phôi
Tra các bảng từ 3-3 đến 3-15 [1] , ta được:
- Sai lệch cho phép kích thước chi tiết đúc (chính xác cấp I),(mm):
Khoảng kích thước danh nghĩa: 0 ÷ 50 : 0,4
50 ÷ 120 : 0,6
120 ÷ 260 : 0,8
260 ÷ 500: 1
- Chiều dày nhỏ nhất vách chi tiết đúc (mm):6
- Bán kính góc lượn (mm): 6
- Tuổi thọ khuôn đúc: 100 ÷ 500 lần
- Việc cắt đứt nhờ các thiết bị chuyên dùng
- Chi tiết được làm sạch bằng các thiết bị phun cát khô và phun cát ướt tự động và bán tự động
- Dung sai kích thước chi tiết đúc (mm): lấy theo IT15
Khoảng kích thước danh nghĩa:
0 ÷ 6 : 0,480
> 6 ÷ 10 : 0,580
> 10 ÷ 18 : 0,700
> 18 ÷ 30 : 0,840
> 30 ÷ 50 : 1,000
> 50 ÷ 80 : 1,200
> 80 ÷ 120 : 1,400
> 120 ÷ 180 : 1,600
> 180 ÷ 250 : 1,850
> 250 ÷ 315 : 2,100
|
Xác định lượng dư gia công của vật đúc cấp chính xác cấp I (mm) |
|||
|
Bề mặt |
Kích thước |
Lượng dư gia công |
Sai lệch cho phép |
|
Mặt 1 |
140 |
Dưới cạnh: 143,5 |
± 0,6 |
|
5 |
10 |
Trên :10,5 |
± 0,3 |
|
Mặt 6 |
62 |
Trên : 62,5 |
± 0,2 |
|
Mặt 7 |
78 |
Cạnh: 78,2 |
± 0,2 |
|
Mặt 8 |
50 |
Cạnh: 51 mm |
± 0,2 |
|
|
|
|
|
CHƯƠNG 3
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
3 .1 Bản vẽ đánh dấu các mặt của chi tiết gia công
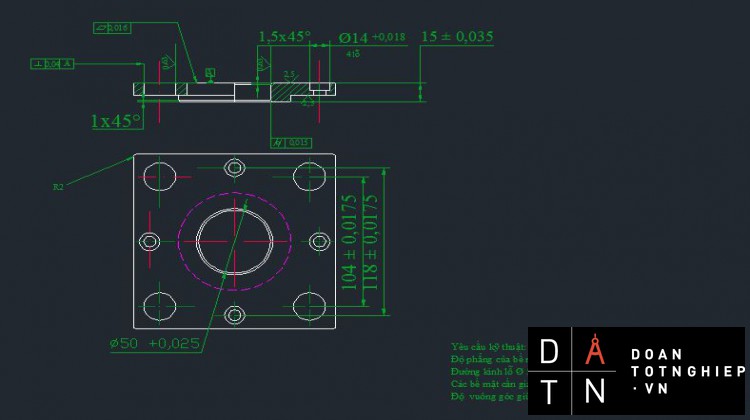
Hình 3.1 Bản vẽ đánh dấu các mặt của chi tiết gia công
3.2 Phân tích và lựa chọn phương pháp gia công
Bảng 3.1 Sơ đồ khối phương án công nghệ
|
Chế tạo phôi |
Sản Phẩm |
|||||
|
Phôi thép thanh |
Phôi rèn dập |
Phôi đúc |
Phôi cán |
|||
|
Đúc trong khuôn kim loại |
Đúc trong khuôn cát |
|||||
|
Các công đoạn chế tạo |
STT nguyên công |
Bề mặt gia công |
||||
|
Gia công chọn chuẩn |
1 |
Mặt 1
|
Phay thô ccx 12, Rz 50 Phay tinh Ccx 7, Rz 6,3 |
Bào thô ccx12,Rz50 Bào tinh Ccx 7,Rz6,3 |
||
|
Lỗ 2
|
Khoan ccx 12 , Rz 40 Doa tinh ccx 7 , Rz 6,3 |
Chuốt thô ccx10,Rz20 Chuốt thô Ccx 7,Rz6,3 |
||||
|
Gia công tạo hình cơ bản |
2 |
Lô 3 |
Khóet rộng lỗ ccx 12 , Rz 40 |
Khoét rộng lỗ ccx12,Rz40 |
||
|
3 |
Lô 4 |
Khoan ccx 12 , Rz 40 |
Khoan ccx12,Rz40 |
|||
|
4 |
Mặt 5 |
Tiện thô ccx 12 , Rz 80 |
