THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THANH NỐI CẦN LẮC CÓC Cao Đẳng Kỹ Thuật Cao Thắng

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG THANH NỐI CẦN LẮC CÓC
MỤC LỤC
MỤC LỤC............................................................................................. 1
LỜI NÓI ĐẦU....................................................................................... 2
NHẬN XÉT CỦA GIÁO VIÊN............................................................. 3
- PHÂN TÍCH SẢN PHẨM................................................................. 4
- Công dụng..................................................................................... 4
- Phân tích kết cấu........................................................................... 4
- Phân tích vật liệu........................................................................... 4
- Phân tích yêu cầu kỹ thuật của chi tiết.......................................... 5
- Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công. 8
- Phân tích độ chính xác về hình dạng hình học và vị trí tương quan 8
- PHÂN TÍCH VIỆC CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG........................................ 9
- Phân tích việc chọn phôi............................................................... 9
- Phương pháp chế tạo phôi............................................................ 9
- Xác định lượng dư gia công........................................................... 10
- Tính khối lượng phôi..................................................................... 11
- Hệ số sử dụng vật liệu................................................................... 13
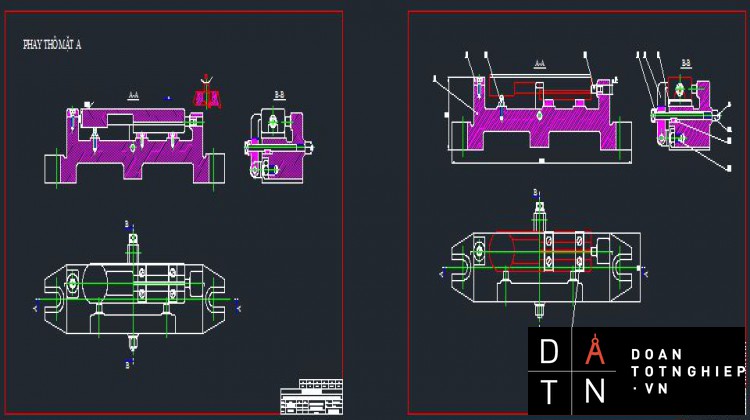
- TIẾN TRÌNH CÔNG NGHỆ............................................................. 14
- BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ........................................ 25
- Biện luận về thứ tự nguyên công................................................... 25
- Biện luận về chuẩn........................................................................ 25
- Biện luận về máy........................................................................... 26
- Chế độ cắt..................................................................................... 26
KẾT LUẬN........................................................................................... 44
TÀI LIỆU THAM KHẢO...................................................................... 45
- PHÂN TÍCH SẢN PHẨM:
- Công dụng:
Thanh nối cần lắc cóc dùng để truyền chuyển động từ cần lắc đến cơ cấu cóc thông qua thanh trượt, làm cho bàn máy chuyển động tịnh tiến theo phương ngang.
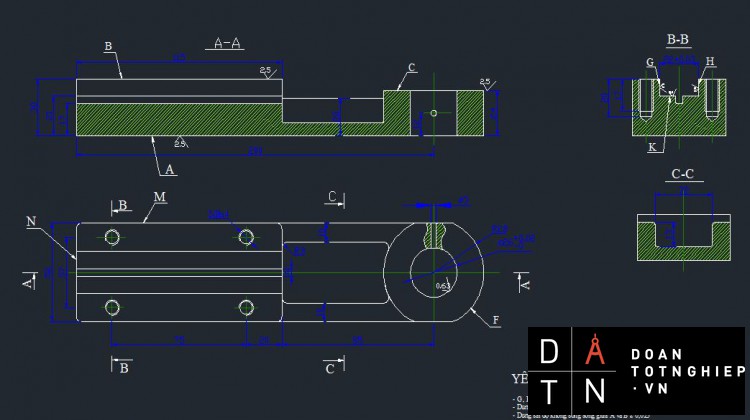
- Phân tính kết cấu:
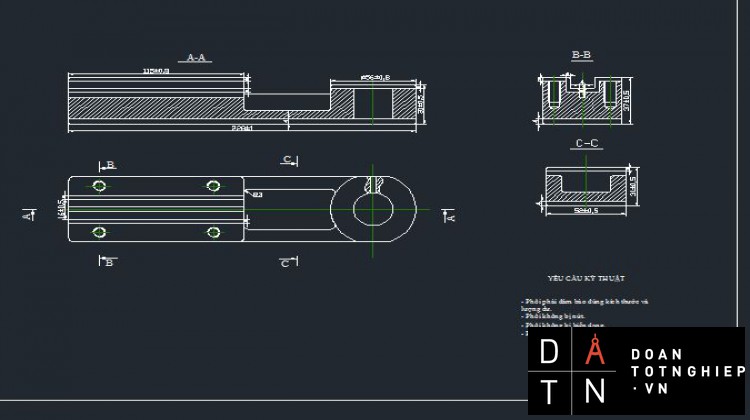
- Chi tiết gồm rãnh trượt kích thước 22 +0,021 dùng để lắp thanh trượt truyền chuyển động cho cơ cấu cóc. Trên rãnh trượt 22 +0,021 , có thêm rảnh nhỏ kích thước 4 mm có chức năng chứa dầu mở bôi trơn cho thanh trượt.
