LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG KIỂM TRA ĐƯỜNG ỐNG KHOAN DẦU ĐH Bách Khoa

NỘI DUNG ĐỒ ÁN
LỜI MỞ ĐẦU LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG KIỂM TRA ĐƯỜNG ỐNG KHOAN DẦU ĐH Bách Khoa
Ngày nay với tốc độ phát triển nhanh chóng của các nghành công nghiệp nặng, nhu cầu năng lượng không ngừng tăng cao, việc khai thác và sử dụng các nguồn nhiên liệu hóa thạch tác động nặng nề đến hàng loạt vấn đề về môi trường mà hế thệ sau này của cũng ta phải lãnh chịu.
Trong xu thế phát triển bền vững, việc sử dụng các nguồn năng lượng có hạn như: than đá, dầu mỏ, khí đốt, .... là một trong những vấn đề cấp bách cho toàn thể nhân loại. Sử dụng làm sao mà để không gây tổn hại đến môi trường con người, phá hủy hệ sinh thái là một trong những vấn đề đau đầu đối với các chuyên gia trên thế giới. Việc sử dụng và khai thấc than đá thải ra ngoài trái đất lượng lớn khí CO2 gây nên nóng lên toàn cầu, bên cạnh đó là việc đốt cây đề có nguồn cung cấp than. Tai nạn khi khai thác và vận chuyển dầu mỏ gây nên ô nhiễm môi trường biển (tràn dầu ra biển, phá hủy môi trường sinh thái, ....).
Việt Nam ta được trời phú cho thềm lục địa với rất nhiều mỏ dầu khí vì thế việc khai thác và sử dụng nguồn tài nguyên ấy để phát triển nền kinh tế đất nước là điều cần thiết. Bởi vậy việc khai thác phải đi đôi với công cuộc bảo vệ môi trường, có thế thì đất nước Việt Nam mới có thể phát triển bền vững, tạo được môi trường sống sach sẽ không nguy hại đến con người.
Thềm lục địa nước ta đang có rất nhiều các máy khai thác dầu mỏ đang hoạt động, bởi vậy vấn đề về chất lượng đường ống dẫn dầu phải được đảm bảo, có như thế thì mới đảm bảo việc an toàn trong khai thác dầu mỏ và tránh được tình trạng ô nhiễm môi trường biển.
Việc thiết kế hệ thống kiểm tra khuyết tật đường ống (EMI Inspection Machine) có thể phần nào giúp được đất nước ta giải quyết nhu cầu về chất lượng đường ống dầu sử dụng trong ngành dầu khí.
MỤC LỤC LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG KIỂM TRA ĐƯỜNG ỐNG KHOAN DẦU ĐH Bách Khoa
CHƯƠNG 1: TỔNG QUAN
1. Giới thiệu sơ lược về đường ống khoan ............................................................. 9
2. Ống khoan được sử dụng cho máy kiểm tra đường ống .................................. 12
3. Lý do chọn chi tiết ống khoan dầu ..................................................................... 14
CHƯƠNG 2: LỰA CHỌN PHƯƠNG ÁN & SƠ ĐỒ NGUYÊN LÝ
- Đối tượng khách hàng và nhu cầu ...................................................................... 16
- Tiêu chí thiết kế .................................................................................................... 16
- Tiêu chí ràng buộc ............................................................................................... 17
- Đưa ra ý tưởng, đánh giá và lựa chọn
4.1 Phương án 1: Phương pháp siêu âm dùng đầu dò kép .............................. 17
4.2 Phương án 2: Thiết bị kiểm tra đường ống dạng thu gọn ......................... 18
4.3 Phương án 3: Máy kiểm tra khuyết tật đường ống ................................... 20
4.4 Lựa chọn phương án ................................................................................. 21
- Sơ đồ động của máy / hệ thống
5.1 Sơ đồ nguyên lý ........................................................................................ 22
5.2 Sơ đồ động ................................................................................................ 24
5.3 Quy trình hoạt động của hệ thống ............................................................. 25
CHƯƠNG 3: THIẾT KẾ HỆ THỐNG
1. Thiết kế hệ thống cung cấp ống
1.1 Hệ thống đỡ
1.1.1 Giàn đỡ ống ................................................................................ 27
1.1.2 Thông số kỹ thuật ....................................................................... 27
1.1.3 Chế tạo ........................................................................................28
1.2 Tay quay ...................................................................................................31
1.3 Chọn xylanh
1.3.1 Xylanh lùi ................................................................................... 32
1.3.2 Xylanh tiến ................................................................................. 33
1.3.3 Chọn xylanh ............................................................................... 34
2. Thiết kế hệ thống vận chuyển ống
2.1 Khung đỡ
2.1.1 Bộ đỡ .......................................................................................... 37
2.1.2 Thân ............................................................................................ 38
2.1.3 Đế ................................................................................................ 38
2.2 Con lăn rãnh V
2.2.1 Tính toán chọn trục cho con lăn rãnh V ..................................... 39
2.2.2 Chọn và kiểm tra then .................................................................40
2.2.3 Kiểm nghiệm trục theo hệ số an toàn ......................................... 41
2.2.4 Chế tạo ........................................................................................43
2.3 Gối đỡ
2.3.1 Sơ lược về gối đỡ ........................................................................ 44
2.3.2 Kiếm nghiệm .............................................................................. 46
2.4 Tính toán động cơ
2.4.1 Thông số của ống ........................................................................ 47
2.4.2 Tính toán chọn động cơ .............................................................. 48
2.5 Hệ thống dẫn hướng................................................................................... 52
2.6 Nối trục...................................................................................................... 52
3. Thiết kế hệ thống kiểm tra đường ống
3.1 Hệ thống đỡ
