THIẾT KẾ, CHẾ TẠO KHUÔN CHO SẢN PHẨM VỎ NHỰA LƯỠI TRAI CỦA MŨ BẢO HIỂM XE MÁY


NỘI DUNG ĐỒ ÁN
THIẾT KẾ, CHẾ TẠO KHUÔN CHO SẢN PHẨM VỎ NHỰA LƯỠI TRAI CỦA MŨ BẢO HIỂM XE MÁY
MỤC LỤC
LỜI NÓI ĐẦU... .8
PHẦN A
TỔNG QUAN VỀ CÔNG NGHỆ CHẾ TẠO SẢN PHẨM NHỰA
I. GIỚI THIỆU VỀ CHẤT DẺO POLYME.. 10
1. Định nghĩa. 10
2. Phân loại các loại vật liệu nhiệt dẻo. 12
2.1. Các loại vật liệu vô định hình. 12
2.2. Vật liệu tinh thể. 12
2.3. Vật liệu nhựa nhiệt dẻo đàn hồi13
2.4. Các loại vật liệu công nghiệp kĩ thuật13
3. TÍNH CHẤT CƠ BẢN CỦA CHẤT DẺO POLYME.. 13
3.1. Tính chất cơ lý của nhựa. 13
3.2. Tính chất hoá học của vật liệu nhựa. 16
4. Đặc điểm chính của một số vật liệu nhiệt dẻo. 17
II. CÁC PHƯƠNG PHÁP GIA CÔNG SẢN PHẨM CHẤT DẺO.. 24
1. Tổng quan về gia công chất dẻo. 24
1.1. Các đặc trưng gia công. 24
1.1.1. Phân tử lượng và độ trùng hợp. 24
1.1.2. Trọng lượng thể tích và hệ số lèn chặt24
1.1.3. Đặc trưng chảy của chất dẻo. 25
1.2. Công nghệ chuẩn bị25
2. Các phương pháp gia công và các dạng khuôn tương ứng. 25
2.1. Công nghệ cán. 25
2.2. Các công nghệ phủ chất dẻo. 27
2.3. Công nghệ đùn. 29
2.4. Công nghệ gia công vật thể rỗng. 32
2.4.1. Nguyên lý thổi sản phẩm.. 33
2.4.2. Thiết bị33
2.4.3. Khuôn thổi sản phẩm.. 34
2.5. Công nghệ ép phun (đúc áp lực)35
2.5.1. Khái niệm và thiết bị35
2.5.2. Các giai đoạn chính trong quá trình ép phun. 37
2.6. Công nghệ dập dẻo chất dẻo. 38
2.7. Công nghệ hàn, dán chất dẻo. 39
2.7.1. Công nghệ hàn. 39
2.7.2. Công nghệ dán. 40
2.8. Công nghệ gia công trên các máy cơ khí40
III. MÁY ÉP PHUN NHỰA.. 41
1. Cấu tạo máy ép phun. 41
2. Phân loại các loại máy phun nhựa.42
2.1. Máy ép phun với vít chuyển động qua lại theo đường. 43
2.2. Máy ép phun dùng Piston - Vít 2 giàn. 43
2.3. Piston phun một giàn. 44
2.4. Piston 2 giàn. 44
3. Chu kỳ phun nhựa của máy ép phun nhựa dùng vít chuyển động qua lại.44
4. Các Thông Số Của máy phun nhựa. 46
4.1. Lực kẹp (tấn):46
4.2. Dung tích phun. 46
4.3. Tỷ lệ hoá dẻo. 47
4.4. Mức độ phun. 47
4.5. Áp lực phun:47
4.6. Khoảng mở của máy. 47
IV. ĐƯỜNG LỐI THIẾT KẾ KHUÔN SẢN PHẨM CHẤT DẺO.47
1. Định nghĩa. 47
2. Các bộ phận chính của khuôn và chức năng của chúng. 47
3. Yêu cầu kỹ thuật đối với khuôn ép sản phẩm nhựa. 50
4. Cơ sở dữ liệu cần thiết trước khi thiết kế khuôn. 50
5. Các kiểu khuôn phổ biến. 51
5.1. Khuôn hai tấm.. 51
5.2. Khuôn ba tấm.. 52
5.3. Khuôn nhiều tầng. 53
5.4. Khuôn không rãnh dẫn. 54
5.5. Khuôn cho sản phẩm có ren. 57
5.5.2. Khuôn dùng cho các phần tử có ren trong. 57
5.5.3. Khuôn dùng cho các sản phẩm ren ngoài60
6. Các hệ thống cơ bản của khuôn. 61
6.1. Hệ thống cấp nhựa. 61
6.1.1. Cuống phun. 62
6.1.2. Kênh nhựa. 64
6.1.3. Các miệng phun và khuyết tật khi phun nhựa. 67
6.2. Hệ thống đẩy. 68
6.2.1. Giới thiệu chung. 68
6.2.2. Hệ thống đẩy. 71
6.2.3. Sự đẩy cuống phun - Kênh nhựa - Miệng phun. 75
6.2.3.1. Sự đẩy cuống phun. 75
6.2.3.2. Sự đẩy kênh nhựa. 76
6.3. Hệ thống kiểm soát nhiệt độ khuôn. 80
6.3.1. Giới thiệu chung. 80
6.3.2. Vị trí của bộ phận làm nguội80
6.3.3. Làm nguội tấm khuôn. 82
6.3.4. Làm nguội lõi82
6.3.5. Làm nguội chốt83
6.3.6. Làm nguội lòng khuôn. 84
6.3.7. Ống dẫn nhiệt85
6.3.8. Nối kênh làm nguội với các vòng 0. 86
6.3.9. Kiểm tra sự làm nguội86
6.3.10. Nối bộ phận làm nguội vào khuôn. 87
6.4. Một số hệ thống khác liên quan đến khuôn. 88
6.4.1. Hệ thống dẫn hướng. 88
6.4.2. Hệ thống lõi mặt bên. 89
6.4.3. Các bộ định vị90
6.4.4. Miếng ghép. 90
6.4.5. Sự thoát khí90
6.4.6. Lắp ráp và lỗ để lắp bulông vòng. 91
7. Vật liệu làm khuôn. 91
7.1. Thép chế tạo khuôn: Standard 1730. 91
7.2. Thép chế tạo khuôn đã xử lý nhiệt: Standard 4130. 93
7.3. Thép không gỉ chế tạo khuôn: Standard 2083. 94
7.4. Thép chế tạo khuôn đã xử lý nhiệt : Standard 2311. 95
8. Phương pháp thiết kế khuôn. 97
8.1. Phân loại nhóm sản phẩm chi tiết phù hợp với các loại khuôn. 97
8.1.1 Phân tích ưu nhược điểm các loại khuôn. 97
8.1.2. Phân nhóm chi tiết phù hợp với các loại khuôn. 97
8.2. Sự tiếp cận hệ thống để thiết kế khuôn. Các bước thiết kế một bộ khuôn nhựa ép phun. 100
PHẦN B
THIẾT KẾ KHUÔN ÉP NHỰA CHO SẢN PHẨM MŨ BẢO HIỂM CHO NGƯỜI ĐI XE MÁY
I. GIỚI THIỆU SẢN PHẨM VÀ PHÂN TÍCH SẢN PHẨM... 106
1. Giới thiệu sản phẩm.. 106
2. Phân tích sản phẩm.. 107
2.1. Sản phẩm vỏ nhựa cứng bảo vệ đầu. 108
2.2. Sản phẩm lưỡi trai108
II. THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MŨ BẢO HIỂM... 109
4. Phiếu quy trình công nghệ gia công mũ bảo hiểm.. 112
4.1. Phiếu quy trình công nghệ gia công phần vỏ nhựa cứng. 112
4.2. Phiếu quy trình công nghệ gia công phần lưỡi trai113
III. THIẾT KẾ KẾT CẤU LÒNG KHUÔN ÉP NHỰA CHO SẢN PHẨM... 114
1. Sản phẩm vỏ nhựa cứng mũ bảo hiểm.. 115
1.1. Bản vẽ sản phẩm.. 115
1.2. Các dữ liệu ban đầu. 116
1.3. Tính toán thiết kế dựa trên các số liệu ban đầu. 117
1.3.1. Chọn vật liệu làm khuôn. 117
1.3.2. Thiết kế từng phần. 117
1.3.3. Tính toán hệ thống làm mát118
1.4. Thiết kế kết cấu khuôn. 119
2. Sản phẩm lưỡi trai124
2.1. Bản vẽ toàn bộ kết cấu sản phẩm.. 124
2.2. Các dữ liệu ban đầu. 125
2.3. Tính toán thiết kế dựa trên các số liệu ban đầu. 126
2.3.1. Chọn vật liệu làm khuôn. 126
2.3.2. Thiết kế từng phần. 126
2.3.3. Tính toán hệ thống làm mát127
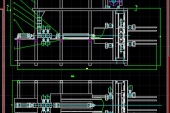
2.4. Thiết kế kết cấu khuôn. 127
PHẦN C
THIẾT KẾ KHUÔN BẰNG PHẦN MỀM SOLIDWORKS
I. SƠ LƯỢC PHẦN MỀM SOLIDWORKS. 133
II. ỨNG DỤNG PHẦN MỀM SOLIDWORKS TRONG THIẾT KẾ KHUÔN CHO MŨ BẢO HIỂM... 139
1. Khuôn vỏ nhựa cứng của mũ. 139
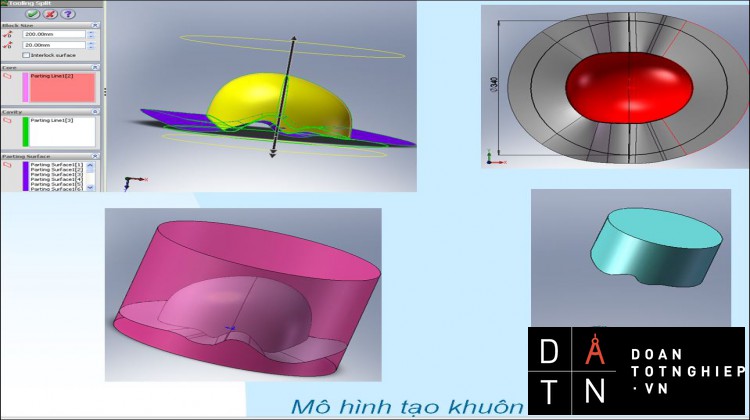
2. Khuôn lưỡi trai147
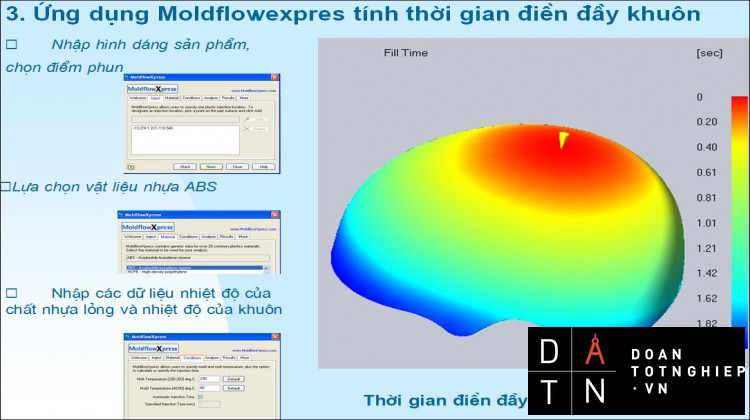
3. Khai thác modun tính toán thời gian điền đầy khuôn. 149
PHẦN D
ỨNG DỤNG CAD/CAM/CNC GIA CÔNG BỀ MẶT LÒNG KHUÔN
I. GIỚI THIỆU CÔNG NGHỆ CAD/CAM... 152
II. PHÂN TÍCH CÁC NGUYÊN CÔNG GIA CÔNG TẤM KHUÔN TRƯỚC.. 155
1. Bản vẽ tấm khuôn trước. 155
2. Các bước gia công lòng khuôn. 156
3. Thiết lập kế hoạch gia công. 156
4. Chọn dụng cụ để gia công (hình học của dao)157
5. Chọn các thông số công nghệ, thiết lập chi trình gia công, mô phỏng xuất mã gia công G code. 159
5.1. Bước 1: Gia công thô. 159
5.2. Bước 2: Gia công tinh để lại lượng dư 0,05 mm.. 160
LẮP RẮP, HIỆU CHỈNH, LƯU GIỮ VÀ BẢO QUẢN KHUÔN.. 165
I. LẮP ĐẶT KHUÔN.165
- HOẠT ĐỘNG CỦA KHUÔN.166
III. LƯU GIỮ KHUÔN.166
KẾT LUẬN.. 168
TÀI LIỆU THAM KHẢO.. 169
MỤC LỤC CÁC HÌNH VẼ VÀ BẢNG
Bảng 1 - Độ co rút của các loại nhựa. 14
Bảng 2 - Nhiệt độ gia công của một số loại nhựa. 16
Bảng 3 - Nhiệt độ phá huỷ của một số chất dẻo nhiệt17
Bảng 4 - Đặc điểm chính của một số loại nhựa nhiệt dẻo. 24
Bảng 5 - Độ dày của tấm đẩy dựa vào bề mặt sản phẩm.. 69
Bảng 6 - Thép chế tạo khuôn Standard 1730. 91
Bảng 7 - Nhiệt luyện thép chế tạo khuôn Standard 1730. 92
Bảng 8 - Thép chế tạo khuôn Standard 4130. 93
