THIẾT KẾ CÔNG NGHỆ VÀ KHUÔN DẬP CHI TIẾT BÁNH RĂNG THẲNG TỪ PHÔI ỐNG
NỘI DUNG ĐỒ ÁN
THIẾT KẾ CÔNG NGHỆ VÀ KHUÔN DẬP CHI TIẾT BÁNH RĂNG THẲNG TỪ PHÔI ỐNG
MỤC LỤC
lời nói đầu 4
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ DẬP KHỐI VÀ CHI TIẾT BÁNH RĂNG 7
1.1. Tổng quan về công nghệ dập khối7
1.1.2. Thiết bị máy móc dùng trong dập khối.11
1.1.3. Vật liệu, phôi.20
1.2. Tổng quan về bánh răng và phương pháp chế tạo. 24
1.2.1. Tổng quan bánh răng. 24
1.2.2. Các phương pháp chế tạo bánh răng. 24
1.3. Thiết kế công nghệ chế tạo chi tiết bánh răng từ phôi ống. 26
1.3.1. Phân tích chi tiết chế tạo. 26
1.3.2. Lựa chọn phương pháp gia công chi tiết27
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT CÔNG NGHỆ DẬP KHỐI CHI TIẾT
BÁNH RĂNG.30
2.1. Lý thuyết về biến dạng dẻo. 30
2.1.1. Khái niệm.. 30
2.1.2. Các hiện tượng xảy ra khi biến dạng dẻo. 30
2.1.3 Các định luật cơ bản áp dụng khi gia công bằng áp lực. 31
2.2. Các nguyên công cơ bản trong công nghệ dập khối32
2.2.1. Nguyên công chồn. 32
2.2.2. Nguyên công vuốt34
2.2.3. Nguyên công dập khối trong khuôn hở. 35
2.2.4. Nguyên công dập khối trong khuôn kín. 37
2.2.5. Nguyên công ép chảy. 39
2.3. Các khuyết tật trong dập khối40
2.3.1. Khuyết tật trong trong khuôn dập khối40
2.3.2. Khắc phục các khuyết tật44
2.4. Kết luận. 45
CHƯƠNG 3 : TÍNH TOÁN THIẾT KẾ KHUÔN VÀ MÔ PHỎNG QUÁ TRÌNH DẬP TẠO HÌNH 46
3.1. Tính toán kích thước phôi ban đầu. 46
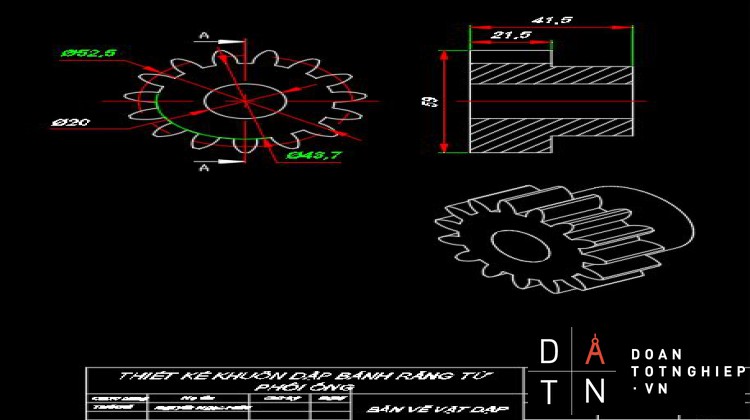
3.1.1. Xây dựng bản vẽ vật dập. 46
3.1.2. Tính toán kích thước phôi ban đầu.48
3.2. Tính toán lựa chọn máy cắt phôi .49
3.3. Tính toán, thiết kế khuôn dập tạo hình. 50
3.3.1. Tính toán , thiết kế khuôn chồn. 50
3.3.2. Tính toán, thiết kế khuôn dập bánh răng. 54
3.4. Chế độ nhiệt. 61
3.5. Chế độ bôi trơn. 62
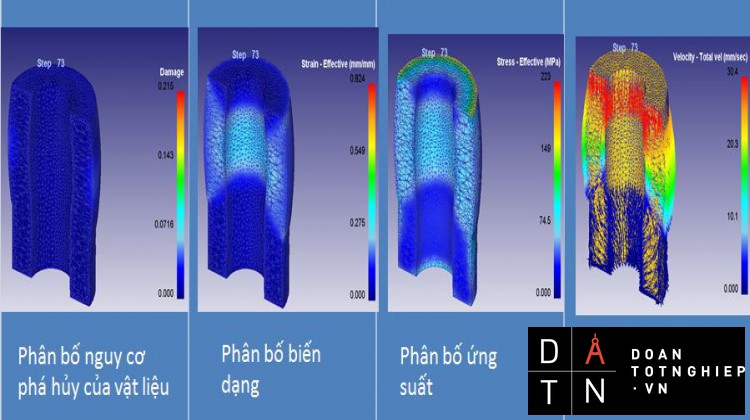
3.6. Mô phỏng số quá trình dập tạo hình. 62
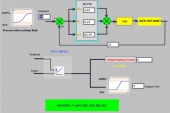
3.6.1. Tổng quan về phần mềm DEFORM 3D.. 62
3.6.2. Giai đoạn 1: Chồn cục bộ để tạo bậc cho phôi64
3.6.3. Giai đoạn 2: Dập trong khuôn kín. 70
3.6.4. Kết luận sau khi mô phỏng. 72
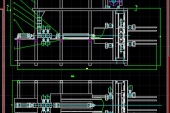
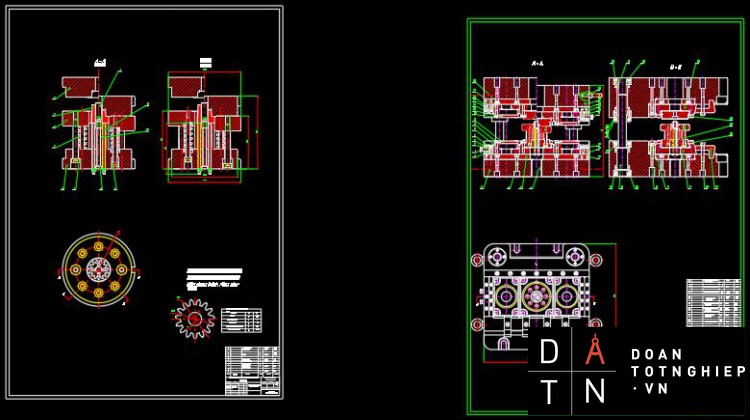
3.7. Bản vẽ thiết kế khuôn tạo hình. 74
KẾT LUẬN.. 80
TÀI LIỆU THAM KHẢO.. 81
Phụ lục.. 80
DANH MỤC HÌNH VẼ, BẢNG BIỂU
Hình 1.1 – Sơ đồ khối của quá trình dập khối9
Hình 1.2 – Phân loại dập khối9
Hình 1.3 – Các sản phẩm dập khối điển hình 10
Hình 1.4 – Chi tiết dập Cờ lê. 11
Hình 1.5 – Chi tiết dập tay biên. 11
Hình 1.6 – Phân loại máy búa. 11
Hình 1.7 – Sơ đồ lắp khuôn dập trên máy búa 12
Hình 1.8 – Một số sản phẩm của máy búa 13
Hình 1.9 – Các bộ phận chính của máy ép trục khuỷu. 15
Hình 1.10 – Các sản phẩm làm từ máy ép trục khuỷu. 15
Hình 1.11 – Sơ đồ động máy ép trục khuỷu. 16
Hình 1.12 – Sơ đồ máy ép ma sát trục vít17
Hình 1.13 – Hình ảnh máy ma sát trục vít 18
Hình 1.14 – Các sản phẩm của máy ép ma sát trục vít18
Hình 1.15 – Sơ đồ máy ép thủy lực. 19
Hình 1.16 – Hình dạng thỏi đúc. 20
Hình 1.17 – Các phôi thép cán định hình 22
Hình 1.18 – Sản phẩm cán chu kỳ 22
Hình 1.19 – Các loại bánh răng. 24
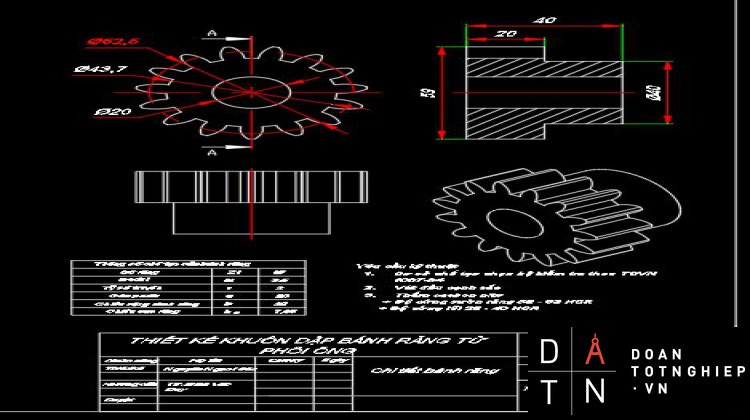
Hình 1.20 – Bản vẽ chi tiết bánh răng. 26
Hình 1.21 – Phôi dập dạng ống và trụ. 29
Hình 2.1 – Sơ đồ bài toán chồn. 33
Hình 2.2 – Phôi rèn vuốt 35
Hình 2.3 – Dập khối trong khuôn hở trên máy búa. 36
Hình 2.4 – Sơ đồ bài toán ép chảy thuận phôi thanh có tiết diện trọn. 40
Hình 2.5 – Phế phẩm dập. 40
Hình 2.6 – Vết xước và rãnh trên phôi dập 41
Hình 2.7 – Nếp gấp trên phôi dập 41
Hình 2.8 – Lớp vảy kim loại bám trên bề mặt phôi dập. 41
Hình 2.9 – Khuyết tật do cắt phôi41
Hình 2.10 – Các dạng nếp gấp trên vật dập. 41
Hình 2.11 – Các vết xước sâu trên bề mặt răng. 41