3.1.1 Bàn máy ...................................................................................... 54
3.1.2 Chân bàn ..................................................................................... 55
3.2 Nơi lắp thiết bị kiểm tra
3.2.1 Tay cần ........................................................................................56
3.2.2 Bộ đỡ tay cần .............................................................................. 57
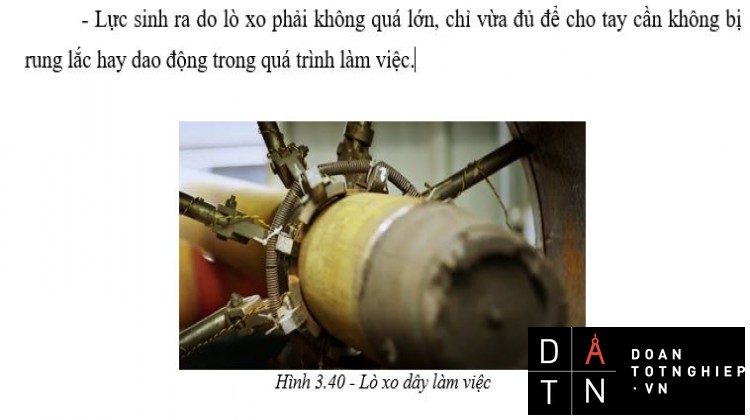
3.2.3 Lò xo ........................................................................................... 57
4. Mối ghép dùng cho hệ thống
4.1 Bulong M10 & M14 ................................................................................. 59 4.2 Chốt chặn ..................................................................................................59 4.3 Bulong nền ................................................................................................ 61
4.4 Bulong lục giác chìm đầu cầu ................................................................... 63
CHƯƠNG 4: NGUYÊN LÝ DÙNG CHO BỘ KIỂM TRA ỐNG
1. Kiểm tra không phá hủy
1.1 Khái niệm về kiểm tra không phá hủy ......................................................64
1.2 Nguyên lý chung của kiểm tra không phá hủy ......................................... 65
1.3 Mục đích ...................................................................................................65
1.4 Ý nghĩa ...................................................................................................... 66
1.5 Nhiệm vụ ...................................................................................................66
1.6 Khi nào sử dụng NDT ............................................................................... 66
2. Phương pháp kiểm tra bằng dòng xoáy (Eddy Current Testing)
2.1 Khái niệm về kiểm tra bằng dòng xoáy .................................................... 66
2.2 Kiểm tra dòng xoáy (ET) .......................................................................... 67
2.3 Hạn chế của phương pháp (ET) ................................................................ 68
CHƯƠNG 5: KẾT LUẬN LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG KIỂM TRA ĐƯỜNG ỐNG KHOAN DẦU ĐH Bách Khoa
TÀI LIỆU THAM KHẢO
DANH MỤC HÌNH ẢNH LUẬN VĂN TỐT NGHIỆP THIẾT KẾ HỆ THỐNG KIỂM TRA ĐƯỜNG ỐNG KHOAN DẦU ĐH Bách Khoa
Hình 1.1 - Đường ống khoan (Drill Pipe) 9
Hình 1.2 - Đầu cái (Box) 9
Hình 1.3 - Đầu đực (Pin) 10
Hình 1.4 - Cấu tạo của đầu cái 10
Hình 1.5 - Cấu tạo của đầu đực 11
Hình 1.6 - Hai ống khoan kết nối với nhau 11
Hình 1.7 - Phân loại đầu ống 13
Hình 2.1 - Máy dò siêu âm đầu kép 17
Hình 2.2 - EMI Inspection Equipment 18
Hình 2.3 - Eddy Currents Testing 19
Hình 2.4 - Tín hiệu thu được chuyển hóa thành đồ thị 19
Hình 2.5 - EMI Inspection Machine 20
Hình 2.6 - Sơ đồ nguyên lý 22
Hình 2.7 - Hệ thống vận chuyển đường ống 23
Hình 2.8 - Máy kiểm tra đường ống 23
Hình 2.9 - Sơ đồ động của hệ thống cung cấp ống 24
Hình 2.10 - Sơ đồ động hệ thống vận chuyển bằng con lăn rãnh V 24
Hình 2.11 - Hệ thống để kiểm tra khuyết tật ống 25
Hình 2.12 - Quy trình hoạt động của hệ thống kiểm tra đường ống 26
Hình 3.1 - Giàn đỡ hệ thống cấp ống 27
Hình 3.2 - Thép chữ I 27
Hình 3.3 – Bàn (Phần tiếp xúc với ống) 28
Hình 3.4 - Phần chân đỡ 29
Hình 3.5 - Phần đế 29
Hình 3.6 - Phần bản lề cho tay quay 29
Hình 3.7 - Kích thước của bàn lề 30
Hình 3.8 - Phần bệ đỡ cho xylanh 30
Hình 3.9 - Kích thước của bệ đỡ cho xylanh 31
Hình 3.10 - Tay quay 31
Hình 3.11 - Hệ thống khi xylanh ở trạng thái lùi 32
Hình 3.12 - Khoảng cách giữa ống và các gối đỡ 32
Hình 3.13 - Sơ đồ lực của xylanh khi lùi 33
Hình 3.14a - Hệ thống khi xylanh ở trạng thái tiến 33
Hình 3.14b - Phân tích lực khi xylanh ở trạng thái tiến 34
Hình 3.15 - Bộ phận chuyển ống 36
Hình 3.16 - Cấu tạo của bộ đỡ 36
Hình 3.17- Bộ đỡ 37
Hình 3.18 - Hình chiếu bằng của khung đỡ 37
Hình 3.19 - Đế 38
Hình 3.20 - Kích thước con lăn rãnh V 39
Hình 3.21 - Biểu đồ moment 40
Hình 3.22 - Con lăn rãnh V 43
Hình 3.23 - Con lăn rãnh V sau khi gia công 43
Hình 3.24 - Gối đỡ vòng bi UCP208 45
Hình 3.25 – Hệ thống con lăn rãnh V 47
Hình 3.26 - Con lăn và ống 48
Hình 3.27 - Phân tích chuyển động của con lăn và ống 48
Hình 3.28 - Quy ước moment quán tính cho con lăn 49
Hình 3.29 - Hình nón cụt 49
Hình 3.30 - Catalog của Chenta 50
Hình 3.31 - Thép chữ V 52
Hình 3.32 - Kích thước của vòng đàn hồi 53
Hình 3.33 - Hệ thống kiểm tra đường ống 54
Hình 3.34 - Thép chữ U 55
Hình 3.35 - Bàn máy nhìn từ trên xuống 55
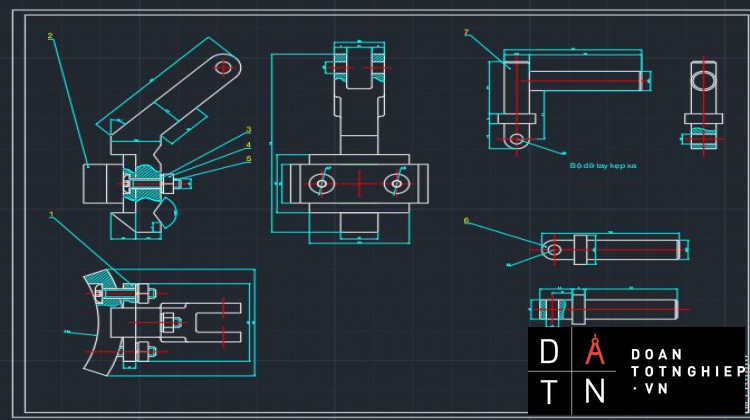
Hình 3.36 - Bộ kẹp ống 56
Hình 3.37 - Tay cần 56
Hình 3.38 - Bộ đỡ tay cần 57
Hình 3.39 - Lò xo dây 57
Hình 3.40 - Lò xo dây làm việc 58
Hình 3.41 - Bulong 59
Hình 3.42 - Một vài kiểu đinh tán 59
Hình 3.43 - Khớp nối giữa tay quay và bàn máy 60
Hình 3.44 - Khớp nối giữa xylanh, tay quay và bàn máy 60
Hình 3.45 - Tay kẹp và bộ đỡ 61
Hình 3.46 - Các dạng của bulong nền 61
Hình 4.1 - Nguyên lý của kiểm tra dòng điện xoáy 67
Hình 4.2 - Tín hiệu thu được 68
DANH MỤC BẢNG BIỂU
Bảng 1.1 - Tiêu chuẩn chiều dài theo API 12
Bảng 1.2 - Thông số của ống khoan 12
Bảng 1.3 - Cấp của ống khoan 13
Bảng 2.1 - Đóng góp của PVN trong nền kinh tế quốc dân 14
Bảng 2.2 - Sản lượng khai thác dầu thô hằng năm 1986 – 2016 15
Bảng 3.1 - Xylanh theo Amech 35
Bảng 3.2 - Thông số then 41
Bảng 3.3 - Bảng số liệu 42
Bảng 3.4 - Bảng kiểm nghiệm hệ số an toàn s 42
Bảng 3.5 - Thông số hình học động cơ 51
Bảng 3.6 - Thông số khớp nối trục ống 53
Bảng 3.7 - Bảng kích thước của bulong nền chữ L 62
Bảng 3.8 - Bảng tra của bulong chìm đầu cầu 63
CHƯƠNG 1: TỔNG QUAN
1. Giới thiệu sơ lược về đường ống khoan
Hình 1.1 - Đường ống khoan (Drill Pipe)
- Ống khoan là một ống thép có độ bền cao được sử dụng để truyền chuyển động quay xuống nơi khoan. Các đầu nối ống khoan là những phần được tiện ren đặc biệt để nối với nhau tạo nên cột khoan.