- Trên mặt B có gia công 4 lỗ ren M8 để ghép nắp cố định thanh trượt.
-Trên mặt C có gia công lỗ dùng để lắp trục của cần lắc truyền chuyển động cho cơ cấu cóc thông qua thanh trượt làm bàn máy chuyển động tịnh tiến theo phương ngang. Trên mặt F có gia công lỗ ᴓ3 dùng để bơm dầu cho trục cần lắc.
3. Phân tích vật liệu:
Chi tiết làm việc liên tục , chịu tải trọng trung bình, rung động nhiều nên không cần độ bền cao. Nên ta chọn vật liệu GX15-32.
Thành phần hóa học của GX15-32:
C = 3÷ 3,7 Si = 1,2÷ 2,5 Mn = 0,25 ÷ 1,00 S < 0,12
P = 0,05 ÷ 1,00
4. Phân tích yêu cầu kỹ thuật của chi tiết.
4.1. Phân tích độ chính xác về kích thước
4.1.1 Các kích thước có dung sai chỉ dẫn:
- Kích thước: 22
+ Kích thước danh nghĩa : 22mm.
+ T = 0,021mm
+ ES = 0,021mm , EI =0 tra bảng 1.4/11 và bảng 1.14/34
=> ccx =7 => miền dung sai H , ø22 => 22H7
- Kích thước : Ø26
+ Kích thước danh nghĩa : Ø26 mm
+ T = 0,021mm
+ ES = 0,021 mm , EI = 0 tra bảng 1.4/11 và bảng 1.14/34
=> ccx =7 => miền dung sai H => Ø26 = Ø26H7
4.1.2 Các kích thước dung sai không chỉ dẫn:
Đối với các kích thước không chỉ dẫn gồm có các kích thước.
- Kích thước giữa hai mặt gia công.
- Kích thước giữa hai mặt không gia công.
- Kích thước giữa một mặt gia công và một mặt không gia công.
v Các kích thước giới hạn bởi hai bề mặt gia công có cấp chính xác 12:
- Kích thước 24:
+ Kích thước danh nghĩa : 24mm.
+ Dung sai: T = 0,21 mm.
ð24±0,105
- Kích thước 12:
+ Kích thước danh nghĩa: 12mm.
+ Dung sai: T = 0,18 mm.
ð12±0,08
- Kích thước 20:
+ Kích thước danh nghĩa: 20mm.
+ Dung sai: T = 0,21 mm
ð20±0,105
- Kích thước 17 :
+kích thước danh nghĩa : 17mm
+Dung sai : T = 0,18 mm
ð17±0,09
- Kích thước 4 :
+ kích thước danh nghĩa : 4 mm
+ Dung sai : T = 0,3mm
ð4±0,15
- Kích thước 37 :
+ kích thước danh nghĩa: 37mm
+Dung sai : T=0,25mm
ð37±0,125
- Kích thước 75 :
+ kích thước danh nghĩa: 75 mm
+Dung sai : T= 0,3
ð75±0,15
- Kích thước 3 :
+ kích thước danh nghĩa : 3 mm
+ Dung sai : T=0,1
ð3±0,05
v Kích thước giới hạn bởi bề mặt không gia công và bề mặt gia công có cấp chính xác 14:
- Kích thước 30:
+ kích thướt danh nghĩa: 30 mm
+Dung sai : T = 0,21
ð30±0,105
- Kích thước 21
+ kích thước danh nghĩa : 21mm
+ Dung sai : T = 0,21
ð21±0,105
- Kích thước 17 :
+ Kích thước danh nghĩa : 17mm
+ Dung sai : T = 0,18
ð17±0,09
- Kích thước 200 :
+ kích thước danh nghĩa : 200mm
+ Dung sai : T = 1,15
ð200±0,575
v Kích thước giới hạn bởi hai bề mặt không gia công có cấp chính xác 16:
- Kích thước115 :
+ kích thước danh nghĩa : 115mm
+ Dung sai : T = 2,2
ð115±1,1
- Kích thước 52 :
+ kích thước danh nghĩa : 52 mm
+ Dung sai : T = 1,9
ð52±0.95
- Kích thước 85 :
+ kích thước danh nghĩa : 85mm
+ Dung sai : T =0,87mm
ð85±0.435
- Kích thước 10:
+ kích thước danh nghĩa : 10 mm
+ Dung sai : T = 0,9
ð10±0.45
- Kích thước 13 :
+ kích thước danh nghĩa : 13 mm
+ Dung sai : T = 1,1
ð13±0,55
- Kích thước 32 :
+ kích thước danh nghĩa : 32mm
+ Dung sai : T =1,6
ð32±0,8
- Kích thước 28 :
+ kích thước danh nghĩa : 28mm
+ Dung sai : T =1,6
ð28±0,8
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công:
- Các mặt A, B có độ nhám = 2,5 µm => Cấp độ nhám là: 5
- Các mặt G, H, K có độ nhám = 2,5 µm => Cấp độ nhám là: 5
- Lỗ có độ nhám = 0,63 µm => Cấp độ nhám là: 7
6. Phân tích độ chính xác về hình dạng hình học và vị trí tương quan:
- Mặt G , H đối xứng nhau qua tâm
- Dung sai độ không song song giữa mặt G và H ≤ 0,02
- Dung sai độ không song song giữa mặt A và B ≤ 0,025
- Dung sai độ không vuông góc giữa G và H với mặt K ≤ 0,02
- PHÂN TÍCH VIỆC CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
- Phân tích việc chọn phôi:
Có nhiều phương pháp chế tạo phôi, nhưng thanh nối cần lắc cóc được làm bằng gang xám, nên chỉ có phương pháp đúc là phù hợp nhất.
