QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP HÔNG ĐỘNG CƠ DIESEL RV70 ĐH Bách Khoa


NỘI DUNG ĐỒ ÁN
QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP HÔNG ĐỘNG CƠ DIESEL RV70
ĐẠI HỌC BÁCH KHOA THÀNH PHỐ HỒ CHÍ MINH
LỜI NÓI ĐẦU
Khoa học công nghệ hiện đại ngày càng phát triển, đòi hỏi cho ra đời những máy móc và thiết bị hiện đại để nhằm thay thế sức lao động của con người trong sản xuất. Và đồng thời nó cũng thay thế dần những quy trình công nghệ sản xuất cũ không còn phù hợp nhằm mục đích cải thiện năng suất lao động và chất lượng sản phẩm, hạ giá thành sản xuất. Nhưng cũng không thể thay thế hết các sức lao động con người và máy móc vạn năng gia công kim loại cũ bằng các máy gia công kim loại điều khiển số (máy CNC) mới. Đó là vấn đề bức thiết của người kỹ sư Cơ khí, làm sao có thể kết hợp nhuần nhuyễn giữa các máy móc và sức lao động của con người với nhau để phù hợp với điều kiện thực tế của nơi sản xuất. Đây cũng là là vấn đề cốt lõi của việc áp dụng những kiến thức đã học ở trường lớp vào thực tế sản xuất, giúp người kỹ sư phát huy tối đa tính sáng tạo độc lập trong khi làm việc và tích lũy thêm kinh nghiệm của bản thân nhằm giải quyết một vấn đề công nghệ thực tế.
Chính vì những đòi hỏi của thực tế sản xuất và kinh nghiệm của bản thân nên tôi đã mạnh dạn đưa vào cuốn luận văn tốt nghiệp: ‘’Lập quy trình công nghệ gia công chi tiết nắp hông động cơ Diesel RV70’’ một số cách làm mới của quy trình công nghệ gia công chi tiết nắp hông động cơ Diesel RV70 mà đã sản xuất thành công tại công ty cổ phần NAKYCO. Cuốn luận văn này đã phần nào nói lên lợi ích của việc gia công chi tiết trên các máy gia công điều khiển số ( máy CNC), cũng như sự kết hợp đồng thời sản xuất gia công giữa máy vạn năng thông thường và các máy gia công điều khiển số nhằm mục đích tăng năng suất lao động và chất lượng sản phẩm, cũng như phát huy tính sáng tạo tối đa của người kỹ sư khi đứng trước một vấn đề thực tế.
Cuốn luận văn được chia thành 6 chương:
- CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT
- CHƯƠNG 2: PHÂN TÍCH CHI TIẾT GIA CÔNG, CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- CHƯƠNG 3: LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP HÔNG ĐỘNG CƠ DIESEL RV70
- CHƯƠNG 4: XÁC ĐỊNH CÁC CHẾ ĐỘ GIA CÔNG
- CHƯƠNG 5: LẬP TRÌNH GIA CÔNG ‘’NẮP HÔNG ĐỘNG CƠ DIESEL RV70’’ TRÊN MÁY ĐIỀU KHIỂN SỐ CNC
- CHƯƠNG 6: KẾT LUẬN
Mục lục
LỜI NÓI ĐẦU.. i
LỜI CẢM ƠN.. iii
TỔNG QUAN.. iv
CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT. 1
1.1. Mục đích của việc xác định dạng sản xuất:1
1.2. Xác định trọng lượng của chi tiết gia công:1
1.3. Xác định dạng sản xuất:1
CHƯƠNG 2: PHÂN TÍCH CHI TIẾT GIA CÔNG - CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI 3
2.1. Chức năng và nhiệm vụ của chi tiết nắp hông động cơ Diesel RV70.3
2.2. Tính công nghệ và kết cấu của chi tiết nắp hông động cơ Diesel RV70.3
2.3. Chọn phôi.5
2.4. Phương pháp chế tạo phôi:6
CHƯƠNG 3: LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP HÔNG ĐỘNG CƠ DIESEL RV70 7
3.1. Phương án gia công chi tiết nắp hông động cơ Diesel RV70.7
3.2. Quy trình công nghệ gia công chi tiết nắp hông động cơ Diesel RV70.9
CHƯƠNG 4: XÁC ĐỊNH CÁC CHẾ ĐỘ GIA CÔNG.. 12
4.1. Xác định lượng dư gia công và kích thước trung gian.12
4.1.2. Xác định lượng dư gia công và kích thước trung gian bằng phương pháp phân tích 13