Tiện thô ccx12,Rz80 |
|||
|
5 |
Mặt 6 |
Tiện thô ccx 12 , Rz 80 |
Tiện thô ccx 12, Rz 80 |
|||
|
6 |
Mặt 7 |
Tiện thô ccx 12 , Rz 80 |
Tiện thô Ccx12,Rz 80 |
|||
|
7 |
Lỗ 3 |
Doa Thô |
Doa Thô |
|||
|
8 |
Mặt 5-6-7 |
Tiện bán tinh Ccx 10 , Rz 20 |
Tiện bán tinh Ccx10,Rz 20 |
|||
|
Gia công tinh |
Lỗ 3 |
Doa Tinh |
Doa Tinh |
|||
|
Mặt 6 |
Tiện Tinh |
Tiện tinh |
||||
Theo sơ đồ khối ta có 2 phương án công nghệ :
Bảng 3.2 Bảng so sánh phương án công nghệ
|
Các công đoạn chế tạo chi tiết cơ khí |
Phương án công nghệ |
|
|
Phương án 1 |
Phương án 2 |
|
|
Chế tạo phôi |
Đúc trong khuôn kim loại |
Đúc trong khuôn kim loại |
|
Gia công chọn chuẩn |
Mặt 1: Phay thô, Phay tinh Lỗ 2: Khoan, doa |
Mặt 1: Bào thô,Bào tinh Lỗ 2: Chuốt |
|
Gia công tạo hình cơ bản |
Lỗ 3: Khoét rộng lỗ Lỗ 4 : Khoan Mặt 5: Tiện thô Mặt 6,7: Tiện thô Lỗ 3 : Doa thô Mặt 5-6-7 tiện bán tinh |
Lỗ 3: Khoét rộng lỗ Lỗ 4 : Khoan Mặt 5: Bào thô, Mài Mặt 6,7: Bào thô ,Mài Lỗ 3 : Doa thô Mặt 5-6-7 : tiện bán tinh |
|
Gia công tinh |
Lỗ 3 : doa tinh Mặt 6: Tiện tinh |
Lỗ 3: Doa tinh Mặt 6: tiện tinh |
Bào và xọc có khả năng đạt được độ chính xác và độ nhẵn cao. Nhưng vì có năng xuất thấp nên bào và xọc thường được sử dụng trong sản xuất đơn chiếc và hàng loạt nhỏ.
Chuốt có thể đạt được độ chính xác cao ( cấp 7 ) tốc độ cắt thấp nên biến dạng dẻo ít vì thế chất lượng bề mặt tốt. Chuyển động đơn giản, vận tốc cắt thấp nhưng năng suất cao do có nhiều lưỡi cắt tham gia cắt cùng lúc. Tuy nhiên dao chuốt khó chế tạo, đắt tiền, yêu cầu máy có công suất lơn. Yêu cầu đồ gá phức tạp không thích hợp để sản xuất hàng khối.
Vì vậy ta loại bỏ phương án 2 và chọn theo phương án công nghệ 1.
3.3 Phân tích và lựa chọn chuẩn định vị
3.3.1 Những lời khuyên khi chọn chuẩn:
Chọn chuẩn có ý nghĩa rất lớn trong việc thiết kế và lập quy trình công nghệ. Nó tác động trực tiếp đến độ chính xác và giá thành sản phẩm.
- Chọn chuẩn xuất phát từ nguyên tắc 6 điểm, sao cho khống chế đủ số bậc tự do cần thiết, tránh thiếu hoặc siêu định vị.