- Đường kính ngoài của ống phải theo tiêu chuẩn để các nầu nối ren có thế lắp khít vào nhau.
- Ống khoan có hai đầu được gọi là đầu cái (Box) và đầu đực (Pin).
Hình 1.2 - Đầu cái (Box)
Hình 1.3 - Đầu đực (Pin)
- Cấu tạo của phần đầu cái:
Hình 1.4 - Cấu tạo của đầu cái
+ Tapered Shoulder: vai ống được ta-ro.
+ Hard Banding: dải tăng cứng.
+ Tong area: Bộ phận kết nối.
- Cấu tạo của đầu đực:
Hình 1.5 - Cấu tạo của đầu đực
+ Thread: Ren.
- Hai ống khoan kết nối với nhau:
Hình 1.6 Hai ống khoan kết nối với nhau
- Chiều dài của ống khoan dựa trên tiêu chuẩn API:
|
API |
Chiều dài (m) |
|
Loại 1 |
5-7 |
|
Loại 2 |
8-10 |
|
Loại 3 |
11-12 |
Bảng 1.1 – Tiêu chuẩn chiều dài theo API
2. Ống khoan được sử dụng cho máy kiểm tra đường ống
- Ta sử dụng ống có D = 100 mm.
|
Ống nước |
Mối nối |
||||||||||
|
Dngoài |
Kg/m |
Loại |
Cấp |
Bề dày(mm) |
dtrong (mm) |
Kết nối |
Dngoài (mm) |
dtrong (mm) |
Pin Tong |
Box Tong |
|
|
100mm |
2 |
IU
|
E |
8,4 |
85 |
NC40 |
133 |
71 |
229 |
305 |
|
|
X |
8,4 |
85 |
NC40 |
133 |
68 |
229 |
305 |
|
|||
|
G |
8,4 |
85 |
NC40 |
140 |
62 |
229 |
305 |
|
|||
|
S |
8,4 |
85 |
NC40 |
140 |
62 |
229 |
305 |
|
|||
|
EU |
E |
8,4 |
85 |
NC46 |
152 |
83 |
229 |
305 |
|
||
|
X |
8,4 |
85 |
NC46 |
152 |
83 |
229 |
305 |
|
|||
|
G |
8,4 |
85 |
NC46 |
152 |
83 |
229 |
305 |
|
|||
|
S |
8,4 |
85 |
NC46 |
152 |
102 |
229 |
305 |
|
|||
|
2,2 |
IU |
E |
9,7 |
82 |
NC40 |
133 |
68 |
229 |
305 |
|
|
|
X |
9,7 |
82 |
NC40 |
133 |
62 |
229 |
305 |
|
|||
|
G |
9,7 |
82 |
NC40 |
140 |
62 |
229 |
305 |
|
|||
|
S |
9,7 |
82 |
NC40 |
140 |
51 |
229 |
305 |
|
|||
|
EU |
E |
9,7 |
82 |
NC46 |
152 |
83 |
229 |
305 |
|
||
|
X |
9,7 |
82 |
NC46 |
152 |
83 |
229 |
305 |
|
|||
|
G |
9,7 |
82 |
NC46 |
152 |
83 |
229 |
305 |
|
|||
|
S |
9,7 |
82 |
NC46 |
152 |
102 |
229 |
305 |
|
|||
Bảng 1.2 – Thông số của ống khoan
- Trong đó, đầu ống có 3 loại:
Hình 1.7 - Phân loại đầu ống
+ Loại đầu tiên: Internal Upset (IU), dày ở phần ống, mỏng dần ra phía đầu.
+ Loại thứ hai: External Upset (EU), lòng ống thẳng, bề dày giảm ở đầu ống.
+ Loại thứ ba: Internal/External Upset (IEU), kết hợp giữa IU và EU.
- Cấp của ống được xác định theo tiêu chuẩn API:
Bảng 1.3 - Cấp của ống khoan
3. Lý do chọn chi tiết ống khoan dầu
- Trải qua 57 năm xây dựng và phát triển (1962-2018), ngành Dầu khí Việt Nam đã có những bước phát triển vượt bậc, đóng góp vai trò quan trọng trong sự nghiệp công nghiệp hóa, hiện đại hóa đất nước, bảo đảm an ninh năng lượng quốc gia, đóng góp lớn vào nguồn thu ngân sách Nhà nước và phát triển kinh tế - xã hội của đất nước, đi đầu trong mở rộng hội nhập kinh tế quốc tế, tham gia có hiệu quả bảo vệ chủ quyền, quyền tài phán của Việt Nam trên Biển Đông và giữ vai trò quan trọng trong việc thực hiện Chiếc lược biển Việt Nam. Ngành Dầu khí đã xây dựng được một đội ngũ cán bộ, vien chức và người lao động có trình độ chuyên môn cao vững vàng, được đào tạo cơ bản, năng động, sáng tạo, đáp ứng yêu cầu, hiệm vụ được giao.
Bảng 2.1 - Đóng góp của PVN trong nền kinh tế quốc dân
- Từ điểm mốc khai thác m3 khí đầu tiên vào tháng 6/1981 và khai thác tấn dầu thô đầu tiên vào tháng 6/1986, đến nay Việt Nam đang khai thác 25 mỏ dầu khí ở trong nước và 10 mỏ ở nước ngoài với tổng sản lượng khai thác đến này đạt trên 455 triệu tấn quy dầu (trong đó, khai thác dầu là trên 346 triệu tấn và khai thác khí trên 108 tỷ m3), doanh thu từ bán dầu đạt trên 140 tỷ USD và đi đầu là tập đoàn Dầu khí Việt Nam (PVN).
