THIẾT KẾ KHUÔN ÉP NHỰA CHO CHI TIẾT THÂN DAO RỌC GIẤY
NỘI DUNG ĐỒ ÁN
THIẾT KẾ KHUÔN ÉP NHỰA CHO CHI TIẾT THÂN DAO RỌC GIẤY, CAD, file 2D, 3D thuyết minh THIẾT KẾ KHUÔN ÉP NHỰA....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp THIẾT KẾ KHUÔN ÉP NHỰA, và cách bảo quản khuôn....Bản vẽ chi tiết sản phẩm, quy trình chế tạo các chi tiết trong khuôn......
NỘI DUNG
Thiết kế khuôn: ÉP NHỰA CHO CHI TIẾT THÂN DAO RỌC GIẤY
- PHẦN BẢN VẼ
- Bản vẽ sản phẩm (2D, 3D)
- Bản vẽ nguyên lý và trình tự ép
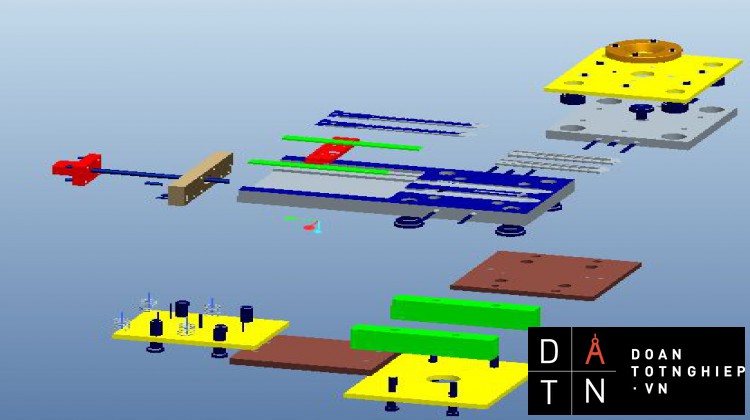
- Bản vẽ bung khuôn
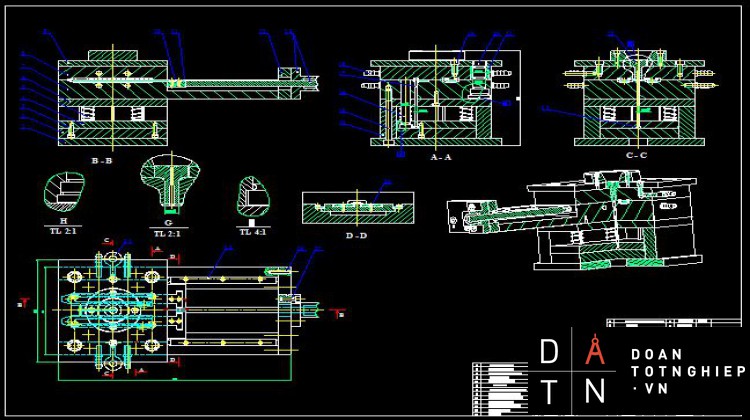
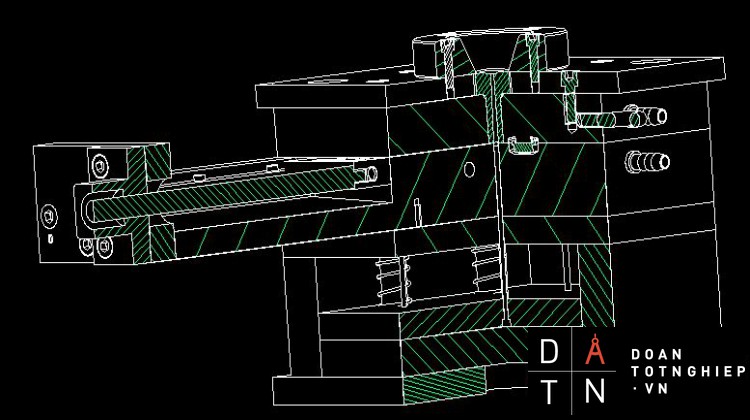
- Bản vẽ lắp và các cụm khuôn
- Bản vẽ các chi tiết của khuôn
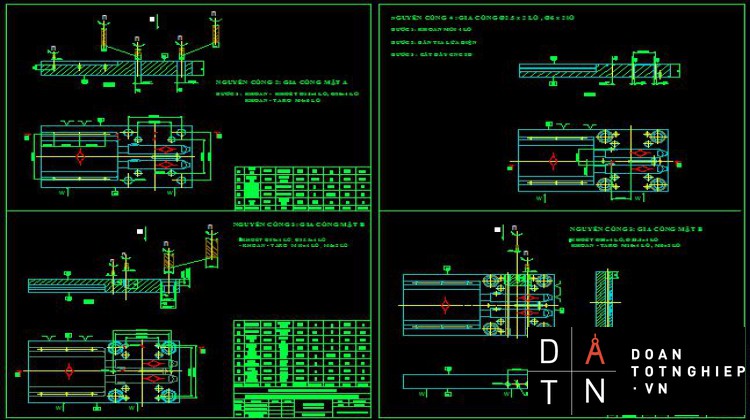
- Bản vẽ sơ đồ nguyên công của quy trình công nghệ gia công 1 chi tiết của khuôn
- PHẦN THUYẾT MINH
- Tổng quan
- Phân tích sản phẩm cần thiết kế khuôn (nhựa, đúc áp lực, dập cắt...)
- Thiết kế khuôn, thiết kế nguyên lý khuôn
- Ứng dụng phần mềm PRO/E 5. để thiết kế khuôn
- Ứng dụng phần mềm PRO/E 5. để gia công các mảnh khuôn
- Lập quy trình công nghệ gia công một trong các mảnh khuôn
- Hướng dẫn lắp đặt, sử dụng, bảo quản khuôn
-
LỜI NÓI ĐẦU
Trong sự phát triển lớn mạnh không ngừng của xã hội thì cùng với đó là sự vươn lên của toàn bộ các ngành công nghiệp với xương sống là ngành công nghiệp cơ khí , các sản phẩm cơ khí ngày càng nhiều và có các ứng dụng quan trọng, đặc biệt là các sản phẩm được tạo ra nhờ công nghệ tạo hình bằng khuôn mẫu chiếm tỉ lệ rất lớn trong các sản phẩm nhựa từ kết cấu đơn giản cho đến phức tạp và đòi hỏi độ chính xác cao . Để đạt được các yếu tố đó, chế tạo khuôn mẫu mang tính quyết định.
Ngày nay, nhờ vào những bước phát triển nhảy vọt của khoa học kỹ thuật đã mang lại cho con người những tiện ích lớn, đặc biệt là sự phát triển của khoc học máy tính, công nghệ thông tin và những chương trình ứng dụng trong thiết kế gia công cơ khí. Ngành đó được gọi chung là công nghệ CAD/CAM. Nhờ công nghệ này mà việc thiết kế đến gia công ra sản phẩm trở nên chính xác và giảm thiểu nhiều công việc không cần thiết, nhờ đó giảm được thời gian thiết kế, chế tạo, nâng cao năng suất lao động và chất lượng sản phẩm.
Với khuôn kim loại dùng cho việc ép phun các sản phẩm từ nhựa, ta có thể thấy rõ ngày nay sản phẩm nhựa xuất hiện trong hầu hết các lĩnh vực khoa học kỹ thuật cũng như trong đời sống hàng ngày .Trực quan nhất, trong đời sống hàng ngày hầu hết các sản phẩm cần thiết phục vụ cho cuộc sống đều là sản phẩm nhựa.
Với mong muốn có được những kiến thức về ngành công nghiệp quan trọng này, chúng em đã tiến hành tìm hiểu và thực hiện đề tài tốt nghiệp: “Thiết kế khuôn nhựa cho chi tiết thân dao rọc giấy”. Với một số phần mềm nổi tiếng như Pro/Engineer Wildfire 5.0, Catia VR15.7, Unigrafic NX6, Inventer 8, Solidworks 2009....chúng em chọn phần mềm Pro/Engineer Wildfire 5.0 (phần mềm khá nổi tiến của hãng Prametric Technology) để thiết kế khuôn cho sản phẩm nhựa vì phần mềm này có ưu điểm là giao diện đẹp, khả năng thiết kế nhanh hơn các phần mềm khác nhờ vào sự sắp xếp và bố trí các toolbar một cách hệ thống và hợp lý.