- Chọn chuẩn sao cho lực cắt và lực kẹp nhỏ nhất, gây sai số ít nhất trong quá trình gia công.
- Chọn chuẩn sao cho đồ gá có kết cấu đơn giản, giảm nhẹ sức lao động, tính chuyên môn hoá cao. Phù hợp với loại hình sản xuất.
3.3.2 Chọn chuẩn thô:
3.3.3.1 Những yêu cầu và lời khuyên khi chọn chuẩn thô.
a) Yêu cầu:
+ Đảm bảo phân bố đủ lượng dư cho bề mặt gia công.
+ Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công và không gia công.
b) Những lời khuyên:
- Xuất phát từ hai yêu cầu ta có lời khuyên khi chọn chuẩn thô như sau.
+ Theo 1 phương kích thước nhất định nếu trên chi tiết gia công là một bề mặt không gia công thì ta nên chọn bề mặt đó làm chuẩn thô.
+ Theo một phương kích thước nhất định nếu trên chi tiết gia công có hai hay nhiều bề mặt không gia công thì ta nên chọn bề mặt nào có yêu cầu về độ chính xác tương qua cao nhất so với các bề mặt làm chuẩn thô.
+ Ứng với một bậc tự do cần thiết của chi tiết thì ta chỉ được phép chọn và sử dụng chuẩn thô không quá một lần. Trong suốt cả quá trình gia công nếu vi phạm lời khuyên này người ta gọi là vi phạm chuẩn thô. Nếu phạm chuẩn thô sẽ làm cho sai số về vị trí tương quan giữa mặt gia công và không gia công sẽ rất lớn.
+ Chọn chuẩn sao cho kết cấu đồ gá đơn giản dễ sử dụng, thuận tiện.
+ Trong những mặt phôi có thể thoả mãn các lời khuyên về chuẩn thô thì ta nên chọn mặt phôi nào trơn chu nhất làm chuẩn thô.
3.3.3 Chọn chuẩn tinh
3.3.3.1 Những yêu cầu và lời khuyên khi chọn chuẩn tinh.
a) Yêu cầu:
- Chọn chuẩn tinh phải thoả mãn 2 yêu cầu:
+ Phải phân bố đủ lượng dư cho các bề mặt gia công
+ Phải đảm bảo độ chính xác cao về vị trí tương quan giữa các bề mặt gia công với nhau.
b) Những lời khuyên:
* Xuất phát từ hai yêu cầu trên ta có 3 lời khuyên sau:
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính. Nếu thoả mãn được lời khuyên này thì sẽ đơn giản hoá được quá trình gia công, lắp ráp đỡ phải gia công chuẩn tinh phụ.
- Cố gắng chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt.
- Cố gắng chọn chuẩn tinh thống nhất cho cả quá trình gia công. Chọn như vậy nhằm đơn giản hoá được quá trình công nghệ.
3.3.3.2 Phương án chuẩn tinh.
Hệ chuẩn tinh là mặt đáy 1 kết hợp với 2 lỗ M14. Mặt đáy khống chế 3 bậc tự do, 1 lỗ gắn chốt trụ khống chế 2 bậc tự do, 1 lỗ gắn chốt trám khống chế 1 bậc tự do. Như vậy với sơ đồ này, ta khống chế được 6 bậc tự do khi gia công chi tiết.
-Ưu điểm: Công việc thực hiện gá đặt nhanh đảm bảo được độ đồng tâm, độ song song, độ vuông góc qua nhiều lần gá, kết cấu gọn thao tác đơn giản thuận tiện khi sử dụng.
3.3.3.3 Phương án chuẩn thô
Phương án 1: Dùng mặt 3 của chi tiết làm chuẩn thô để gia công mặt 1 và lỗ 2. Sau đó dùng mặt 1 gia công tất cả các mặt còn lại.
Bảng 3.3 Phương án chọn chuẩn 1
|
Tên nguyên công |
Bước nguyên công |
Bề mặt gia công |
Bề mặt định vị |
Chọn máy |
Cấp nhẵn bóng |
Độ chính xác |
Độ nhám (Rz) |
|
1 . Phay mặt 1.