4.1.3. Xác định lượng dư gia công bằng phương pháp tra bảng.16
4.2. Xác định chế độ cắt.17
4.2.1. Xác định chế độ cắt bằng phương pháp phân tích cho bề mặt phẳng ráp.17
4.2.2. Xác định chế độ cắt bằng phương pháp tra bảng cho bề mặt gia công còn lại.21
4.3. Xác định thời gian nguyên công.43
4.3.1. Xác định thời gian cơ bản theo phương pháp phân tích cho bề mặt ráp:43
4.3.2. Xác định thời gian cơ bản theo phương pháp gần đúng:44
4.4. Chọn dạng máy gia công và dung dịch tưới nguội.48
4..4.1. Chọn dạng máy gia công.48
4.4.2. Chọn dung dịch tưới nguội..49
4.5. Thiết kế đồ gá và gá kiểm.49
4.5.1.Nhiêm vụ thiết kế đồ gá.49
4.5.2. Một số chi tiết cơ cấu của đồ gá.49
4.5.3. Các chi tiết và cơ cấu định vị.50
4.5.4. Các cơ cấu kẹp chặt.50
4.5.5. Nội dung nhiệm vụ thiết kế đồ gá.51
4.5.6. Thiết kế gá kiểm.56
4.6. Tổng hợp phiếu nguyên công.58
4.6.1. Phiếu nguyên công2.58
4.6.2. Phiếu nguyên công3.59
4.6.3. Phiếu nguyên công4.60
4.6.4. Phiếu nguyên công 5.61
4.6.5. Phiếu nguyên công 6.62
CHƯƠNG 5: LẬP TRÌNH GIA CÔNG ‘’NẮP HÔNG ĐỘNG CƠ DIESEL RV70’’ TRÊN MÁY ĐIỀU KHIỂN SỐ CNC.. 63
5.1. Các bước chuẩn bị gia công trên máy điều khiển số CNC.63
5.2. Chương trình gia công chi tiết ‘’ nắp hông động cơ DIESEL RV70’’.63
5.2.1. Nguyên công 2:63
5.2.2. Nguyên công 3: ................................................................................................. 71
CHƯƠNG 6: KẾT LUẬN.. 81
TÀI LIỆU THAM KHẢO.. 82
Mục lục
TỔNG QUAN
Nước Việt Nam là một nước nông nghiệp lâu đời, có hơn 70% dân số tập trung vào các nghành nông nghiệp.
Trước tình hình kinh tế trong nước ngày càng phát triển, đòi hỏi nền nông nghiệp cũng phải phát triển theo. Để thực hiện được nhiệm vụ này cần phải đưa tiến bộ khoa học kỹ thuật áp dụng vào nông nghiệp đó là hiện đại hóa, cơ khí hóa nền nông nghiệp nước nhà. Nhằm tăng năng suất, giảm chi phí về nhân lực và vật lực.
Với tình hình trước mắt nền nông nghiệp nước ta đang tập trung vào cá thể các hộ gia đình nên nhu cầu về máy móc nông nghiệp cỡ nhỏ là bức thiết. Chính những điều kiện đó mà nhà nước ta khuyến khích những doanh nghiệp cơ khí trong nước sản xuất và cải tiến những động cơ, máy nổ, máy nông nghiệp cỡ nhỏ để đưa vào phục vụ sản xuất như: Công ty Cơ khí Trần Hưng Đạo, công ty lắp ráp máy móc và phụ tùng VINAPRO, công ty máy nông nhiệp miền nam VIKYNO, công ty cổ phần NAKYCO…
Trong những công ty cơ khí này chủ yếu lắp rápvà sản xuất những động cơ, máy nổ có công suất từ 7-9 HP. Mặt khác, đòi hỏi cần có sự chuyên môn hóa trong sản xuất nên những chi tiết, phụ tùng cần có để cung cấp cho những doanh nghiệp cơ khí chuyên về lắp ráp này. Những chi tiết phụ tùng của máy nổ, động cơ Diesel có chi tiết nắp hông là chi tiết phức tạp đã được sản xuất hàng loạt, phù hợp với trình độ sản xuất ở nứoc ta hiện nay. Ví dụ như: chi tiết nắp hông trên các động cơ Diesel RV70, RV125, Rv165, D15, EV2400-N…
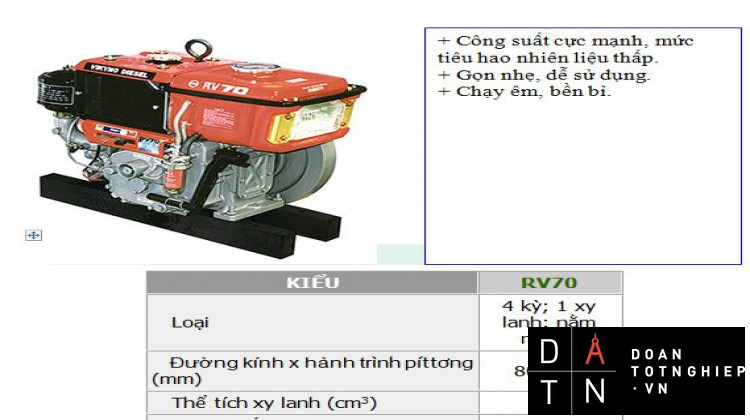
Dưới đây là đặc tính kỹ thuật của động cơ Diesel RV70 do công ty VIKYNO sản xuất.
CHƯƠNG 1: XÁC ĐỊNH DẠNG SẢN XUẤT
1.1. Mục đích của việc xác định dạng sản xuất:
- Mục đích của việc xác định dạng sản xuất là xác định hình thức tổ chức sản xuất ( đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn hay hàng khối) để từ đó cải thiện tính công nghệ của chi tiết vì ứng với mỗi dạng sản xuất ta có các quy trình công nghệ gia công khác nhau.