- Phôi đúc lượng dư phân bố điều, tiết kiệm vật liệu, độ đồng đều của phôi cao.
- Tuy nhiên phương pháp đúc này cũng có một số khuyết điểm là khó phát hiện các khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm năng suất và hiệu quả.
2. Phương pháp chế tạo phôi.
Có nhiều phương pháp chế tạo phôi.
- Đúc trong khuôn cát:
Phương pháp đúc bằng khuôn cát tương đối phổ biến. Tuy nhiên chế tạo khuôn mẫu rất tốn thời gian, độ chính xác phôi không cao, giá thành thấp trang thiết bị đơn giản, thích hợp dạng sản xuất đơn chiếc và hàng loạt vừa.
- Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành quá cao thiết bị đầu tư lớn, lòng khuôn có kích thước, hình dạng, vị trí tương quan giống như phôi cần đúc.
- Chủ yếu dùng để đúc kim loại và hợp kim nhôm.
- Độ chính xác cấp 13 – 15, độ nhám Rz = 80µm.
- Đúc trong khuôn mẫu nóng chảy:
- Chỉ mang lại hiệu quả cao khi đúc các chi tiết có hình dạng phức tạp từ vật liệu bất kì với số lượng chi tiết trong hàng loạt > 100 chiếc
- Độ chính xác cấp 11 – 12, độ nhám Rz = 40 - 10µm.
- Đúc áp lực:
- Chủ yếu để chế tạo phôi cho các chi tiết từ vật liệu thiếc, nhôm và hợp kim màu.
- Độ chính xác 11-12, độ nhám bề mặt Rz = 20
- Đúc li tâm:
- Sử dụng để chế tạo chi tiết có dạng tròn xoay.
- Độ chính xác cấp 13-15, độ nhám bề mặt Rz = 160-40µm
v Kết luận:
- Với những yêu cầu chi tiết đã cho và những mặt kinh tế, mặt sản xuất ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy.
- Phôi đạt cấp chính xác 2
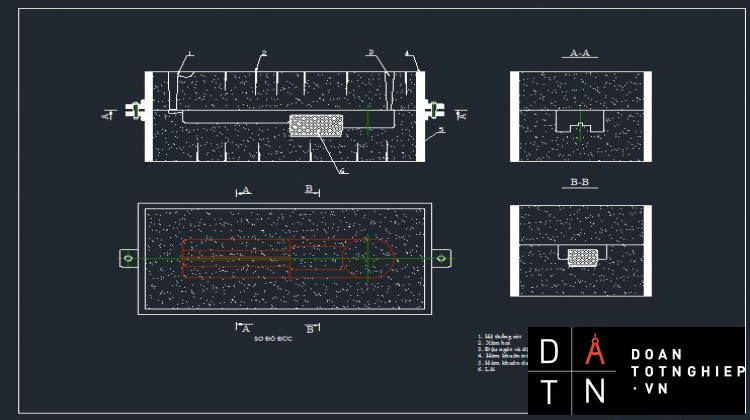
3. Xác định lượng dư gia công:
- Với dạng sản xuất hang loạt vừa ta chọn loại phôi chính xác cấp 2.
- Với kích thước ngoài lớn nhất của chi tiết là 228 (mm). Vậy theo bảng 3-95/252 (STCNCTM) và vị trí đúc như sơ đồ đúc ta có lượng dư của các bề mặt như sau:
+ Các mặt B, C, G, H có lượng dư là 3mm. ( mặt dưới)
+ Mặt A có lượng dư là 4 mm.(mặt trên)
+ Mặt H, G có lượng dư là 3 mm. ( mặt bên)
+ Các lỗ, các ren có kích thước nhỏ hơn 30mm nên ta đúc đặc.
vSai lệnh cho phép về kích thước của phôi đúc
Tra bảng 2-11( thiết kế đồ án công nghệ chế tạo máy) phôi đúc cấp chính xác II:
- Các kích thước có sai lệnh giới hạn ± 0,8 là : 115, 56, 52.
- Các kích thước có sai lệnh giới hạn ± 0,5 là : 14, 32, 31, 37.
- Kích thước 228 có sai lệnh giới hạn là ± 1.
vYêu cầu kỹ thuật của phôi đúc
- Phôi đảm bảo đúng kích thước và lượng dư.
- Phôi không bi nứt, không bị biến dạng.
- Phôi không bị rỗ khí, rỗ co