Hình 2.12 – Vật dập không điền đầy. 43
Hình 2.13 – Khuyết tật khi ép chảy. 43
Hình 2.14 – Phương pháp sửa nguội khuyết tật44
Hình 3.1 – Bản vẽ vật dập. 47
Hình 3.2 – Tính toán thể tích vật dập bằng phần mềm slodiwork 47
Hình 3.3 – Bản vẽ phôi ban đầu 48
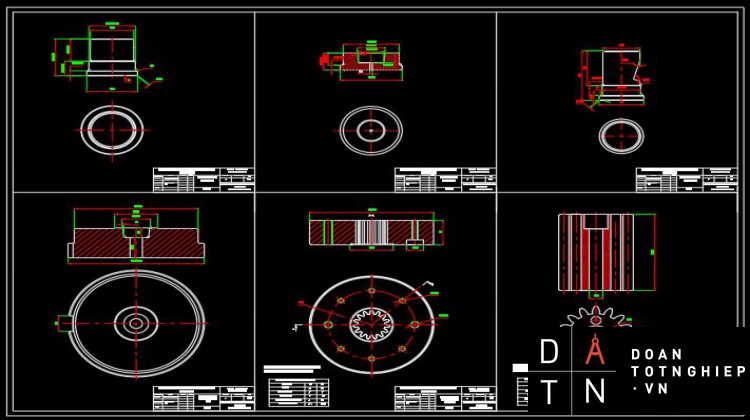
Hình 3.4 – Bản vẽ cối khuôn chồn. 52
Hình 3.5 – Bản vẽ chày khuôn chồn 53
Hình 3.6 – Bản vẽ cuống khuôn. 53
Hình 3.7 – Thông số máy ép trục khuỷu dập nóng 1000T.. 54
Hính 3.8 – Mặt phân khuôn vật dập 55
Hình 3.9 – Bản vẽ chày khuôn dập bánh răng 58
Hình 3.10 – Bản vẽ cối khuôn dập bánh răng. 59
Hình 3.11 – Bản vẽ lõi dẫn hướng khuôn dập bánh răng. 60
Hình 3.12 – Sơ đồ các bước trong mô phỏng Dform.. 63
Hình 3.13 – Giao diên phần mềm Dform.. 63
HÌnh 3.14 – Giao diện Modul PreProcessor 64
Hình 3.15 – Cửa sổ cài đặt thông số điều khiển 64
Hình 3.16 – Mô hình khuôn chồn 65
Hình 3.17 – Đường cong chảy của vật liệu phôi66
Hình 3.18 – Đường cong chảy của vật liệu khuôn. 67
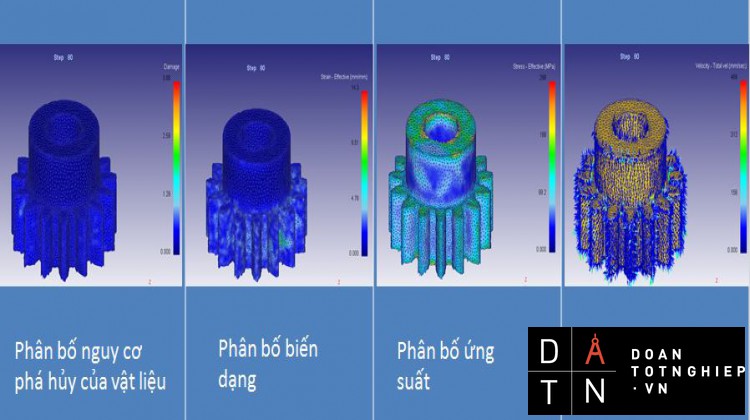
Hình 3.19 – Quá trình biến dạng của phôi trong khuôn. 67
Hình 3.20 – Kết quả mô phỏng lực chồn 69
Hình 3.21 – Mô hình khuôn dập bánh răng. 70
Hình 3.22 – Đường cong chảy của vật liệu phôi71
Hình 3.23 – Đường cong chảy của vật liệu khuôn. 71
Hình 3.24 – Quá trình biến dạng của phôi trong khuôn. 72
Hình 3.25 – Kết quả mô phỏng lực dập bánh răng 74
Hình 3.26 – Bản vẽ lắp khuôn chồn 75
Hình 3.27 – Khuôn chồn ngoài thực tế. 76
Hình 3.28 – Bản vẽ lắp ổ khuôn dập bánh răng. 77
Hình 3.29 – Block khuôn máy ép trục khuỷu dập nóng 1000T.. 78
Hình 3.30 – Bản vẽ lắp ổ khuôn bánh răng trên blcok. 79
Bảng 1.1 – Đối tượng nghiên cứu của dập khối8
Bảng 1.2 – Cơ tính và lĩnh vực một số mác thép khác nhau 23
Bảng 2.1 – Tốc độ biến dạng trên một số loại máy. 38
Bảng 2.2 – Bảng giá trị hệ số hình dạng của một số dạng chi tiết38
Bảng 2.3 – Bảng hệ số biến dạng theo tốc độ biến dạng khi nhiệt độ không đổi39
Bảng 3.1 – Bảng thông số máy cắt phôi Q42 - 200 49
Bảng 3.2 – Thông số máy ép trục khuỷu 160T.. 51
Bảng 3.3 – Bảng thông số lò xo chịu nén. 57
LỜI NÓI ĐẦU
GCAL là phương pháp gia công không phoi, dựa trên khả năng biến dạng dẻo của kim loại. Phương pháp này không những tiết kiệm được vật liệu mà còn làm tang cơ tính của sản phẩm. Khả năng tự động hóa cao nên thường được dùng trong sản xuất hang loạt và hang khối lớn vì thế mà hạ giá thành sản phẩm rất nhiều. Đây là một trong những ưu điểm của nghành. Vì thế GCAL không thể thiếu trong một nền công nghiệp phát triển.
Tuy nhiên chúng ta muốn tạo ra những sản phẩm nói trên bằng phương pháp dập tạo hình thì cũng cần phải có thiết bị, công nghệ. Khuôn dập là một trong những thiết bị rất cần trong nghành GCAL, ưu điểm lớn nhất của nó là có thể gia công được các chi tiết một cách chính xác và nhanh chóng.
Hiện tại em được giao làm đồ án tốt nghiệp với đề tài là : Thiết kế công nghệ và khuôn dập chi tiết bánh răng thẳng từ phôi ống do thầy PGS. TS. Phạm Văn Nghệ và TS. Đinh Văn Duy hướng dẫn. Các số liệu và thông số tính toán được thực hiện theo nhiều tài liệu tham khảo và bằng kinh nghiệm. Do đó, trong quá trình thực hiện không tránh khỏi các sai sót. Em kính mong quý thầy cô góp ý bổ sung để bài làm và kiến thức của em được hoàn chỉnh hơn.
CHƯƠNG 1: TỔNG QUAN VỀ CÔNG NGHỆ DẬP KHỐI VÀ CHI TIẾT BÁNH RĂNG
1.1. Tổng quan về công nghệ dập khối
1.1.1. Khái niệm chung về tạo hình khối
1.1.1.1. Giới thiệu về công nghệ dập tạo hình khối
Công nghệ dập tạo hình khối là một trong những phương pháp gia công kim loại bằng áp lực, khai thác tính dẻo của kim loại. Dưới tác dụng của dụng cụ tạo hình, phôi bị biến dạng dẻo để tạo hình dạng và kích thước sản phẩm theo yêu cầu.