MỤC LỤC
PHẦN I: 1
TỔNG QUAN VỀ SẢN PHẨM NHỰA VÀ GIỚI THIỆU CÔNG NGHỆ ÉP PHUN CHẾ TẠO SẢN PHẨM NHỰA. 1
I.1Vai trò của sản phẩm nhựa trong đời sống và trong công nghiệp: 2
I.2 Đặc điểm của dạng sản phẩm nhựa: 2
I.3 Giới thiệu công nghệ chế tạo sản phẩm nhựa. 3
I.3.1.Công nghệ cán. 3
I.3.2. Công nghệ phủ chất dẻo. 4
I.3.3. Công nghệ đùn. 4
I.3.4. Công nghệ tạo xốp chất dẻo. 5
I.3.5. Công nghệ hàn chất dẻo. 5
I.3.6. Công nghệ dán chất dẻo. 6
I.3.7. Công nghệ ép và ép phun. 6
I.4 Các loại khuôn ép phun : 8
I.4.1. Khuôn 2 tấm. 8
I.4.2. Khuôn ba tấm. 9
I.4.3. Khuôn nhiều tầng: 11
I.4.4. Khuôn không rãnh dẫn : 12
I.4.5. Khuôn tạo hình phun nhựa nhiệt rắn : 12
Phần II: 13
PHÂN TÍCH SẢN PHẨM NHỰA THÂN DAO RỌC GIẤY.. 13
II.1Công dụng sản phẩm : 14
II.2 Đặc điểm hình dạng , kết cấu sản phẩm: 14
II.3Yêu cầu kĩ thuật của sẩn phẩm : 15
II.4Vật liệu của sản phẩm: 15
II.4.1 Tính chất của PS: 15
II.4.2 Ứng dụng của PS. 16
II.5 Sản lượng sản xuất hàng năm : 17
PHẦN III: 18
GIỚI THIỆU PHẦN MỀM PRO ENGINEER WILDFIRE. 18
Giới thiệu phần mềm PRO/E WILDFIRE. 19
Phần IV: 26
TỔNG QUAN VỀ CÔNG NGHỆ LÀM KHUÔN VÀ PHÂN TÍCH THIẾT KẾ KHUÔN. 26
IV.1:Tổng quan về công nghệ làm khuôn. 27
IV.1.1: Định nghĩa về khuôn ép sản phẩm nhựa : 27
IV.1.2: Các bộ phận chính của khuôn và chức năng chính của chúng. 28
IV.1.3:Nguyên lý hoạt động của khuôn ép nhựa : 29
IV.2: Phân tích thiết kế khuôn. 30
IV.2.1:Trình tự thiết kế khuôn : 30
IV.2.2 Đặc điểm nổi bật công nghệ sản xuất khuôn: 31
IV.2.3 Chọn mặt phân khuôn. 32
IV.2.4 Chọn dạng khuôn, số lượng lòng khuôn,hình dạng lòng khuôn: 33
IV.2.5 Tính lực kẹp khuôn: 37
IV.2.6 Thiết kế các bộ phận cơ bản của khuôn : 38
IV.2.7. Thiết kế hệ thống làm nguội. 46
PHẦN V: 49
LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG MẢNH KHUÔN DƯỚI 49
V. QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHUÔN. 50
V.1 XÁC ĐỊNH DẠNG SẢN XUẤT. 51
V.2 NGUYÊN CÔNG 1. 51
V.3 NGUYÊN CÔNG 2. 52
V.4 NGUYÊN CÔNG 3: Gia công mặt B.. 113
V.5 NGUYÊN CÔNG 4: 119
V.6 NGUYÊN CÔNG 5: Gia công trên máy cơ. 120
V.7 NGUYÊN CÔNG 6: Gia công trên máy cơ. 124
V.8 NGUYÊN CÔNG 7: Đánh bóng lòng khuôn bằng giấy nhám.. 126
PHẦN VI: 128
HƯỚNG DẪN LẮP ĐẶT, SỬ DỤNG VÀ BẢO QUẢN KHUÔN. 128
VI.1 Hướng dẫn lắp đặt khuôn: 129
VI.2 Sử dụng khuôn: 130
VI.3 Bảo quản khuôn: 131
KẾT LUẬN.. 133
PHẦN I:
TỔNG QUAN VỀ SẢN PHẨM NHỰA VÀ GIỚI THIỆU CÔNG NGHỆ ÉP PHUN CHẾ TẠO SẢN PHẨM NHỰA.
I.1Vai trò của sản phẩm nhựa trong đời sống và trong công nghiệp:
Bằng cách quan sát thông thường nhất ,chúng ta có thể thấy có rất nhiều sản phẩm nhựa xung quanh chúng ta. Từ các sản phẩm đơn giản như: thước, viết, compa hay đồ chơi trẻ em…..cho đến các sản phẩm phức tạp như : bàn, ghế, vỏ tivi, vi tính hay các chi tiết dùng trong ô tô và xe máy…đều được làm bằng nhựa.
Ngày nay, vật liệu nhựa đã tạo ra được những sản phẩm đáp ứng những yêu cầu cao, các chi tiết máy dần dần được thay thế bằng nhựa làm cho giá thành chế tạo giảm xuống đáng kể, tiết kiệm được công sức chế tạo và vật liệu quí, trong khi khả năng làm việc của các chi tiết vẫn được đảm bảo như bánh răng, vỏ máy, vỏ xe... Hầu hết các sản phẩm này có hình dáng và màu sắc rất phong phú, chúng đã góp phần làm cho cuộc sống của ta thêm đẹp và tiện nghi hơn.
Tóm lại , nhu cầu về sản phẩm nhựa của con người là mãi mãi cho đến khi nào người ta có thể tìm ra một vật liệu khác có tính tương tự và tốt hơn có thể thay thế cho nhựa. Tuy nhiên , song song với nhu cầu ấy, điều chúng ta cần quan tâm nữa là phải sử dụng nhựa một cách hợp lí để tránh những hệ lụy không tốt cho môi trường.
I.2 Đặc điểm của dạng sản phẩm nhựa:
Nhìn chung , chúng ta biết các sản phẩm nhựa được sản xuất với quy mô hàng loạt lớn nên sản phẩm được tạo rất nhiều , đa phần chất lượng sản phẩm rất ổn định , tuổi thọ khá bền hơn nếu không gặp phải môi trường tính chất nhiệt , phạm vi sử dụng rất rộng rãi trong đời sống hằng ngày của chúng ta.
Với các tính chất như độ dẻo dai, nhẹ ,có thể tái chế, không có phản ứng hóa học với không khí trong điều kiện bình thường …vật liệu nhựa đã thay thế các vật liệu khác như :sắt, nhôm, gang , đồng thau….ngày càng đang cạn kiệt trong tự nhiên. Do đó nhu cầu sử dụng vật liệu nhựa trong tương lai là rất lớn.
I.3 Giới thiệu công nghệ chế tạo sản phẩm nhựa.
Quy trình công nghệ chế tạo thành phẩm từ chất dẻo có thể được mô tả theo sơ đồ sau:
- => (2) => (3) => (4) => (1)
Trong đó:
- (1): Trộn, cán, đùn, cắt hạt, ép nóng ® Nhựa hạt, nhựa tấm, thanh định hình, nhựa bột…
- (2): Đùn, đúc phun, đúc thổi, cán tráng, hút dẻo, dập dẻo, đúc rót ® Sản phẩm sơ cấp
- (3): Ghép nối, lắp ráp, hàn, phun phủ, gia công cơ khí ® Thành phẩm
- (4): Đập vỡ, nghiền, xay nhỏ ® Nguyên liệu tái sinh.
I.3.1.Công nghệ cán.
Qua trình cán là một trong những phương pháp sản suất của công nghiệp gia công chất dẻo mà trong đó vật liệu chất dẻo được chế tạo thành tấm hoặc màng.
Các máy cán thường sử dụng đó là các máy có 4 hoặc 5 trục cán xếp theo dạng chữ I, L, F, Z.