- Để phù hợp với điều kiện sản xuất, năng lực về thiết bị và con người của từng cơ sở sản xuất mà ta có thể đưa ra những quy trình công nghệ hợp lý.
1.2. Xác định trọng lượng của chi tiết gia công:
- Để xác định trọng lượng của chi tiết gia công ta xác định theo [5, trang 14] công thức,
(kG) (1.1)
Trong đó: - Trọng lượng riêng của vật liệu chế tạo chi tiết, (kG/dm3).
Vì vật liêu chế tạo là hợp kim nhôm nên ta có:
V- Thể tích của chi tiết gia công, (dm3). Ta có: V 0,574 (dm3).
Ta tính được trọng lượng của chi tiết nắp hông động cơ Diesel RV70 là: Q= 1,550 (kG).
1.3. Xác định dạng sản xuất:
Để xác định dạng sản xuất, ta đi xác định sản lượng của chi tiết cần chế tạo trong một năm của nhà máy, theo [4, trang 25] công thức:
(chiếc/năm) (1.2)
Trong đó: N0- Số sản phẩm trong một năm theo kế hoạch, N0= 3500 (chiếc).
m- Số lượng chi tiết như nhau trong một sản phẩm, m=1 (chiếc).
- Số phần trăm dự trữ cho chi tiết máy nói trên dành làm phụ tùng, chọn .
- Số phần trăm chi tiết phế phẩm trong quá trình chế tạo, chọn .
Thay vào công thức ta có: N 4042 (chiếc/năm).
Theo [4, bảng 2.1, trang 25]; ta có:
|
Trọng lượng chi tiết, (kG) |
Số lượng chi tiết, (chiếc/năm) |
|
1,550 |
4042 |
Căn cứ vào kết quả tính toán ta chọn dạng sản xuất là hàng loạt vừa.
CHƯƠNG 2: PHÂN TÍCH CHI TIẾT GIA CÔNG - CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1. Chức năng và nhiệm vụ của chi tiết nắp hông động cơ Diesel RV70.
+ Cố định các chi tiết máy lên thân máy bằng các bulong hoặc vít cấy nhờ các lỗ lắp ghép.
+ Che chắn bụi không cho vào động cơ nhằm mục đích kéo dài tuổi thọ của động cơ. (Hình 2.1)
+ Tránh cho dầu tràn ra bên ngoài trục khởi động khi động cơ làm việc.
+ Bơm dầu để bôi trơn các chi tiết máy được lắp phía trong nắp hông.
+ Lọc dầu, kiểm tra và thay dầu nhớt định kỳ.2.2. Tính công nghệ và kết cấu của chi tiết nắp hông động cơ Diesel RV70.
- Đây là chi tiết dạng hộp, có thành mỏng, có nhiều lỗ và vách ngăn, các đường gân chịu lực phức tạp, chi tiết đúc dạng phức tạp V. (Hình 2.2)
- Bề mặt phẳng (bề mặt ráp và bề mặt bơm cao áp) ít nhưng gia công phải đòi hỏi độ chính xác cao vì bề mặt có tham gia lắp ghép, độ bóng của bề mặt ráp và bề mặt bơm cao áp sau khi gia công xong phải đạt cấp 6 (Ra = 2,5).
- Các bề mặt lỗ quan trọng (như bề mặt lỗ van thở, lỗ lắp bơm cao áp… và lỗ lắp bơm bánh răng) sau khi gia công phải đạt độ bóng cấp 5 và cấp chính xác của kích thước là cấp 7-8.
- Chi tiết làm việc trong điều kiện chịu tải trọng và nhiệt độ cao nên đòi hỏi kết cấu của chi tiết gia công phải vững chắc, không rỗ xốp và đạt độ đồng đều về các kích thước và hình dáng hình học.
- Các vấu công nghệ (3 vấu) phải được đúc chính xác để làm chuẩn thô khi gia công.
- Các bề mặt không phải gia công phải đạt độ bóng Rz = 40.
2.3. Chọn phôi.
- Loại phôi được xác định tuỳ theo kết cấu của chi tiết, vật liệu chế tạo, điều kiện sản xuất cụ thể của nhà máy. Chọn phôi tức là chọn phương pháp chế tạo phôi, xác định lượng dư, kích thước và dung sai phôi.
- Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết máy cần chú ý tới các yếu tố sau:
+ Đặc điểm về kết cấu và yêu cầu chịu tải khi làm việc của chi tiết máy.
+ Sản lượng hàng năm của chi tiết máy có xét đến lượng dự trữ và tỷ lệ phế phẩm trong quá trình sản xuất.
+ Điều kiện thực tế xét về mặt kỹ thuật và tổ chức sản xuất( khả năng trang thiết bị chế tạo phôi, trình độ chế tạo phôi…).
- Từ những yêu cầu của chi tiết gia công ta chọn phôi đúc có độ chính xác cấp II sử dụng cho sản xuất hàng loạt.
- Vật liệu chế tạo phôi là hợp kim nhôm ADC 10 hoặc ADC 12 hoặc hợp kim Nhôm- Silic AlSi13.
|
Ký hiệu vật liệu |
Cơ tính vật liệu |
|
|
AlSi13 |
35HB |
|
- Vật liệu chế tạo chi tiết là hợp kim nhôm nên có những ưu điểm sau:
+ Nhẹ gấp 3 lần sắt.