Bảng 9 - Thép chế tạo khuôn Standard 2083. 94
Bảng 10 - Lý tính của thép chế tạo khuôn Standard 2083. 95
Bảng 11 - Thép chế tạo khuôn xử lý nhiệt Standard 2311. 95
Bảng 12 - Lý tính thép chế tạo khuôn xử lý nhiệt Standard 2311. 96
Bảng 13 - Nhịêt luyện thép chế tạo khuôn xử lý nhiệt Standard 2311. 96
Hình 1 - Sơ đồ tổng quan hệ thống cán tráng. 26
Hình 2 - Sơ đồ tổng quan các kiểu sắp xếp trục cán. 26
Hình 3 - Dây chuyền đùn màng mỏng từ PVC mềm.. 27
Hình 4 - Thiết bị đùn phục vụ cho quá trình tráng phân lớp trên dải vật liệu cốt28
Hình 5 - Thiết bị phủ tầng giả sôi28
Hình 6 - Phủ bọc tráng phân lớp bằng máy cán. 28
Hình 7 - Sơ đồ máy đùn trục vít30
Hình 8 - Dây chuyền đùn màng phẳng. 30
Hình 9 - Thiết bị đùn màng túi31
Hình 10 - Nguyên lý thổi sản phẩm.. 33
Hình 11 - Hệ thống sản xuất vật thể rỗng. 34
Hình 12 - Khuôn thổi cùng lõi thổi34
Hình 13 - Sơ đồ quá trình ép phun. 36
Hình 14 - Kế cấu khuôn ép phun. 37
Hình 15 - Sơ đồ nguyên lý công nghệ dập dẻo. 38
Hình 16 - Nguyên lý hàn đối bằng phần tử nung. 39
Hình 17 - Một số mối dán cơ bản. 40
Hình 18 - Sơ đồ máy ép phun. 41
Hình 19 - Hình ảnh một máy ép phun nhựa. 42
Hình 20 - Sơ đồ đầu phun của máy ép phun dùng xuắn vít43
Hình 21 - Máy ép phun dùng piston- vít 2 giàn. 44
Hình 22 - Pha 1 chu kì máy ép phun nhựa có vít chuyển động qua lại45
Hình 23 - Pha 2 chu kì máy ép phun nhựa có vít chuyển động qua lại45
Hình 24 - Pha 3 chu kì máy ép phun nhựa có vít chuyển động qua lại46
Hình 25 - Mô tả các bộ phận cơ bản của khuôn. 48
Hình 26 - Kết cấu cơ bản của một bộ khuôn phun nhựa.48
Hình 27- Kết cấu khuôn hai tấm.. 51
Hình 28 - Kết cấu khuôn 3 tấm.. 53
Hình 29 - Kết cấu khuôn nhiều tầng. 53
Hình 30 – Kết cấu khuôn không rãnh dẫn. 54
Hình 31 - Khuôn cho sản phẩm có ren. 58
Hình 32 - Khuôn cho sản phẩm có ren. 60
Hình 33- Kết cấu cuống phun. 63
Hình 34 - Sơ đồ bố trí cân bằng thời gian chảy tới các lòng khuôn của kênh nhựa. 66
Hình 35 - Một hệ thống đẩy thông thường. 69
Hình 36 - Phần đỉnh của chốt đẩy sản phẩm.. 70
Hình 37 - Kích thước của chốt đẩy sản phẩm.. 70
Hình 38 - Chốt đẩy tròn thông thường. 71
Hình 39 - Lỗ lắp chốt đẩy. 72
Hình 40 - Lưỡi đẩy dùng cho những chỗ tiết diện mỏng. 72
Hình 41 - Ống đẩy. 73
Hình 42 - Thanh đẩy. 73
Hình 43 - Tấm tháo. 74
Hình 44 - Van đẩy. 74
Hình 45 - Đẩy cuống phun. 75
Hình 46 - Các kiểu hệ thống kéo cuống phun. 75
Hình 47 - Kênh nhựa. 76
Hình 48 - Quá trình đẩy miệng phun. 77
Hình 49 - Hệ thống đẩy cho quá trình phun khuôn tự động. 78
Hình 50 - Hệ thống đẩy từ nửa cố định. 79
Hình 51 - Vị trí của các bộ phận làm nguội81
Hình 52 - Làm nguội có mảng ghép. 81
Hình 53 - Làm nguội tấm khuôn. 82
Hình 54 - Làm nguội lõi83
Hình 55 - Làm nguội chốt83
Hình 56 - Sự dẫn nhiệt từ lòng khuôn. 84
Hình 57 - Các kênh làm nguội xung quanh lòng khuôn. 84
Hình 58 - Các kênh làm nguội xung quanh lòng khuôn. 86
Hình 59 - Bạc dẫn hướng. 88
Hình 60 – Nhóm sản phẩm cần chế tạo đơn giản. 97
Hình 61 - Những sản phẩm chế tạo khuôn nhóm hai98
Hình 62 - Những sản phẩm gấp khúc và có khía ngang. 99
Hình 63 - Một số loại cửa thông dụng. 104
Hình 64 – Một số mũ bảo hiểm trên thị trường. 106
Hình 65 – Mũ bảo hiểm sản xuất tại xưởng C8B - ĐH Bách Khoa Hà Nội107
Hình 66 - Mô hình 3D của sản phẩm thiết kế trên phần mềm Pro-e. 116
Hình 67 - Cuống phun của khuôn chế tạo vỏ cứng. 119
Hình 68 - Lòng khuôn. 120
Hình 70 - Làm mát trên tấm khuôn trước. 121
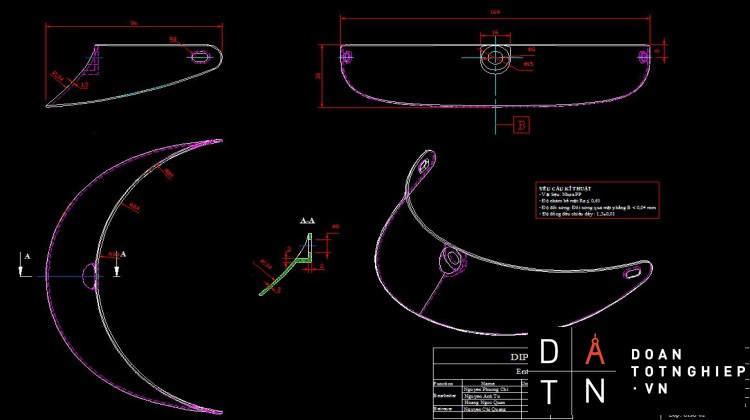
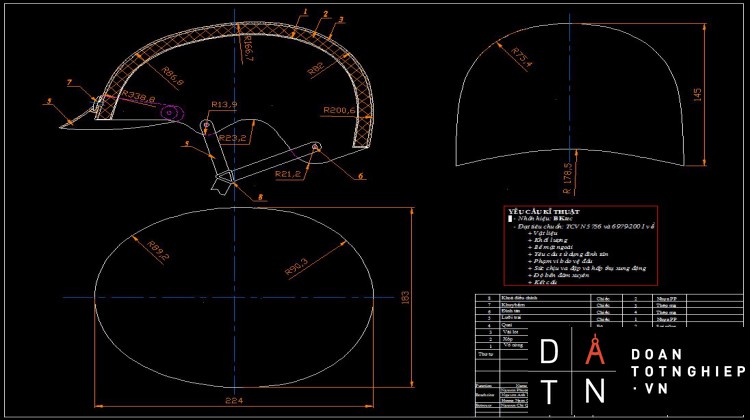
Hình 73 - Bản vẽ sản phẩm lưỡi trai124
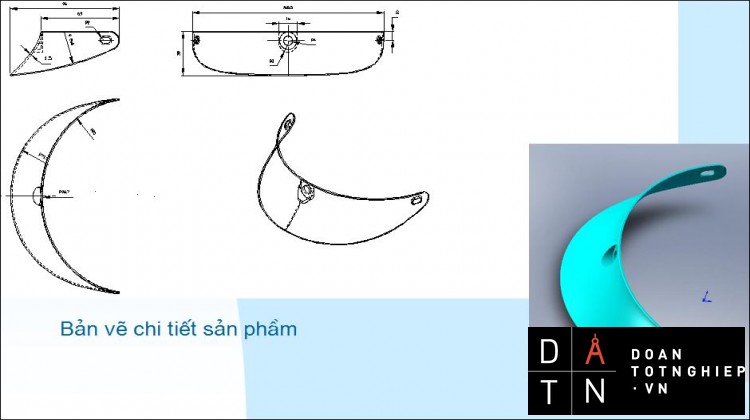
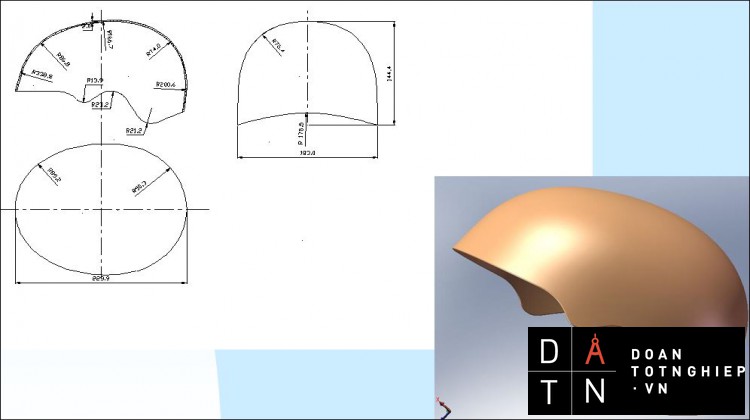
Hình 74 - Mô hình 3D của sản phẩm thiết kế trên phần mềm SolidWorks. 125
Hình 76 - Làm mát trên tấm khuôn sau. 129
Hình 77 - Làm mát trên tấm khuôn trước. 129
Hình 80 - Sơ lược sản phẩm của phần mềm SolidWorks. 133
Hình 81 - Các bề mặt của phần mềm SolidWorks. 135
Hình 82 - Sơ đồ hệ thống khuôn cho sản phẩm lưỡi trai hoàn chỉnh. 136
Hình 83 - Tạo một vật thể bằng phần mềm SolidWorks. 137
Hình 84 - Một chi tiết được thiết kế từ phần mềm SolidWorks. 137
Hình 85 – Tấm khuôn trước (cối)145
Hình 86 - Tấm khuôn sau (chày)145
Hình 87 - Tấm kẹp phía sau (tấm đế)146
Hình 88 - Khuôn sau khi lắp ghép. 146
Hình 89 - Tấm đẩy và tấm giữ của khuôn chế tạo lưỡi trai147
Hình 90 - Tấm kẹp phía sau của khuôn chế tạo lưỡi trai147
Hình 91 - Tấm kẹp phía trước và bạc cuống phun của khuôn chế tạo lưỡi trai147
Hình 92 - Tấm khuôn trước và tấm khuôn sau của khuôn chế tạo lưỡi trai148
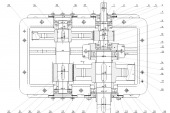
Hình 93 - Kết cấu khuôn cho chi tiết lưỡi trai hoàn chỉnh. 149
Hình 94 - Thời gian điền đầy khuôn chế tạo mũ bảo hiểm.. 151
Hình 95 - Thời gian điền đầy khuôn chế tạo lưỡi trai151
Hình 97 - Mô hình lòng khuôn. 155
PHẦN A
TỔNG QUAN VỀ CÔNG NGHỆ CHẾ TẠO SẢN PHẨM NHỰA
I. GIỚI THIỆU VỀ CHẤT DẺO POLYME
1. Định nghĩa
Nhựa - chất dẻo (Plastic) là loại vật liệu được tạo thành bởi nhiều phân tử (các polyme). Nó có thể được tổng hợp hoặc thay đổi từ nhiều thành phần nhỏ (Gọi là các Monome). Chất dẻo là vật rắn (trong trường hợp nào đó nó có thể ở trạng thái chảy lỏng trong quá trình gia công). Chữ Plastic bắt nguồn từ chữ Hy Lạp Plastikoss - có thể tạo hình dạng bằng phương pháp đúc. Chất dẻo có thể được minh hoạ bằng sự phân loại theo biểu đồ phân loại về vật liệu hữu cơ như sau:
Các vật liệu cao phân tử (Polyme) được cấu tạo từ những thành phần cấu trúc giống nhau gọi là đoạn mạch thành phần (Monome). Các Monome được liên kết lặp đi lặp lại nhiều lần tạo thành một phân tử rất lớn gọi là Cao phân tử (Polyme). Ví dụ Polyetylen (Nhiều Etylen) được tạo thành qua phản ứng trùng hợp các Monome Etylen như sau:
n[CH2=CH2] [-CH2 - CH2-]n lần
Các mắt xích [- CH2 - CH2 -] gọi là mạch thành phần (hay Monome). Hiện nay trên thế giới, cao phân tử có nguồn gốc từ thiên nhiên và từ nhân tạo. Cao phân tử Polyme từ thiên nhiên gồm có: Cellulo; Len; Cao su thiên nhiên… Cao phân tử Polyme nhân tạo được tổng hợp từ các Monome. Nguyên liệu nhựa là một loại cao phân tử được tổng hợp từ các hoá chất cơ bản của công nghiệp dầu khí và được tạo thành nhờ các quá trình phản ứng như: Trùng hợp; Trùng phối; Trùng ngưng; Đồng trùng hợp và các Polyme hỗn hợp. Cấu tạo, cấu trúc phân tử, thành phần hoá học, các phản ứng hoá học của Polyme là các yếu tố quyết định các tính chất cơ - lý - hoá của từng loại vật liệu chất dẻo.
- Sự trùng hợp.
Trong quá trình trùng hợp các cao phân tử được tạo thành từ các đơn phân tử, trong phản ứng mạch không có sự tạo thành các sản phẩm phụ. Điều kiện của phản ứng trùng hợp là các đơn phân tử phải có liên kết không bão hoà.
- Sự trùng phối.
Trùng phối cũng xảy ra giống trùng hợp vì trong quá trình xảy ra phản ứng hoá học không xuất hiện các sản phẩm phụ có phân tử nhỏ.