Về mặt nguyên lí thì hầu hết các chất dẻo đều cán được tuy nhiên người ta thường dùng các chất nhiệt dẻo sau đây để cán vì những loại vật liệu này thích hợp cho việc tạo ra màng mỏng, tấm.
PVC cứng và PVC mềm
Các copolyme từ PVC
Polistirol dai và ABS
Các ete Xenlulo
Các chất Polyolefin
Phương pháp cán được sử dụng rộng rãi và có ý nghĩa nhất là để gia công PVC cứng và PVC mềm và các copolyme từ PVC.
I.3.2. Công nghệ phủ chất dẻo.
Công nghệ tráng phân lớp được hiểu là quá trình phủ bọc lớp chất dẻo lên vật liệu cốt dạng tấm mềm dễ uốn ( như vải, giấy, sợi tự nhiên, sợi tổng hợp…)
Để tráng phủ lớp vật liệu cốt thì có nhiều phương pháp:
Phương pháp phết bằng dao phết: Nhờ dao phết chất dẻo ( bột nhão ) được phết lên vật liệu làm cốt đang dịch chuyển phía dưới dao phết.
Phương pháp tráng phân lớp bằng trục trụ tròn: sử dụng hệ thống nhiều trục tròn làm cho bột chất dẻo dãn ra một độ dài nhất định sau đó mang lớp chất dẻo này phủ lên vật liệu cốt.
Phương pháp tẩm nhúng: Vật liệu cốt được di chìm qua lớp bột PVC có độ nhớt nhỏ, lượng dư được các thanh gạt gạt xuống.
Tráng phủ bằng máy đùn: Cho chất dẻo nóng chảy từ máy đùn qua đầu đùn có khe rộng và phủ lên các vật liệu cốt. Sau đó chất dẻo cùng vật liệu cốt đi qua khe của các trục cán đang quay, chất dẻo được ép lên vật liệu cốt
Tráng phủ bằng phương pháp tiếp xúc: Vật liệu cốt cùng với chất dẻo được dẫn vào một khe hở thứ hai hoặc thứ ba của máy cán, khi đó các trục cán sẽ ép chất dẻo lên vật liệu cốt
Tháng phủ bằng phương pháp tiếp xúc: Sử dụng để tráng phân lớp cho chất dẻo PVC hoặc polyurethan.
I.3.3. Công nghệ đùn.
Từ chất dạng hột hoặc bột ta thu được sản phẩm sản xuất liên tục ví dụ như sản suất ống nhờ một thiết bị gọi là máy đùn.
Máy đùn thực chất là một phần trong dây truyền sản xuất, nó gồm có thiết bị tạo hình, bộ phận kéo sản phẩm, bộ phận thu sản phẩm hoặc cắt sản phẩm thành từng đoạn nhất định.
Về mặt nguyên lí thì tất cả các loại chất dẻo nhiệt dẻo đều có thể gia công đùn được. Song đối với khối chất dẻo nóng chảy cần phải có độ cứng nhất định, đó là điều cần thiết vì khi chúng ta khởi đầu định hình trong một thời gian ngắnphải giữ được hình dạng của nó.
Gia công đùn được sử dụng đối với sản lượng lớn, chủ yếu là các chất dẻo như PVC cứng, PVC mền, PE và PP.
I.3.4. Công nghệ tạo xốp chất dẻo.
- Xốp chất dẻo là một kiểu đặc biệt của hệ thống phối hợp khi không khí hoặc một loại khí nào đó được đem vào trong chất dẻo và được chia thành ba loại:
+ Xốp dẻo có cấu trúc đều đặn mà phần trong của nó được tạo xốp còn cấu trúc vỏ thì đặc.
+ Xốp cứng là loại xốp có độ đàn hồi nhỏ và độ giữ hình lớn
+ Xốp mềm là loại đàn hồi hơn và độ giữ hình dạng nhỏ hơn
- Để thực hiện quá trình tạo xốp người ta sử dụng cả chất dẻo lãn vật liệu cỏ bản trong ba dạng sau:
+ Nhiệt dẻo trong trạng thái nóng chảy:
+ Bột nhão và Polyme hạt.
+ Hai hoặc nhiều vật liệu ở trạng thái lỏng.
I.3.5. Công nghệ hàn chất dẻo.
Quá trình hàn chất dẻo là quá trình trong đó các mối liên kết chất nhiệt dẻo được thực hiện nhờ áp lực với việc sử dụng vật liệu hàn hoặc không sử dụng vật liệu hàn. Tuy nhiên nếu phân tử lượng của vật liệu quá lớn thì hầu như không thể hàn được.
I.3.6. Công nghệ dán chất dẻo.
Quá trình dán là phương pháp nối ghép hiện đại, bằng phương pháp này người ta có thể tạo ra những mối ghép khó có thể tháo được.
I.3.7. Công nghệ ép và ép phun.
I.3.7.1Công nghệ ép phun :
Một cách đơn giản nhất, công nghệ ép phun là quá trình phun nhựa nóng chảy điền đầy lòng khuôn. Một khi nhựa được làm nguội và đông cứng lại trong lòng khuôn thì khuôn được mở ra và sản phẩm được đẩy ra khỏi khuôn nhờ hệ thống đẩy. Trong quá trình này không có bất kỳ một phản ứng hóa học nào.
Quá trình ép là quá trình gia công trong đó vật liệu đã dẻo hoá sơ bộ hoặc đã được nung nóng sơ bộ tạo viên, được định lượng vào khoang khuôn. Sau đó ở nhiệt độ xác định sau khi khuôn đóng, dưới áp lực vật liệu ép được tiến hành tạo lưới thành sản phẩm.
Công nghệ ép phun khác với công nghệ thường ở chỗ vật liệu ép không đổ thẳng vào khoang khuôn mà được đổ vào khoang nung riêng, sau đó dến một nhiệt độ nhất định dưới tác dụng của Piston vật liệu được phun vào khoang khuôn kín.
Cả hai phương pháp trên dều thích hợp cho việc gia công các sản phẩm có kích thước lớn, đặc biệt bề dày thành nhỏ. Người ta sử dụng quá trình ép để gia công các vật liệu dẻo như tấm, bảng dày, bán thành phẩm bằng xốp và từ vật liệu có phân tử lượng rất lớn để tạo thành sản phẩm định hình. Nguyên công ép chủ yếu để gia công các sản phẩm từ các xốp chất dẻo, từ Polyolefin có phân tử lượng lớn như PE, PP, các chất dẻo họ Cellulo. Khi sản suất các sản phẩm định hình, phương pháp ép chỉ được sử dụng khi các phương pháp có năng suất khác không thể sử dụng được.
I.3.7.2 Quy trình công nghệ gia công sản phẩm nhựa băng công nghệ ép phun :
- Nguyên công 1: Chuẩn bị vật liệu.
+ Bước 1: Chuyển vật liệu ở dạng khối, tấm sang dạng hạt. Sử dụng máy nghiền nhằm nghiền nhỏ vật liệu. Hạt càng nhỏ thì khả năng phân bố càng đều hơn.
+ Bước 2: Trộn đều vật liệu. Sử dụng máy khuấy, máy trộn trục vít tạo ra sự chuyển động tương đối giữa các hạt trong vật liệu nhằm pha trộn đều.
+ Bước 3: Làm dẻo và nhuyễn hoá vật liệu. Vật liệu được trộn đều và sấy khô ở bước gia công trước được làm nóng chảy, sau đó nó được làm nhuyễn và tạo thể thống nhất.
+ Bước 4: Tạo hạt cho vật liệu. Vật liệu được tạo thành bằng 2 phương pháp: Tạo hạt nóng và nguội. Tạo hạt nóng được lắp thêm đầu đùn nhiều lỗ. Vật liệu qua đầu đùn được cắt thành những kích thước nhất định qua khoang chứa làm nguội và được làm nguội bằng nước hoặc không khí. Tạo hạt nguội bằng nước thì được đem đi sấy khô rồi đóng gói.
- Nguyên công 2: Quá trình đúc phun nhựa.