+ Tương đối bền (Có loại hợp kim nhôm siêu bền có độ bền không thua gì thép cacbon kết cấu).
+ Tính chống ăn mòn cao hơn (thép bị gỉ mạnh…)
+ Trữ lượng lớn (gần gấp đôi sắt tức là gấp 5 lần về thể tích), riêng nước ta đã phát hiện những mỏ quặng nhôm lớn.
2.4. Phương pháp chế tạo phôi:
- Từ những yêu cầu kỹ thuật vừa nêu trên, mặt khác chi tiết có nhiều bề mặt ngoài không cần gia côngđể đảm bảo độ đồng đều, tính thẩm mỹ và độ chính xác của chi tiết sau khi gia công ta chọn phương pháp chế tạo phôi là phương pháp đúc trong khuôn thép dưới áp lực cao.
- Ta lựa chọn đúc trong khuôn kim loại vì:
+ Sự điền đầy khuôn, đông đặc và làm nguội vật đúc xảy ra với sự trao đổi nhiệt mạnh mẽ giữa khuôn và vật đúc, do đó vật đúc nguội nhanh hơn rất nhiều so với trong khuôn cát. Do nguội nhanh, vật đúc có thể có cơ tính cao hơn, nhưng phải chú ý đến khả năng gia tăng ứng suất trong vật đúc và việc biến trắng ở các vật đúc bằng gang.
+ Khuôn kim loại không có khả năng thông khí, vì vậy phải đảm bảo việc thoát khí khi chọn kết cấu khuôn, bố trí vật đúc trong khuôn, cách dẫn kim loại vào khuôn…
+ Khuôn kim loại không chịu lún, cản co mạnh, do đó dễ tạo ứng suất trong vật đúc, làm vật đúc dễ cong vênh, nứt, khó lấy ra khổi khuôn.
CHƯƠNG 3: LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP HÔNG ĐỘNG CƠ DIESEL RV70
3.1. Phương án gia công chi tiết nắp hông động cơ Diesel RV70.
|
STT |
Tên nguyên công |
Dụng cụ cắt |
Máy gia công |
Dụng cụ kiểm tra |
|
|
01 |
Làm sạch phôi |
Dũa |
|
|
|
|
02 |
Gia công trên máy CNC FV-1000A
|
- Bước 1: Phay mặt ráp, mặt bơm cao áp, mặt đầu trục khởi động.
|
- Dao phay mặt đầu mm, có gắn mảnh hợp kim cứng.
|
FV-1000A |
Bàn máp, thước đo sâu. |
|
- Bước 2: Gia công 2 lỗ định vị mm. |
- Mũi khoan , khoét
|
Ca líp |
|||
|
- Bước 3: Phay mặt van thở, mặt van một chiều. |
- Dao phay mặt đầu . |
Thước cặp |
|||
|
- Bước 4: Gia công lỗ van một chiều. |
- Mũi khoan . - Mũi khoét , mũi khoan . - Dao phay rãnh phe . |
Thước cặp |
|||
|
- Bước 5: Khoan 2 lỗ của mặt van thở. |
- Mũi khoan . |
Thước cặp |
|||
|
- Bước 6: Gia công lỗ lắp bơm cao áp. |
- Dao phay ngón , dao tổ hợp . |
Ca líp |
|||
|
- Bước 7: Khoan 6 lỗ . |
- Mũi khoan . |
Thước cặp |
|||
|
- Bước 8: Gia công lỗ thăm dầu. |
- Mũi khoan , ta rô M24. |
Ca líp |
|||
|
03 |
Gia công trên máy CNC FV-800
|
- Bước 1: Gia công trục khởi động.
|
- Dao phay tổ hợp có gắn mảnh hợp kim cứng . |
FV-800 |
Đồng hồ so, ca líp |
|
- Bước 2: Gia công buồng bơm dầu bôi trơn và các bướu. |
- Mũi khoan , khoét , dao phay ngón , dao doa , dao khoét rãnh oring, dao phay mặt đầu . |
Đồng hồ so, ca líp |
|||
|
- Bước 3: Gia công lỗ và mặt đầu chỗ xả dầu bôi trơn. |
- Dao phay mặt đầu . - Mũi khoan , ta rô M20x1,5 |
Ca líp |
|||
|
- Bước 4: Gia công lỗ và mặt đầu van thở. |
- Dao phay mặt đầu . - Mũi khoan , ta rô M12x1. |
Ca líp |
|||
|
- Bước 5: Khoan 9 lỗ của mặt van thở. |
- Mũi khoan , ta rô M6. |
Ca líp |
|||
|
- Bước 6: Gia công lỗ cần điều tốc. |
- Mũi khoan , khoét |
Ca líp |
|||
|
- Bước 7: Gia công lỗ cần gạt. |
- Mũi khoan , khoét , khoan tâm, khoan . |
Ca líp |
|||
|
- Bước 8: Gia công lỗ thông hơi. |
- Mũi khoan , khoét . |
Ca líp |
|
04 |
Gia công trên máy khoan đứng 2M112 |
- Gia công lỗ dẫn dầu 1 và 2.