1.1.1.2. Đặc điểm của công nghệ
Dập khối là một trong những phương pháp gia công bằng áp lực nhờ lợi dụng tính dẻo của kim loại tạo ra một sản phẩm hoặc bán thành phẩm có hình dạng và kích thước theo mong muốn bằng cách làm cho kim loại chảy dẻo và điền đầy vào long khuôn hay chảy qua lỗ thoát hoặc bị biến dạng toàn phần thể tích phôi.
Dập khối có nhiều ưu điểm, cụ thể như sau:
- Các chi tiết được gia công bằng phương pháp tạo hình khối có độ bền độ cứng tăng, đồng thời trong quá trình tạo hình tạo ra được những thớ kim loại phù hợp nên có thể làm được các chi tiết vừa và nhỏ gọn nhưng lại bền chắc có vai trò quan trọng trong công nghiệp chế tạo máy.
- Tiết kiệm được nhiều kim loại nhất là trong sản xuất loạt lớn hoặc hàng khối nên giá thành sản xuất giảm.
- Có thể tận dụng được phế liệu của sản phẩm để làm chi tiết khác.
- Với những ưu điểm về năng xuất, chất lượng sản phẩm cao, giá thành hạ, thao tác sản xuất đơn giản không đòi hỏi bậc thợ cao lại có thể chế tạo được những chi tiết rất nhỏ (như cây kim) đến những chi tiết rất lớn (khoảng 500 tấn) mà dập khối sử dụng rộng rãi trong mại lĩnh vực: Dân dụng, công nghiệp nặng – nhẹ, Quốc phòng.
Tuy nhiên dập khối cũng có những nhược điểm riêng:
- Quá trình tạo hình cần sử dụng lực công nghệ lớn nên hầu hết phải thực hiện với phôi ở trạng thái nóng (1000C-1200C) do vậy chất lượng bề mặt sản phẩm thấp và độ chính xác không cao (hiện tượng cháy và thoát các bon bề mặt) khó cơ khí và tự động hóa.
- Công nhân (nhất là ở nước ta) làm việc nặng nhọc trong môi trường độc hại, tiếng ồn nên tai nạn lao động hay xảy ra.
- Không tạo ra được những chi tiết có hình dáng và kết cấu phức tạp như công nghệ của các nước phát triển.
- Ngày nay do sự phát triển của khoa học kĩ thuật người ta đã tạo ra được các thiết bị tạo hình khối với kim loại ở trạng thái nguội nên độ bóng và độ chính xác của chi tiết cao nhưng chỉ áp dụng phương pháp dập nguội đối với các chi tiết nhỏ và trung bình
- Trong quá trình dập khối tùy theo hình dạng và kích thước của từng loại chi tiết người ta sử dụng các loại phôi khác nhau: Phôi đúc thép, phôi thép cán định hình, phôi thép tấm cán, phôi cán chu kỳ. Tương ứng với mỗi loại phôi lại có một quá trình chuẩn bị phôi khác nhau, chất lượng phôi cũng vì thế mà khác nhau. Thường quá trình Dập khối có 3 giai đoạn:
- Giai đoạn chuẩn bị, trong giai đoạn này có thể tạo hình sơ bộ cho phôi.
- Giai đoạn nguyên công tạo hình chính.
Bảng 1.1 - Đối tượng nghiên cứu của dập khối
|
Phôi à |
Rèn, Dập khối à |
Phôi dập |
|
- Phôi đúc, gù đúc |
- Chồn |
- Bán thành phẩm |
|
- Phôi cán chu kỳ, định hình |
- Vuốt, kéo |
- Chi tiết |
|
- Chế độ nhiệt |
- Uốn |
- Dung sai vật dập |
|
- Vật liệu, cơ tính |
- Rát |
- Chế độ làm nguội |
|
|
- Ép chảy |
|
|
|
- Đột lỗ |
|
|
|
- Vặn xoắn |
|
|
|
- Hàn cháy |
|
|
|
- Chặt phôi |
|
|
|
- Dập trong khuôn hở |
|
|
|
- Dập trong khuôn kín |
|
Quá trình dập khối có thể được coi là một công đoạn của quá trình sản xuất cơ khí và cũng có thể là một quá trình sản xuất hoàn chỉnh. Để nghiên cứu một quá trình dập khối, ta coi đây là một quá trình liên tục có đầu vào (input), xử lý (process) và đầu ra (output): đầu vào là phôi, quá trình xử lý phôi là các nguyên công dập khối và sản phẩm hoặc bán thành phẩm đầu ra gọi là vật dập. Các đối tượng của quá trình dập khối được thể hiện ở bảng dưới đây.
Thông qua việc mô tả quá trình và các nguyên công của quá trình dập khối ta hiểu rõ hơn về quá trình tạo thành sản phẩm nhờ công nghệ này.
Hình 1.1 - Sơ đồ khối của quá trình dập khối
Trong sơ đồ trên gù đúc, thỏi đúc và các loại thép cán chu kỳ là phôi đầu vào cho quá trình rèn và dập khối. Phôi được nung đạt một nhiệt độ thích hợp trước khi chuyển sang các nguyên công chuẩn bị (rèn tự do) hoặc các nguyên công tạo hình (dập trong khuôn). Sau khi dập xong phôi dập sẽ được tiến hành các nguyên công xử lý sau dập như cắt biên, làm nguội và tiến hành gia công cơ nếu cần.
Dập khối là một trong những công nghệ thuộc công nghệ dập tạo hình, trong đó còn phải kể đến công nghệ dập tấm...Tuy nhiên dập khối là một trong những công nghệ điểm hình và được ứng dụng nhiều trong thực tế sản xuất để tạo ra các chi tiết và sản phẩm điểm hình của ngành. Quá trình dập khối để làm ra sản phẩm cũng cần phải qua một vài giai đoạn và một vài nguyên công, sơ đồ phần loại sau đây cho ta hiểu rõ hơn về công nghệ dập tạo hình, đặc biệt là công nghệ dập khối.
Hình 1.2 - Phân loại dập khối
Trong công nghệ dập tạo hình, hai lĩnh vực chủ yếu là dập tấm và dập khối. Dập tấm là quá trình tạo hình và xử lý phôi dạng tấm (chiều dày có kích thước nhỏ hơn rất nhiều so với hai chiều còn lại và không tính đến biến dạng của chiều dày), trong dập khối thì đối tượng phôi cần tạo hình ở dạng khối. Do đặc điểm phôi khác nhau nên quá trình công nghệ, thiết bị tạo lực và bản chất các quá trình cũng khác nhau.
1.1.1.3. Các dạng sản phẩm điển hình
Các dạng sản phẩm dập khối rất đa dạng và phong phú, ví dụ như: Sản phẩm đáp ứng các ngành công nghiệp vận tải như ô tô, máy bay hay phục vụ ngành công nghệ chế tạo máy và dân dụng. Chi tiết dập khối có trong máy móc và thiết bị yêu cầu cơ tính cao, hình dạng phức tạp và sản xuất hàng loạt lớn. Các dạng sản phẩm dập khối điển hình như bánh răng, khớp nối, tay biên, trục khuỷu, vỏ đạn, vành răng, ổ lăn … và đồng tiền xu dập khối nguội.
Hình 1.3 - Các sản phẩm dập khối điển hình
Hình 1.4 - Chi tiết dập Cờ Lê.
Hình 1.5 - Chi tiết dập tay biên.
1.1.2. Thiết bị máy móc dùng trong dập khối.
1.1.2.1. Dập thể tích trên máy búa.
Hình 1.6 - Phân loại máy búa
Đặc điểm các loại máy búa.
+ Dùng để rèn và dập khối.
+ Phải có hệ thống cấp khí, cấp hơi từ trạm nguồn của nhà máy.
+ Trọng lượng phần rơi nhỏ nhất là 500kg.
+ Máy búa rèn GH = 500 => 5000 kg
+ Máy búa dập GH = 500 => 30000 kg
+ Kết cấu máy 1 trụ, 4 trụ...