Vật liệu chất dẻo được cho vào phễu định hướng và cấp liệu phía trên xilanh của máy, rồi chảy vào rãnh trục vít trong xilanh. Do chuyển động quay của trục vít làm cho vật liệu được vận chuyển lên phía vòi phun. Trong suốt quá trình đó, vật liệu được cấp nhiệt từ thành xilanh do các nhân tố cung cấp như hơi nóng, điện trở
- Nguyên công 3: Quá trình đúc phun giữ áp suất ép nhựa và làm mát.
+ Lượng vật liệu cần thiết để điền đầy khoang tạo hình của khuôn được tập trung ở khoang trống trước trục vít. Trong quá trình điền đầy khuôn, vật liệu được đẩy theo rãnh trục vít về phía trước, áp lực tăng dần và đẩy khối vật liệu đã nóng chảy qua vòi phun vào khuôn.
+ Trong giai đoạn này dưới áp lực từ ngoài một lượng nhỏ vật liệu được thêm vào lòng khuôn và áp lực tăng theo chiều dọc khuôn. Khi vật liệu nguội gây ra hiện tượng co ngót và áp lực khuôn giảm xuống.
+ Áp lực ở các điểm khác nhau dọc theo khuôn không đồng đều áp lực trong khuôn. Ở giai đoạn này phụ thuộc vào áp lực do pittông đúc phun truyền cho và phụ thuộc vào kết cấu của máy.
+ Kết cấu của máy đúc phun có ảnh hưởng đến đặc trưng thay đổi áp lực trong khuôn. Đặc trưng thay đổi áp lực dọc theo khuôn phụ thuộc vào độ dầy khoang định hình của khuôn. Bề dày càng tăng thì càng dễ truyền lực. Tốc độ làm nguội càng lớn, độ nhớt của vật liệu càng tăng, giảm việc truyền việc áp lực.
+ Đặc trưng truyền áp lực vật liệu phụ thuộc nhiều vào nhiệt độ vật liệu. Nhiệt độ và độ chảy của vật liệu tăng tạo thuận lợi cho việc truyền áp lực, khi nhiệt độ giảm làm cho việc truyền áp lực gặp khó khăn.
- Nguyên công 4: Quá trình sau khi làm mát và mở khuôn.
Trong giai đoạn này áp lực trong khuôn nhỏ hơn so với giai đoạn tăng áp. Thay đổi áp lực trong giai đoạn này được quyết định bởi tốc độ làm nguội. Tốc độ làm nguội sản phẩm quyết định đại lượng ứng suất dư xuất hiện trong quá trình chảy, đồng thời ảnh hưởng đến sự hình thành ứng suất mới.
- Nguyên công 5: Quá trình khử bavia và làm sạch sản phẩm.
Khi sản phẩm được đưa ra khỏi khuôn thì quá trình cắt bavia và làm sạch sản phẩm được thực hiện. Tiếp đó là quá trình kiểm tra các khuyết tật như rỗ, co, nứt …
I.4 Các loại khuôn ép phun :
I.4.1. Khuôn 2 tấm.
Phương pháp dùng hai tấm rất thông dụng trong hệ thống khuôn, vì nó đơn giản. Tuy nhiên, đối với sản phẩm loại lớn không bố trí được miệng khuôn ở tâm, hoặc sản phẩm có nhiều miệng phun hoặc khuôn nhiều lòng khuôn, cần nhiều miệng phun ở tâm thì kết cấu khuôn có thể thay bằng hệ thống khuôn ba tấm.
Hình 1.1:Cấu tạo khuôn hai tấm [1]
1 - Bạc cuống phun 6 - Tấm khuôn sau
2 - Vòng định vị 7 - Tấm đỡ
3 - Tấm kẹp phía trước 8 - Tấm đẩy
4 - Tấm khuôn trước 9 - Khối đỡ
5 - Chốt dẫn hướng 10 - Bạc dẫn hướng
I.4.2. Khuôn ba tấm.
- Khuôn 3 tấm cũng được sử dụng khi cần thiết khi bố trí cổng nhựa ở trung tâm hoặc nhiều cổng nhựa cho các đường chảy riêng vào trong lòng khuôn. Đối với những chi tiết vách mỏng có dòng chảy nhựa rộng và dài. Hai hoặc nhiều cổng nhựa có hướng vào trong chi tiết có thể tạo nên lưu lượng dòng chảy bằng nhau và tránh được hiện tượng phân luồng dòng chảy. Khuôn 3 tấm rất phù hợp với nhiều trường hợp.
- Khuôn ba tấm gồm:
+ Khuôn sau.
+ Khuôn trước
+ Hệ thống thanh đỡ
Nó sẽ tạo ra hai khoảng sáng khi nó mở ra, một khoảng sáng để lấy sản phẩm ra và khoảng sáng kia để lấy kênh nhựa ra.
- Nhược điểm của hệ thống khuôn 3 tấm là khoảng cách giữa vòi phun của máy và lòng khuôn rất dài, nó làm giảm áp lực khi phun khuôn và tạo ra nhiều phế liệu của hệ thống kênh nhựa.
- Đối với những khuôn phức tạp, độ cứng vững của các phần khuôn là rất quan trọng và khi lắp rắp phải cẩn thận và bảo đảm từng bước lắp ráp diễn ra suôn sẻ. ứng suất được gây ra bởi lực kẹp khuôn có thể đủ lớn và có thể là nguyên nhân gây ra các biến dạng. Chúng cần được kiểm tra sử dụng phân tích sức bền vật liệu để duy trì bảo đảm những biến dạng của khuôn không vượt quá lượng biến dạng cho phép của khuôn. Trong trường hợp đặc biệt, khi lực kẹp vượt quá mức cho phép thì có thể làm biến dạng những chi tiết của khuôn, biến dạng đó đủ để co giãn đàn hồi trở lại, lúc đó sự đẩy ra lớn hơn độ co của nhựa và kết quả là bị kẹt. Đối với họ khuôn bố trí nhiều lòng khuôn, các lòng khuôn được bố trí ở nhiều nơi khác nhau, cố gắng đảm bảo vị trí các khoảng cách giữa các lòng khuôn bằng nhau càng tốt để tạo lực lực ép đều trên khuôn. Sự cân bằng tốt nhất khi tổng momen của lực ở các sản phẩm về trục của khuôn bằng không.
Hình 1.2:Khuôn ba tấm [1]
I.4.3. Khuôn nhiều tầng:
Khi yêu cầu một số lượng sản phẩm lớn và để giữ giá thành sản phẩm thấp, hệ thống khuôn nhiều tầng được chế tạo để giữ lực kẹp của máy thấp (nghĩa là sử dụng cho loại máy có kích thước nhỏ). Với loại hệ thống khuôn này chúng ta có một hệ thống đẩy ở mỗi mặt của khuôn.
Hình 1.3: Khuôn nhiều tầng [1]
I.4.4. Khuôn không rãnh dẫn :
Đặt máy gia nhiệt vào vùng ống dẫn hoặc rãnh dẫn và gia nhiệt bộ phận này. Khuôn này có kết cấu như khuôn ba tấm phát triển lên, nó luôn giữ vật liệu ở trạng thái lưu động sao cho không đông cứng nguyên liệu lỏng.
I.4.5. Khuôn tạo hình phun nhựa nhiệt rắn :
Kết cấu không khác nhiều so với khuôn phun nhựa nhiệt dẻo. Hầuu hết dùng ở dạng khuôn hai tấm. Luôn gia nhiệt ở nhiệt độ cao, cổng rót và rãnh dẫn tương đối lớn.Phần II:
PHÂN TÍCH SẢN PHẨM NHỰA THÂN DAO RỌC GIẤY
II.1Công dụng sản phẩm :
+ Tạo sản phẩm là dao rọc giấy dùng cho sinh hoạt hàng ngày của con người.
+ Tạo các biên dạng có nhiều thù hình khác nhau, góp phần tô điểm cho nhu cầu cuôc sống.
+ Dụng cụ văn phòng phẩm cần thiết dùng để cắt giấy.
+ Dao rọc giấy: Bén ngót, lưỡi thay siêu rẻ tiền, tựa lực tốt, dùng để cắt đường thẳng trên giấy dày là số một.
II.2 Đặc điểm hình dạng , kết cấu sản phẩm:
+ Thân dao rọc giấy được thiết kế giống biên dạng hình khối chữ nhật , thiết kế đẹp, nhỏ gọn sắc xảo.