Khoan,doa lỗ 2.
|
1 . Phay thô 2 . Phay tinh 3. Phay mỏng 1 . Khoan 2 . Doa thô 3 . Doa tinh |
1
2
|
5,6 |
Máy phay đứng vạn năng 6H12 |
4 5 7 4 6 7 |
12 10 7 12 10 7 |
40 20 6,3 40 10 6,3 |
|
Khoét , doa lỗ 3 3
Khoan lô 4 5 Tiện măt 5.
Tiện mặt 6-7 |
Khoan
Tiện thô Tiện bán tinh
Tiện thô Tiện bán tinh Tiện tinh
|
3,5
6,7
4
5
6,7
|
1,2
1,2
1,2
1,2
1,2
|
Máy phay đứng vạn năng 6H12
Máy tiện vạn năng
Máy tiện vạn năng
Máy tiện vạn năng
|
4
4
4 7
6 7
6 7
|
12
12
12 7
9 6
9 6
|
40
40
40 6,3
10 5
10 5
|
Với phương án 1 đã đưa ra ta thấy nó đảm bảo 1 số yêu cầu sau của chuẩn thô:
- Dễ dàng hơn trong việc gá lắp trên máy gia công, đảm bảo được độ đứng vững, độ đồng tâm, độ vuông góc.
- Đảm bảo vị trí tương quan giữa các lỗ và mặt đáy với độ dịch chuyển sai khác là nhỏ nhất.
Do vậy ta chọn phương án 1
CHƯƠNG 4
THIẾT KẾ NGUYÊN CÔNG
4.1 Nguyên công 1
- Phay mặt phẳng 1.
- Khoan,doa lỗ 2 .
vChọn trình tự các bước trong nguyên công
- Bước 1:phay thô bằng dao phay mặt đầu chắp mảnh thép gió(Ccx 12,Rz 0.2).
- Bước 2: phay tinh (Ccx 10,Rz0.8).
- Bước 3: phay tinh mỏng để đạt độ nhám yêu cầu (Ccx 7,Rz6,3).
- Bước 4: khoan lỗ bằng mũi khoan ruột gà bằng thép gió đuôi trụ loại ngắn (Ccx12,Rz0.2) , khoan lỗ côn bằng mũi khoan côn
- Bước 5: doa thô bằng mũi doa liền khối chuôi côn (Ccx 9,Rz 1.6).
- Bước 6: doa tinh để đạt độ nhám yêu cầu (Ccx 7,Rz 6,3).
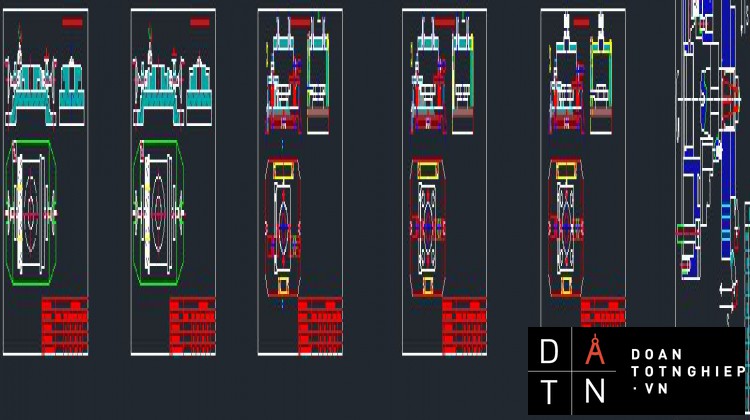
vSơ đồ gá đặt
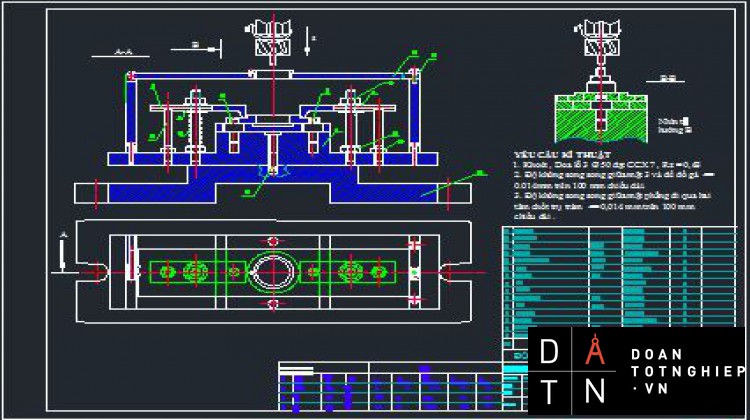
Hình 4.1 Sơ đồ gá đặt nguyên công 1
Chọn máy công nghệ
- Chọn máy: Máy phay đứng vạn năng 6H12
- Mặt làm việc của bàn máy: 400 x 1600mm.