|
- Mũi khoan . |
Máy khoan 2M112 |
Ca líp |
|
05 |
Gia công trên máy khoan đứng 2M112 |
- Gia công lỗ dẫn dầu 1 và 2.
|
- Khoét . |
Máy khoan 2M112 |
Ca líp |
|
06 |
Gia công trên máy khoan đứng 2M112 |
- Gia công 12 lỗ .
|
- Mũi khoan . |
Máy khoan 2M112 |
Ca líp |
|
07 |
Kiểm tra, làm sạch sản phẩm |
|
Máy bơm khí nén. |
Ca líp |
|
3.2. Quy trình công nghệ gia công chi tiết nắp hông động cơ Diesel RV70.
Để chế tạo một sản phẩm có thể có nhiều phương án công nghệ. Vấn đề đặt ra là phải làm sao chọn được một phương án công nghệ hợp lý hoặc cao hơn là một phương án tối ưu.
Quy trình công nghệ dược thiết kế nhằm mục đích hướng dẫn công nghệ, lập các chỉ tiêu kinh tế kỹ thuật, lập kế hoach sản xuất và điều hành sản xuất.
Khi thiết kế quy trình công nghệ phải đảm bảo các yêu cầu chung sau nay:
-Phải đảm bảo chất lượng sản phẩm.
-Phương pháp gia công kinh tế nhất.
-Phải thích hợp với điều kiện cụ thể của nhà máy như khả năng thiết bị, khả năng và trình độ của lực lượng cán bộ và công nhân của nhà máy.
Giới thiệu quy trình gia công nắp hông động cơ Diesel RV70:
3.2.1. Nguyên công 1: Kiểm tra và làm sạch phôi, dũa các ba- via, các vấu lồi lõm.
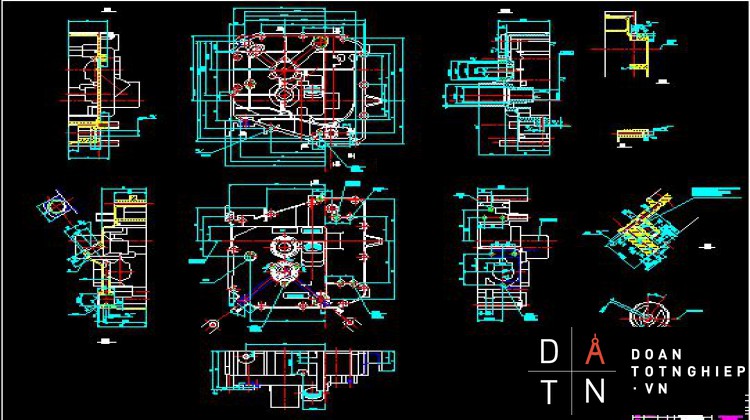
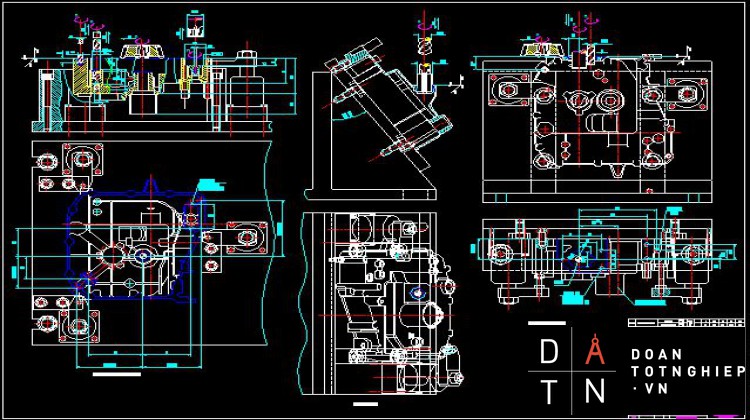
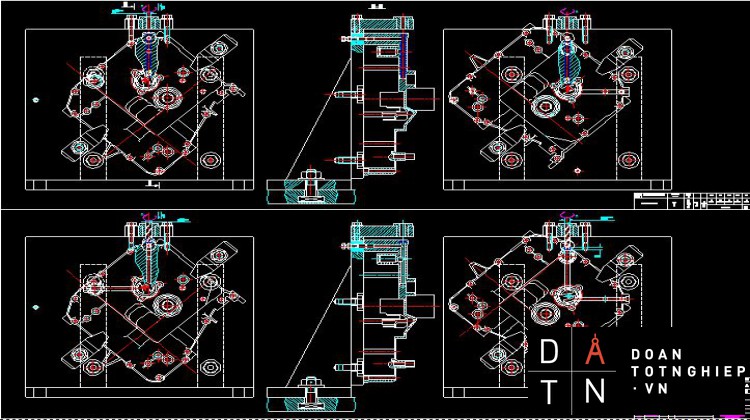
3.2.2. Nguyên công 2: Gia công 3 chi tiết nắp hông trên máy CNC FV-1000A nhằm tăng năng suất.
a) Chi tiết số 1: Được định vị bởi 3 vấu công nghệ trên 3 gối đỡ và một cạnh bên của vấu công nghệ trên thân gá nằm, khống chế 4 bậc tự do.