+ Sản phẩm than giao rọc giấy gồm các đường lượn cong, các bậc giúp trang trí cho them phần cứng vững và sinh động.
Hình II.1 Thân dao rọc giấy.
II.3Yêu cầu kĩ thuật của sẩn phẩm :
- Sản phẩm sau khi bơm đạt hình dạng tốt nhất mà ít tốn công sửa lại.
- Sản phẩm sau khi phun không không tồn tại khuyết tật như: cong , vênh, rỗ khí, vật phun bị ngắn, có tồn tại đường hàn, hỏm co.
- Đảm bảo độ nhám bề mặt sản phẩm .
- Cơ tính ổn định ở nhiệt độ thấp -100C
- Không gây độc hại cho người sử dụng.
- Sử dụng loại vật liệu thông dụng nhất.
- Căn cứ vào các đặc tính sử dụng đó ta sử dụng vật liệu để làm than dao rọc giấy là nhựa PS có độ co ngót là 0.5%. Căn cứ vào để thiết kế hình dạng khuôn để sau khi ép tạo ra sản phẩm đạt yêu cầu.
II.4Vật liệu của sản phẩm:
+ Sản phẩm được chế tạo bằng nhựa PS (Polystiren).
+ Polyetylen được điều chế bằng phản ứng trùng hợp stiren.
+ Công thức cấu tạo của Polystiren: (-CH[C6H5]-CH2-)
+ Tỷ trọng: 1.05 - 1.06 g/cm3
+ Nhiệt độ làm việc lâu dài 70-75 (0C)
II.4.1 Tính chất của PS:
Tính chất về nhiệt :
+ Nhiệt độ của khuôn (0C): 10-75
+ Nhiệt độ cuối piston- trục vít (0C): 200-280
Tính chất cơ học :
+ Tính chất cơ học của PS phụ thuộc vào mức độ trùng hợp, PS có trọng lượng phân tử thấp, rất giòn và có độ bền kéo thấp.
+ Độ giãn dài tương đối tăng khi đạt tới nhiệt độ 80oC.
+ Độ co ngót của vật liệu PS (%): 0,3-0,6
+ Đa số các sản phẩm làm từ họ nhựa styrene gia công ép phun. Nhựa styrene có độ co rút nhỏ, độ chính xác kích thước cao. Nhựa styrene có biến tính cao su có ưu điểm tạo sản phẩm lớn do dòng chảy tốt.
+ Các loại nhựa styrene có tính chất dẫn điện rất tốt, khả năng đúc các chi tiết chính xác cao, giá thành vừa phải. Chúng dùng cho các áp dụng cách điện, các phần kết cấu của công nghệ điện tử và truyền thông: như điện thoại ( vỏ bọc ABS, các phần bên trong SB và SAN ).
BảngII.1: Thông số kĩ thuật của một số chất dẻo thông dụng
|
Nhựa |
Tên gọi |
Nhiệt độ khuôn (0C) |
Nhiệt độ tại vòi phun(0C) |
Nhiệt độ phá hủy (0C) |
Độ co ngót (%) |
|
ABS |
Styrene co-polymers |
10-80 |
220-270 |
310 |
0,4 - 0,7 |
|
PA6 |
Poly amide (nylon 6) |
50-80 |
250-280 |
320-330 |
0,5 - 2,2 |
|
PS |
Poly styrene |
10-75 |
200-280 |
250 |
0,3 - 0,6 |
|
PP |
Poly propylene |
10-80 |
220-235 |
280 |
1,0 - 2,5 |
|
PVC |
Poly vinyl clorid |
20-60 |
170-200 |
180-220 |
0,5 |
II.4.2 Ứng dụng của PS.
PS là các hợp chất cao phân tử, được dùng làm vật liệu để sản xuất nhiều loại vật dụng trong đời sống hằng ngày cho đến những sản phẩm công nghiệp, gắn với đời sống hiện đại của con người. Chúng là những vật liệu có khả năng bị biến dạng khi chịu tác dụng của nhiệt, áp suất và vẫn giữ được sự biến dạng đó khi thôi tác dụng. là loại nhựa được sử dụng số lượng lớn, giá rẻ, dùng nhiều trong những vật dụng thường ngày, như : viết, thước. dao rọc giấy,…
PHẦN III:
GIỚI THIỆU PHẦN MỀM PRO ENGINEER WILDFIRE
Giới thiệu phần mềm PRO/E 5 WILDFIRE
Hiện tại, thị trường phần mềm đồ họa trên thế giới rất đa dạng, việc lựa chọn phần mềm nào để phục vụ tốt cho công việc thực sự là một điều khó khăn. Tuy nhiên, có năm chỉ tiêu cần biết khi chọn phần mềm là:
- Tính linh hoạt. - Tính khả thi. - Tính đơn giản.- Tính biểu diễn được & tính kinh tế.
Một trong những phần mềm có được những tính năng trên như Catia, Unigraphics NX, I-deas, Pro/Engineer Wildfire….Đây là bốn phần mềm được đánh giá là rất mạnh và rất nổi tiếng trong lĩnh vực CAD/CAM/CNC. Tùy vào thế mạnh của mỗi phần mềm mà chúng có những ứng dụng chuyên biệt: Catia, Unigraphics NX phục vụ triệt để cho ngành công nghiệp hàng không, ôto, tàu thủy. Pro/Engineer phục vụ rất tốt cho ngành cơ khí khuôn mẫu ( thiết kế và gia công) như khuôn dập, khuôn rèn, khuôn nhựa…. Pro/E có một lợi thế là giá rẻ nên đã chiếm lĩnh các thị trường hạng trung và cao.
Hiện nay, số người sử dụng Pro/E trên thế giới rất nhiều, kể cả Việt Nam (chiếm trên 75%) nên chúng ta sẽ có cơ hội học hỏi, trao đổi lẫn nhau những vấn đề liên quan đến CAD/CAM với thế giới bên ngoài. Do vậy, việc chọn học Pro/E là một hướng đi tốt cho chúng ta trước khi vào nghề và cũng là cách duy nhất để chúng ta nắp bắt, đuổi kịp trình độ công nghệ của thế giới.
Pro/E là phần mềm của hãng Prametric Technology, Corp. Một phần mềm thiết kế theo tham số, có nhiều tính năng rất mạnh trong lĩnh vực CAD/CAM/CAE, nó mang lai cho chúng ta các khả năng như:
- Mô hình hóa trực tiếp vật thể rắn
- Tạo các môdun bằng các khái niệm và phần tử thiết kế.
- Thiết kế thông số.
- Sử dụng cơ sở dữ liệu thống nhất.
- Có khả năng mô phỏng động học, động lực học kết cấu cơ khí
Phần mềm Pro/Engineer có các modun sau:
Pro/DETAIL: môdun tạo trực tiếp mô hình 3D của các bản vẽ thiết kế chuẩn cho phân xưởng và chế tạo trong đó đảm bảo liên kết 2 phía giữa các bản vẽ và modun 3D.
Pro/ASSEMBLY: tạo điều kiện thiết lập dễ dàng chi tiết vào hệ thống và dưới hệ thống. Nó hỗ trợ cho phần lắp ráp và lắp ráp nhóm, giải quyết tình huống xung đột, thiết kế thay đổi…
Pro/SHEETMETAL: môdun hỗ trợ thiết kế những chi tiết có dạng tấm, vỏ, và hỗ trợ cho việc tạo lập các chi tiết phát triển kể cả chuẩn bị cho chương trình NC cho sản xuất.
Pro/SURFACE:modun hỗ trợ vẽ, tạo các mặt tự do( Free Form), xử lý các mặt cong và bề mặt phức tạp.
Pro/MANUFACTURING: bao gồm dữ liệu NC, mô phỏng, format dư liệu CL.
Pro/MESH: hỗ trơ tái tạo mạnng lưới cho việc phân tích phần tử hữu hạn (FEA), xác định điều kiện biên, gắn liền với ANSYS, PATRAN, NASTRAN, ABAQUS, SUPERTAB và COSMOS/M.