+ Máy búa là loại máy thông dụng nhất để dập khối. Dụng cụ duy nhất trên máy búa để dập khối chính là khuôn dập. Nó gốm các bộ phận sau :
Hình 1.7 – Sơ đồ lắp khuôn dập trên máy búa
1.Bệ đe; 2. Thanh chêm đế khuôn; 3. Đế khuôn; 4. Thanh chêm dưới; 5. Nửa khuôn dưới; 6. Nửa khuôn trên;
7. Thanh chêm trên; 8. Đầu búa; 9. Con chốt trên; 10. Con chốt dưới
+ Nửa khuôn dưới (1) và nửa khuôn dưới (2) thường làm bằng các khối thép nguyên có làm mang cá để lắp với đầu búa và đe. Nửa khuôn trên được gắn với đầu trượt của cán búa (3) bằng thanh chêm (4) và con chốt (5). Thanh chêm (4) khống chế dịch chuyển tương đối của nửa khuôn trên so với đầu trượt búa theo chiều ngang và chiều thẳng đứng, nó sẽ chịu tải trọng nén và chỉ có thể bị phá hủy ở dạng nát bề mặt. con chốt (5) khống chế chuyển dịch tương đối giữa khuôn và đầu trượt búa theo chiều dọc cho nên nó có thể bị phá hủy ở dạng. Nửa khuôn dưới được được gắn với tấm ghép của bệ đe (6) ( đế khuôn) cũng bằng phương pháp tương tự.
+ Đế khuôn (6) thực tế là phần ghép của bệ đe. Vì bệ đe rất lớn không thể vận chuyển mang đi tu sửa được, cho nên để thuận tiện cho sửa chữa, thay thế mỗi khi các rãnh mang cá bị hỏng người ta làm thêm tấm ghép (6) và gọi là đế khuôn. Nó được gắn với bệ đe bằng rãnh mang cá, gần giống như cách gá lắp của nửa khuôn trên và dưới. Nhưng vì đế khuôn làm việc được khá lâu và nó là chi tiết có tính chất vạn năng, có thể dùng cho các khối khuôn khác nhau, ít phải thay thế cho nên người ta thường làm góc vát γ thay thế cho con chốt để khống chế chuyển dịch theo phương Y. Cách gá lắp như vậy khó khăn hơn so với sử dụng con chốt về mặt gia công, nhưng tuổi thọ của các chi tiết gá lắp cao hơn rất nhiều.
+ Khuôn dập trên máy búa có nhiều loại: Khuôn hở, khuôn kín, ép chảy. Có thể có một lòng khuôn hoặc nhiều lòng khuôn, có thể dập ngang và dập dọc. Phôi liệu để dập khối trên máy búa có thể là phôi các chu kỳ, cán định hình, phôi đúc định hình v.v.
Đối với các chi tiết nhỏ, hình dáng phức tạp, có thể dùng khuôn dập một lần được một chùm hoặc vài ba chiếc. Làm như vậy không những làm tăng năng xuất lao động mà còn nhiều khi còn đơn giản, giảm bớt một số nguyên công chuẩn bị phôi.
Hình 1.8 Một số sản phẩm của máy búa.
1.2.2.2. Máy ép trục khuỷu
a. Ưu nhược điểm so với máy búa
Sử dụng máy và kết cấu đơn giản
Chế tạo được các chi tiết có hình dạng phức tạp, chất lượng bê mặt chi tiết mà không cần gia công cắt gọt.
Năng suất cao, xưởng không ồn, sạch, nền móng ít rung động như máy búa.
+ Giá thành sản phẩm trên máy ép trục khuỷu hạ hơn vì tiết kiệm kim loại (có khi tới hàng trục phần trăm), năng suất lao động cao...
Nhược điểm của phương pháp dập khối trên máy ép trục khủy là giá thành máy ép trục khuỷu đắt hơn máy búa nhiều và khả năng mắc kẹt ở vị chí chết dưới khi dập trên máy ép trục khuỷu thường hay xảy ra, làm chậm trễ quá trình dập và đôi khi làm hỏng máy.
b. Thành bộ phận chính của máy ép trục khuỷu
- Động cơ
- Bộ truyền – bánh răng, đai …
- Bộ li hợp – là hệ thống đóng mở máy – dùng để nối cơ cấu thực hiện với hệ thống dẫn động và truyền động mômen xoắn từ động cơ đến trục khuỷu.
- Bánh đà – Bánh đà giải phóng năng lượng trong hành trình công tác . Trong thời gian làm việc, một phần năng lượng được cung cấp từ động cơ còn phần lớn là từ bánh đà.
- Trục khuỷu – là chi tiết quan trọng trong máy ép trục khuỷu.
- Biên – là chi tiết truyền lực và chuyển động giữa trục khuỷu và đầu trượt.
- Đầu trượt – là khâu truyền chuyển động và lực cho nửa khuôn trên.
Hình 1.9 - Các bộ phận chính của máy ép trục khuỷu
c. Sơ đồ động của máy ép trục khuỷu
Hình 1.10 - Các sản phẩm làm từ máy ép trục khuỷu
Hình 1.11 - Sơ đồ động máy ép trục khuỷu
1.1.2.3. Máy ép ma sát trục vít
a. Đặc điểm.
+ Công dụng của máy ép ma sát trục vít là sử dụng trong dập tấm và dập khối phù hợp nhất là các chi tiết chồn dạng chuôi dài.
+ Máy ép ma sat trục vít có hành trình không cố định như máy búa, chính vì thế có thể dập được nhiều lần một vật dập trên một lòng khuôn.
+ So với máy ép trục khủy cùng kích cỡ thì máy ép ma sat trục vít có thể gia công được vật dập có kích thước lớn hơn.
+ Hành trình lớn hơn máy ép trục khuỷu nên dập được vật dập có chiều cao lớn hơn.
+ Tốc độ biến dạng trên máy ma sat trục vít nhỏ hơn so với máy búa.
+ Không cho phép dập lệch tâm do kết cấu của máy.
+ Chỉ dập các chi tiết có hình dạng tròn xoay.
+ Do có hệ thống đẩy nên máy ép ma sat trục vít có thể dập được các chi tiết có chuôi dài và có góc nghiêng thành lòng khuôn không đáng kể.
+ Kết cấu khuôn giống như máy ép trục khuỷu dập nóng.
+ Trên máy ép ma sat trục vít có thể sử dụng khuôn kín hoặc khuôn ép chảy hoặc với cối ghép 2 nửa.
- Chú ý:
- Chỉ dập với chi tiết có hình dạng tròn xoay. Không cho phép dập lệch tâm do đặc điểm kết cấu của máy có thể dẫn tới cong vít.
- Không được sử dụng máy khi không có vật rèn vì không có phôi dẫn tới va đập cứng lực tác dụng vào khung thân máy sẽ gấp 3 lần trị số lực tác dụng vào khung thân máy và luôn luôn đảm bảo chiều cao vật rèn hoặc chiều cao khuôn phải lớn hơn một giá trị cho phép tùy thuộc vào máy.
Ví dụ: máy ép ép ma sat trục vít 630 tấn thì khoảng cách đó là 450 mm
b. Sơ đồ máy ép ma sát trục vít.
Hình 1.12 - Sơ đồ máy ép ma sát trục vít.
c. Nguyên lý làm việc.
+ Xét một máy ép ma sat trục vít chuyển động vít là chuyển động quay và tịnh tiến còn đai ốc đứng yên.
- Phần động : Bánh đà – quay. Vít – Chuyển động xoắn. Đầu trượt- tịnh tiến
- Nguyên lý : Phần động được truyền dẫn sẽ chuyển động xuống dưới với vận tốc nhất định để tạo ra năng lượng làm biến dạng dẻo vật dập. Khi phần động bắt đầu chạm vào vật ta cắt chuyển động cho vít khi đó động năng ở vật dập bằng động năng tích lũy ở phần động và không có mối liên hệ nào giữa cơ cấu chấp hành và cơ cấu dẫn động.
+ Giống máy búa : Tiêu thụ hết năng lượng ở phần động mới dừng phần động, phần động của máy ma sat trục vít có vận tốc lớn hơn vận tốc máy ép nhưng lại nhỏ hơn máy búa.
Hình 1.13 - Hình ảnh máy ma sat trục vít.
+ Máy ép ma sat trục vít thường được sử dụng vào nguyên công chồn đầu các chi tiết chuôi dài.
Hình 1.14 - Các sản phẩm máy ép ma sat trục vít
1.1.2.4. Máy ép thủy lực.
Là loại máy thường được dung trong các nhà máy chế biến thực phẩm như sản xuất rượu vang. Nó gồm bơm A có nhiều píttong trụ, thùng chứa B, bộ phận phối C và máy ép D, sản phẩm ép được nạp vào buồng 14.
Hình 1.15 – Sơ đồ máy ép thủy lực
Khi bắt đầu làm việc, đưa tay gạt 18 vào vị trí II và cho bơm chạy.