- Chi tiết được kẹp chặt bởi 3 ben thủy lực. (Hình 3.1)
b) Chi tiết số 2: Được định vị bởi mặt phẳng ráp và 2 chốt định vị trên thân gá đứng, khống chế 5 bậc tư do. (Hình 3.2)
- Chi tiết được kẹp chặt bởi 2 ben thủy lực.
c) Chi tiết số 3: Được định vị bởi mặt phẳng ráp và 2 chốt định vị trên thân gá nghiêng 350, khống chế 5 bậc tư do. (Hình 3.3)
- Chi tiết được kẹp chặt bởi 2 ben thủy lực.
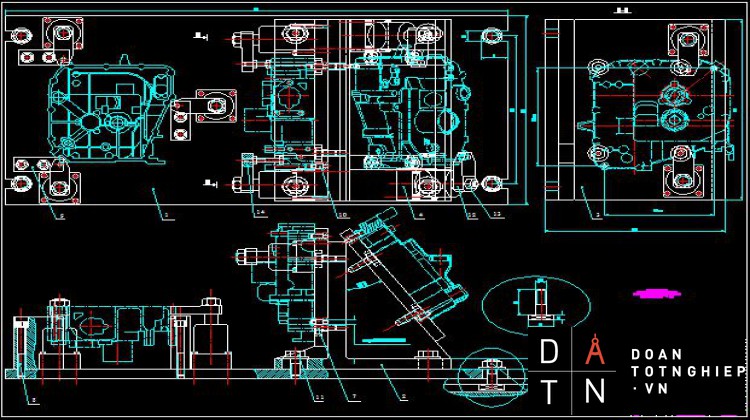
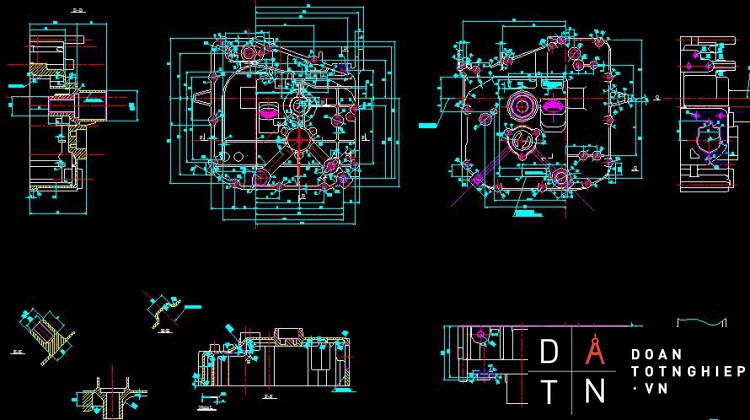
3.2.3. Nguyên công 3: Gia công 2 chi tiết nắp hông trên máy CNC FV-800.
a) Chi tiết số 1: Được định vị bởi mặt phẳng ráp và 2 chốt định vị trên thân gá nằm, khống chế 5 bậc tư do. (Hình 3.4)
- Chi tiết được kẹp chặt bởi 2 ben thủy lực.
c) Chi tiết số 2: Được định vị bởi mặt phẳng ráp và 2 chốt định vị trên thân gá đứng, khống chế 5 bậc tư do. (Hình 3.5)
- Chi tiết được kẹp chặt bởi 2 ben thủy lực.
3.2.4. Nguyên công 4: Gia công 1 chi tiết nắp hông trên máy khoan đứng 2M112, (khoan lỗ dẫn dầu 1 và 2).
- Chi tiết được định vị bởi mặt phẳng ráp và 2 chốt định vị trên thân gá đứng, khống chế 5 bậc tư do. (Hình 3.6)
- Có bạc dẫn hướng và được kẹp chặt bởi 2 kẹp bu lông, đai ốc.
3.2.5. Nguyên công 5: Gia công 1 chi tiết nắp hông trên máy khoan đứng 2M112, (khoét lỗ dẫn dầu 1 và 2). (Hình 3.7)
- Có bạc dẫn hướng và được kẹp chặt bởi 2 kẹp bu lông, đai ốc.
3.2.6. Nguyên công 6: Gia công 1 chi tiết nắp hông trên máy khoan đứng 2M112, khoan 12 lỗ . (Hình 3.8)
- Chi tiết được định vị bởi 3 vấu công nghệ và một phiến dẫn chứa 12 bạc dẫn hướng.
- Chi tiết được kẹp chặt bởi bu lông, đai ốc.
3.2.7. Nguyên công 7: Kiểm tra và làm sạch sản phẩm để loại bỏ phế phẩm trước khi bao gói để nhập kho.
Như vậy sai lệch sẽ giảm đi qua nhiều lần cắt gọt, vì vậy mà trong một quá trình công nghệ phải chia làm nhiều nguyên công, nhiều bước để có thể hớt đi dần lớp kim loại mang nhiều sai số. Trong quá trình chế tạo phôi do nguyên công trước để lại, lượng dư phải đủ để thực hiện các nguyên công cần thiết đó.
Mặt khác, nếu lượng dư quá bé thì khi gia công sẽ xảy ra hiện tượng trượt của dao và chi tiết, dao sẽ bị mòn nhanh và bề mặt chi tiết không bóng.