Pro/MECHANICA: Mô phỏng động học, kiểm nghiệm ứng suất, chuyển vị, biến dạng tuyến tính và phi tuyến, xác định và dự đoán khả năng phá hủy vật liệu…
Pro/INTERFACE: tạo điều kiện gắn với các hệ CAD khác như: iges, dxf, vdafs, render, SLA…
Pro/PROJECT: xác định để điều khiển dự án thiế kế và tổ hợp một số đội thiết kế và lập dư án.
Pro/FEATURE: Mở rộng khả năng thiết lập những phần tử thiết kế bằng thư viện của các bộ phận, nhóm, tái tạo các hình dạng chuẩn và dưới nhóm.
Pro/DESIGN: Hỗ trợ thành lập mô hình 3D, sơ đồ khối, xây dựng kế hoạch thiết kế và mối quan hệ phụ thuộc, giúp cho sự phân tích nhanh và hiệu quả và sắp xếp phương án.
Pro/LIBRARY: Modun chứa thư viện rộng lớn của các phần tử trên chuẩn ( chi tiết, phần tử thiết kế tiêu chuẩn, dụng cụ, khớp nối…), có thể bổ sung hoặc hiệu chỉnh.
Pro/VIEW: Môdun tạo điều kiện kiểm tra mô hình hóa chi tiết và hệ thống từ một hướng quan sát bất kì, phóng độn, ảo ảnh. Sử dụng để có cái nhìn nhanh tổng thể để đạt được kết quả hoặc mục đích phòng ngừa.
Pro/MOLD: Module thiết kế khuôn.
Pro/DEVELOP (Pro/PROGRAM): môdun hỗ trợ việc lập trình ứng dụng riêng. Chứa các thư viện của hàm số C, thư viện chương trình con củ ngôn ngữ lập trình FORTRAN và đặc biệt tiếp cận được với cấu trúc thiết lập các hệ thống và cấu trúc dữ liệu của hệ thống. Ngoài ra, Pro/E còn có Pro/CASTING, Pro/LEGACY, Pro/TOOLKIT, Pro/PiPe…
Với những tính năng đã giới thiệu ở trên cho thấy: “Pro/Engineer là một phần mềm CAD/CAM/CAE rất mạnh, có khả năng mô hình hóa các chi tiết phức tạp như các loại máy xúc, máy đào đất, ô tô, các biên dạng vỏ tàu thủy… khả năng lắp ráp lớn và rất tối ưu trong thiết kế”.
Phần IV:
TỔNG QUAN VỀ CÔNG NGHỆ LÀM KHUÔN VÀ PHÂN TÍCH THIẾT KẾ KHUÔN.
IV.1:Tổng quan về công nghệ làm khuôn
IV.1.1: Định nghĩa về khuôn ép sản phẩm nhựa :
+ Khuôn là dụng cụ tạo hình để sản xuất một sản phẩm với hình dạng và kích thước đã định , kích thước và kết cấu của khuôn phụ thuộc vào kích thước và hình dáng của sản phẩm.
+ Khuôn gồm nhiều chi tiết lắp ghép với nhau trong đó vật liệu được điền đầy vào phần rỗng của khuôn. Phần rỗng của khuôn được tạo thành bởi hai phần khuôn. Phần trên được khoét rỗng gọi là lòng khuôn, phần dưới xác định hình dạng trong khuôn gọi là lõi khuôn. Lòng khuôn và lõi khuôn tiếp xúc với nhau qua mặt phân khuôn.
+ Có nhiều loại khuôn khác nhau, mỗi loại khuôn đều có những đặc điểm kết cấu đặc trưng song đối với khuôn cho các vật liệu nhựa thì kết cấu cơ bản gồm các phần sau:
+ Vùng lòng khuôn; + Bộ phận dẫn vật liệu;
+ Thiết bị đẩy lấy sản phẩm; + Bộ phận điều tiết nhiệt độ khuôn;
+ Bộ gá lắp khuôn vào máy; + Chi tiết khuôn cơ bản;
+ Vùng lòng khuôn là vùng trực tiếp tạo ra sản phẩm và được hình thành từ lòng khuôn và lõi khuôn. Do hình dáng lòng khuôn, độ chính xác kích thước và trạng thái bề mặt có ý nghĩa đến chất lượng sản phẩm, nên lòng khuôn là bộ phận quan trọng nhất. Cấu tạo vùng lòng khuôn có quan hệ sâu sắc với bộ phận dẫn liệu và ứng với các phương pháp tạo hình khác nhau mà có kết cấu khuôn đặc thù khác nhau.
+ Sản phẩm được tạo hình giữa hai phần của khuôn. Khoảng trống ở giữa hai phần khuôn được điền đầy nhựa và nó sẽ mang hình dáng sản phẩm. Phần lõm vào sẽ xác định hình dạng ngoài của sản phẩm được gọi là lòng khuôn, phần xác định hình dạng bên trong của sản phẩm được gọi là lõi. Phần tiếp xúc lõi và lòng khuôn gọi là đường phân khuôn.
+ Ngoài ra khuôn còn có các bộ phận khác.
IV.1.2: Các bộ phận chính của khuôn và chức năng chính của chúng
+ 1. Tấm kẹp trước: Kẹp phần cố định của khuôn lên bệ máy.
+ 2. Tấm khuôn trên: Là phần cố định của khuôn tạo thành phần trên và phần bên của sản phẩm.
+ 3. Vòng định vị: Đảm bảo vị trí của rãnh dẫn nhựa vào đầu phun.
+ 4. Bạc cuống phun: Nối vòi phun với kênh dẫn nhựa.
+ 5. Sản phẩm.
+ 6. Bộ định vị
+ 7. Tấm đỡ: Giữ cho mảnh ghép của khuôn không bị rơi ra ngoài
+ 8. Khối đỡ: Dùng làm phần ngăn giữa tấm đỡ và tấm kẹp phía sau để cho tấm đẩy hoạt động được.
+ 9. Tấm kẹp sau: Kẹp phần khuôn chuyển động lên bệ máy sau.
+ 10. Chốt đẩy: Dùng để đẩy sản phẩm ra khỏi khuôn khi khuôn mở.
+ 11. Tấm giữ: Giữ chốt đẩy và tấm đẩy.
+ 12. Tấm đẩy: Đẩy chốt đồng thời với quá trình đẩy.
+ 13. Bạc dẫn hướng chốt: Giảm mài mòn gây hỏng cho chốt.
+ 14. Chốt hồi về: Đẩy tấm đẩy kéo các chốt đẩy trở lại vị trí ban đầu.
+ 15. Ty: là phần chuyển động của khuôn tạo nên phần trong của khuôn.
+ 16. Chốt đỡ: Đỡ hệ thống đẩy.
+ 17. Tấm khuôn dưới: Là phần chuyển động của khuôn tạo nên phần dưới và phần bên của sản phẩm.
+ 18. Bạc dẫn hướng: Dẫn hướng chính xác và giảm mài mòn cho chốt.
+ 19. Chốt dẫn hướng: Định vị hai nửa khuôn ghép đúng khi đóng khuôn.
IV.1.3:Nguyên lý hoạt động của khuôn ép nhựa :
Ta đã biết khuôn là dụng cụ tạo hình để sản xuất một sản phẩm với hình dạng và kích thước đã định. Nó được lắp ráp từ nhiều chi tiết cơ khí khác nhau. Khi khuôn được lắp với các bộ phận cung cấp chuyển động thích hợp ( máy ép nhựa ), nó sẽ có khả năng đóng mở khuôn theo một chu trình xác định, để tạo ra được những khoảng không gian hợp lý có tác dụng tạo hình cho sản phẩm hoặc tạo khoảng không gian cần thiết để sản phẩm thoát ra khỏi khuôn một cách dễ dàng (không phải ngừng máy ,sản phẩm ra một cách tự động) sau khi đã có hình dạng đạt yêu cầu. Nhờ đó mà năng suất ép ra sản phẩm nhựa rất cao.