Khi píttong trụ 2 chuyển sang bên trái nâng van hút 3 và chất lỏng làm việc từ thùng chứa B dâng lên ống 4 và nạp đầy xilanh của bơm. Khi píttong trụ chuyển động ngược lại thi van 3 đóng, van 1 mở. Chất lỏng làm việc theo ống 10, đi vào bộ phân phối C. Qua van nâng 6, chất lỏng chảy vào xilanh làm việc của mấy ép. Dưới áp suất của chất lỏng làm việc, píttong 15 nâng buồng 14 có sản phẩm ép về phiasa đầu eps13. Trong buồng tạo ra áp suất ở mọi mặt, nên 1 phần chất lỏng của sản phẩm ép được tách qua bề mặt khoan lỗ của buồng ép.
Áp suất của píttong truyền qua sản phẩm đến thanh giàng 11 và thanh ngang 12. Tùy theo việc tách một phần chất lỏng mà áp suất tăng lên trong xilanh làm việc của máy ép và ở trong các đường ống dẫn. Trong khi thể tích của sản phẩm ép giảm đi, nên tốc độ nâng của trụ trơn cũng phải giảm. Do đó phải thay đổi việc bơ chất lỏng làm việc: Chất lỏng từ xilanh của bơm theo ống 9 đi vào dưới píttong 7 và éo lực nó đến một áp suất nhất định, píttong nâng lên trên ép lò xo 5 và mở van 8. Qua van đó, chất lỏng chảy về phía van 3 của bơm, nhờ đó lượng chất lỏng đi vào xilanh làm việc của may ép giảm đi.
Khi ép xong thi tắt bơm và chuyển tay gậy 18 về vị trí I, khi đó van 6 đóng lại, vơn 17 mở ra và chất lỏng làm việc từ xilanh 16 chưa vào phần bên phải của thùng B. trụ trơn14 và buồng ép 14 được hạ xuống dưới và bã được tháo ra. Ở thùng b có đạt lưới 10, để chất lỏng làm việc trước, khi vào xilanh của bơm.
1.1.3. Vật liệu, phôi.
1.1.3.1 Phôi dập.
a. Phôi thép đúc.
+ Phôi thép đúc (thỏi đúc) dùng cho rèn thường có khối lượng 200 kg cho tới 350 tấn. Thỏi đúc thường gồm 3 phần (hình 1.16+) : Phần đấu 1, phần giữa 2, phần đuôi 3.
+ Phần đầu và phần đuôi thường có khuyết tật nên thường bị cắt bỏ trước khi rèn, phần giữa có hình dạng tháp cụt thường có 6 tới 12 cạnh và có độ côn từ 0o30’ tới 1o.
Hình 1.16 - Hình dạng thỏi đúc.
+ Để thuận lợi cho rèn người ta thường lấy tỷ lệ chiều dài và đường kính thỏi đúc là 1.8=> 2,6. Sau khi ép tất cả các mặt tỷ số này có thể lên tới 2,1 => 2.6 là tỷ số lớn nhất cho phép nếu như phải chồn phôi theo hướng dọc trục sẽ không bị cong.
+ Thỏi đúc dùng cho rèn thường được đúc từ thép lắng – Thép lắng là thép được khử oxi trước khi rót vào khuôn. Khi đó thỏi đúc sẽ có mật độ cao hơn so với đúc từ thép sôi.
Các loại khuyết tật của thỏi đúc.
+Lõm co và rỗ co.
- Lõm co là do kim loại lỏng có thể tích lớn hơn kim loại đã kết tinh, khi vật đúc kết tinh , ở các phần kết tinh trước phần thể tích kim loại co lại có thể được kim loại lỏng chưa kết tinh bổ sung cho, nhưng đến phần kim loại kết tinh cuối cùng thì không còn đâu kim loại lỏng bổ sung tạo nên phần khuyết thường nằm ở phần đầu thỏi đúc và được gọi là lõm co.
- Rỗ co là khi kết tinh thể tích của kim loại lỏng co lại nhưng vì một lý do nào đó, các phần kim loại lỏng còn lại không kịp bổ sung tới, làm cho các phần nhỏ bị co khuyết không được điền kín. Rỗ co nằm ở giũa các tinh thể nhánh cây vùng giữa của thỏi đúc. Rỗ co làm giảm mật độ của vật đúc, do ảnh hưởng xấu tới cơ tính, tuy nhiên các thỏi đúc nếu qua gia công áp lực thì các rỗ co sẽ được hàn lại.
+ Rỗ khí.
-Kim loại lỏng hòa tan một lượng khí đáng kể. Khi kim loại lỏng kết tinh, do độ hòa tan giảm đi đột ngột, khí sẽ thoát ra, nếu không kíp bay ra khỏi bề mặt kim loại lỏng thì sẽ hình thành các bóng khí nhỏ trong kim loại rắn được gọi là rỗ khí. Về hình thức thì không thể phân biệt đâu là rỗ co đâu là rỗ khí.
+ Thiên tích.
- Thiên tích vùng thể hiện ở chỗ : Lượng tạp chất tăng theo hướng từ bề mặt thỏi đúc vào phần lõm co, nơi kim loại ở lâu hơn trạng thái lỏng. Vùng này được tạo thành bởi kim loại chứa nhiều tạp chất.
- Thiên tích đenđrít thể hiện ở chỗ : Lượng tạp chất tăng từ trục của mỗi đenđrít tới mặt ngoại vi của đenđrít. Mức độ thiên tích phụ thuộc vào giản đồ trạng thái hợp kim giữa sắt và phần tử đó.
+ Sẹo.
- Khi rót thép vào khuôn có những giọt kim loại bắn lên thành rồi đông cứng ngay. Khi thép lỏng chảy đến thì các hạt này đã bị oxi hóa không hòa tan được vào kim loại lỏng và tạo nên sẹo. Khi rèn, các sẹo này sẽ bị bong ra.
+ Nứt.
- Nứt ngang ngoài thường xuất hiện khi làm nguội do khuyết tật của khuôn mà dòng kim loại lỏng không kịp bổ sung vào lõm co theo chiều dài.
- Nút dọc ngoài khi làm nguội nhanh thỏi đúc, chúng phân bố dọc các cạnh. của thỏi đúc và đâm sâu giữa các tinh thể dạng trụ
- Khi đúc người ta ít đúc những thỏi đúc có tiết diện tròn vì xảy ra nứt dọc trong rất nguy hiểm vì nguy cơ xuất hiện ứng suất nhiệt.
b. Phôi thép cán.
- Các loại phôi thép cán định hình
+ Phôi thép các định hình bao gồm các loại có tiết diện đơn giản như hình tròn, vuông, lục lăng, chữ nhật, tam giác đến các loại có tiết diện phức tạp như hình 1.22 b. Các phôi thép các định hình có kích thước theo tiêu chuẩn quy định.
Hình 1.17 - Các phôi thép cán định hình.
+ Chiều dài của phôi có thể được chuẩn hóa hoặc theo đơn đặt hàng. Ví dụ thanh thép cán có thể được sản xuất với chiều dài từ 1 => 10m.
- Thép cán chu kì
+ Thép cán chu kỳ là sản phẩm cán có tiết diện thay đổi theo chu kỳ dọc chiều dài phù hợp với phôi rèn (hình 1.18).
+ Sản phẩm cán chu kỳ có thể nhận được bằng hai phương pháp: cán ngang và cán dọc. Khi cán ngang, người ta chỉ ra các sản phẩm có tiết diện tròn với đường kính thay đổi dọc theo trục thanh, còn cán dọc tạo ra sản phẩm có tiết diện ngang có thể thay đổi dọc trục với hình dạng tròn, ôvan, chữ nhật, chữ I, Chữ C...
Hình 1.18 - Sản phẩm cán chu kỳ.
- Các khuyết tật của thép cán
+ Xước: Trên bề mặt thép cán các vết xước có thể sâu tới 0,2 => 0,5 mm. Chúng là hậu quả của các dụng cụ cán không đúng mà chủ yếu là sự dẫn hướng phôi không chuẩn vào các rãnh trục cán tương ứng.
+ Sẹo: Đó là dạng lớp kim loại riêng biệt không liên quan tới khối lượng chính, có chiều dày tới 1,5 mm, chúng được tạo nên do chiều rộng của rãnh trục cán nhỏ hơn so với chiều rộng của phôi cán hoặc cũng có thể do chưa làm sạch vết sẹo từ phôi đúc trước đó.
c. Phôi thép hợp kim và kim loại màu
+ Để tạo ra những chi tiết chịu tải trọng cao trong kết cấu, người ta sử dụng các thép hợp kim làm phôi dập. Các thép hợp kim kết cấu có thể phân theo nguyên tố hợp kim: gồm các thép Crôm (15X, 20X, ...50X); thép Crôm – Niken: (20XH; 40XH; 45XH; 50XH); thép Crôm – Silic – Mangan: (20XᴦC; 25XᴦC; 30XᴦC; XᴦC...)