Cho nên việc xác định hợp lí lượng dư gia công và dung sai của kích thước trung gian ở tất cả các bước là một trong những vấn đề cơ bản, giải quyết đúng đắn việc đó sẽ có tác dụng lớn tới chỉ tiêu kinh tế kĩ thuật.
4.1.2. Xác định lượng dư gia công và kích thước trung gian bằng phương pháp phân tích cho bề mặt lỗ(mm).
- Tra theo [1, trang 61, bảng 2.8], ta có sai lệch giới hạn của lỗ là: (mm).
a) Lượng dư nhỏ nhất:
* Do bề mặt gia công là bề mặt trong đối xứng, nên theo [1, trang 226] ta có công thức:
(4.1)
Trong đó: Rzi-1- Chiều cao nhấp nhô tế vi của bước công nghệ sát trước để lại.
hi-1- Chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
- Tổng sai lệch về vị trí không gian do bước công nghệ sát trước để lại.
- Sai số gá đặt chi tiết ở bước công nghệ đang thực hiện.
Ta lựa chọn các bước công nghệ để gia công bề mặt lỗ là:
+ Do phôi ban đầu có cấp chính xác kích thước là IT14 nên ta có: Rz0= 200 (), h0= 100 (), tra theo [1, trang 235, bảng 3-66].
+ Bước 1: Khoét thô đạt cấp chính xác kích thước là IT12 nên ta có: Rz1= 80 (), h1= 80 (),tra theo [4, trang 143, phụ lục 11].
+ Bước 2: Doa tinh đạt cấp chính xác kích thước là IT7 nên ta có: Rz1= 10,
h1= 10 (), tra theo [4, trang 143, phụ lục 11].
* Xác định sai số không gian cho từng bước công nghệ:
+ Xác định sai số không gian tổng cộng theo [5, trang 43, bảng 14] ta có công thức :
(4.2)
Trong đó: - Giá trị cong vênh của lỗ được xác định theo 2 phương hướng kính và hướng trục:
(4.3)
Ta có: = 0,7, tra theo [6, trang 26, bảng 1.23].
d= 29 (mm).
L= 15 (mm)
Thay số vào (4.3), ta được: = 23 ().
- Giá trị sai lệch của nửa khuôn trên và nửa khuôn dưới:
= 520 (), tra theo [1, trang 248, bảng 3-91].
Trong đó: - Dung sai của phôi ban đầu.
Thay vào (4.2), ta được: = 521().
Sai số không gia còn lại qua các bước nguyên công được xác định theo [1, trang 266] công thức theo :
(4.4)
Trong đó:
k= 0,05- Sau khi gia công thô.
k= 0,2- Sau khi gia công tinh.
Thay vào (4.4), ta được: = 26 (), = 5,2 ().
* Xác định sai số gá đặt cho từng bước công nghệ theo tra theo [7, trang 49], ta có công thức:
(4.5)
Chọn:
Tra theo [1, trang 248, bảng 3-91], ta có: = 210 (), = 21 ().
Thay số vào (4.5), ta có: = 52,5 (),= 5,25 ().
Thay số vào (4.1), ta có lượng dư gia công nhỏ nhất cho từng bước công nghệ là:
- Khoét thô: 2Z1min= 1,647 (mm).
- Doa tinh: 2Z2min= 0,233 (mm).
b) Lượng dư lớn nhất:
* Do bề mặt gia công là bề mặt trong đối xứng, nên theo [1, trang 227] ta có công thức:
(4.6)
Trong đó: - Dung sai kích thước bước công nghệ sát trước.
- Dung sai kích thước của bước công nghệ hoàn thành.
Thay vào (4.6), ta có:
- Khoét thô: 2Z1max= 1,957 (mm).
- Doa tinh: 2Z2max= 0,422 (mm).
b) Lượng dư tổng cộng:
+ Lượng dư tổng cộng nhỏ nhất: = 1,880 (mm)
+ Lượng dư tổng cộng lớn nhất: = 2,379 (mm)
c) Xác định các kích thước trung gian:
Kích thước trung gian xác định theo [1, trang 231] công thức:
- Kích thước trung gian lớn nhất:
Dmaxi-1= Dmaxi – 2Zi-1min (4.7)
- Kích thước trung gian nhỏ nhất:
Dmini-1= Dmaxi-1 – (4.8)
- Kích thước lớn nhất và nhỏ nhất của chi tiết sau khi gia công: Dmax3= 29,021(mm); Dmin3= 29 (mm).
Trong đó:
Dmini-1, Dmaxi-1- Kích thước nhỏ nhất và lớn nhất do bước công nghệ sát trước tạo nên.
Dmini, Dmaxi- Kích thước nhỏ nhất và lớn nhất do bước công nghệ đang thực hiện.
Thay số vào (4.7), (4.8); ta có:
- Doa tinh: Dmax3= 29,021(mm)
Dmin3= 29 (mm)
- Khoét thô: Dmax2= Dmax3 – 2Z2min = 29,021 – 0,233 = 28,788 (mm)
Dmin2=Dmax2 - = 28,788 – 0,021 = 28,767 (mm)
- Phôi: Dmax1= Dmax2 - 2Z1min= 28,788 – 1,647 = 27,141 (mm)
Dmin1=Dmax1 - = 27,141 – 0,21 = 26,931 (mm)
Thử lại kết quả ta có:
2Z0max – 2Z0min = 2,379 – 1,880 = 0,499 (mm)
= 0,52 – 0,021 = 0,499 (mm)
Vậy kết quả trên là đúng.