Quy trình ép ra sản phẩm nhựa trên máy ép nhựa như sau :
V
Hình III-1:Trình tự ép sản phẩm nhựa trên máy ép nhựa nằm ngang
Bước 1: Ban đầu hệ thống thủy lực của máy ép nhựa thực hiện chuyển động đóng khuôn để tạo khoảng không gian đóng kín, lúc này dòng nhựa đã được cụm hóa dẻo (Xylanh hoặc Piston) hóa lỏng bơm vào có nhiệt độ và áp suất cao chảy qua cuống phun vào khuôn thực hiện công việc điền đầy lòng khuôn. Cụm đóng khuôn của máy ép vẫn phải tác dụng vào khuôn một lực lớn (lực ép khuôn ) để không có một chút chất dẻo nào được chảy ra tại bề mặt phân khuôn (gây tổn thất nhựa và tạo phế phẩm ).
Sau khi nhựa đã được bơm vào lòng khuôn thì hệ thống làm mát (không khí, nước , dung dịch làm mát ) hoạt động thực hiện công việc làm nguội nhựa ,làm cho quá trình nhựa từ trạng thái lỏng chuyển sang trạng thái rắn nhanh hơn ( nâng cao năng suất làm việc). Do đó mà sau khi điền đầy khuôn nhựa bắt đầu đông cứng lại.
Bước 2: Tiếp theo là khuôn được mở ra, khuôn trên tĩnh. Khuôn dưới di động, khuôn mở tới một giới hạn cho trước chạm vào Ti Lối (Ti Lối máy ép cố định).
Bước 3: Hệ thống XiLanh-Piston (được cố định vào khuôn dưới) kéo bộ phận cụm ty ra khỏi lòng khuôn tới vị trí giới hạn cho trước và dừng lại.
Bước 4: Khuôn dưới di chuyển tiếp tục làm cho hệ thống đẩy hoạt động đẩy sản phẩm ra khỏi khuôn nhờ cơ cấu Ti Lối của khuôn.
Bước 5: Quá trình lặp lại để chế tạo sản phẩm tiếp theo.
IV.2: Phân tích thiết kế khuôn
IV.2.1:Trình tự thiết kế khuôn :
Để hạn chế bớt sự bất cập giữa nhu cầu từ phía khách hàng và điều kiện sản xuất thực tế tại nhà máy, tăng hiệu quả của công việc thiết kế. Ta nên lập ra trình tự các công việc cần phải tiến hành sau khi nhận được số liệu về đơn đặt hàng để có thể thiết kế và chế tạo một sản phẩm khuôn đạt yêu cầu.
IV.2.2 Đặc điểm nổi bật công nghệ sản xuất khuôn:
Điểm nổi bật nhất của công nghệ sản xuất khuôn mẫu là thuộc dạng sản xuất đơn chiếc,hàng loạt vừa.Bởi vì khuôn dùng để định hình cho một loại sản phẩm có hình dạng ,vật liệu đã được xác định từ trước. Cho nên khi mà sản phẩm có sự thay đổi một trong hai yếu tố:hình dạng hoặc vật liệu thì ngay lập tức khuôn cũ không sử dụng được nếu muốn sử dụng tiếp thì cần phải tiến hành gia công sữa chữa lại khuôn ,chi phí cho công việc này không hề nhỏ.
Hơn thế nữa trong khuôn lại có các chi tiết , bộ phận đòi hỏi có biên dạng chế tạo rất phức tạp ( hình dạng của sản phẩm phức tạp: mặt định hình , lỗ , rãnh hẹp lại sâu ) đồng thời lại đòi hỏi rất cao về chất lượng sau gia công giữa các chi tiết với nhau (do phải lắp ráp) , giữa các vị trí cần gia công khác nhau trên cùng một sản phẩm. Cho nên máy móc sử dụng để gia công chế tạo trong lĩnh vực khuôn mẫu không những có độ linh hoạt và vạn năng mà còn độ chính xác đạt được cũng phải tốt. Điều này nếu chỉ sử dụng các biện pháp công nghệ truyền thống như: Phay, tiện, bào, mài, đúc, hàn, rèn thì gia công sản phẩm khuôn đạt yêu cầu thì rất khó khăn, thậm chí là không thể gia công được, nếu gia công thì bài toán kinh tế cũng không cho phép.
Thế nhưng nhờ áp dụng được từ những thành tựu mới từ khoa học như : Điện tử, vật lý, toán học, vật liệu vào ngành cơ khí đã tạo ra được phương pháp gia công mới như là: Gia công tia lửa điện, gia công tia nước, gia công bằng lazer hay là các công cụ máy có khả năng linh hoạt hơn như : máy NC (máy điều khiển số), máy CNC (máy điều khiển số có sự trợ giúp của máy tính) ,máy gia công bằng phương pháp phóng tia lửa điện(máy cắt dây,máy gia công xung. Nhờ sử dụng của các loại máy đó ta có thể gia công được các bề mặt định hình phức tạp, có độ chính xác cao hay là các loại vật liệu có độ cứng cao mà các biện pháp truyền thống khó hoặc không thể gia công được.
IV.2.3 Chọn mặt phân khuôn
Mặt phân khuôn là bề mặt phân cách giữa hai nữa khuôn với nhau. Nó được chọn thế nào để :
+ Tạo điều kiện cho việc thiết kế và chế tạo hai lòng khuôn được thuận lợi nhất trong điều kiện cụ thể.
+ Hình dạng của sản phẩm sau khi ép ra phải có hình dạng đẹp nhất, tốn ít nguyên liệu , tốn ít công sửa chữa nhất.
+ Sản phẩm sau khi làm nguội lấy ra nhanh và dễ nhất.
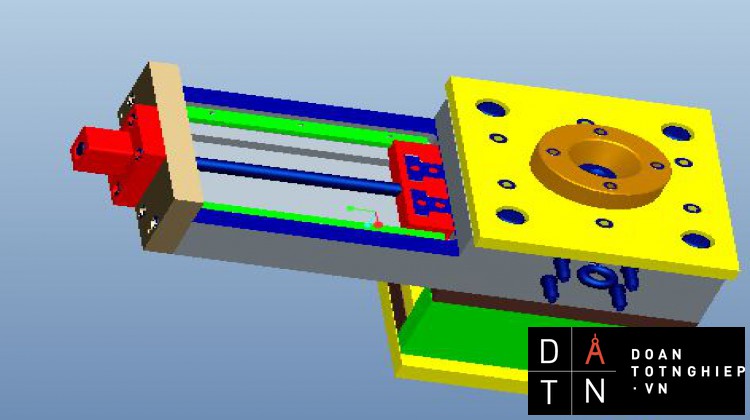
+ Ta sẽ tạo mặt phân khuôn để tách sản phẩm than dao rọc giấy ra thành 2 phần: mãnh khuôn trên và mãnh khuôn dưới.(tương ứng nữa trên và nữa dưới của chi tiết). hình IV.
Hình IV.1 Hình dạng chi tiết than dao rọc giấy.
IV.2.4 Chọn dạng khuôn, số lượng lòng khuôn,hình dạng lòng khuôn:
Chọn dạng khuôn :
Từ kích thước của sản phẩm ta dùng một điểm để phun vào sản phẩm và kênh dẫn nhựa không nằm trong lòng khuôn, ta chon kiểu khuôn 2 tấm.
Số lượng lòng khuôn:
+ Từ kích thước sản phẩm ta bố trí hai sản phẩm trong hai lòng khuôn.