Trong quá trình trùng phối người ta có thể sử dụng hai đơn phân tử khác nhau. Quá trình trùng phối hợp các chất đơn phân tử có sự đổi chỗ các nguyên tử.
- Sự trùng ngưng.
Phản ứng trùng ngưng được hình thành từ các chất đơn phân tử mà phản ứng hoá học của nó xảy ra sẽ tạo thành các phân tử nhỏ khác (như nước). Khi trùng ngưng sẽ xuất hiện các Polyme có cấu trúc lưới. Trùng ngưng có thể thực hiện theo từng giai đoạn.
Ví dụ trong quá trình tạo nhựa Phenol, giai đoạn đầu kết thúc ở phần tạo vật liệu ép. Sau đó dưới tác dụng của áp lực và nhiệt độ quá trình tạo vật liệu ép sẽ kết thúc ở trong khuôn.
- Đồng trùng hợp.
Các chất dẻo khác nhau có thể liên kết với nhau tạo ra chất dẻo mới copolymer (Polyme đồng trùng hợp). Trong quá trình đồng trùng hợp các chất đơn phân tử phần lớn liên kết các mạch với nhau tạo thành mảng. Cũng có trường hợp các Polyme này liên kết vào mạch sẵn của Polyme khác. Quá trình đó gọi là đồng trùng hợp ghép cấy.
2. Phân loại các loại vật liệu nhiệt dẻo
2.1. Các loại vật liệu vô định hình
Vật liệu chất dẻo vô định hình có thể dễ dàng nhận thấy bởi các tính chất cứng, trong suốt của nó. Màu sắc tự nhiên của nó là trắng như nước, gần như cát vàng và màu mờ đục. Loại vật liệu này có độ co ngót rất nhỏ chỉ bằng 0,5%- 0,8%. Tên thương mại của vật liệu này có thể xác định là:
Polystyren (PS)
Polycarbonate (PC)
Styrene acrylonitrile (SAN)
Polymethylmathacrylate
Các loại nhựa này rất thông dụng cho cả hàng công nghiệp và hàng gia dụng đòi hỏi trong suốt.
2.2. Vật liệu tinh thể
Loại vật liệu này thường cứng và bền dai về đặc tính nhưng thường không trong suốt do cấu trúc tinh thể gây cản trở cho sự qua lại của ánh sáng. Các vật liệu này thường được ưa dùng trong công nghiệp làm đồ gia dụng, bao gồm:
Polypropylene (PP)
Low density Polyethylene (LDPE)
High density Polyethylene (HDPE)
Polyesters (PBT&PETP)
Polyacetal (POM)
Nylon (PA’s)
Sự phát triển của tinh thể ở hai loại vật liệu nêu trên đóng vai trò quan trọng trong các tính chất của chúng. Ở Polyme dạng vô định hình thì tinh thể của chuỗi thiên về bất định. Các tinh thể cấu trúc có trật tự và đối xứng. Nó làm cho lực giữa các chuỗi xích có thể phát triển và vì vậy tinh thể lớn lên, chiếm chỗ. Mức độ trong suốt phụ thuộc một phần vào tốc độ làm nguội trong quá trình gia công. Tốc độ nguội thấp sẽ tạo ra độ trong suốt cao hơn. Do đó các chuỗi polyme chuyển động theo quy luật đòi hỏi nguội nhanh có khuynh hướng làm đóng băng, ngăn cản chuyển động của chuỗi và ngăn cản sự phát triển của tinh thể. Tính chất của các vật liệu có thể bị thay đổi bởi sự sửa đổi trọng lượng phân tử và sự chia nhánh chuỗi. Sự thay đổi như thế sẽ có hiệu quả không chỉ đối với các tính chất cơ học mà thay đổi cả sự điền đầy vật liệu trong khuôn.
2.3. Vật liệu nhựa nhiệt dẻo đàn hồi
Đó là vật liệu có tính chất tương tự như cao su, loại vật liệu này được sử dụng rất phổ biến cả trong công nghiệp và gia dụng. Thuộc loại vật liệu này bao gồm các chất nhiệt dẻo:
Polyure thanes (TPU)
Styrene Butadiene Styrene (SBS)
Polyether Block Amide (PEBA)
2.4. Các loại vật liệu công nghiệp kĩ thuật
Đôi khi còn gọi là các loại “vật liệu nhiệt dẻo đặc biệt”, nó bao gồm:
Polyphenylen Sulphide (PPS)
Polyvinylidene fluoride (DVDE)
Polyphenylene Oxide (PPO)
3. Tính chất cơ bản của chất dẻo polyme
3.1. Tính chất cơ lý của nhựa
Bao gồm các tính chất sau:
- Phân tử lượng và độ trùng hợp: 2 t/c này phụ thuộc lẫn nhau. Nếu phân tử lượng càng lớn thì độ trùng hợp càng cao đồng thời độ bền cơ lý, hoá cũng tăng tuy nhiên càng bất lợi trong gia công do nhiệt độ chảy và độ nhớt sẽ khác.
- Trọng lượng thể tích: Đo bằng g/cm3.
- Tỷ trọng nhựa: Nhựa có đặc điểm tương đối nhẹ. Thường dao động từ 0,9-2,0g/cm3. Độ kết tinh càng cao thì tỷ trọng càng cao.
- Chỉ số nóng chảy(MI)(gam): Là chỉ số thể hiện tính lưu động khi gia công vật liệu nhựa.
- Độ hút ẩm (hấp thụ nước): Là mức hút nước của nhựa. Độ hấp thụ nước thấp thì tốt hơn do nước hấp thụ sẽ giảm một số tính chất cơ lý của nhựa.
- Độ chịu lạnh: Một số loại nhựa có độ chịu lạnh không tốt lắm. Có loại nhựa chịu được độ lạnh -1200 (nhựa PE ở 0C này là nhiệt độ giòn gãy). Cần biết đặc tính chịu lạnh của vật liệu để thiết kế tủ lạnh và các loại máy lạnh.
- Độ co rút của nhựa: Là % chênh lệch giữa kích thước của sản phẩm sau khi lấy ra khỏi khuôn được ổn định, định hình và kích thước của khuôn. Là chỉ số quan trọng khi thiết kế khuôn để tạo ra những sản phẩm có độ chính xác cao. Mức độ co rút của các loại nhựa khác nhau là khác nhau. Nhựa kết tinh có độ co rút lớn hơn nhiều lần so với nhựa vô định hình (không kết tinh). Sau đây là bảng độ co rút của một số loại nhựa:
|
Nhựa |
Độ co (%) |
Mật độ (g/cm3) |
|
PS |
0,3 - 0,6 |
1,05 |
|
ABS |
0,4 - 0,7 |
1,06 |
|
LDPE |
1,5 - 5,0 |
0,954 |
|
HDPE |
1,5 - 3,0 |
0,92 |
|
PP |
1 - 2,5 |
1,15 |
|
PVC mềm |
> 0,5 |
1,38 |
|
PVC cứng |
0,5 |
1,38 |
|
PMMA |
0,1 - 0,8 |
1,18 |
|
POM |
1,9 - 2,3 |
1,42 |
|
PPO |
0,5 - 0,7 |
1,06 |
|
PC |
0,8 |
1,2 |
|
PA6 |
0,5 - 2,2 |
1,14 |
|
PA6,6 |
0,5 - 2,5 |
1,15 |
Bảng 1 - Độ co rút của các loại nhựa
- Tính cách điện của vật liệu nhựa: Đa số là các chất cách điện tốt, nghĩa là dẫn điện rất kém hoặc là không dẫn điện. Được dùng trong các sản phẩm điện gia dụng hoặc trong các thiết bị điện tử… Ví dụ như dây điện …
- Tính truyền nhiệt: Đa số có độ truyền nhiệt kém. Nhựa truyền nhiệt thấp hơn 500 - 600 lần so với kim loại. Do tính truyền nhiệt kém nên nhựa không dùng để chế tạo các chi tiết máy ở đó cần có sự tản nhiệt nhanh… Nếu thực sự cần thiết phải trộn thêm như Graphit; bột kim loại…
- Độ bền kéo: Là đặc trưng cho sự chống đối ngoại lực kéo của vật liệu. Độ bền kéo đứt là tỷ số của lực kéo và tiết diện ngang nhỏ nhất của mẫu thử trước khi kéo đo bằng N/mm2. Ví dụ PE có độ bền kéo đứt là 8 - 10 N/mm2.
- Độ giãn dài: Luôn liên hệ với cường độ kéo. Đo bằng tỷ lệ giữa độ dài khi lực kéo tăng lên đến điểm đứt trên độ dài ban đầu khi vật liệu chưa bị kéo. Độ giãn dài đo bằng %. Vật liệu có độ giãn dài lớn thì vật liệu đó có tính dẻo lớn. Ví dụ PS là vài %; trong khi đó PA là 150%.
- Độ bền nén: Là tỷ lệ giữa lực nén cần thiết để làm vỡ mẫu thử đặt dưới nó khi chất tải nén. Đo bằng N/mm2. Thường là lớn hơn độ bền kéo.
- Độ bền uốn: Là đặc trưng cho sự chống đối của vật liệu dưới tác dụng của lực uốn. N/mm2.
- Độ cứng: Biểu thị khả năng chống lại tác dụng của một vật rắn để không bị nứt, vỡ hoặc sứt mẻ bền mặt. Thường đo bằng thiết bị đo độ cứng Shore A, D hoặc thiết bị đo Rockwell; Brinell.
- Độ dai va đập: Biểu thị khả năng chống lại một tải trọng rơi xuống, va đập vào sản phẩm mà không vỡ. KJ/m2.
- Mođul đàn hồi: Đặc trưng cho tính chất của vật liệu mà dưới tác dụng của lực đã cho xem mẫu thử biến dạng tới mức nào. Ký hiệu là E (N/mm2). Ví dụ PE có E = 130 - 1000 N/mm2. Thép có E = 2.104 N/mm2.
- Độ chịu mài mòn: Là sự chống lại tác dụng bào mòn của lực làm hao mòn vật liệu (%). Với những sản phẩm nhựa như giầy dép thì dùng để đánh giá giá trị sử dụng của sản phẩm.
3.2. Tính chất hoá học của vật liệu nhựa
- Tính chịu hoá chất: Khác với kim loại, đa số các loại nhựa thường bền khi chịu tác động của môi trường khí quyển. Hơn thế nữa chúng còn bền đối với các loại hoá chất như Axit, kiềm, muối và nhiều hoá chất khác nữa. Chú ý rằng với Polyme không phân cực thì dễ hoà tan trong dung môi không phân cực. Ví dụ PS tan trong Benzen Toluen. Polyme phân cực thì dễ hoà tan trong dung môi phân cực. Ví dụ Polyvinyl Butyral tan trong Alcol. Polyme phân cực không hoà tan trong dung môi không phân cực. Độ hoà tan giảm khi Polyme có độ trùng hợp cao (trọng lượng phân tử lớn) và có độ kết tinh cao.
- Tính chịu thời tiết khí hậu: Tính chịu thời tiết khí hậu là tính thay đổi về chất lượng và độ bền của vật liệu nhựa và sản phẩm dưới tác dụng của ánh sáng (tia cực tím); nhiệt độ; không khí… Nói chung các loại nhựa đã qua sử dụng đều ít nhiều bị giảm chất lượng và độ bền. Ví dụ PE; PS; PP có tính kháng tia cực tím UV kém. PVC dễ biến màu dưới tác dụng ánh sáng mặt trời. PC, Epoxy bền thời tiết tốt. Đặc biệt là PTFF, cực kỳ bền với thời tiết. Quá trình giảm độ bền của nhựa dưới tác dụng của thời tiết gọi là quá trình lão hoá của nhựa. Để giảm sự lão hoá, cần thêm một số phụ gia.
|
Stt |
Nhựa |
Tên đầy đủ |
Nhiệt độ khuôn (0C) |
Nhiệt độ cuối Piston - Vít (0C) |
|
1 |
PP |
Polypropylen |
10 – 80 |
220 - 235 |
|
2 |
PS |
Polystyrene |
10 – 75 |
200 - 280 |
|
3 |
ABS |
Styrene co-polymers |
10 – 80 |
220 - 270 |
|
4 |
PVC |
Polyvinyle chtorid |
20 – 60 |
170 - 200 |
|
5 |
PA6 |
Polyamide (Nilon 6) |
50 – 80 |
250 - 280 |
|
6 |
PA6,6 |
Polyamide (Nilon 6,6) |
50 – 80 |
250 - 280 |
|
7 |
PC |
Poly Carbonate |
70 - 115 |
300 - 350 |
|
8 |
POM |
Poly Acetatic Resins |
60 - 90 |
190 - 210 |
|
9 |
LDPE |
Low Density Polythelene |
50 - 70 |
160 - 260 |
|
10 |
HDPE |
High Density Polythelene |
30 - 70 |
75 - 110 |
Bảng 2 - Nhiệt độ gia công của một số loại nhựa
Sản phẩm nhựa nhiệt dẻo dễ bị phá huỷ, rữa nát nếu gặp nhiệt độ cao.
|
Stt |
Nhựa |
Nhiệt độ phá huỷ (rữa nát) 0C |
|
1 |
ABS |
310 |
|
2 |
PA6,6 |
320 – 330 |
|
3 |
PS |
250 |
|
4 |
PP |
280 |
|
5 |
PVC |
180 – 220 |
Bảng 3 - Nhiệt độ phá huỷ của một số chất dẻo nhiệt
4. Đặc điểm chính của một số vật liệu nhiệt dẻo...............