- Tập đoàn Dầu khí Việt Nam (PVN) đã và đang triển khai thực hiện 66 hợp đồng dầu khí, với số vốn thu hút đầu tư nước ngoài vào Việt Nam đạt gần 15 tỷ USD. Xây dựng được hệ thống cơ sở vật chất kỹ thuật công nghiệp dầu khí hiện đại với 3 hệ thống đường ống dẫn khí: Bể Cửu Long – Dinh Cổ, Nam Côn Sơn 1 – Nam Côn Sơn 2 và PM3 Cà Mau, gắn liền với các nhà máy chế biến khí, hạ tầng công nghiệp khí thấp áp … đang được vận hành an toàn và hiệu quả, hàng năm đang cung cấp trên 10 tỷ m3 khí cho phát triển công nghiệp tiêu dùng của nhân dân trong cả nước.
Bảng 2.2 - Sản lượng khai thác dầu thô hằng năm 1986 - 2016
- Tóm lại, Việt Nam là một nước có tiềm năng về Dầu khí, do đó việc đẩy mạnh phát triển khai thác dầu mỏ sẽ mang lại hiểu quả kinh tế lớn. Bên cạnh đó, dầu khí là nguồn năng lượng rất cần thiết trong mọi hoạt động của chúng ta, bởi vì thế nên nhu cầu về mặt đảm bảo chất lượng về đường ống dẫn dầu cũng phải phát triễn một cách mạnh mẽ. Có như thế thì mới tránh được hiện tượng ô nhiễm môi trường, có thể khai thác lâu dài mà không làm ảnh hưởng hay biến đổi môi trường.
CHƯƠNG 2: LỰA CHỌN PHƯƠNG ÁN & SƠ ĐỒ NGUYÊN LÝ
- Đối tượng khách hàng và nhu cầu
- Đối với các đơn vị sản xuất và cung cấp:
+ Sản phẩm tạo ra nếu có năng suất thấp hơn các sản phẩm khác phải đảm bảo giá thành thấp hơn.
+ Phương pháp gia công đơn giản. khi chế tạo hạn chế thay thế dụng cụ hay gá đặt nhiều lần, dễ dàng sản xuất hàng loạt.
+ Kích thước hệ thống giới hạn nằm trong khả năng vận chuyển hiện tại.
- Đối với các cơ quan quản lý nhà nước:
+ Khi máy hoạt động, tác động tiêu cực đến môi trường là nhỏ nhất và phải nằm trong quy chuẩn cho phép.
+ Đảm bảo an toàn lao động khi vận hành.
+ Khi máy được vận hành chủ yếu bằng nguồn năng lượng sạch, không gây hại hay ảnh hưởng môi trường xung quanh.
- Tiêu chí thiết kế
- Quá trình kiểm tra không làm hư hại ống.
- Kích thước máy không quá lớn.
- Quá trình kiểm tra không quá lâu, tốc độ vận chuyển ống vừa phải.
- Dễ dàng tháo lắp hay vệ sinh.
- Hệ thống đơn giản, bố trí không phức tạp.
- Giá thành tối ưu.
- Tiêu chí ràng buộc
- Ưu tiên phương pháp thông gió tự nhiên.
- Kiểm tra được các loại ống có ϕ100 mm.
- Có hệ thống cung cấp và tháo dỡ ống.
- Có hệ thống băng tải dẫn truyền ống.
- Đưa ra ý tưởng, đánh giá và lựa chọn
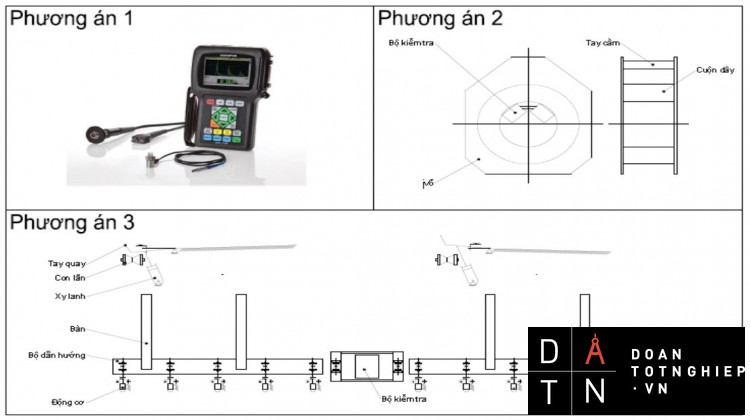
4.1 Phương án 1: Phương pháp siêu âm dùng đầu dò kép.
Hình 2.1 - Máy dò siêu âm đầu kép
-Nguyên lý: Trong trạng thái kim loại bị ăn mòn, bề mặt ở khu vực đó thường không đều. Tất cả các máy đo siêu âm đều đòi hỏi tính thời gian sóng âm truyền vòng trong vật liệu kiểm tra. Vì kim loại ở thể rắn có âm trở khác với các chất khí, các chất lỏng, hoặc sản phẩm của ăn mòn như lớp gỉ, sóng âm sẽ phản xạ từ mặt đáy của phần kim loại còn lại. Thiết bị được lập trình với vận tốc âm trong vật liệu kiểm tra , và tính chiều dày theo công thức đơn giản là Khoảng cách = Vận tốc x Thời gian.
- Ưu điểm:
+ Gọn nhẹ, giá thành không cao.
+ Dễ bảo quản, vệ sinh.
- Nhược điểm:
+ Đầu dò tiếp xúc trực tiếp bề mặt nên dễ bị xước hay dính bẩn.
+ Không kiểm tra được bề mặt bị chất bẩn bám.
+ Miền làm việc nhỏ (có một chiều dày tối thiểu mà dưới nó các phép đo không còn đúng nữa).
+ Không thể kiểm tra hết được khuyết tật đường ống.