- Công suất động cơ: N = 10 kW, hiệu suất máy = 0,75.
- Tốc độ trục chính: 18 cấp: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500.
- Lực cắt chiều trục lớn nhất cho phép tác dụng lên bàn máy:
Pmax = 19,650 N (2000kg).
vChọn đồ gá: Chốt tỳ điều chỉnh,khối V cố định và khối V di động.
Định vị
- Sử dụng chốt tỳ điều chỉnh để định vị mặt 3 khống chế 3 bậc tự do
- Dùng khối V cố định định vị mặt 10 khống chế 2 bậc tự do
- Sử dụng khối V di động định vị mặt 10 còn lại khống chế 1 bậc tự do
- Chi tiết được khống chế 6 bậc tự do.
Kẹp chặt
- Kẹp chặt mặt 10.
vChọn dụng cụ cắt
- Chọn dao phay
- Tra bảng 4.94 [1] dao phay mặt đầu chắp mảnh thép gió
D(Js) = 160 mm ; L = 45 mm ; d(H7) = 50 mm ; Z = 16
- Dao phay mặt đầu răng nhỏ, có then dọc
- Góc nghiêng rãnh thoát phoi
- Chọn mũi khoan
Chọn mũi khoan ruột gà tra bảng 4.40 [1] bằng thép gió đuôi trụ loại ngắn với:
- Đường kính d = 0,5 ÷ 20mm;
- Chiều dài L = 20 ÷ 131 mm ;
- Chiều dài phần làm việc l = 3 ÷ 60mm
- Chọn mũi doa
Tra bảng 4.49 [1] ta chọn được mũi doa tinh liền khối chuôi côn với :
- Đường kính d = 13,5 mm;
- Chiều dài L = 138 mm ;
- Chiều dài phần làm việc l = 30 mm ;
Chọn dung dịch trơn nguội : Emunxi
Chọn dụng cụ kiểm tra : Thước cặp dài 150mm độ chính xác 0,02mm
4.2 Nguyên công 2:
- Khoét , doa lỗ 3
vTrình tự nguyên công
- Bước 1: Khoét lỗ đường kính 49
- Bước 2 : Vét mặt đầu lỗ , Doa thô và tinh lỗ đường kính 50
vSơ đồ gá đặt
Hình 4.2 Sơ đồ gá đặt nguyên công 2
vChọn máy công nghệ
- Chọn máy: Máy phay ngang vạn năng 6H81.
- Số cấp tốc độ : 16.
- Phạm vi tốc độ trục chính : 65-1800 vg/ph.
- Công suất độn cơ chính : 4,5 kW .
- Khối lượng máy : 2100 kg .
- Khích thước làmviệc bàn máy : B1 = 250 , L = 1000 .
- Bước tiên bàn máy : dọc : 35-980 , ngang : 25-765 .
- Góc quay lớn nhất của bàn máy : 45 .
vChọn đồ gá: Mặt phẳng,chốt trụ ngắn,chốt trám.
Định vị
- Sử dụng mặt phẳng định vị mặt 1 khống chế 3 bậc tự do
- Sử dụng chốt tỳ dịnh vị lỗ 2 khống chế 2 bậc tự do
- Sử dụng chốt trám định vị lỗ 2 còn lại khống chế 1 bặc tự do
- Chi tiết được khống chế 6 bậc tự do.