Bảng 4 - Đặc điểm chính của một số loại nhựa nhiệt dẻo
II. CÁC PHƯƠNG PHÁP GIA CÔNG SẢN PHẨM CHẤT DẺO
1. Tổng quan về gia công chất dẻo
Để có được những sản phẩm đạt chất lượng yêu cầu sau khi gia công thì những hiểu biết có liên quan đến việc sản xuất chất dẻo là đặc biệt quan trọng. Trước hết chúng ta cần quan tâm đến các dữ liệu, thông tin bổ trợ trong việc gia công chất dẻo ra sản phẩm, cũng như làm sáng tỏ về các tính chất của vật liệu cơ sở cũng như sản phẩm đã chế tạo. Với các biện pháp kiểm tra thử nghiệm có thể xác định được các tính chất đó.
1.1. Các đặc trưng gia công
1.1.1. Phân tử lượng và độ trùng hợp
Trong trường hợp chất có nhiều thành phần hóa học như nhau thì với sự tăng cường của phân tử lượng, các tính chất cơ học cũng được hoàn thiện hơn, độ bền khí hậu và hóa học cũng được tăng theo. Phân tử lượng càng cao càng bất lợi cho hiện trạng chảy của các polymer vì độ nhớt của chúng càng lớn.
1.1.2. Trọng lượng thể tích và hệ số lèn chặt
Người ta thường định lượng vật liệu hạt và bột bằng các lượng thể tích hoặc khối lượng vào máy gia công. Định lượng bằng thể tích đơn giản và rẻ hơn song định lượng bằng trọng lượng lại chính xác hơn.
Trong thực tế để xác định khoang nạp liệu chúng ta cần phải biết hệ số lèn chặt. Đó là tỷ lệ giữa thể tích một đơn vị khối lượng vật liệu hạt hoặc bột tơi xốp với thể tích của nó sau khi được ép tạo lưới (hoặc lèn chặt).
1.1.3. Đặc trưng chảy của chất dẻo
Hiện trạng chảy của chất dẻo phụ thuộc vào cấu trúc riêng của đại phân tử, tốc độ chảy và nhiệt độ dòng vật liệu chảy.
1.2. Công nghệ chuẩn bị
Là bước rất quan trọng truớc khi tiến hành sản xuất, nó có thể hiểu là các phương pháp rất cần thiết để điều chế vật liệu cơ sở đến nguyên liệu công nghệ sử dụng. Trong nhóm này bao gồm các nguyên công cắt vụn (tạo hạt, nghiền) trộn trong trạng thái rắn, tiếp tục là trộn và làm đều trong trạng thái dẻo.
Nhiệm vụ thực chất của nguyên công chuẩn bị vật liệu là chất dẻo và chất phụ gia, những chất này chiếm khoảng 1% đến 50% so với những chất dẻo tạo ra một thể đồng nhất.
- Pha trộn vật liệu.
Mục đích là trộn đều và phân bổ các loại vật liệu khác nhau trong một hỗn hợp, các vật liệu lỏng hoặc bột nhão được thực hiện trong máy khuấy.
- Làm dẻo và làm nhuyễn vật liệu.
Làm dẻo và làm nhuyễn vật liệu là quá trình làm nóng chảy vật liệu chất dẻo đã được trộn và sấy khô, sau đó làm nhuyễn để tạo thành một thể đồng nhất.
2. Các phương pháp gia công và các dạng khuôn tương ứng
2.1. Công nghệ cán
Quá trình cán là một trong những phương pháp sản xuất của công nghiệp gia công chất dẻo, mà trong đó vật liệu chất dẻo, nhiệt dẻo được chế tạo thành tấm hoặc màng sau khi đi qua khe hở của các trục cán.
Hình 1 - Sơ đồ tổng quan hệ thống cán tráng
Vật liệu sau dẻo hóa được đưa đến hệ lô cán mỏng thành tấm đến kích thước yêu cầu, số lượng và cách bố trí lô cán tùy thuộc vào độ dày mỏng của sản phẩm. Sau khi làm nguội, tấm được xếp thành lớp (đối với tấm cứng) hoặc cuộn lại (đối với tấm mềm).
Máy cán thông dụng là loại có 4 đến 5 trục cán xếp theo dạng chữ I, L, F, Z.
Hình 2 - Sơ đồ tổng quan các kiểu sắp xếp trục cán
Hình 3 - Dây chuyền đùn màng mỏng từ PVC mềm
2.2. Các công nghệ phủ chất dẻo
Công nghệ tráng phân lớp được hiểu là quá trình phủ bọc lớp chất dẻo lên vật liệu cốt dạng tấm mềm dễ uốn (vải, giấy…). Bằng phương pháp này ta thu được vật liệu tổ hợp mới.
Nếu sản phẩm là tấm mềm, dễ uốn thì dùng phương pháp cán ép bằng lô cán để tạo ra độ mỏng và độ bám dính của chất dẻo vào sản phẩm, phương pháp này gọi là tráng cán phân lớp.
Nếu sản phẩm có hình dáng bất kỳ thì lớp phủ sẽ được tạo ra bởi súng phun ngọn lửa, thiết bị phủ tĩnh điện, phủ tầng giả sôi.
Công nghệ này được ứng dụng để tạo ra lớp màng bảo vệ ăn mòn, phục hồi kích thước, trang trí…
Hình 4 - Thiết bị đùn phục vụ cho quá trình tráng phân lớp trên dải vật liệu cốt
Hình 5 - Thiết bị phủ tầng giả sôi
Hình 6 - Phủ bọc tráng phân lớp bằng máy cán
2.3. Công nghệ đùn
Dưới khái niệm đùn cho ta hiểu rằng từ chất dẻo dạng hạt hoặc bột ta thu được sản phẩm được sản xuất liên tục, như việc sản xuất ống chẳng hạn.
Một dây chuyền sản xuất của công nghệ đùn bao gồm máy đùn, thiết bị tạo hình, bộ phận chỉnh hình, bộ phận kéo sản phẩm, bộ phận thu sản phẩm hoặc cắt sản phẩm thành từng đoạn nhất định. Về nguyên lý mà nói thì các chất dẻo nhiệt dẻo đều có thể gia công theo công nghệ đùn được, nhưng để đảm bảo việc định hình cho sản phẩm, gia công đùn được sử dụng để gia công với sản lượng lớn chủ yếu các chất dẻo như PVC, PE và PP
Sơ đồ khối của dây chuyền đùn:
Hình 7 - Sơ đồ máy đùn trục vít
Hình 8 - Dây chuyền đùn màng phẳng
Hình 9 - Thiết bị đùn màng túi
Tùy vào hình dáng của đầu đùn mà cho ta các loại công nghệ đùn tạo ra các sản phẩm khác nhau.
- Đùn ống và các sản phẩm định hình.
- Đùn bằng đầu đùn có khe rộng để sản xuất tấm và màng.
- Đùn để thổi màng.
- Đùn để bọc dây điện.
- Dây chuyền đùn màng phẳng
- Thiết bị đùn màng túi
2.4. Công nghệ gia công vật thể rỗng
Có nhiều cách tạo hình cho việc sản xuất vật thể rỗng: đùn thổi, phun thổi, đúc li tâm, ghép hai nửa vỏ mà ta có thể chế tạo bằng phương pháp đúc khuôn, ép, tạo hình nóng…
Phần lớn các vật thể rỗng được sản xuất từ phôi liệu được đùn ra với lý do phí tổn ít hơn, do đó chúng ta quan tâm đến phương pháp này một cách cặn kẽ.
Công nghệ thổi vật rỗng được hiểu là: Người ta tạo hình đoạn ống nhiệt dẻo, chất dẻo được đùn ra bằng khí nén áp lực cao từ phía trong nó tạo thành sản phẩm cần thiết. Khâu thổi sản phẩm được tiến hành trong khuôn rỗng hai nửa sao cho đoạn ống chất dẻo được đùn ra ở trạng thái dẻo nóng sẽ tiếp nhận biên dạng của khoang rỗng trong khuôn mẫu, sau đó được làm nguội.
Quá trình sản xuất được chia làm hai bước:
- Bước 1: Đùn ống tạo phôi.
- Bước 2: Tạo hình sản phẩm.
2.4.1. Nguyên lý thổi sản phẩm
Hình 10 - Nguyên lý thổi sản phẩm
Quá trình thổi được thực hiện như sau: Người ta dẫn khí vào thổi thông qua nút (miệng cổ đối với sản phẩm dạng chai lọ, bình, thùng chứa…) hoặc kim được chọc vào ống (đối với các sản phẩm kĩ thuật hoặc đồ chơi), không khí có ở trong khoang rỗng của khuôn được dẫn ra. Nút tạo thành hình cổ vật thể có thể được đưa vào trước khi đóng khuôn (đối với vật thể có kích thước lớn) hoặc sau khi đóng khuôn (đối với vật thể kích thước nhỏ).
Để tăng cơ tính và tăng độ chính xác cần thiết của kích thước ở một số vị trí nào đó của sản phẩm, người ta chế tạo bán sản phẩm bằng phương pháp đúc áp lực để tạo ra kích thước chính xác tại những vị trí mà sản phẩm yêu cầu, sau đó gia nhiệt lại và dùng công nghệ đùn thổi để tạo thành sản phẩm hoàn thiện.
2.4.2. Thiết bị
Dây chuyền thiết bị về cơ bản cũng có máy đùn, đầu đùn như các dây chuyền khác, cơ cấu khuôn thổi, bộ phận thổi.
Hình 11 - Hệ thống sản xuất vật thể rỗng
2.4.3. Khuôn thổi sản phẩm
Khuôn dùng để thổi vật thể rỗng thường là khuôn hai nửa và có khoang khuôn để tạo hình dáng sản phẩm.
Hình 12 - Khuôn thổi cùng lõi thổi
Mặt phân khuôn thường chứa trục đối xứng của khuôn, như vậy hai nửa khuôn có hình dáng giống nhau sẽ tạo hình cho sản phẩm. Để đảm bảo sự dẫn hướng chính xác của hai nửa khuôn, người ta dùng hai hoặc bốn chốt dẫn hướng. Cụm nút thổi cũng chỉ là một bộ phận của khuôn, ngoài nhiệm vụ dẫn khí nén vào lòng khuôn nó còn dùng để tạo cỡ cổ, miệng vật thể rỗng và tạo đường ren nếu sản phẩm cần.
Khuôn thổi có thể chế tạo từ thép, hợp kim nhôm hoặc chất dẻo. Khuôn hợp kim nhôm dễ chế tạo, nguội nhanh nhưng các chi tiết của khuôn nhôm và chất dẻo nhanh mòn so với khuôn thép.
2.5. Công nghệ ép phun (đúc áp lực)
2.5.1. Khái niệm và thiết bị
Chất dẻo ở dạng lỏng được máy ép phun chuyển vào khuôn, sau khi điền đầy, làm nguội và được tháo ra khỏi khuôn nhờ hệ thống đẩy của khuôn. Vật liệu được sử dụng thường là ở dạng hạt.
Bằng phương pháp này, người ta có thể gia công chất dẻo nhiệt dẻo cũng như chất dẻo nhiệt rắn. Các chất dẻo nhiệt dẻo được gia công ở dạng nguyên hoặc được pha màu, pha thêm phụ gia hoặc được tạo xốp.
Một số chất dẻo thường được sử dụng: PP, PE, PVC, PMMA, POM, PETF…
Công nghệ ép phun cũng dùng để gia công một số cao su quan trọng như: cao su solirol-butadien, acrylnitril-butadien, chloroprene, poliurethan.
Hình 13 - Sơ đồ quá trình ép phun
2.5.2. Các giai đoạn chính trong quá trình ép phun
A - Phun nhựa vào khuôn.
Nhựa nóng chảy được đẩy vào khuôn dưới tác dụng của áp suất do chuyển động tịnh tiến lên phía trước của trục vít.
B - Giữ áp.
Trục vít dừng chuyển động tịnh tiến, áp suất được giữ trong một thời gian để nhựa điền đầy toàn bộ thể tích khuôn.
C - Thu sản phẩm.
Trục vít chuyển động tịnh tiến về phía sau, sản phẩm sau khi định hình và làm nguội được dỡ ra khỏi khuôn.
2.5.3. Khuôn ép phun.
Khuôn ép phun có thể được phân thành nhiều loại: phân theo hệ thống ti đẩy, theo hệ thống chảy hoặc theo số nửa khuôn (khuôn hai nửa, khuôn ba nửa…).
Về cơ bản, khuôn gồm các bộ phận sau: ti đẩy của máy, tấm kẹp ti đẩy, thân khuôn, bạc chỉnh tâm, áo khuôn, ti đẩy của khuôn, đậu rót, vành đỡ đậu rót… Tùy vào kết cấu sản phẩm người ta thiết kế các loại khuôn cho hợp lý.
Vật liệu thường dùng để làm khuôn là thép.
Hình 14 - Kế cấu khuôn ép phun
Để gia công các sản phẩm có hình dáng và kích thước gần như nhau, người ta thường sử dụng một cách phổ biến các áo khuôn (vỏ khuôn) được phân loại, và khi sử dụng các vỏ khuôn được phân loại, người ta chỉ thay đổi khoang tạo hình mà thôi (lòng khuôn). Ưu là chi phí chế tạo giảm, chỉ việc thay khoang khuôn sau một quá trình làm việc. Đối với việc sản xuất với số lượng lớn các sản phẩm có kích thước nhỏ thì người ta dùng nhiều lòng khuôn trên một khuôn.
2.6. Công nghệ dập dẻo chất dẻo
Vật liệu ở dạng tấm được nung lên đến trạng thái dẻo sau đó được đưa vào miệng cối. Dưới tác dụng của chày, vật liệu được ép vào cối (lòng khuôn). Sản phẩm được định hình trong khuôn nhờ vào chày và cối, sau khi làm nguội, sản phẩm được tháo ra khỏi khuôn.
Hình 15 - Sơ đồ nguyên lý công nghệ dập dẻo
Khuôn dập dẻo: Về cơ bản, khuôn dập dẻo có kết cấu rất đơn giản gồm hai nửa là chày và cối.
Phương pháp này thích hợp gia công các sản phẩm có hình dáng đơn giản, thành mỏng, các loại nhựa nhiệt dẻo, cao su.