Bảng 1.2 - Cơ tính và lĩnh vực của một số mác thép khác nhau ( tài liệu[3] )
.................
1.2. Tổng quan về bánh răng và phương pháp chế tạo
1.2.1. Tổng quan bánh răng
Bánh răng là bộ phận không thể thiếu trong hệ thống cơ vận hành của một chiếc xe hay một máy móc công nghiệp. Bánh răng là một bộ phận trong hệ thống truyền động của các máy móc cơ khí, nó có hình dạng là một hình tròn với cấu tạo có các răng rãnh liên tiếp nhau. Chúng thường được sử dụng theo cặp. Có thể từ 2 tới 3,4 cặp bánh răng. Các cặp bánh răng nối tiếp nhau theo hình dạng song song . Chúng có tác dụng để truyền động, phân phối tơi tốc độ nhanh hay chậm của động cơ, nói cách khac là chúng dùng để điều phối vận tốc quay tăng hay giảm.
Cơ cấu cơ khí cho phép truyền mô men xoắn hay lực giữa các bộ phận; thường gồm hai phần; mỗi phần (thường có hình tròn, nên gọi là bánh) có các múi hình răng khớp với các múi hình răng của phần kia; khi một phần chuyển động, các múi răng của phần này đẩy vào các múi răng của phần kia, khiến phần kia chuyển động theo.
Hình 1.19 – a) Trục vít – Bánh vít; b) BR côn; c) BR trụ nghiêng; d) BR trục chéo.
Truyền động bánh răng được sử dụng trong nhiều loại máy và cơ cấu khác nhau để truyền chuyển động quay từ trục này sang chục khác và để biến chuyển động quay thành chuyển động tịnh tiến hoặc ngược lại.
Chuyền động bánh răng được dùng rất rộng rãi bởi vì chúng có những ưu điểm như khả năng chuyền lực lớn ,đảm bảo tỷ số chuyền ổn định hệ số có ích lớn và truyền động êm.
Bộ truyền bánh răng có khả năng tải cao hơn so với các bộ truyền khác, tỷ số truyền không đổi, số vòng quay ổn định, làm việc chắc chắn độ tin cậy có độ bền cao.
Truyền động bánh răng là những cơ cấu quan trọng trong oto, máy kéo , động cơ đốt trong, máy công cụ , máy nông nghiệp , máy cần cẩu , và nhiều loại thiết bị khá.
1.2.2. Các phương pháp chế tạo bánh răng
1.2.2.1. Phương pháp cắt gọt
a) Phương pháp phay định hình.
Sử dụng: Máy phay vạn năng, dao phay modum (dao phay có biên dạng thân khai going như biên dạng của răng cần gia công ). Có hai loại dao phay là:
Dao phay đĩa modul và dao phay ngón modul; đầu chia phân độ để chia đều số răng trên bánh răng.
Phương pháp phay bao hình.
Có hai phương án để gia công là: phay lăn răng và xọc răng
+ Phay lăn răng: dụa trên nguyên lý ăn khớp của trục vít-bánh vít. Trong đó phôi là bánh vít, dao là trục vít
+ Xọc răng: dựa trên nguyên lý ăn khớp của 2 bánh răng. Trong đó dao có 3 chuyển động là:
- Chuyển động tịnh tiến lên-xuống (xuống gia công, lên chạy không)
- Chuyển động quay quanh trục của dao và quay quanh trục của phôi
(chuyển động bao hình)
- Chuyển động tiến vào tâm phôi để cắt hết chiều sâu của răng (chuyển động cắt gọt)
1.2.2.2. Phương pháp đúc.
Đúc là một phương pháp chế tạo chi tiết bằng cách rót kim loại lỏng vào khuôn đúc. Hình dáng của hốc khuôn giống hệt như hình dáng của chi tiết cần chế tạo. Kim loại đông đặc và hình thành vật đúc. Khuôn đúc có thể là khuôn đá, khuôn đất sét, khuôn cát, khuôn gốm, khuôn kim loại…
1.2.2.3. Phương pháp biến dạng dẻo.
- Dập thể tích bánh răng là một phương pháp cổ điển được dùng thay thế phương pháp cắt gọt có năng xuất thấp và giá thành cao.
- Bằng phương pháp dập thể tích có thể đạt được độ chính xác của bánh răng mà không cần phải gia công cơ bổ sung. Nó không chỉ để chế tạo bánh răng trụ mà còn bánh răng côn răng thảng mà còn để chế bạo bánh răng côn cong và các bánh răng dạng đĩa có biên dạng phức tạp.
- Cán bánh răng : tạo hình prophin răng bằng phương pháp cán cũng đã được áp dụng trong sản xuất từ lâu, ưu điểm của phương pháp là đơn giản, cho phép tạo
được vành răng ngay mà không cần phải gia công cơ bổ sung.
- Ép bánh răng : khi gia công bằng phương pháp ép, bề mặt vành răng được hình thành ngay sau khi dụng cụ tiếp xúc với phôi. Sở dĩ đạt được kết quả như vậy là nhờ biên dạng khép kín của dụng cụ mà nó tác động đến tất cả mọi phía của phôi cùng lúc.
1.3. Thiết kế công nghệ chế tạo chi tiết bánh răng từ phôi ống
1.3.1. Phân tích chi tiết chế tạo
Bánh răng thẳng là loại bánh răng được sử dụng phổ biến nhất, khi đem bánh răng thẳng đi so sánh với các loại bánh răng khác thì hiệu quả mà bánh răng thẳng mang lại là lớn hơn. Mặt khác bánh răng thẳng cũng có nhiều ưu điểm như có hình dạng và cấu tạo đơn giản, dễ chế tạo, độ bền cao, thời gian sản xuất ngắn dẫn tới chi phí sản xuất thấp, lợi nhuận đạt được tối đa.
Ưu điểm :
- Tất cả các mặt tiếp xúc giữa các bánh răng đều tiếp xúc hoàn toàn trực tiếp với các hướng của trục quay. Như vậy trong hệ thống sẽ tạo ra một thể thống nhất.
- Trong trường hợp hệ thống vận hành xảy ra lỗi kỹ thuật thì hậu quả xảy ra cũng không đem lại sư nguy hiểm cho người sử dụng cũng như không gây hậu quả lớn cho toàn hệ thống.
Nhược điểm :
- Trong vận hành ở tốc độ cao thì gây ra tiếng ồn lớn.
- Cấu tạo của bánh răng là dãy nhỏ nên không chịu được tải lớn dẫn đến không sử lý kịp khi quá tải.
- Mặc dù có nhiều ưu điểm cũng như hạn chế nhưng nghành công nghiệp cơ khí vẫn phải sử dụng bánh răng thẳng phổ biến vì nó như là một loại vật tư không thể thiếu.
1.3.2. Lựa chọn phương pháp gia công chi tiết
|
Phương pháp công nghệ |
Cách thức gia công |
Ưu điểm |
Nhược điểm |
|
Phương pháp cắt gọt |
- Phay chép hình : sử dụng dao cắt là một dao phay có hình dạng của rãnh răng. Phôi được gá trên bàn máy và dùng đầu chia độ để chia số răng trong quá trình cắt. - Phay lăn răng : Gia công trên máy phay chuyên dùng, dao phay quay cắt liên tục và tịnh tiến. Có thể phay thuận hay phay nghịch. - Xọc răng : dụng cụ cắt lặp lại chuyển động ăn khớp của 2 bánh răng; chuyển động lên xuống của đầu dao để gia công hết bề rộng răng. |
- Độ chính xác, độ bóng bề mặt cao. - Dễ dàng tự động hóa khi sản xuât hàng loạt. - Là phương pháp gia công phổ biến |
- Tiêu tốn nhiều kim loại - Phụ thuộc nhiều vào trình độ kỹ thuật và khả năng của thiết bị gia công - Thớ kim loại không liên tục, cơ tính không cao |
|
Phương pháp đúc |
Rót kim loại nóng chảy vào khuôn có hình dạng giống hệ như chi tiết gia công |
- Thời gian gia công ngắn - Có thể chế tạo được những chi tiết phức tạp - Có thể đúc được nhiều loại vật liệu khác nhau |
- Tiêu tốn nhiều kim loại cho hệ thống rót - Có nhiều khuyết tật, tỷ lệ thành phẩm thấp - hạt kim loại lớn dẫn đến cơ tính của sản phẩm không cao |
|
Phương pháp dập khối |
- Dập trong khuôn hở: là phương pháp biến dạng dẻo kim loại ở nhiệt độ cao trong lòng khuôn mà sản phẩm tạo ra có vành biên - Dập trong khuôn kín: là phương pháp biến dạng dẻo kim loại ở nhiệt độ cao mà sản phẩm tạo ra không có vành biên |
- Tiết kiệm vật liệu hơn so với cắt gọt - Có thể tạo ra hướng thớ phù hợp để tăng cơ tính - Giảm số nguyên công - Dễ tự động hóa, năng suất cao |
- Do gia công ở nhiệt độ cao nên chất lượng bề mặt thấp, độ chính xác không cao - Không gia công được chi tiết có kích thước lớn - Cần tính toán phôi chính xác |
Có thể thấy có rất nhiều cách để gia công được chi tiết bánh răng thẳng tuy nhiên do có nhiều ưu điểm hơn so với các phương pháp còn lại nên lựa chọn phương pháp dập khối để chế tạo chi tiết. Phương pháp dập khối được chọn dập trong khuôn kín do có ưu thế hơn so với dập bằng khuôn hở như: có thể đạt được chi tiết gia công sau một lần dập, không có vành biên nên tốn ít nguyên công hơn, lực công nghệ nhỏ hơn, chất lượng bề mặt cao hơn.