4.2 Phương án 2: Thiết bị kiểm tra đường ống dạng thu gọn.
Hình 2.2 - EMI Inspection Equipment
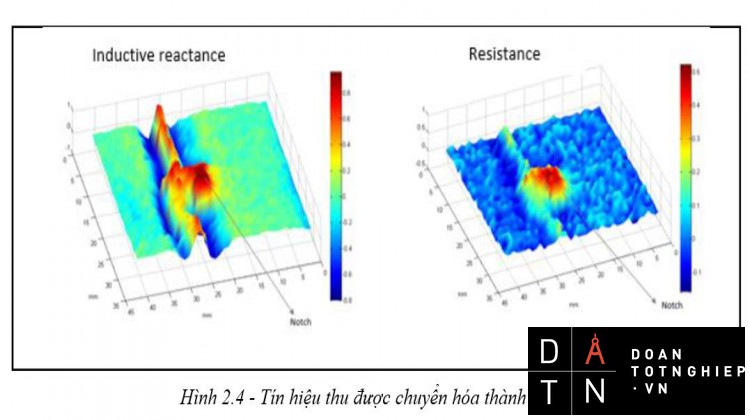
- Nguyên lý: Dựa vào phương pháp Eddy Currents Testing (kiểm tra dòng điện xoáy), một cuộn dây quấn quanh một miếng sắt để tạo ra từ trường, từ trường này tạo ra bởi dòng điện xoáy hình thành trong ống kim loại được kiểm tra. Từ trường tạo bởi dòng điện xoáy này có thể được theo dõi bằng chính đầu dò. Chúng ta có thể theo dõi từ trường tạo ra bởi dòng điện xoáy này bằng một thiết bị đo gọi là Eddyscope (thiết bị hiển thị dòng xoáy). Nếu có sự thay đổi từ trường tạo bởi dòng điện xoáy, chúng ta có thể nói rằng đã phát hiện một số khuyết tật trong ống kim loại đang kiểm tra. Thiết bị đo sẽ cho thấy sự thay đổi của từ trường bằng cách hiển thị sự thay đổi bằng phát tín hiệu trên màn hình.
Hình 2.3 - Eddy Currents Testing
Hình 2.4 - Tín hiệu thu được chuyển hóa thành đồ thị
- Ưu điểm:
+ Gọn nhẹ.
+ Kiểm tra được cho đường ống cong, gấp khúc.
- Nhược điểm:
+ Không tự động hóa.
+ Giới hạn về đường kính đường ống có thể kiểm tra.
+ Khối lượng quá nặng cho 1 người vì vậy cần 2 đến 3 người mới có thể sử dụng và đặt máy đúng vị trí mong muốn.
+ Việc di chuyển phụ thuộc hoàn toàn vào con người.
4.3 Phương án 3: hệ thống kiểm tra khuyết tật đường ống.
Hình 2.5 - EMI Inspection Machine
- Nguyên lý: Giống với phương án 2, chỉ khác ở cách sử dụng và bố trí.
- Ưu điểm:
+ Chỉ cần một người điều khiển và 2 hoặc 3 người vân hành.
+ Toàn bộ hệ thống đều tự động.
- Nhược điểm:
+ Cần có hệ thống vận chuyển ống vào và ra.
+ Đường ống có thành quá mỏng hoặc nhẹ thì không kiểm tra được.
+ Khó khắn trong việc kiểm tra đường ống cong, gấp khúc hay quá ngắn.
4.4 Lựa chọn phương án
- Chọn phương án 3: Hệ thống kiểm tra đường ống (EMI Inspection Machine).
- Lý do: Đa phần các khách hàng ở Việt Nam sử dụng máy kiểm tra đường ống đều là các công ty dầu khí độc quyền, bởi vậy số lượng đường ống cần kiểm tra rất nhiều, nên việc tự động hóa là tiêu chí hàng đầu của sản phẩm. Đồng thời việc kiểm tra không quá phức tạp, có thể được vận hành bởi 1 hoặc 2 người.
- Sơ độ động của máy / hệ thống
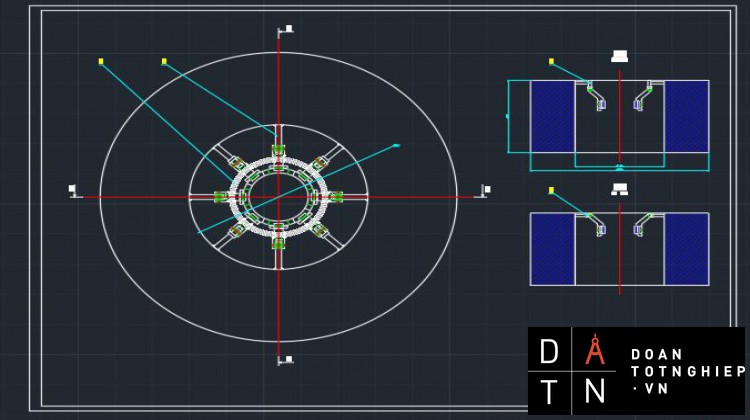
5.1 Sơ đồ nguyên lý
Hình 2.6 - Sơ đồ nguyên lý
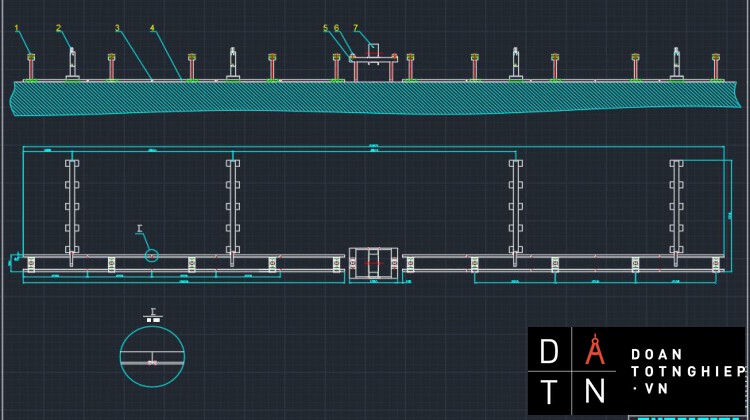
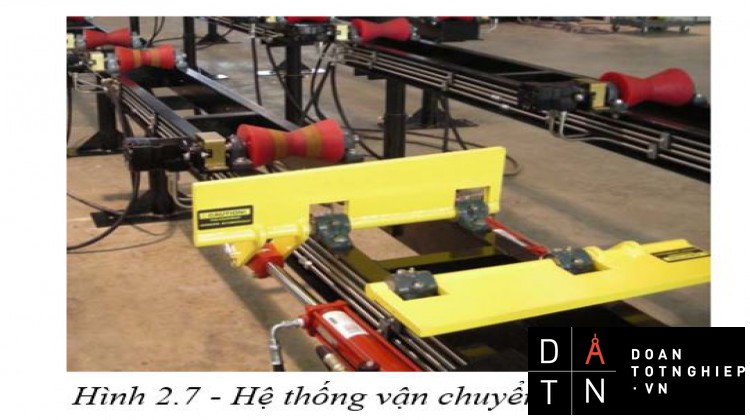
- Hệ thống con lăn chữ V dùng để vận chuyển đường ống vào và ra.