2.7. Công nghệ hàn, dán chất dẻo
2.7.1. Công nghệ hàn
Người ta gọi các quá trình mà trong đó các mối liên kết chất dẻo được thực hiện nhờ nhiệt và áp lực, với việc sử dụng vật liệu hàn hoặc không sử dụng là quá trình hàn chất dẻo.
Người ta sử dụng phương pháp hàn để gia công các đường ống dẫn, các thiết bị trong xây dựng, trong các nguyên công lắp ghép các chi tiết kĩ thuật, gia công các túi màng đóng gói.
Theo lý thuyết thì tất cả các chất dẻo đều hàn được nhưng để đảm bảo cho các mối hàn vững chắc, người ta chỉ hàn chất dẻo có khả năng nóng chảy tốt.
Các phương pháp hàn:
- Hàn bằng phần tử nung.
- Hàn bằng phần tử nung trực tiếp.
- Hàn bằng phần tử nung gián tiếp.
- Hàn bằng hơi nóng.
- Hàn bằng tia sáng.
- Hàn bằng ma sát.
- Hàn bằng dòng cao tần.
- Hàn bằng siêu âm.
Hình 16 - Nguyên lý hàn đối bằng phần tử nung
2.7.2. Công nghệ dán
Vật thể đem dán được liên kết với nhau thông qua một lớp vật liệu gọi là keo dán. Người ta sử dụng keo dán để dán các chất dẻo không thể hàn được như các thủy tinh Acril, trong các mối ghép đảm bảo kỹ thuật và trang trí.
Hình 17 - Một số mối dán cơ bản
2.8. Công nghệ gia công trên các máy cơ khí
Ta có thể tiện, phay, bào… một số chất dẻo trên các máy cơ khí. Đây là phương pháp gia công phù hợp với sản xuất đơn chiếc, sửa chữa, thay thế các chi tiết có hình dạng phức tạp, độ chính xác yêu cầu rất cao như bánh răng, bạc, thấu kính…
Vật liệu sử dụng ở dạng tấm, thanh, khối. Các chế độ công nghệ cho loại vật liệu này nói chung khác với vật liệu kim loại, do đó để có chế độ gia công hợp lý cần tham khảo thêm tài liệu gia công đối với chất dẻo.
III. MÁY ÉP PHUN NHỰA
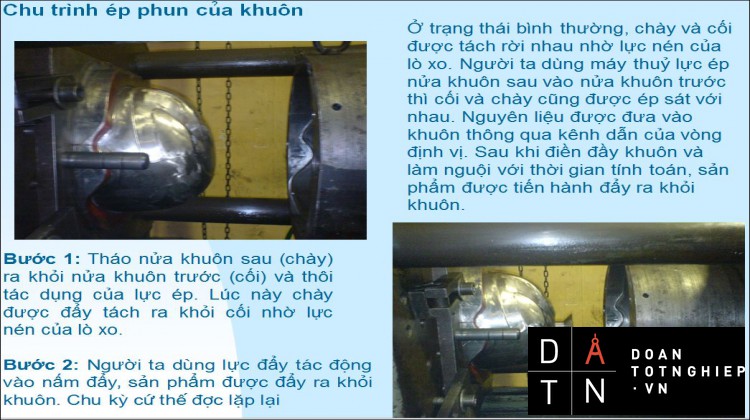
Một công đoạn không thể thiếu trong quá trình công nghệ chế tạo sản phẩm nhựa Plastic là công đoạn ép phun nhựa vào lòng khuôn nhựa để điền đầy lòng khuôn tạo ra sản phẩm trên máy ép phun (Injection Machine). Như vậy máy ép phun có vai trò rất quan trọng trong việc chế tạo sản phẩm nhựa Plastic. Máy ép phun có nhiệm vụ đỡ và kẹp chặt khuôn nhựa, nung chảy nhựa nhiệt dẻo và ép phun với áp suất cao vào trong lòng khuôn nhựa. Sau đó giữ khuôn để nhựa nóng chảy trong khuôn nguội và định hình sản phẩm thì mở khuôn và hệ thống đẩy sẽ đẩy sản phẩm nhựa ra ngoài. Chu kỳ như vậy liên tục lặp đi lặp lại để sản xuất hàng loạt các sản phẩm nhựa. Nếu muốn sản xuất một sản phẩm khác thì người ta sẽ chế tạo các khuôn khác và gá khuôn đó lên máy ép phun và tiếp tục sản xuất. Trong phần này, em xin trình bày một số nét chính trong việc tìm hiểu, nghiên cứu tính năng, tác dụng, nguyên lý hoạt động của máy ép phun nhựa nhiệt dẻo.
1. Cấu tạo máy ép phun
Các phần nguyên lý của máy phun nhựa:
Hình 18 - Sơ đồ máy ép phun
- Bộ phận kẹp gồm có: Đầu xy lanh thuỷ lực chính; Cơ cấu khuỷu (đòn), Xà Knock - Out.
- Các tấm gồm: Các tấm di động; Các tấm tĩnh tại.
- Cụm phun: Đầu xilanh thuỷ lực chính; Xi lanh phun; Vít xuắn phun; Ống phun mỏ vịt; Hộp bánh răng; Đai nhiệt; Bơm thuỷ lực chính và động cơ.
- Bảng điều khiển trung tâm: Van kiểm tra thuỷ lực (áp suất); Hệ thống kiểm tra nhiệt (nhiệt độ); Hệ thống kiểm tra thời gian (thời gian chu kỳ).
- Các phụ tùng khác: Công tắc giới hạn (N.C/N.O); Báo sự cố; Chỉ thị nhiệt độ dầu thuỷ lực; RPM gauge (máy đo) đồng hồ đo vòng quay; Van kiểm tra nước.
Hình 19 - Hình ảnh một máy ép phun nhựa
2. Phân loại các loại máy phun nhựa.
- Máy phun nhựa nhiệt dẻo.
- Máy phun nhựa đặt nhiệt.
- Các loại máy phun nhựa:
- Máy phun nhựa thẳng đứng.
- Máy phun nhựa nằm ngang.
- Các kiểu máy phun nhựa:
- Đường phun: Phun chiều trục (đường từng đoạn); Phun theo đường.
- Hệ thống kẹp: Chuyển động thuỷ lực; Chuyển động cơ - thuỷ lực.
2.1. Máy ép phun với vít chuyển động qua lại theo đường
Hình 20 - Sơ đồ đầu phun của máy ép phun dùng xuắn vít
Sự phun nhựa được thực hiện bởi một vít quay mà nó chuyển động lùi và tiến trong xylanh nung nóng. Là một vít quay, nó tạo ra sự chuyển động của vật liệu hạt từ phễu nguyên liệu và buộc vật liệu đi dọc theo thùng xilanh nóng. Khi vật liệu đến cuối của vít thì vít chuyển động ngược lại để tích vật liệu lại. Vào lúc đó vít lại tiến lên mạnh mẽ và hoạt động giống như một Piston, ép nhựa phun vào khuôn qua vòi phun với áp lực phun cao.
2.2. Máy ép phun dùng Piston - Vít 2 giàn
Hoạt động của vít chuyển động qua lại sẽ hạn chế lượng vật liệu có thể được dẻo hoá do thể tích chứa vật liệu nhựa nóng chảy cuối vít có giới hạn. Tuy nhiên, sự hạn chế này có thể khắc phục được bằng việc sử dụng Piston - Vít 2 giàn. Ở đây vật liệu di động trên toàn bộ chiều dài của vít qua 1 van nạp vào trong khoang phun. Cũng ở đây, Piston phun bắt buộc phải lùi lại. Van bắn đạn sẽ được mở ra khi Piston phun tiến lên phía trước và vật liệu được phun vào khuôn.
Hình 21 - Máy ép phun dùng piston- vít 2 giàn
2.3. Piston phun một giàn
Là loại cũ nhất được biết đến, nó hoạt động như sau: Từ phễu hạt được đưa đến xilanh phun. Ở đây chuyển động lên phía trước của Piston buộc các hạt đi tới bộ phận mở rộng (màng phun). Xung quanh súng phun (Spreader) sẽ là băng nhiệt, nó sẽ làm chảy hạt. Chúng đi qua giữa xilanh và màng phun vào mỏ vịt.
2.4. Piston 2 giàn
Nó gồm 2 cụm Piston, cái này đặt phía trên cái kia, một cái để dẻo hoá vật liệu và dẫn vật liệu đến cho xilanh kia mà ở đó Piston thứ 2 sẽ hoạt động như một Piston bắn đạn và đẩy vật liệu dẻo vào khuôn.
3. Chu kỳ phun nhựa của máy ép phun nhựa dùng vít chuyển động qua lại.
Đơn giản nhất và cũng thường gặp nhất là khuôn 2 nửa mà chúng được bắt trực tiếp vào các tấm kẹp khuôn của máy ép phun. Hai chi tiết cơ bản có ở mọi khuôn ép phun là: Nửa khuôn ở phía trước vòi phun và nửa khuôn ở phía đóng khuôn. Người ta có thể gọi chúng là chày và cối. Quá trình chế tạo 1 sản phẩm - một chu kỳ cho ở hình sau:
Pha 1: Kẹp chặt khuôn và phun vào.
Hình 22 - Pha 1 chu kì máy ép phun nhựa có vít chuyển động qua lại
Chất dẻo lỏng được ép vào khuôn kín. Cụm đóng khuôn cần phải tác dụng vào khuôn một lực lớn (lực kẹp khuôn) để không có 1 tí chất dẻo lỏng nào chảy ra từ các khe của khuôn. Chất chảy lỏng đi từ cụm hoá dẻo vào 1 máy xoắn vít với 1 trục xoắn có thể xê dịch hướng trục mà nó hoạt động như 1 cái Piston, được ép vào lòng khuôn. Cụm hoá dẻo phải liên kết chặt chẽ với khuôn, nhờ đó chất dẻo lỏng không bị mất mát.
Pha 2: Thời gian dừng với áp lực đuổi theo.
Hình 23 - Pha 2 chu kì máy ép phun nhựa có vít chuyển động qua lại
Trên cơ sở sự phân cách về nhiệt giữa khuôn và cụm dẻo hoá, cả 2 đều có mức nhiệt rất khác nhau, liên kết này chỉ được duy trì 1 lúc cho đến khi chất dẻo lỏng không còn khả năng chảy nữa. Sau khi điền đầy khuôn chất dẻo bắt đầu đông cứng lại và khi đó thể tích của nó sẽ co lại đôi chút. Bằng cách ép tiếp và điền đầy tiếp, thể tích được bổ sung cho đủ, do đó phải duy trì áp lực lên chất dẻo lỏng cho đến lúc nó đông cứng xong.
Pha 3: Mở khuôn và đẩy sản phẩm ra ngoài.
Hình 24 - Pha 3 chu kì máy ép phun nhựa có vít chuyển động qua lại
Vì quá trình hoá dẻo cần một thời gian nhất định, trục xoắn bát đầu ép vật liệu qua sự quay của nó, để tạo ra từng liều lượng nhằm làm chảy nó ra và xếp đặt nó trước khi phun. Trục xoắn tạo ra không gian trống bằng cách nó trượt lùi lại dọc trục trong xylanh phun, chống lại áp lực đó. Khi vật được phun đông đặc lại, cụm hoá dẻo rời khỏi khuôn, nhờ đó chất dẻo lỏng ở vòi phun không bị đông đặc lại. Cụm đóng khuôn sẽ tiếp tục đóng cho đến khi sản phẩm đông đặc đến mức có thể được tống ra ngoài.
4. Các Thông Số Của máy phun nhựa
4.1. Lực kẹp (tấn): Được tính bởi số tấn của lực khoá khuôn.
Lực kẹp khuôn Fc được tính bằng công thức: Fc = 1,15.Pi.A với Pi(Kg/cm2) là áp lực phun; A(cm2) là diện tích bề mặt.
4.2. Dung tích phun: Được quy định cho dung tích mỗi lần bắn.
4.3. Tỷ lệ hoá dẻo: Thể tích của vật liệu được hoá dẻo trong thời gian cho trước.
4.4. Mức độ phun: Đó là tốc độ lớn nhất Max mà toàn bộ chất dẻo dự kiến có thể được phun qua ống mỏ vịt ở áp suất cho trước.
4.5. Áp lực phun:Đối với máy Piston thì đây là áp lực ở Piston phun. Đối với vít chuyển động qua lại áp lực này là ở vật liệu phía trước của vít.
4.6. Khoảng mở của máy:Khoảng mở cho phép của máy khi mở khuôn.
IV. ĐƯỜNG LỐI THIẾT KẾ KHUÔN SẢN PHẨM CHẤT DẺO.
1. Định nghĩa
Khuôn là một dụng cụ để định hình một sản phẩm nhựa. Nó được thiết kế sao cho có thể được sử dụng cho một số lượng chu trình yêu cầu.
Kích thước và kết cấu của khuôn phụ thuộc yêu cầu cũng là một yếu tố rất quan trọng để xem xét bởi vì yêu cầu sản xuất loạt nhỏ không cần đến loại khuôn nhiều lòng khuôn hoặc loại khuôn có kết cấu cao cấp.
2. Các bộ phận chính của khuôn và chức năng của chúng
Khuôn là một cụm nhiều chi tiết lắp với nhau, ở đó nhựa được phun vào, được làm nguội rồi đẩy sản phẩm ra. Sản phẩm được tạo hình giữa hai phần của khuôn.
Khoảng trống ở giữa hai phần khuôn được điền đầy nhựa và nó sẽ mang hình dáng sản phẩm. Phần lõm vào sẽ xác định hình dạng ngoài của sản phẩm được gọi là lòng khuôn, phần xác định hình dạng bên trong của sản phẩm được gọi là lõi.