Kẹp chặt :
- Kẹp chặt mặt 5 .
vChọn dụng cụ cắt
- Chọn mũi Khoét
- Tra bảng 4.47 [1] Mũi khoét côn gắn mảnh hợp kim cứng để gia công các chi tiết bằng hợp kim nhẹ
D(Js) = 49 mm ; L = 50 mm ; d(H7) = 32mm ;
- Doa thô và tinh bằng mũi doa gắn chuôi côn
- D : 50 , L : 138 , l : 26
vChọn dụng cụ kiểm tra : Thước cặp dài 150mm độ chính xác 0,02mm
vChọn dung dịch trơn nguội : Emunxi
4.3 Nguyên công 3:
- Khoan lỗ 4
vChọn trình tự các bước trong nguyên công.
- Khoan lỗ 20 bằng mũi khoan ruột gà loại đuôi côn thường
vSơ đồ gá đặt
Hình 4.3 Sơ đồ gá đặt nguyên công 3
vChọn máy công nghệ
- Chọn máy: Máy phay ngang vạn năng 6H81.
- Số cấp tốc độ : 16.
- Phạm vi tốc độ trục chính : 65-1800 vg/ph.
- Công suất độn cơ chính : 4,5 kW .
- Khối lượng máy : 2100 kg .
- Khích thước làmviệc bàn máy : B1 = 250 , L = 1000 .
- Bước tiên bàn máy : dọc : 35-980 , ngang : 25-765 .
- Góc quay lớn nhất của bàn máy : 45 .
vChọn đồ gá: Mặt phẳng,chốt trụ ngắn,chốt trám.
Định vị
- Sử dụng mặt phẳng định vị mặt 1 khống chế 3 bậc tự do
- Sử dụng chốt tỳ dịnh vị lỗ 2 khống chế 2 bậc tự do
- Sử dụng chốt trám định vị lỗ 2 còn lại khống chế 1 bặc tự do
- Chi tiết được khống chế 6 bậc tự do.
Kẹp chặt :
- Kẹp chặt mặt 3 .
vChọn dụng cụ cắt
- Chọn mũi khoan
Tra bảng 4.94 [1] mũi khoan ruột gà
D(Js) = 20 mm ; L = 50 mm l = 60
vChọn dụng cụ kiểm tra : Thước cặp dài 150mm độ chính xác 0,02mm
vChọn dung dịch trơn nguội : Emunxi
4.4 Nguyên công 4 .
..................................................
Vậy μm = 0,014 mm
Từ giá trị sai số cho phép của đồ gá ta đưa ra điều kiện kỹ thuật của đồ gá như sau:
- Độ không song song giữa bề mặt phẳng nằm ngang của đồ gá và mặt đáy của đồ gá ≤ 0,014mm
- Độ không vuông góc giữa bề mặt phẳng thẳng đứng và đáy đồ gá ≤ 0,014mm.
7.6 Nguyên lý hoạt động của đồ gá
- Công dụng: Đồ gá dùng để gia công lỗ chi tiết dạng hộp tương đối lớn trên máy phay mà nguyên công tiện không thực hiện được.
- Đế đồ gá được định vị trên bàn máy phay nhờ then dẫn hướng và được kẹp chặt nhờ 2 bulong – đai ốc M20
- Lắp ghép toàn bộ các chi tiết lên đế và thân để trở thành 1 đồ gá hoàn chỉnh với đầy đủ chức năng định vị và kẹp chặt.
- Căn chỉnh đồ gá cho hợp lý.
- Nguyên lý: Khi quay tay quay, lực truyền từ trục tay quay qua bộ truyền bánh vít-trục vít làm bàn xoay quay, trên bàn lắp thân đồ gá để gá đặt chi tiết cần gia công.
7.7 Quy tắc sử dụng, kỹ thuật an toàn và bảo dưỡng đồ gá
- Không làm xước các bề mặt dùng định vị và thường xuyên lau chùi, bôi trơn có định kỳ các bộ phận cần thiết.
- Vận chuyển nhẹ nhàng, tránh va đập gây biến dạng các bộ phận của đồ gá.