Hình 2.7 - Hệ thống vận chuyển đường ống
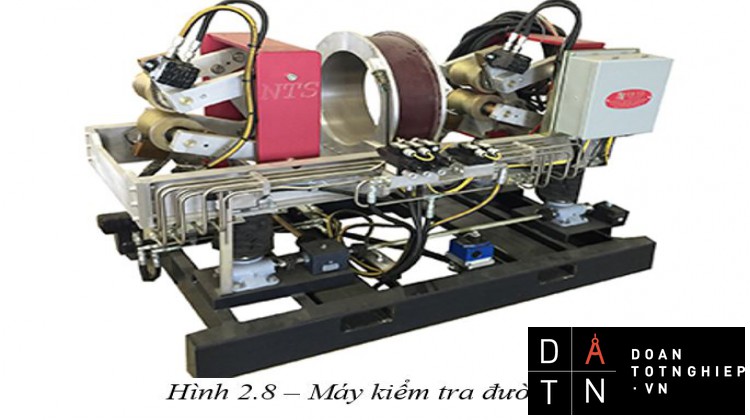
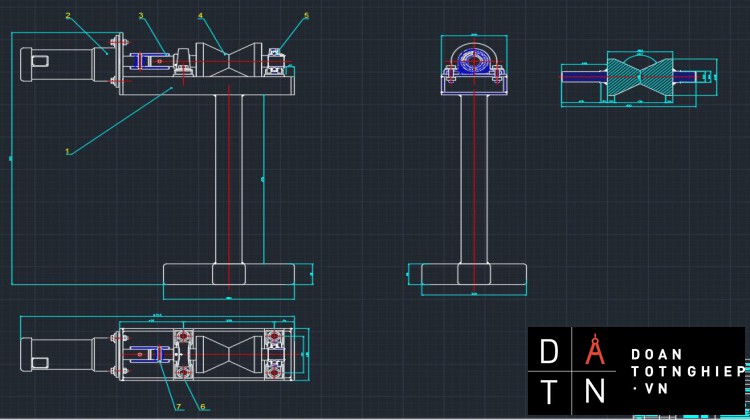
-Cụm máy dùng để kiểm tra đường ống.
Hình 2.8 – Máy kiểm tra đường ống
-Nguyên lý: đường ống được vận chuyển vào bằng hệ thống cung cấp, sau khi vào cụm máy, bộ phận kẹp ở đầu cụm máy có tác dụng vừa giúp gia tăng chuyển động cho đường ống, đồng thời giúp cho đường ống không bị rung lắc khi đi vào vị trí kiểm tra. Tại vị trí kiểm tra, sử dụng nguyên lý kiểm tra bằng phương pháp dòng điện xoay chiều (Eddy Current Testing) nhằm xác định khuyết tật trong đường ống. Bộ phận kẹp ở đuôi máy có công dụng tượng tự như ở đầu máy, vừa kẹp vừa tạo chuyển động cho đường ống.
5.2 Sơ đồ động
- Hệ thống cung cấp ống.
Hình 2.9 - Sơ đồ động của hệ thống cung cấp ống
- Đường ống được di chuyển thông qua hệ thống băng tải con lăn chữ V và chuyển động được tạo thành do các động cơ qua nối trục.
Hình 2.10 - Sơ đồ động hệ thống vận chuyển bằng con lăn rãnh V
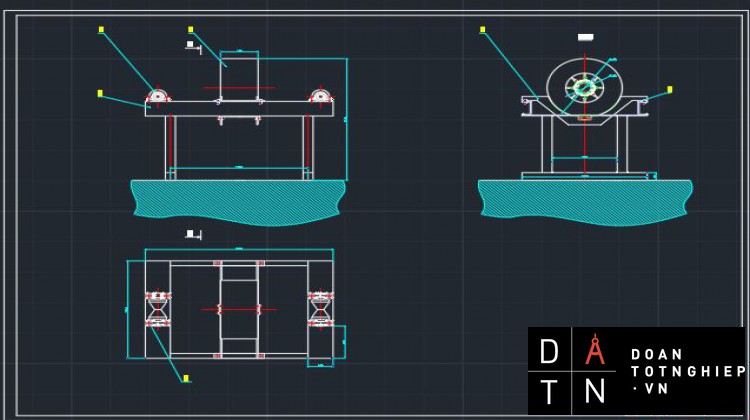
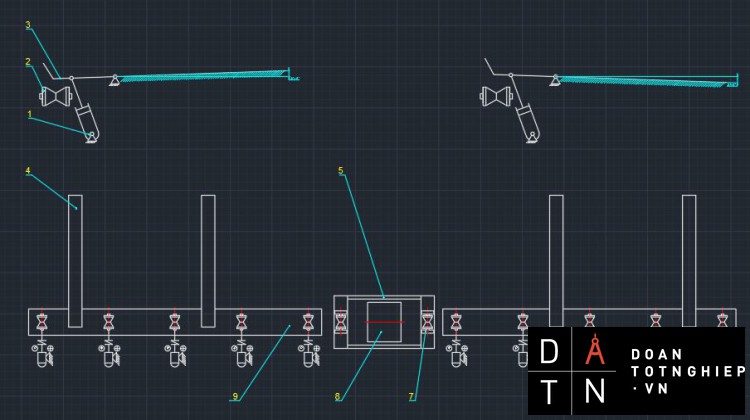
- Nơi đặt hệ thống kiểm tra đường ống.
Hình 2.11 – Hệ thống để kiểm tra khuyết tật ống.
5.3 Quy trình hoạt động của hệ thống
- Do bàn nghiêng 1o-2o, nên ống lăn trên bàn. Khi ống ở vị trí thích hợp, xylanh hoạt động, đưa ống vào hệ thống vận chuyển ống đến bộ phận kiểm tra bằng cơ cấu con lăn rãnh V.
- Sau khi ống qua bộ phận kiểm tra xong, ống tiếp tục được hệ thống vận chuyển đưa đến cuối hành trình, tại đây ống sẽ được nâng lên bàn bằng xylanh.
- Do bàn nghiêng 1o-2o, nên ống sẽ lăn đến vị trí cuối cùng của bàn và được vận chuyển đưa vào kho.
Hình 2.12 - Quy trình hoạt động của hệ thống kiểm tra đường ống
CHƯƠNG 3: THIẾT KẾ HỆ THỐNG
1. Thiết kế hệ thống cung cấp ống
1.1 Hệ thống đỡ
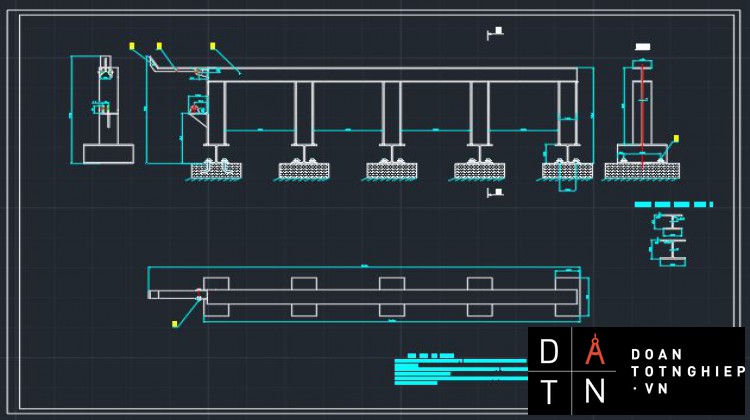
1.1.1 Giàn đỡ ống
Hình 3.1 - Giàn đỡ hệ thống cấp ống
-Hệ thống là tổ hợp của các phần:
+Thép chữ H.