Phần tiếp xúc lõi và lòng khuôn gọi là đường phân khuôn. Ngoài ra khuôn còn có các bộ phận khác.
Hình 25 - Mô tả các bộ phận cơ bản của khuôn
Hình 26 - Kết cấu cơ bản của một bộ khuôn phun nhựa.
1. Tấm kẹp phía trước: kẹp phần cố định của khuôn vào máy ép phun.
2. Tấm khuôn phía trước: là phần cố định của khuôn tạo thành phần trong và phần ngoài của sản phẩm.
3. Vòng định vị: đảm bảo vị trí thích hợp của vòi phun với khuôn.
4. Bạc cuống phun: nối vòi phun và kênh nhựa với nhau qua tấm kẹp phía trước và khuôn trước.
5. Sản phẩm.
6. Bộ định vị: đảm bảo cho sự phù hợp giữa phần cố định và phần chuyển động của khuôn.
7. Tấm đỡ: giữ cho mảnh ghép của khuôn không bị rơi ra ngoài.
8. Khối đỡ: dùng làm phần ngăn giữa tấm đỡ và tấm kẹp phía sau để cho tấm đẩy hoạt động được.
9. Tấm kẹp phía sau: kẹp phần chuyển động của khuôn vào máy ép phun.
10. Chốt đẩy: dùng để đẩy sản phẩm ra khỏi khuôn khi khuôn mở.
11. Tấm giữ: giữ chốt đẩy vào tấm đẩy.
12. Tấm đẩy: đẩy chốt đẩy đồng thời với quá trình đẩy.
13. Bạc dẫn hướng chốt: để tránh hao mòn và hỏng chốt đỡ, tấm đẩy và tấm giữ do chuyển động mạnh giữa chúng.
14. Chốt hồi về: làm cho chốt đẩy có thể quay trở lại khi khuôn đóng lại.
15. Bạc mở rộng: dùng làm bạc kẹp để tránh mài mòn, hỏng tấm kẹp phía sau khối ngăn và tấm đỡ.
16. Chốt đỡ: dẫn hướng chuyển động và đỡ cho tấm đỡ 5 tránh cho tấm đỡ khỏi bị cong do áp lực đẩy cao.
17. Tấm khuôn sau: là phần chuyển động của khuôn, tạo nên phần trong và phần ngoài của sản phẩm.
18. Bạc dẫn hướng: để tránh mài mòn nhiều hoặc làm hỏng tấm khuôn sau vì bạc dẫn hướng có thể thay được.
19. Chốt dẫn hướng: dẫn phần chuyển động tới phần cố định của khuôn để liên kết chính xác hai phần của khuôn.
3. Yêu cầu kỹ thuật đối với khuôn ép sản phẩm nhựa
- Đảm bảo độ chính xác về kích thước, hình dáng, biên dạng của sản phẩm.
- Đảm bảo độ bóng cần thiết cho cả bề mặt của lòng khuôn và lõi để đảm bảo độ bóng của sản phẩm.
- Đảm bảo độ chính xác về vị trí tương quan giữa hai nửa khuôn.
- Đảm bảo lấy được sản phẩm ra khỏi khuôn một cách dễ dàng.
- Vật liệu chế tạo khuôn phải có tính chống mòn cao và dễ gia công.
- Khuôn phải đảm bảo độ cứng vững khi làm việc, tất cả các bộ phận của khuôn không được biến dạng hay lệch khỏi vị trí cần thiết khi chịu lực ép lớn (vài trăm tấn).
- Khuôn phải có hệ thống làm lạnh bao quanh lòng khuôn sao cho lòng khuôn phải có một nhiệt độ ổn định để vật liệu dễ điền đầy vào lòng khuôn và định hình nhanh chóng trong lòng khuôn từ đó rút ngắn chu kỳ ép và tăng năng suất.
- Khuôn phải có kết cấu hợp lý không quá phức tạp sao cho phù hợp với khả năng công nghệ hiện có.
4. Cơ sở dữ liệu cần thiết trước khi thiết kế khuôn
Bản vẽ chi tiết với đầy đủ kích thước và các yêu cầu kỹ thuật như:
- Vật liệu chế tạo chi tiết (loại nhựa).
- Vật liệu của lòng khuôn (do khách hàng yêu cầu).
- Độ chính xác của chi tiết bao gồm độ chính xác về kích thước, độ chính xác về hình dáng hình học và vị trí tương quan giữa các bề mặt.
- Số lượng chi tiết yêu cầu.
- Các bề mặt làm việc và không làm việc của các chi tiết.
Các thông số kỹ thuật của máy ép như :
- Lực ép lớn nhất của máy ép có thể ép được.
- Khối lượng vật liệu lớn nhất mà máy có thể gia công được.
- Kích thước bàn máy để lắp khuôn.
- Áp lực phun lớn nhất của máy.
- Khoảng mở tối đa và tối thiểu của máy.
- Kích thước lỗ định vị khuôn trên bàn máy.
Số lượng lòng khuôn của bộ khuôn cần thiết kế: Theo yêu cầu của khách hàng hoặc theo yêu cầu của sản lượng cũng như giá thành khuôn, giá thành sản phẩm.
5. Các kiểu khuôn phổ biến
5.1. Khuôn hai tấm
Phương pháp dùng hai tấm rất thông dụng trong hệ thống khuôn, vì nó đơn giản. Tuy nhiên, đối với sản phẩm loại lớn không bố trí được miệng khuôn ở tâm, hoặc sản phẩm có nhiều miệng phun hoặc khuôn nhiều lòng khuôn, cần nhiều miệng phun ở tâm thì kết cấu khuôn có thể thay bằng hệ thống khuôn ba tấm.
Hình 27- Kết cấu khuôn hai tấm
Hình 267 - Kết cấu khuôn hai tấm
5.2. Khuôn ba tấm
Khuôn 3 tấm cũng được sử dụng khi cần thiết khi bố trí cổng nhựa ở trung tâm hoặc nhiều cổng nhựa cho các đường chảy riêng vào trong lòng khuôn. Đối với những chi tiết vách mỏng, có dòng chảy nhựa rộng và dài. Hai hoặc nhiều cổng nhựa có hướng vào trong chi tiết có thể tạo nên lưu lượng dòng chảy bằng nhau và tránh được hiện tượng phân luồng dòng chảy. Khuôn 3 tấm rất phù hợp với nhiều trường hợp.
Khuôn ba tấm gồm:
- Khuôn sau.
- Khuôn trước
- Hệ thống thanh đỡ
Nó sẽ tạo ra hai khoảng sáng khi nó mở ra, một khoảng sáng để lấy sản phẩm ra và khoảng sáng kia để lấy kênh nhựa ra.
Nhược điểm của hệ thống khuôn 3 tấm là khoảng cách giữa vòi phun của máy và lòng khuôn rất dài, nó làm giảm áp lực khi phun khuôn và tạo ra nhiều phế liệu của hệ thống kênh nhựa.
Đối với những khuôn phức tạp, độ cứng vững của các phần khuôn là rất quan trọng và khi lắp rắp phải cẩn thận và bảo đảm từng bước lắp ráp diễn ra suôn sẻ. Ứng suất được gây ra bởi lực kẹp khuôn có thể đủ lớn và có thể là nguyên nhân gây ra các biến dạng. Chúng cần được kiểm tra sử dụng phân tích sức bền vật liệu để duy trì bảo đảm những biến dạng của khuôn không vượt quá lượng biến dạng cho phép của khuôn. Trong trường hợp đặc biệt, khi lực kẹp vượt quá mức cho phép thì có thể làm biến dạng những chi tiết của khuôn, biến dạng đó đủ để co giãn đàn hồi trở lại, lúc đó sự đẩy ra lớn hơn độ co của nhựa và kết quả là bị kẹt. Đối với họ khuôn bố trí nhiều lòng khuôn, các lòng khuôn được bố trí ở nhiều nơi khác nhau, cố gắng đảm bảo vị trí các khoảng cách giữa các lòng khuôn bằng nhau càng tốt để tạo lực ép đều trên khuôn. Sự cân bằng tốt nhất khi tổng momen của lực ở các sản phẩm về trục của khuôn bằng không.
Hình 28 - Kết cấu khuôn 3 tấm
a. Phần cố định: Giúp gá một nửa khuôn lên máy, có lỗ gắn với vòi phun nhựa để dẫn nhựa vào khuôn và một phần rất quan trọng là phần dẫn và đỡ miếng thứ ba chuyển động (phần này cần được làm cứng vững).
b. Tấm thứ ba để tháo kênh nhựa và có một phần của lòng khuôn.
c. Phần chuyển động có chức năng như phần chuyển động của khuôn hai tấm ngoại trừ hệ thống trục được được gắn để làm phần 3 chuyển động, để tạo ra độ mở giữa đường trung tâm và phần cố định để dễ lấy đi hệ thống kênh nhựa.
5.3. Khuôn nhiều tầng
Hình 29 - Kết cấu khuôn nhiều tầng
Khi yêu cầu một số lượng sản phẩm lớn và để giữ giá thành sản phẩm thấp, hệ thống khuôn nhiều tầng được chế tạo để giữ lực kẹp của máy thấp (nghĩa là sử dụng cho loại máy có kích thước nhỏ). Với loại hệ thống khuôn này chúng ta có một hệ thống đẩy ở mỗi mặt của khuôn.
Dùng khuôn nhiều tầng kết cấu phức tạp hơn, phần kênh nhựa dài tạo nhiều phế phẩm, do kênh nhựa dài và được bố trí nhiều lòng khuôn nên áp lực lớn để nhựa điền đầy các lòng khuôn.
Về kết cấu, khuôn nhiều tầng về cơ bản gồm 3 phần chính:
- Phần một gồm tấm kẹp cố định để kẹp một phần tấm khuôn là phần lõi khuôn, hệ thống phun nhựa và hệ thống chốt đẩy.
- Phần hai là tâm khuôn di chuyển chứa các lòng khuôn và kênh nhựa.
- Phần ba là hệ thống chuyển động có chức năng giống chức năng ở khuôn hai tấm.
Nguyên lý hoạt động giống khuôn 2 tấm nhưng chỉ khác ở chỗ: khi nhựa được ép xong thì sản phẩm đều được lấy từ 2 tấm khuôn ngoài.
5.4. Khuôn không rãnh dẫn
Khi lắp thêm bộ phận gia nhiệt (heater) vào đầu rót và rãnh dẫn để chống làm đông nhựa lại, ở bộ phận này luôn luôn đảm bảo trạng thái chất lỏng của vật liệu trước khi vào lòng khuôn, tức là sau khi tạo thành sản phẩm không có phần thừa ra là kênh nhựa như các loại khuôn khác, do vậy gọi là khuôn không rãnh dẫn.
Hình 30 – Kết cấu khuôn không rãnh dẫn
Đối với khuôn không rãnh dẫn có nhiều loại nhưng chủ yếu là các loại sau:
- Dạng thức họng phun kéo dài (Extention Nozzle).
- Dạng thức loại rãnh (Well Type).
- Dạng thức rãnh dẫn cách li (Insulated Runner).
- Dạng thức rãnh dẫn nóng (Hot runner).
Khuôn không rãnh dẫn có các đặc điểm cơ bản: Vì không cần phải lấy bộ phận rãnh dẫn đậu rót ra khỏi khuôn sau mỗi chu kỳ tạo hình nên có các ưu điểm sau:
- Giảm lãng phí vật liệu tạo hình.
- Thời gian điền đầy vào hệ thống rãnh dẫn bằng không. Chu kỳ tác động của máy tạo hình để đóng mở khuôn ngắn hơn do vậy thời gian chu kỳ tạo hình khá thấp.
- Không cần thao tác lấy rãnh dẫn ra, bộ phận cổng phân phối được ngắt bỏ tự động. Đây là một ưu điểm lớn nhất với loại hình phi rãnh dẫn này.
Ngoài ra có các nhược điểm sau:
- Phạm vi nhiệt độ thích hợp với tạo hình trở nên hẹp, đối với vật liệu dễ phát sinh phân giải nhiệt ở nhiệt độ nóng chảy thì loại khuôn này không thích hợp.
- Nói chung kết cấu khuôn trở nên phức tạp vì có thêm bộ phận khống chế nhiệt độ, giá thành khuôn khá cao nên nếu không sản xuất loạt lớn thì tính kinh tế kém.
* Dạng họng phun kéo dài
Dạng thức kéo dài họng phun của máy tạo hình phun, và tiếp xúc bộ phận lòng khuôn của khuôn, không để lại đậu ngót ở từng thành phẩm.
Họng phun sử dụng ở loại khuôn này có dạng kéo dài nên người ta cũng gọi là họng phun dài.
* Dạng thức cách li
Người ta dùng khuôn kết cấu 3 tấm nhiều mảnh nhưng đường kính lớn đặc biệt, rãnh dẫn thường có giá chiều cao 20 + 35 mm, bộ phận phía trong nguội đông lại ở bộ phận tiếp xúc mặt vách của rãnh dẫn, đó trở thành lớp dẫn nhiệt có thể luôn đảm bảo được trạng thái nóng chảy vật liệu ở bộ phận trung gian của bánh dẫn.
Loại này kết cấu khuôn đơn giản, nhưng tính an toàn nhiệt độ của bộ phận rãnh dẫn xấu, khó điều khiển nhiệt độ của cổng phân phối và nhiều vấn đề như tốn thời gian thao tác khi thay thế vật liệu… Thực tế dạng này ít dùng.
* Dạng thức rãnh dẫn nóng
Hình thái của dạng thức dẫn nóng rất giống với dạng thức rãnh dẫn cách li đã nêu, cổng phân phối cũng giống nhau cùng dùng cổng phân phối dạng chốt. Tuy nhiên trong trường hợp dùng rãnh dẫn nóng, giảm nhiệt ở bộ phận họng phun hai bậc và rãnh dẫn (cũng gọi là đậu rót hai bậc) bảo đảm nhiệt độ nhất định. Vật liệu ở trong họng phun hai bậc và rãnh dẫn bị đông lại, luôn ở trạng thái nóng chảy thích hợp. Do đó bộ phận phân phối của rãnh dẫn lọc, theo nguyên lí họng phun của máy tạo phun, có thể xem như là giống với loại kéo dài tới cổng phân phối.