- Giới hạn trên của lỗ phôi:
ES= - 2Z0max = 0,52 – 1,88 = -1,36 (mm)
- Giới hạn dưới của lỗ phôi:
EI= 2Z0min- = 0,52 – 2,379 = -1,859 (mm)
Vậy kích thước ghi trên bản vẽ của phôi: (mm)
d) Lượng dư tổng cộng danh nghĩa:
2Z0 = 2Z0max- ES + ESCT= 2,379 + 1,36 + 0,021= 3,76 (mm)
Bảng tổng hợp các kết quả vừa tính toán:
|
Trình tự gia công mặt lỗ (mm) |
Các yếu tố tạo thành lượng dư (m) |
Lượng dư tổng cộng danh nghĩa 2Z0 (mm) |
Kết quả thử sai lệch dung sai, lượng dư (mm) |
Dung sai (m) |
Kích thước giới hạn (mm) |
Lượng dư giới hạn (mm) |
|||||
|
RZi |
hi |
Dmin |
Dmax |
2Zmin |
2Zmax |
||||||
|
0. Phôi |
200 |
100 |
521 |
- |
3,76 |
0,499 |
520 |
26,931 |
27,141 |
- |
- |
|
1. Khoét thô |
80 |
80 |
26 |
52,5 |
210 |
28,767 |
28,788 |
1,647 |
1,957 |
||
|
2. Doa tinh |
10 |
10 |
5,2 |
5,25 |
21 |
29 |
29,021 |
0,233 |
0,422 |
||
|
Cộng |
1,88 |
2,379 |
|||||||||
4.1.3. Xác định lượng dư gia công bằng phương pháp tra bảng.
a) Áp dụng cho bề mặt phẳng ráp:
- Tra [6, trang 73, bảng 1.55], ta có: Z0max= 1,6 (mm).
b) Áp dụng cho bề mặt phẳng lắp bơm cao áp:
- Tra [6, trang 73, bảng 1.55], ta có: Z0max= 0,8 (mm).
c) Áp dụng cho mặt đầu buồng bơm dầu bôi trơn, mặt đầu nút xả nhớt, mặt đầu van thở và mặt đầu các bướu còn lại:
CHƯƠNG 4: XÁC ĐỊNH CÁC CHẾ ĐỘ GIA CÔNG
4.1. Xác định lượng dư gia công và kích thước trung gian.
4.1.1. Khái niệm và định nghĩa về lượng dư gia công cơ.
Muốn đạt được một chi tiết máy có hình dạng, kích thước và chất lượng bề mặt phù hợp với yêu cầu trong bản vẽ, ta phải thực hiện qua nhiều nguyên công. Tại mỗi nguyên công ta hớt đi một lớp kim loại trên bề mặt gia công để thay đổi hình dạng và kích thước của phôi.
Lớp kim loại được lấy đi trong quá trình gia công cơ khí được gọi lượng dư gia công cơ. Ta phải xác định lượng dư gia công cơ hợp lí vì những lí do sau:
- Lượng dư quá lớn sẽ tốn nguyên liệu, tiêu hao lao động, tốn năng lượng, tiêu hao dụng cụ cắt, dẫn đến giá thành tăng.
- Ngược lại lượng dư gia công quá nhỏ sẽ không đủ để hớt đi các sai liệu của phôi để biến phôi thành chi tiết hoàn thiện .
Ta có hệ số in dập:
....................................
CHƯƠNG 6: KẾT LUẬN
Qua quá trình phân phân tích và tính toán về yêu cầu kỹ thuật gia công, năng suất gia công của quy trình theo lý thuyết. Ta thấy đây là một quy trình mang tính khả thi cao. Mặt khác đây là một quy trình kết hợp giữa máy phay tự động CNC và máy vạn năng được cải tiến trên một quy trình sản xuất đã được áp dụng trong thực tế nên chắc chắn nó sẽ mang lại hiệu quả và tính tin cậy cao, điều này đã được chứng minh trong phần tính toán về năng suất gia công ở phần trước của thuyết minh.
Tuy nhiên đây là một quy trình sản xuất gia công trên máy phay tự động CNC còn mới mẻ đối với nền cơ khí Việt Nam hiện nay. Vì trong lĩnh vực đúc nhôm áp lực cao và gia công trên máy CNC chỉ mới được phổ biến trong những năm gần đây nên tài liệu và kinh nghiệm trong lĩnh vực này còn nhiều hạn chế.
Trong quá trình tính toán lý thuyết và tiếp xúc với thực tế bản thân tôi đã nhận thấy quy trình gia công nắp hông động cơ Diesel RV70 còn nhiều hạn chế cần phải cải tiến thêm. Đồng thời từ đó cũng cho thấy sự khác nhau giữa thực tế và lý thuyết rồi từ đó người kỹ sư có thể rút ra kinh nghiệm cho bản thân.
TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
Laäp quy trình coâng ngheä gia coâng chi tieát naép hoâng ñoäng cô Diesel RV70