+Thép tấm (để hàn vào mặt bên của thép chữ H).
+Bộ phận đỡ cho tay cần và xy lanh.
1.1.2 Thông số kỹ thuật
Hình 3.2 - Thép chữ I
- Thông số thép chữ H dùng cho phần tiếp xúc với ống và phần chân:
+ H = 150 (mm), B = 150 (mm), d = 7 (mm), t = 10 (mm).
- Thép tấm cho mặt đầu để gắn bản lề cho tay cầm:
+ Cho mặt trước: cao 150 (mm), rộng 150 (mm), bề dày 10 (mm).
- Thông số thép chữ H dùng làm phần đế:
+ H = 200 (mm), B = 200 (mm), d = 10 (mm), t = 12 (mm).
- Thép chữ H với thiết kế hình chữ H đặc biệt chắc chắn có thể chịu được áp lực lớn. Vì vậy mà thép hình chư H là sản phẩm thường được sử dụng rộng rãi trong các công trình như ở nhà, kết cấu nhà tiền chế dành cho các kiến trúc cao tầng, cấu trúc nhịp cầu lớn, tấm chắn sàn ..... Thép hình chữ H cực kì phong phú về hình dạng và kích thước. Tùy vào mỗi loại công trình khác nhau với những yêu cầu về kỹ thuật khác nhau mà ứng dụng những loại thép hình chữ H chuyên biệt nhằm đảm bảo cho công trình hoặc máy móc.
1.1.3 Chế tạo
- Toàn bộ các chi tiết được hàn với nhau.
- Phần bề mặt để ống dầu lăn, có kích thước dài 3 m, rộng 150 mm và cao 150
- Sau đó được hàn 2 khối thép trụ tròn 2 bên, đem đi gia công để lấy độ đồng tâm giữa hai khối trụ tròn và con lăn rãnh V.
2.3 Gối đỡ
2.3.1 Sơ lược về gối đỡ
- Gối đỡ vòng bi là một dạng bi cầu như bi đầu 6 nhưng sản phẩm này được ôm bởi một gối đỡ có hình dạng không giống nhau như tròn, vuông, hột xoài, omega tùy theo từng ứng dụng mà hình có hình dạng phù hợp. Nó là một dạng bi cầu được bao bọc bởi một lớp vỏ hợp kim gang chịu lực,nên rất bền và khó nứt khi bị va đập mạnh.Khả năng chịu tải của vòng bi này là khá lớn nhưng tốc độ quay của vòng bi này lại bị giới hạn. Sản phẩm này là một sản phẩm công nghiệp có cùng chung hình dáng giống bạc đạn tròn, tải trọng tĩnh, đáng tin cậy và các chức năng khác giống như chức năng của bạc đạn tròn.
- Các loại gối đỡ vòng bi:
+ UCP có dạng Omega có thể gọi gối đỡ omega cũng được có mặt bích hình chữ nhật dài và có hai điểm cố định mặt bích đó hai bên tai UC nằm ngang 90 độ so với gối đỡ
+ UKP có mặt bích hình vuông được cố định bởi bốn vị trí trên mặt bích có UC lỗ côn là UC nằm theo hướng của mặt bích
+ UCT có mặt bích hình chữ T và được cố định bởi một điểm duy nhất và UC nằm trong theo hường mặt bích cần cố định
+ UCFC có mặt bích hình tròn được cố định bởi bốn góc trên hình tròn UC nằm theo hướng mà mặt bích cố đinh trên vị trí
+ UCFL có dạng mặt bích gần giống hình thoi được cố định bởi điểm đầu và cuối mặt bích UC nằm theo hướng mà mặt bích cố định
+ UCF là dạng mặt bích hình vuông được cố định bởi bốn điểm trên gối đỡ còn UC nằm theo hướng mà gối đỡ được cố định
- Chọn gối đỡ vòng bi UCP208.
....
CHƯƠNG 4: NGUYÊN LÝ DÙNG CHO BỘ KIỂM TRA ỐNG
1. Kiểm tra không phá hủy
1.1 Khái niệm về kiểm tra không phá hủy
- Kiểm tra không phá hủy (Non-Destruction Testing), viết tắt là NDT.
- Hiện nay, công nghệ Kiểm tra không phá hủy là một công nghệ thiết yếu và không thể thiếu của các ngành công nghiệp. Kiểm tra không phá hủy bao gồm các phương pháp dùng để phát hiện các hư hại, khuyết tật, kiểm tra đánh giá tính toàn vẹn của vật liệu, kết cấu, chi tiết hoặc để xác định các đặc trưng của đối tượng mà không làm ảnh hưởng đến khả năng sử dụng của đối tượng kiểm tra.
- Kiểm tra không phá hủy được sử dụng để kiểm tra vật liệu đầu vào, các bán sản phẩm, sản phẩm đầu cuối, kiểm tra và phân loại các sản phẩm gia công chế tạo và kiểm tra, đánh giá định kỳ các kết cấu, hệ thống, tiểu hệ thống trong quá trình sử dụng. Kiểm tra không phá hủy còn được sử dụng để tối ưu hoá các quá trình và quy trình công nghệ trong chế tạo, gia công. Nhờ sớm phát hiện và loại bỏ các vật liệu, sản phẩm, bán sản phẩm không đạt yêu cầu, tối ưu hóa được quá trình sản xuất nên giảm được chi phí sản xuất, nâng cao chất lượng sản phẩm và hiệu quả sản xuất và kinh doanh của các doanh nghiệp. Đồng thời, nhờ sớm phát hiện các khuyết tật trong các kết cấu, hệ thống và tiểu hệ thống giúp sớm đưa ra được các phương án khắc phục và sửa chữa.
- Do yêu cầu nghiêm ngặt về an toàn đối với những thiết bị áp lực, thiết bị nâng dùng trong các công ty, nhà máy, xí nghiệp... đòi hỏi phải có các công nghệ kiểm tra có độ tin cậy cao, năng suất cao, thân thiện với môi trường và người sử dụng. Đồng thời, phương pháp chụp ảnh phóng xạ vừa độc hại, vừa làm ảnh hưởng đến tiến độ thực hiện dự án và ảnh hưởng không tốt đến môi trường do phải sử dụng các hoá chất xử lý phim và nguồn phóng xạ. Nên, xu hướng đầu tư hiện nay, người ta thường tập trung sử dụng các phương pháp NDT công nghệ cao.
- Từ kiểm tra không phá hủy (Non Destructive Test – NDT) tự nó đã giải nghĩa chính xác theo đúng nghĩa đen là kiểm tra một vật mà không phá hủy nó. Nói cách khác, kiểm tra không phá hủy là việc sử dụng các phương pháp vật lý để kiểm tra phát hiện các khuyết tật bên trong hoặc ở bề mặt vật kiểm tra mà không làm ảnh hưởng đến khả năng sử dụng của chúng. Kiểm tra không phá hủy dùng để phát hiện các khuyết tật như là nứt, rỗ, xỉ, tách lớp, hàn không ngấu, không thấu trong các mối hàn...