Chỉ có vấn đề là bộ phận rãnh dẫn luôn được gia nhiệt, việc nguội với sự truyền nhiệt đó có hại đối với bộ phận lòng khuôn. Để tránh điều này làm một đường thoát nhiệt giữa lòng khuôn và khối ống phân phối.
Để gia nhiệt rãnh dẫn người ta đặt thêm một ống gia nhiệt vào ống phân phối, khuôn có kết cấu gia nhiệt từ ngoài đường biên của rãnh dẫn là phổ biến nhưng như sản phẩm của hãng ME (Mỹ) cũng thiết kế thêm một ống gia nhiệt vào bộ phận trung tâm của rãnh dẫn. Bộ phận họng phun hai bậc là loại kết cấu đơn vị thêm bộ phận ra nhiệt đặc biệt vào phần bên trong, tuy nhiên gần đây có thể sử dụng một cách phổ biến.
Ở khuôn rãnh dẫn nóng, ngoài vấn đề tính nhiệt với bộ phân lòng khuôn, có một vấn đề quan trọng, đó là vấn đề khống chế nhiệt độ của bộ phận cổng phân phối. Cổng phân phối của khuôn rãnh dẫn nóng cần phải mở khi phun vật liệu vào trong khuôn và khi phun xong phải đóng lại ngay, nếu không thế thì vật liệu nóng chảy từ trong cổng phân phối sẽ chảy ra ngoài, tức là sinh ra việc tràn nhựa ra, lẫn vào bề mặt sản phẩm làm cho bề mặt sản phẩm không đẹp.
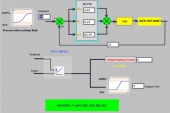
Do vậy, thông thường người ta khống chế nhiệt độ chính xác vào mỗi cổng phân phối, đề phòng nhựa tràn ra ngoài. Người ta cũng đang tiến hành nghiên cứu phòng chống nhựa chảy tràn ra ngoài một cách tích cực bằng các biện pháp đặc biệt. SpearSytem cũng là một loại nhưng chỉ đặt bộ phận gia nhiệt nhỏ gọi là SpearBed ở một đầu của hệ thống họng phun 2 bậc, khống chế mạng gia nhiệt này, cắt bộ gia nhiệt, hạ nhiệt độ của GatePoint khi dùng phun nhựa đề phòng nhựa tràn ra ngoài. Sau đó lại nâng cao nhiệt độ làm sao để mở GatePoint, cấu tạo của bộ phận SpearBed, mỗi chu kỳ tạo hình mô tả bằng đường cong sự thay đổi nhiệt độ của GearPoint theo sự liên tục, gián đoạn mạch điện gia nhiệt.
5.5. Khuôn cho sản phẩm có ren
Ren là dạng cắt nhau nhưng phức tạp hơn, độ phức tạp phụ thuộc vào loại ren trong hay ngoài, phương pháp làm khuôn ren và dạng sản xuất.
5.5.1. Thiết kế phần tử.
Phần tử có ren được phân ra trước hết theo ren ngoài và ren trong. Ren trong nhỏ có thể làm trong một phần khuôn, cho phép kèm theo các phần khác nhau, thường là một đai ốc kim loại.
Một phương pháp để đạt được điều đó là làm khuôn có lỗ rãnh trơn có sử dụng một vít tựa để nhanh chóng liên kết các phần tử với nhau. Ren trong nhỏ có thể được làm bằng một miếng kim loại lắp ghép bên trong, khi phần tử có ren hơi dài thì yêu cầu miếng lắp ghép kim loại bên ngoài.
5.5.2. Khuôn dùng cho các phần tử có ren trong
Ren trong là một dạng cắt sau mà hình dáng của ren ngăn cản chuyển động thẳng của vật được phun ra khỏi lõi.
Hình 31 - Khuôn cho sản phẩm có ren
a. Kết cấu ren cố định: kết cấu khuôn này là một vật đi đôi của kết cấu lòng khuôn có ren. Khi gia công nhựa, lúc mở khuôn, thì vật được phun nằm lại trên lõi và thường không được vặn ra bởi người đứng máy.
b. Sự đẩy bung ren trong: phần tử có ren trong có thể được đẩy bung ra khỏi lõi khi dùng một tấm đẩy bung cơ sở, khi có yêu cầu một trục ren và vật liệu nhựa phải đủ đàn hồi trong khi đẩy.
c. Lõi ren trong: Trong trường hợp phân tử lớn mà có lỗ ren trong cục bộ hoặc có nhiều lỗ ren trong ở gần nhau thì có thể sử dụng kỹ thuật lõi ren tháo.
d. Lõi quay cố định hướng trục: kết cấu rất phù hợp cho phần tử có hình dáng bên ngoài cho phép đặt lòng khuôn ở cùng một nửa khuôn với lõi ren. Khi lõi ren được quay, ở vị trí cố định chiều trục, với sự chú ý đến lòng khuôn, sản phẩm sẽ bị đẩy ra cưỡng bức. Hình dáng ngoài của sản phẩm phải không thể quay theo lõi trong pha đẩy này.
Độ dài của mặt cắt có ren của lõi cần phải ngắn hơn một chút so với chiều sâu lòng khuôn để đảm bảo hiệu quả của pha đẩy.
e. Sự tháo lõi quay: nguyên tắc của kết cấu này để tháo lõi ren khỏi sản phẩm nhờ sự tháo lõi qua một tấm khuôn quay, đầu phía sau của cán lõi được làm ren có bước bằng bước ren của sản phẩm. Một bánh răng di trượt được lắp vào cán lõi và được lắp then. Khi bánh răng di trượt quay thì đầu cuối có ren của cán lõi sẽ lăn vào vít ở bạc ren, do đó ren được tháo ra khỏi sản phẩm, chuyển đông này phải dài hơn một chút so với độ dài của ren sản phẩm.
f. Lòng khuôn quay: khi điểm miệng phun không được phép ở mặt ngoài của sản phẩm thì có thể dùng lòng khuôn quay. Lõi thường được lắp ở nửa khuôn phun. Kiểu của hệ thống phun nhựa có thể dùng kết cấu phun từ dưới hoặc kết cấu không có kênh phun.
g. Sự bố trí sản phẩm: khi có nhiều lòng khuôn thì sự bố trí chúng phải ở giai đoạn rất sớm. Có hai phương pháp bố trí các lòng khuôn:
Bố trí theo vòng tròn: theo bố trí này các lõi riêng biệt có thể được quay từ một bánh răng trung tâm. Khi bánh răng ở tâm quay thì các bánh răng nhỏ làm việc và làm quay các cán lõi.
Bố trí theo đường thẳng: một số sự bố trí theo đường thẳng đó là hệ thống một đường và nhiều đường. Ta thấy ở giữa có hai bộ bánh răng được quay bởi một thanh răng. Phương pháp này được sử dụng để tháo phần tử ren trái và ren phải.
h. Lực và hệ thống truyền lực:
Hệ thống truyền lực bằng tay: hệ thống này cho phép người thợ tháo ren ra khỏi sản phẩm nhờ quay một tay quay, mà nó thường đặt ở đỉnh hoặc ở mặt trước của khuôn là thích hợp nhất.
Hệ thống truyền lực bằng máy: hệ thống này sử dụng chuyển động của máy phun nhựa để tác động lên hệ thống bánh răng và tháo ren cho sản phẩm. Nó có ưu điểm là sự tháo ren được thực hiện tự động trong lúc các tấm được mở ra và do đó không làm tăng thời gian chu kỳ như phương pháp quay bằng tay.
Hệ thống truyền lực thuỷ lực hoặc khí nén: hệ thống này là mở rộng của hệ thống thanh răng, bánh răng quay tay cho phép tháo ren hoàn toàn tự động. Hoạt động của nó đạt được bởi cơ cấu tác động mà sự đóng nó trực tiếp được ghép đôi với thanh răng.
Hệ thống truyền lực bằng điện: kết cấu này về tổng quát gồm một bộ bánh răng được ghép nối với một động cơ điện để quay hệ thống lõi quay.
5.5.3. Khuôn dùng cho các sản phẩm ren ngoài
Ren ngoài chính là mặt ngoài của sản phẩm và nó cản trở chuyển động thẳng của sản phẩm từ lòng khuôn ra. Tuy nhiên, không giống như các cắt sau khác, kiểu sản phẩm có ren ngoài có thể vặn ra được khỏi lòng khuôn và do đó cho kết cấu đơn giản. Nếu gia công tự động thì đòi hỏi một số dạng chuyển động quay bên trong khuôn để tạo nên sự vặn ra tự động.
Hình 32 - Khuôn cho sản phẩm có ren
a. Kết cấu lòng khuôn có ren được cố định.
Đơn giản nhất để làm ra phần tử có ren ngoài là phần có ren được gia công trực tiếp trong miếng ghép lòng khuôn. Khi khuôn được mở ra, sản phẩm có thể được lấy ra khỏi tấm khuôn, nguyên công vặn ra có thể bằng tay hoặc bằng lực.
b. Đẩy bung phần tử có ren ngoài.
Ren ngoài có thể được đẩy bung từ một lòng khuôn khi:
- Phần tử có dạng ren lăn.
- Chiều sâu ren tương đối nông so với đường kính.
- Vật liệu sản phẩm đủ đàn hồi để trở lại hình dáng ban đầu.
c. Bộ phận trượt cơ khí.
Bộ phận trượt cơ khí được sử dụng để tạo ưu thế trong các khuôn phun và khuôn đúc khi khoảng cách trượt tương đối dài được bao trùm bởi chuyển động mở của khuôn. Trong hầu hết các trường hợp, yếu tố mở được đặt bên ngoài khuôn, điều đó tiết kiệm không gian trong vùng làm việc, khi đó không cần đến một chốt dài hoặc một xilanh truyền lực. Hơn nữa bộ phận trượt cơ khí cũng có thể được sử dụng để tạo ưu thế khi mà các chuyển động và lực cần phải đổi hướng đi 900, nhất là đối với kết cấu của đồ gá của các máy có công dụng đặc biệt.
6. Các hệ thống cơ bản của khuôn
6.1. Hệ thống cấp nhựa
Nguyên liệu nhựa chảy vào lòng khuôn qua hệ thống cấp nhựa. Hệ thống cấp nhựa gồm: cuống phun, kênh nhựa, cổng nhựa.
Mục đích của hệ thống cổng nhựa là dẫn vật liệu chảy đều với áp suất và nhiệt độ tối thiểu giảm dần tới mỗi lòng khuôn, hoặc tới điểm xa hơn tại một lòng khuôn lớn. Chảy đều về bản chất có nghĩa là bằng tỷ lệ chảy qua mỗi cổng nhựa. Điều này có nghĩa là bằng áp suất tại điểm cuối của mỗi cổng nhựa, nó đúng cho tất cả các lòng khuôn. Trong trường hợp của một họ khuôn, tổng lượng chảy có thể khác ở mỗi lòng khuôn, nhưng trong một nhánh được thiết kế chính xác, thì sự điền đầy vào lòng khuôn sẽ hoàn toàn khác nhau trong cùng một thời gian. Khi sử dụng một hệ thống đo áp suất trong lòng khuôn, chuyển từ lúc bơm tới việc duy trì hoặc thành sản phẩm được điều khiển bởi bộ chuyển đổi trong lòng khuôn. Hệ thống này hoạt động tốt khi tất cả lòng khuôn được điền đầy cùng lúc. Tuy nhiên một lòng khuôn được điền đầy trước và cổng nhựa của nó đông lại trước khi pha đông được bắt đầu bởi phần tử cảm biến áp suất trong lòng khuôn khác, nó có thể do thiếu hụt kết hợp với việc điền đầy không đủ và tỷ trọng thấp. Qua lúc đông đặc cũng có thể vẫn xảy ra nếu dòng chảy không cân bằng nhau.
Do đó bước đầu tiên trong thiết kế nhiều lòng khuôn là bố trí sắp đặt dòng chảy bằng nhau, mỗi dòng chảy tỷ lệ với mỗi lòng khuôn sao cho tất cả các lòng được điền đầy như nhau trong cùng một thời gian. Nếu tất cả lòng khuôn là như nhau thì sẽ làm giảm giá trị bằng lượng giảm áp suất từ cuống phun tới mỗi đầu ra của cổng nhựa. Trong trường hợp đơn giản này, một cách trình bày “cân bằng tự nhiên” có chiều dài và kích cỡ bằng nhau đối với tất cả các máng dẫn. Số lòng khuôn đối với khuôn cân bằng tự nhiên là 2, 4, 6, 8, 16, 18, 24, 32, 48, 64, 72, 96 v.v và vòng tròn miệng phun được đặt ở giữa. Không gian đủ cần phải ở giữa lòng khuôn để cho phép làm mát đều trên khuôn. Trong nhiều trường hợp phức tạp, khuôn cũng “cân bằng từng phần” hoặc “cân bằng giả tạo”.
Nguyên liệu chảy vào lòng khuôn qua hệ thống cấp nhựa là một quá trình hoạt động như sau:
- Trước tiên nguyên liệu nhựa ở trạng thái nóng chảy được đổ vào cuống phun và hệ thống kênh nhựa dẫn đến lòng khuôn. Khi nhựa nóng chảy điền vào lòng khuôn thì chúng nhanh chóng được đông đặc lại tạo thành một lớp vỏ mỏng (do lòng khuôn có nhiệt độ thấp). Lúc đầu lớp nhựa đông đặc lại rất mỏng vì thế nhiệt mất đi rất nhanh, sau một thời gian lớp nhựa đông đặc đạt được một độ dày nhất định thì nhiệt thu được từ nhựa và ma sát do dòng chảy cân bằng với lượng nhiệt mất đi, như vậy đã đạt được trạng thái cân bằng nhiệt.