Có hai loại phôi có thể sử dụng để dập ra chi tiết là phôi ống và phôi trụ.
Hình 1.21 - Phôi dập dạng ống và trụ.
- Ưu điểm của việc chế tạo bánh răng từ phôi ống.
- Phôi ống sẽ tiết kiệm kim loại hơn so với phôi hình trụ.
- Không cần phải tạo lỗ chưa thấu trong quá trình dập.
- Hướng thớ của chi tiết sau quá trình dập đều hơn so với phôi trụ.
- Nhược điểm của phôi ống so với phôi trụ.
- Kim loại trong quá trình điền đầy lòng khuôn mất ổn định hơn so với phôi trụ.
- Phôi ống cần kích thước lớn hơn so với phôi trụ.
- Cần chi tiết định vị khi đặt phôi ống vào khuôn.
=> Từ những phân tích trên em sẽ lực chọn phôi ống để dập bánh răng trong khuôn kín.
Theo tài liệu tập II trang 8 chi tiết bánh răng này được xếp vào nhóm II-1 vật dập ngắn dạng vành tròn hoặc gần giống dạng này. Từ đó dựa vào bảng XII-1 tài liệu trang 11 xác định được được các bước của quy trình công nghệ là :
Chồn cục bộ và dập trong khuôn kín.
Kết luận.
Với sự phổ biến và cần tiết của bánh răng trong các máy móc hiện nay và những ưu điểm khi gia công bánh răng bằng công nghệ tạo hình khối sử dụng phôi ống như đã trình bày ở trên, vì vậy em đã quyết định lựa chọn đề tài “Thiết kế công nghệ và khuôn dập chi tiết bánh răng thẳng từ phôi ống” làm đề tài tốt nghiệp của mình. Trước khi đi vào thiết kế khuôn dập để gia công chi tiết sau đây sẽ là phần nghiên cứu về cơ sở lý thuyết của công nghệ tạo hình khối.
CHƯƠNG 2: CƠ SỞ LÝ THUYẾT CÔNG NGHỆ DẬP KHỐI CHI TIẾT
BÁNH RĂNG.
2.1. Lý thuyết về biến dạng dẻo
2.1.1. Khái niệm
+ Kim loại khi chịu tác dụng của ngoại lực đều xảy ra ba giai đoạn là biến dạng đàn hồi,biến dạng dẻo, phá hủy.
+ Xét biến dạng dẻo là biến dạng mà sau khi đã bỏ lực tác dụng vẫn còn một phần biến dạng dư được giữ lại và trên các phần tử của vật thể không nhận thấy có sự phá huỷ.
+ Biến dạng dẻo ở kim loại bao gồm biến dạng dẻo của đơn tinh và đa tinh.
Biến dạng dẻo của đơn tinh thể:
+ Là biến dạng dẻo theo cơ chế trượt và song tinh.Kim loại khác nhau thì có tính dẻo khác nhau.
Biến dạng dẻo của đa tinh thể:
+ Đa tinh thể là tập hợp của các đơn tinh. Biến dạng của đa tinh gồm 2 dạng:
Biến dạng trong nội bộ hạt :
+ Gồm sự trượt và song tinh. Sự trượt xảy ra đối với các hạt có phương kết hợp với phương của lực tác dụng 45 độ sẽ trượt trước rồi đến các mặt khác. Sự song tinh sảy ra khi có lực tác dụng lớn đột ngột gây ra biến dạng dẻo của kim loại.
Biến dạng ở vùng tinh Giớii :
+ Tại đây chứa nhiều tạp chất dễ chảy và mạng tinh thể bị rối loạn cho nên sự trượt và biến dạng thường ở nhiệt độ >950C.
2.1.2. Các hiện tượng xảy ra khi biến dạng dẻo
+ Sự thay đổi hình dạng hạt: sự thay đổi hình dạng hạt chủ yếu là nhờ quá trình trượt. Hạt không những thay đổi về kích thước mà còn có thể vỡ ra thành nhiều khối nhỏ làm tăng cơ tính.
+ Sự đổi hướng của hạt: Trước khi biến dạng các hạt sắp xếp không theo một hướng nhất định nào.Sự hình thành tổ chức sợi dẫn đến sự sai khác về cơ, lí tính của kim loại theo những hướng khác nhau, làm cho kim loại mất tính đẳng hướng.
+ Sự tạo thành ứng suất dư: Khi gia công áp lực do biến dạng không đều và không cùng một lực nên trong nội bộ vật thể sau khi biến dạng còn để lại ứng suất gọi là ứng suất dư.
Có 3 loại ứng suất dư:
+ Ưng suất dư loại 1 (s1): Là ứng suất dư sinh ra do sự biến dạng không đồng đều giữa các bộ phận của vật thể.
+ Ứng suất dư loại 2 (s2): Là ứng suất dư sinh ra do sự biến dạng không đồng đều giữa các hạt.
+ Ứng suất dư loại 3 (s3): Là ứng suất dư sinh ra do sự biến dạng không đồng đều trong nội bộ hạt.
Sự thay đổi thể tích và thể trọng
Khi biến dạng dẻo trong nội bộ hạt luôn xảy ra hai quá trình:
+ Tạo ra những vết nứt, khe xốp, lỗ rỗ tế vi do sự vỡ nát của mạng tinh thể khi trượt và song tinh.
+ Quá trình hàn gắn những lỗ rỗ,vết nứt khi kết tinh lại. Do đó khi gia công áp lực, tỉ trọng và thể tích của kim loại bị thay đổi đáng kể.
2.1.3 Các định luật cơ bản áp dụng khi gia công bằng áp lực
- Định luật biến dạng đàn hồi tồn tại song song với biến dạng dẻo
+ Khi gia công áp lực nếu trong kim loại xảy ra biến dạng dẻo bao giờ cũng có một lượng biến dạng đàn hồi kèm theo (được xác định bằng góc đàn hồi, phụ thuộc vào modun đàn hồi E của vật liệu và chiều dày tấm kim loại).
+ Gia công nguội: kim loại dạng tấm sẽ chịu ảnh hưởng lớn.
+ Gia công nóng: kim loại dạng khối, ảnh hưởng của biến dạng đàn hồi có thể bỏ qua.
+ Thường để áp dụng khi thiết kế khuôn dập, vật dập phải kể đến lượng biến dạng dư do biến dạng đàn hồi gây ra.
- Định luật ứng suất dư.
+ Khi gia công áp lực do nung nóng và làm nguội không đều, lực biến dạng, lực ma sát… phân bố không đều làm phát sinh ra ứng suất dư tồn tại cân bằng bên trong vật thể kim loại. Nếu không cân bằng thì sẽ có quá trình tích, thoát ứng suất làm cho vật thể biến dạng ngoài ý muốn để ứng suất dư tồn tại cân bằng.
c. Định luật thể tích không đổi.
+ Thể tích của vật thể trước khi biến dạng bằng thể tích vật thể sau khi biến dạng
+ Gọi thể tích vật trước khi gia công là V0
+ Gọi thể tích vật sau khi gia công là V.
+ Vật thể có chiều cao, rộng, dài trước khi gia công là:
,,
+ Vật thể có chiều cao, rộng, dài sau khi gia công là: h ; b ; l
+ Theo điều kiện thể tích không đổi ta có : h.b. l = h0.b0.l0 (2.1)
+ Phương trình (*) gọi là phương trình điều kiện thể tích không đổi.
là các ứng biến chính.