- Có rất nhiều phương pháp NDT khác nhau như: kiểm tra siêu âm, chụp phim, kiểm tra bằng chất lỏng thẩm thấu, kiểm tra bằng bột từ...; mỗi phương pháp đều có ưu điểm riêng, không phương pháp nào có thể thay thế được phương pháp nào. Ứng với mỗi trường hợp cụ thể mà ta lựa chọn những phương pháp kiểm tra phù hợp. thường được chia thành hai nhóm chính theo khả năng phát hiện khuyết tật của chúng, đó là:
+ Các phương pháp có khả năng phát hiện các khuyết tật nằm sâu bên trong (và trên bề mặt) của đối tượng kiểm tra:
a) Phương pháp chụp ảnh phóng xạ dùng film (Radiographic Testing- RT).
b) Phương pháp chụp ảnh phóng xạ kỹ thuật số (Digital Radiographic Testing- DR).
c) Phương pháp kiểm tra siêu âm (Ultrasonic Testing- UT).
+ Các phương pháp có khả năng phát hiện các khuyết tật bề mặt (và gần bề mặt)
a) Phương pháp kiểm tra thẩm thấu chất lỏng (Liquid Penetrant Testing- PT).
b) Phương pháp kiểm tra bột từ (Magnetic Particle Testing- MT).
c) Phương pháp kiểm tra dòng xoáy (Eddy Current Testing- ET).
1.2 Nguyên lý chung của kiểm tra không phá hủy
-Truyền năng lượng vào đối tượng kiểm tra.
-Tương tác của năng lược với đối tượng.
-Ghi nhận và giải đoán chị thị, tín hiệu.
1.3 Mục đích
-Đảm bảo tính nguyên vẹn và độ tin cậy của sản phẩm.
-Phòng ngừa tai nạn, bảo vệ cuộc sống.
-Đáp ứng nhu cầu khách hàng.
-Hỗ trợ thiết kế.
-Kiểm soát quá trình chế tạo, sản xuất.
-Giảm giá thành.
-Duy trì sự nhất quán của chất lượng.
1.4 Ý nghĩa
-Có vai trò quan trọng trong bất kỳ chương trình đảm bảo / kiểm soát chất lượng.
-Chất lượng sản phẩm phụ thuộc vào sự tồn tại của các bất liên tục ở trong nó.
-NDT cung cấp một công cụ quý giá để có thể kiểm tra khuyết tật.
1.5 Nhiệm vụ
-Phát hiện bất liên tục.
-Định vị, đo đạc kích thước.
-Đánh giá mức độ nghiêm trọng.
1.6 Khi nào sử dụng NDT
-NDT được sử dụng cho mọi giai đoạn và tuổi đời của sản phẩm:
+Vật liệu thô.
+Chế tạo.
+Sử dụng.
2. Phương pháp kiểm tra bằng dòng xoáy (Eddy Current Testing)
2.1 Khái niệm về kiểm tra bằng dòng xoáy
-Phương pháp kiểm tra dòng xoáy (Eddy Current Testing- ET) được dựa trên hiệu ứng về cảm ứng điện từ. Nếu một vật dẫn điện đưa gần đến một cuộn dây có dòng điện xoay chiều chạy qua, bên trong vật dẫn này sẽ xuất hiện một dòng điện khép kín (eddy current), biến thiên. Dòng điện xoay chiều này mạnh hay yếu phụ thuộc vào vật dẫn kia có khuyết tật hay không có khuyết tật. Thiết bị dòng xoáy có thể đo được dòng điện xoay chiều này và từ đó cho ta biết trong vật kiểm tra có vết nứt hay không. Phương pháp này rất nhậy để phát hiện các vết nứt bề mặt và gần bề mặt trong các đối tượng làm bằng chất dẫn điện, như nhôm, đồng, titan vv. Phương pháp cũng có thể đánh giá được độ dẫn điện, đo được chiều dày lớp phủ, đánh giá ăn mòn. Phương pháp được ứng dụng rộng rãi trong ngành hàng không.
2.2 Kiểm tra dòng xoáy (ET):
-Dựa trên hiệu ứng cảm ứng điện từ.
-Dòng điện xoay chiều chạy qua cuộn dây tạo ra từ trường biến thiên (sơ cấp).
-Đưa cuonj dây vào gần vật liệu kiểm tra (dẫn điện), từ trường sơ cấp cảm ứng dòng điện xoáy trong nó.
-Dòng điện xoáy cảm ứng ra từ trường riêng của nó (thứ cấp), có phương ngược với từ trường sơ cấp.
-Sự tồn tại bất liên tục, độ dẫn điện, độ thấm từ, độ cứng (xử lý nhiệt),... ảnh hướng đến độ lớn của dòng điện xoáy và từ trường thứ cấp.
Hình 4.1 – Nguyên lý của kiểm tra dòng điện xoáy
Hình 4.2 – Tín hiệu thu được
-Phương pháp này đặc biệt phù hợp để phát hiện các vết nứt bề mặt, nhưng cũng có thể được sử dụng dể đo độ dẫn điện và chiều dày lớp sơn phủ.
-Có khả năng phát hiện được các bất liên tục bề mặt và gần bề mặt của vật liệu dẫn điện.
-Kiểm tra được các điều kiện bề mặt khác: đo chiều dày lớp sơn phủ, mạ phủ, kiểm tra độ cứng – chế độ xử lý nhiệt, đo chiều dày kim loại dưới lớp bảo vệ, ....
-Cho kết quả tức thì.
-Dễ tự động hóa.
-Là phương pháp an toàn: cho cả người sử dụng và người kiểm tra
2.3 Hạn chế của phương pháp (ET)
-Chỉ áp dụng được cho vật liệu dẫn điện.
-Khả năng kiểm tra kim loại sắt từ bị hạn chế.
-Không phát hiện được các bất liên tục nằm sâu bên trong.
-Đòi hòi kỹ năng và kinh nghiệm của nhân viên kiểm tra.
CHƯƠNG 6: KẾT LUẬN
Luận văn đã đạt được một số kết quả:
- Tính toán được các thông số cơ bản của hệ thống kiểm tra đường ống khoan, thiết kế và chế tạo hoàn chỉnh máy.
- Bản vẽ thiết kế hệ thống kiểm tra đường ống khoan.
- Kết cấu, cơ chế hoạt động của hệ thống kiểm tra ống khoan.
- Giúp hiểu rõ được nguyên lý và cách thức hoạt động của hệ thống.
- Xác định được khả năng làm việc của hệ thống.
- Xác định được kích thước, hình dáng của chi tiết mà hệ thống có thể vận hành.
- Hoàn thành được theo chỉ tiêu đề ra ban đầu.