- Vì nhựa là một chất dẫn nhiệt kém nên lớp vỏ đông đặc sẽ đóng một vai trò là lớp cách nhiệt cho lõi trong của nhựa nóng chảy và giữ nhiệt cho lõi trong. Do đó mà nguyên liệu nhựa vẫn có thể chảy qua lõi giữa trong quá trình phun. Nếu tốc độ phun tăng (áp lực phun lớn) thì lớp nhựa đông lại sẻ bị mỏng đi do nhiệt ma sát sinh ra lớn.
- Để có được một lớp cách nhiệt bằng phẳng thì không nên để có góc nhọn làm cản trở dòng chảy. Hơn nữa vùng làm nguội chậm khó qua được ở cuối cuống phun và kênh nhựa tốt nhất là làm giống như dùng vật liệu cứng, điều này cho phép nhựa nóng chảy chảy qua được.
6.1.1. Cuống phun
- Cuống phun là chỗ nối giữa vòi phun của máy phun và kênh nhựa.
- Với khuôn hai tấm cuống phun nên có một nấc nhỏ để phù hợp với chỗ không ăn khớp, như hình bên:
..................................
I. Lắp đặt khuôn.
Theo qui tắc chung, phải kiểm tra các điểm sau đây trước khi lắp đặt khuôn:
1. Nếu khuôn đã được sử dụng từ trước, xem xét xem nó đã được kiểm tra hoặc sửa chữa chỗ hỏng chưa.
2. Kiểm tra đầu vào và ra của kênh nước bằng cách thổi khí nén để chắc chắn rằng kênh nước thông và sạch.
3. Chắc chắn vòng định vị ăn khớp chính xác với lỗ ở tâm của tấm khuôn cố định. Điều đó sẽ đảm bảo độ thẳng hàng chắc chắn của cuống phun và vòi phun.
4. Kiểm tra chiều cao tổng của khuôn có vượt quá khoảng sáng của máy không.
5. Kiểm tra giá trị lực kẹp khi gia công.
6. Theo quy tắc thực tế, chắc chắn trọng lượng lớn nhất của phát đạn là đủ cho khối lượng của sản phẩm.
Thực tế nên kiểm tra độ song song của hai tấm khuôn trước khi lắp khuôn, kiểm tra các bu lông kẹp vòng an toàn có kẹp chắc chắn không, các trụ đỡ có bám bụi bẩn hoặc phoi kim loại không.
Đặt khuôn vào hai nửa đóng vào nhau. Điều đó ngăn ngừa hai nửa khuôn, đặc biệt là lõi khỏi bị các hư hỏng có thể xảy ra trong khi lắp khuôn.
Không nên cố gắng lắp khuôn nặng bằng tay, cần sử dụng máy nâng cần cẩu phù hợp hoặc cơ cấu xích ròng rọc. Xích ròng rọc có thể điều chỉnh chậm nhưng rất tốt. Giữ cho xích cùng với khuôn cho đến khi cả hai nửa đã gắn chặt vào tấm khuôn. Đối với khuôn nặng, tránh kẹp bulông lắp ở tấm di động để tránh bất kỳ một chuyển động đi xuống nào của khuôn trong quá trình.
Trong lúc tháo khuôn, không bao giờ được gõ búa vào khuôn trong khi các bulông an toàn vẫn còn chặt, nếu không sẽ làm hỏng khuôn và bộ phận máy nối với khuôn. Trong khi khuôn còn được giữ bởi xích chỉ nới lỏng một nửa bulông an toàn và làm các điều chỉnh cần thiết thông qua bulông.
II. Hoạt động của khuôn.
Để đảm bảo chất lượng của sản phẩm tốt, khuôn phải được duy trì ở nhiệt độ làm việc của nó.
Khi tháo khuôn bằng tay, không nên sử dụng dụng cụ kim loại cứng hoặc cạnh sắc để tránh bị xước bề mặt khuôn hoặc các cạnh sắc có thể làm cho bề mặt phân khuôn không quy tắc, nó có thể tạo nên khe hở dọc theo đường phân khuôn của sản phẩm.
Không bao giờ được sờ tay vào bề mặt nhẵn bóng của khuôn để không để lại dấu vết dễ gây ăn mòn kim loại.
Người thợ điều khiển máy phải xem xét các khuôn có sẵn sàng làm việc không. Nói cách khác nếu có điều gì bất thường phải dừng máy ngay và báo cho người lắp khuôn để có những đo đạc điều chỉnh cần thiết.
Nếu máy không được sử dụng qua đêm thì cần bôi trơn lên bề mặt nhẵn bóng của khuôn một lớp mỏng kerosin hoặc turpenline.
Khi không làm việc, tất cả các khuôn có phần tử lò xo tự do cần được ở vị trí thả lỏng.
Khuôn không hoạt động cần phải để mở nhưng phải phủ bằng vải khô.
Trước khi nghỉ cần để cho hệ thống nước làm nguội liên tục được tuần hoàn cho đến khi khuôn nguội.
III. Lưu giữ khuôn.
Cần phải giữ sản phẩm cuối cùng được tháo ra khỏi khuôn để làm tham khảo cho bất kỳ sự sửa chữa nào. Cần làm nhãn của sản phẩm với tên của nó, kích thước, vật liệu, số khuôn và số sản xuất của chính sản phẩm đó.
Tất cả các bộ phận khuôn cần được kiểm tra và sửa chữa trước khi đưa vào kho để nó thường xuyên sẵn sàng cho đến khi có yêu cầu sản xuất tiếp theo.
Các khuôn được xác định là sẽ không đưa vào sản xuất cần phải được tháo ra, loại ra, để cho các giá hoặc phòng chứa khuôn không có lẫn khuôn hư hỏng.
Di chuyển tất cả các đầu lắp kênh nước vì chúng dễ bị hư hỏng khi lưu trữ. Thổi khí nén vào đầu vào của kênh nước cho đến khi nước ra hết và hơ cho nó khô. Đậy kín một đầu kênh và rót vào kênh nước một loại dầu khoáng thích hợp. Chắc chắn rằng mọi phần của kênh đã được bôi dầu thì tháo dầu khỏi kênh và nút tất cả các miệng kênh bằng nút kim loại màu. Làm điều đó để giữ khuôn được lâu dài.
Bôi mỡ tất cả các chi tiết của khuôn và giữ kín chúng trong thời gian lưu giữ.
Đối với khuôn có lò xo không nên đóng chặt, đặt các nêm cao su phù hợp ở trạng thái mở khuôn để giữ cho lò xo ở vị trí tháo lỏng và bịt kín các lỗ bằng các băng để tránh bẩn hoặc hơi ẩm. Đối với khuôn nhỏ chỉ cần cho vào trong túi nilông là được.
Khuôn cần được sắp xếp phù hợp với kiểu của chúng hoặc phù hợp với số và vị trí của nó trên giá nặng và giữ trong phòng sạch.
Để dễ xác định, tất cả các khuôn đều phải có tên hoặc số khuôn.
KẾT LUẬN
Hiện nay ngành sản xuất nhựa nước ta đang chiếm tỉ trọng lớn trong sản xuất đồ dân dụng cũng như công nghiệp bởi sản phẩm nhựa không những bền về chất lượng, đẹp cả về mẫu mã mà năng suất lao động cũng lớn. Chúng em sau 5 năm học tập tại trường Đại học Bách Khoa Hà Nội và đã qua giai đoạn thực tập tốt nghiệp được thầy giáo giao cho đề tài: “Thiết kế, chế tạo khuôn gia công vỏ nhựa cứng và lưỡi trai cho mũ bảo hiểm xe máy”. Đề tài đã giúp chúng em tiếp cận với lĩnh vực mới của ngành công nghiệp nước nhà đó là lĩnh vực thiết kế khuôn. Mũ bảo hiểm cho người đi mô tô xe máy là sản phẩn được sử dụng rộng rãi trong đời sống, mang tính thực tiễn cao. Sản phẩm mũ bảo hiểm này đảm bảo chất lượng TCVN 5756 và 6979 - 2001 về vật liệu, khối lượng, bề mặt ngoài, yêu cầu sử dụng đinh tán, phạm vi bảo vệ đầu, sức chịu va đập và hấp thụ xung động, độ bền đâm xuyên, kết cấu. ể thực hiện.
Quá trình nghiên cứu thiết kế sản phẩm của chúng em dựa trên các mẫu mũ bảo hiểm tham khảo trên thị trường và thực tế sản xuất mũ bảo hiểm nhãn hiệu Bktec tại xưởng C8- ĐHBKHN. Tuy phần vỏ nhựa bảo vệ đầu và phần lưỡi trai là hai sản phẩm khác nhau nhưng nó cũng yêu cầu đạt mối tương quan lắp ráp tạo thành sản phẩm nên chúng cũng có quan hệ chặt chẽ.
Chúng em đã cố gắng tìm hiểu tài liệu để thực hiện đồ án một cách tốt nhát. Tuy nhiên do lần đầu tiếp cận với công nghệ làm khuôn do vậy không thể tránh được nhiều sai sót. Chúng em mong nhận được sự chỉ bảo tận tình của các thầy cô để chúng em có thêm kinh nghiệm và kiến thức đầy đủ hơn về công nghệ gia công vật liệu nhựa.
Một lần nữa, chúng em xin chân thành cám ơn các thầy cô.
LỜI NÓI ĐẦU
Trong sự nghiệp công nghiệp hoá, hiện đại hoá đất nước, các ngành công nghiệp kỹ thuật đang đóng vai trò quan trọng trong nền kinh tế quốc dân. Trong các ngành công nghiệp đó, ngành công nghiệp vật liệu chất dẻo là một ngành được coi là giữ vai trò chủ đạo trong nền kinh tế quốc dân. Với xu thế như hiện nay, nhu cầu sử dụng và ứng dụng chất dẻo trong kỹ thuật cũng như trong dân dụng ngày càng phát triển rộng rãi. Dựa trên cơ sở khoa học kỹ thuật công nghệ, thành tựu và xu hướng phát triển mạnh mẽ của công nghệ vật liệu polyme, các nhà nghiên cứu và sản xuất chất dẻo đã đưa ra trên thị trường những sản phẩm chất dẻo phong phú nhiều chủng loại với những tính chất và khả năng ứng dụng khác nhau. Vật liệu chất dẻo có ưu điểm chung là nhẹ, bền, đẹp và dễ gia công, giá thành thấp. Do sự xuất hiện một số lượng lớn chất dẻo nên hàng loạt sản phẩm được sản xuất từ vật liệu chất dẻo càng ngày càng phong phú và đa dạng. Giá trị sử dụng các loại sản phẩm này đã thực sự xâm nhập vào nền kinh tế và dân dụng. Nhu cầu và chất lượng của sản phẩm cũng như khả năng ứng dụng của nó ngày càng hoàn thiện.
Hiện nay, vấn đề chất lượng và khả năng ứng dụng của loại vật liệu này để được phát triển một cách rộng rãi trong toàn nền công nghiệp và dân dụng là một nhu cầu quan trọng và cấp bách trong giai đoạn hiện nay. Chất lượng và giá thành chính là yếu tố quyết định đến khả năng cạnh tranh của các doanh nghiệp trong sản xuất và kinh doanh. Việc xác định nhu cầu cần có sự thăm dò, điều tra và tìm hiểu trước. Song song với sự phát triển phong phú, đa dạng và chất lượng cao đối với loại sản phẩm này là sự ra đời của hàng loạt các công nghệ, máy móc, thiết bị, dây chuyền gia công ngày càng hoàn thiện và cải tiến với ứng dụng của khoa học hiện đại. Để nâng cao chất lượng, năng suất và giảm giá thành sản phẩm đòi hỏi có sự kết hợp giữa những yếu tố kỹ thuật và yếu tố kinh tế.
Hoà nhập cùng xu hướng phát triển trên thế giới, ở nước ta ngành sản xuất và gia công vật liệu chất dẻo đang bắt đầu được chú trọng và phát triển. Thành tựu đầu tiên mà được đánh giá là sự ra đời hàng loạt các sản phẩm đa dạng phong phú, chất lượng và độ phức tạp của sản phẩm ngày càng được nâng cao và
hoàn thiện. Hệ thống máy móc, thiết bị ngày càng được cải tiến. Hiện nay và trong tương lai, ngành công nghiệp vât liệu chất dẻo có xu hướng ngày một phát triển, đây là một chiến lược lâu dài và nhiều triển vọng.
Sau một thời gian nghiên cứu, được sự hướng dẫn của các thầy và cùng với sự nỗ lực của bản thân, chúng em đã hoàn thành đồ án của mình. Qua đồ án “Nghiên cứu, thiết kế, chế tạo khuôn cho sản phẩm vỏ nhựa cứng và lưỡi trai mũ bảo hiểm xe máy” đã giúp chúng em hiểu rõ được về công nghệ chế tạo khuôn và gia công vật liệu chất dẻo này và đồng thời ứng dụng từ những lý thuyết của vật liệu chất dẻo vào sản xuất thực tế là hết sức quan trọng. Đồ án tốt nghiệp không những củng cố cho chúng em về mặt kiến thức mà còn tạo thêm kinh nghiệm thực tế cũng như hiểu rõ được bản chất của vấn đề.
Qua đây chúng em xin chân thành cảm ơn sự hướng dẫn nhiệt tình, chu đáo của giáo viên hướng dẫn trực tiếp Thầy giáo, Thạc sĩ , giúp chúng em hoàn thành đồ án này.
Chúng em xin chân thành cảm ơn!
Hà Nội tháng 6 năm 2008
Nhóm sinh viên
N