Nhận xét : khi gia công biến dạng nếu tồn tại cả ba ứng biến chính nghĩa là có sự thay đổi kích thước cả ba chiều thì đầu của một ứng biến phải trái dấu với hai ứng biến kia và có giá trị tuyệt đối bằng tổng của hai ứng biến kia.
+ Khi có một ứng biến bằng 0 thì hai ứng biến còn lại phải ngược dấu và có trị số tuyệt đối bằng nhau.
+ Dập không làm mỏng thành phôi:
+ Áp dụng để tính toán kích thước, khối lượng phôi trước khi gia công
- Định luật trở lực bé nhất.
+ Khi biến dạng kim loại, một chất điểm bất kì trên vật thể biến dạng sẽ di chuyển theo hướng có trở lực bé nhất hay di chuyển đến đường viền có chu vi bé nhất.
+ Áp dụng để thiết kế hình dáng của phôi trước khi gia công.
2.2. Các nguyên công cơ bản trong công nghệ dập khối
2.2.1. Nguyên công chồn
Chồn là một nguyên công công nghệ nhằm giảm chiều cao, tăng diện tích tiết diện ngang đồng thời nâng cao cơ tính của sản phẩm. Phôi chồn có thể ở dạng dải, tiết diện tròn hay các tiết diện vuông, chữ nhật hoặc ống.
Chồn là một quá trình nén (Hình 2.1). Biến dạng theo phương lực tác dụng là âm (nén), hai phương còn lại là dương (kéo). Chồn có thể được thực hiện ở trạng thái tự do, có ma sát, không có ma sát hoặc chồn cưỡng bức trong khuôn kín.
Hình 2.1 - Sơ đồ bài toán chồn
(a) Sơ đồ lực tác dụng (b) Sơ đồ trạng thái ứng suất (c) Sơ đồ trạng thái biến dạng
Khi chồn có thể xảy ra hai trường hợp:
- Lượng biến dạng kéo bằng nhau và bằng một nửa lượng biến dạng nén theo phương của lực tác dụng. Trường hợp này được gọi là nén đơn giản.
- Nếu một trong hai lượng biến dạng kéo bằng không, ta có biến dạng phẳng.
Qua nghiên cứu về các dạng khuyết tật trong quá trình chồn phôi nguời ta thấy rằng sau khi chồn phôi, chi tiết có thể mắc những khuyết tật sau:
- Chi tiết sau khi chồn có thể bị cong, nứt, vỡ.
- Chi tiết bị ngậm xỉ, gấp nếp...
Sở dĩ chi tiết bị những khuyết tật như vậy là vì:
- Do nhiệt độ trong quá trình gia công không phù hợp, quá trình truyền nhiệt này càng nhanh thì sự biến dạng không đồng đều giữa các vùng càng thể hiện rõ rệt chi tiết sẽ bị phình tang trống.
- Do ma sát giữa phôi và khuôn không đồng đều.
- Do tỉ số giữa đường kình và chiều cao của phôi không thích hợp.
Để khắc phục những khuyết tật đó người ta thường làm:
- Chồn nóng phôi ít xảy ra quá trình truyền nhiệt từ phôi sang dụng cụ gia công và từ phôi cũng như dụng cụ gia công ra môi trường nên tính dẻo của phôi gần như được giữ nguyên như vậy vật thể sẽ biến dạng đồng đều
- Nếu không có ảnh hưởng của ma sát thì chắc chắn biến dạng sẽ đồng đều và sau quá trình chồn, phôi sẽ có hình trụ mà không bị phình tang trống
- Thay đổi kích thước phôi cho phù hợp.
- Mức độ biến dạng khi chồn:
Biến dạng thực :
Với : - Mức độ biến dạng thực.
– Chiều cao phôi ban đầu (mm).
– Chiều cao phôi sau khi chồn (mm).
Biến dạng cho phép cần đảm bảo điều kiện :
Với – mức độ biến dạng cho phép, phụ thuộc vào vật liệu tra trong bảng 5.1 trang 234 tài liệu .
- Tỷ số chồn cho phép:
Nhằm đảm bảo cho chi tiết không bị mất ổn định trong quá trình biến dạng
Với : – chiều dài phôi ban đầu trong trường hợp chồn tự do (mm).
– Chiều dài phôi ban đầu trong trường hợp chồn cục bộ (mm).
– Đường kính phôi ban đầu (mm).
– Tỷ số truyền cho phép.
Giới hạn mất ổn định thông thường khi chồn cục bộ một bước: s 2,6.
Giới hạn mất ổn định thông thường khi chồn cục bộ qua bước trung gian : s 4,5.
- Lực công nghệ khi sử dụng máy ép để chồn:
Với : F – lực cần thiết để chồn (N).
– chiều cao sau khi chồn (mm).
– đường kính trung bình sau khi chồn (mm).
A – diện tích tiết diện sau khi chồn của phôi ().
k - ứng suất chảy vật liệu ở nhiệt độ rèn ().
– hệ số tỷ lệ.
2.2.2. Nguyên công vuốt
Rèn vuốt là một nguyên công công nghệ tạo hình khối nhằm tăng chiều dài của phôi bằng cách giảm tiết diện ngang.
Hình 2.2 - Phôi rèn vuốt (khi l0/a lớn)
Rèn vuốt được thực hiện bằng cách đập tuần tự vào phôi và lật phôi sau mỗi lần đập. Hai lần đập và một lần lật phôi gọi là một bước rèn vuốt. Đoạn trực tiếp chịu tác dụng của đầu búa sẽ tác dụng lên các đoạn tự do tiếp giáp với nó làm cho ở những vùng quá độ xuất hiện biến dạng dẻo. Kích thước của vùng biến dạng dẻo phụ thuộc vào những yếu tố sau:
- Tỷ số giữa các kích thước phôi,
- Trị số ma sát,
- Các điều kiện khác của biến dạng (tốc độ, nhiệt độ, hình dáng hình học của dụng cụ gia công).
Qua thực tế thầy rằng quá trình rèn vuốt để tạo ra sản phẩm có khả năng xuất hiện những khuyết tật ở chi tiết như:
- Phôi biến dạng không đồng đều do ta phải lật phôi trong quá trình rèn vuốt
- Có hiện tượng nứt theo chiều trục.
Sở dĩ phôi xuất hiện những khuyết tật đó vì:
- Do tỉ số l0/a lớn nên làm tăng quá trình biến dạng không đồng đều ta xử lý bằng cách làm giảm tỉ số l0/a.
- Do rèn vuốt bằng đầu búa phẳng dễ xảy ra hiện tượng nứt dọc trục để xử lý hiện tượng này người ta dùng loại đầu búa lõm.
2.2.3. Nguyên công dập khối trong khuôn hở
- Dập thể tích trong khuôn hở trên máy búa.
Trước hết ta xem xét sơ đồ nguyên công của công nghệ dập khối trong lòng khuôn hở sau đây:
Hình 2.3 - Dập khối trong khuôn hở trên máy búa.
Từ sơ đồ trên ta thấy quá trình biến dạng của phôi trong khuôn hở xảy ra theo 2 giai đoạn:
- Giai đoạn 1: Kim loại điền đầy vào lòng khuôn và đồng thời vào cả rãnh thoát biên.
- Giai đoạn 2: Kim loại thừa chảy vào vành biên để đạt tới chiều cao cần thiết của vật rèn.
Qua sự nghiên cứu về sự hình thành khuyết tật trong vật dập người ta thấy khuyết tật có khả năng xuất hiện như:
- Chi tiết bị cong vênh.
- Chi tiết bị nứt, gãy.
- Chi tiết bị mất ổn định, nếp gấp.
- Chi tiết bị ngậm xỉ, rỗ...
Sở dĩ chi tiết sau quá trình dập bị các khuyết tật như vậy là do:
- Hình dáng kích thước của phôi không phù hợp
- Hình dáng kích thước của dụng cụ gia công chưa hợp lý (khuôn)
- Nhiệt độ nung phôi không đều
- Ma sát tiếp xúc giữa phôi và lòng khuôn lớn
- Tốc độ truyền nhiệt của phôi ra khuôn và môi trường cao
Để khắc phục những hiện tượng đó, người ta làm khuôn dập có các góc nghiêng thành lòng khuôn, đối với những chi tiết có hình dáng phức tạp ta lấy phôi lớn hơn vật dập một chút khi có lượng dư sẽ chảy tràn ra khe hở giữa chày và cối.
Bán kính góc lượn r có ảnh hưởng lớn tới trị số lực. Thực nghiệm đã chứng minhnếu giảm r thì lực biến dạng cần thiết tăng mạnh để đảm bảo điển đầy vào các.