+ Các yếu tố quyết định số lòng khuôn (số sản phẩm trên 1 khuôn):
- Kích thước đầu phun của máy ép
- Kích thước,hình dáng sản phẩm
- Tốc độ hóa dẻo
- Lực kẹp cần thiết để thắng áp lực phun của nhựa vào lòng khuôn
- Diện tích lớn nhất của thớt máy
- Yêu cầu của khác hàng về thời gian (sản lượng hàng tháng,hàng năm)
- Số lượng sản phẩm
- Trình độ sản xuất
- Các công thức xác định số lòng khuôn
4.2.1. Theo công suất phun của máy
Trong đó:
VPmax : Thể tích phun lớn nhất của máy (cm3)
VSP : Thể tích sản phẩm (cm3)
VCP : Thể tích cuống phun (cm3)
VRD : Thể tích rãnh dẫn (cm3)
4.2.2. Theo tốc độ phun
Với 0,4ncs < ntd < 0,8nc
Trong đó:
vdn : tốc độ dòng nhựa (cm3 /ph)
nP : số phần phun (lần/ph) V: Thể tích sản phẩm + rãnh dẫn (cm3
4.2.3. Dựa vào lực kẹp lớn nhất:
Trong đó:
Fo : Lực kẹp lớn nhất của máy (KN)
f :hệ số an toàn.Tường chọn f = 1.2 – 5 Pi : áp suất phun lớn nhất (MPA)
A : tổng diện tích hình chiếu khuôn và rãnh dẫn
4.2.4. Công thức 4.2.3 còn có thể được tính theo cách đơn giản hơn như sau: (tấn)
Trong đó:
400: áp lực nhựa trung bình trong lòng khuôn (lấy theo giá trị thực nghiệm)
Như vậy,áp dụng công thức 4.2.4, ta sẽ tính được lực kẹp khuôn tối thiểu cho 1 lòng khuôn là:
=13.15 (tấn)
Đối với máy ép hiện có ( 120 tấn) dùng để ép ra sản phẩm này,ta tính ra được số lòng khuôn =120/13.15= 9 (lòng khuôn)
Tuy nhiên vì yêu cầu sản lượng hàng năm không nhiều (khoảng 20 ngàn SP/năm) nên ta chọn số lòng khuôn = 2để tiết kiệm vật liệu và chi phí gia công
Xác định hình dạng lòng khuôn:
Hình dạng lòng khuôn phải phù hợp với biên dạng của sản phẩm cần chế tạo và bề mặt phân khuôn đã lựa chọn. Cho nên căn cứ vào hình dạng và đặc tính vật lý của vật liệu sử dụng để làm ra sản phẩm ta sẽ xác định được hình dạng cần thiết của mỗi lòng khuôn. Hình IV.1
Hình IV.2 Khuôn trên
Hình IV.3 Khuôn dưới
Sau khi xác định kích thước của biên dạng mà mỗi lòng khuôn cần phải có. Ta sẽ xác định được kích thước của phôi thép có dạng tấm có kích thước phù hợp để chế tạo. Bởi vì trên tấm khuôn còn phải thiết kế một số cơ cấu đặc biệt. Do đó đối với tấm khuôn trên thì lựa chọn phôi kích thước 180 x 180 x 30 mm, còn tấm phôi khuôn dưới có kích thước 355 x 180 x 40 mm.
IV.2.5 Tính lực kẹp khuôn:
Ứng dụng phần mền Mold Flow để phân tích khuôn ép phun.
- Đường kính đường dẫn nước:
- Thời gian điền đầy:
- Thời gian làm nguội:
- Áp suất điền đầy:
- Lực kẹp tối đa:
- Vị trí lỗ phun:
- Phân bố nhiệt sản phẩm sau điền đầy:
- .......................................
PHẦN VI:
HƯỚNG DẪN LẮP ĐẶT, SỬ DỤNG VÀ BẢO QUẢN KHUÔN.
VI.1 Hướng dẫn lắp đặt khuôn:
- + Theo qui tắc chung , phải kiểm tra các sau đây trước khi lắp đặt khuôn:
+ Đối với khuôn đã được sử dụng từ trước cần xem thử nó đã được sử chữa hư hỏng nào chưa ?
+ Kiểm tra đầu vào và đầu ra của kênh nước bằng cách thổi khí nén để chắc chắn rằng kênh nước thông thoáng và sạch sẽ.
+ Kiểm tra và chắc chắn rằng vòng định vị ăn khớp chính xác với lỗ ở tâm của tấm khuôn cố định. Điều đó sẽ đảm bảo độ thẳng hàng của cuống phun và vòi phun.
+ Kiểm tra xem chiều cao tổng của khuôn có vượt quá có vượt quá khoảng sáng của máy không.
+ Kiểm tra xem khoảng cach max giữa các tấm khuôn có đủ để tháo sản phẩm không.
+ Kiểm tra giá trị lực kẹp khi gia công.
- Tiến hành kiểm tra độ song song của hai tấm khuôn trước khi lắp ráp khuôn. Kiểm tra xem các bulong kẹp an toàn có chắc chắn không, các trụ đỡ có bám bụi bẩn hoặc phoi kim loại không.
- Đặt khuôn ở trạng thái hai nửa đóng lại với nhau. Điều này ngăn ngừa hai khuôn đặc biệt là lõi khuôn bị các hư hỏng có thể xảy ra trong quá trình lắp ráp khuôn.
- Không nên cố gắng tiến hành lắp ráp khuôn nặng bằng tay. Cần sử dụng máy nâng, cần cẩu thích hợp hoặc các cơ cấu xích ròng rọc. Xích ròng rọc có thể điều khiển chậm nhưng lại rất thích hợp cho công việc lắp ráp khuôn.
- Giữ cho xích cùng với khuôn cho đến khi cả hai nửa khuôn đã gắn chặt vào các tấm khuôn. Đối với khuôn nặng, đó là một thực tế tốt để tránh hiện tượng kẹt bulong lắp ở tấm di động để tránh bất kì một chuyển động đi xuống nào của khuôn trong quá trình di chuyển.
- Trong lúc tháo khuôn không bao giờ được gõ búa vào khuôn trong khi các bulong an toàn vẫn còn đóng chặt, nếu không sẽ làm hỏng khuôn và bộ phận máy nối với khuôn. Trong khi khuôn vẫn còn được giữ bởi xích, chỉ nới lỏng một nửa số bulong an toàn và làm các điều chỉnh cần thiết thông qua các bulong kích.
- Quá trình lắp khuôn than dao rọc giấy:
7.1. Lắp nữa khuôn trên:
+ Tiến hành lắp lòng khuôn trên với tấm đế trên bằng vít đầu chìm M8 được cụm chi tiết 1.
+ Lần lược tiến hành lắp các chi tiết bạc cuốn phun, vòng định vị, bằng vít M6 lên cụm chi tiết 1.
+ Lắp bạc dẫn hướng lên tấm trung gian và cụm chi tiết1.
7.2. Lắp nữa khuôn dưới:
+ Dùng chốt dẫn hướng và vít đầu chìm M8 lấp tấm dưới và tấm trung gian lại với nhau được cụm chi tiết 2.
+ Lắp cụm chi tiết 1 lên bốn chốt dẫn hướng của cụm chi tiết 2.
+ Lắp lòng khuôn dưới với gối đỡ, tấm đế dưới bằng vít M10 được cụm chi tiết 3.
+ Lần lược lắp các chi tiết, tấm giữ, tấm đẩy, chốt đẩy, chốt hồi cụm chi tiết 4.
+Lắp cụm vào cụm 3 được nữa khuôn dưới.
7.3. Lắp nữa khuôn trên lên 4 chốt dẫn hướng của nữa khuôn dưới.
VI.2 Sử dụng khuôn:
- Để đảm bảo chất lượng sản phẩm tốt nhất, khuôn phải được duy trì ở nhiệt độ làm việc của nó.
- Khi tháo khuôn bằng tay không nên sử dụng các dụng cụ kim loại cứng hoặc có cạnh sắc để tránh xây xước bề mặt khuôn hoặc các cạnh sắc này có thể làm hỏng bề mặt phân khuôn, tạo ra khe hở dọc theo đường phân khuôn.
- Không bao giờ sử dụng búa gõ để tháo khuôn.
- Không được sờ tay trực tiếp vào bề mặt nhẵn bóng của khuôn không để lại dấu vân tay để khỏi gây hiện tượng bè mặt phân khuôn bị ăn mòn.
- Người thợ đứng vận hành phải xem xét khuôn có sẵn sàng làm việc không.
- Nếu máy không được sử dụng qua đêm thì cần bôi lên bề mặt nhẵn bóng của khuôn một lớp mỏng kerosin hoặc turpenline.
- Khi không làm việc, tất cả khuôn có các phần tử lò xo cần được để ở trạng thái thải lỏng.
- Khuôn không hoạt động cần để ở trạng thái mở nhưng được che phủ bằng vải khô.
- Trước khi nghỉ cần để cho hệ thống nước làm nguội khuôn tiếp tục vận hành cho đến khi khuôn được làm nguội hoàn toàn.
VI.3 Bảo quản khuôn:
- Cần phải giữ sản phẩm cuối cùng được tháo ra khỏi khuôn để tham khảo cho bất kì sự sửa chữa nào cần thiết. Cần làm nhãn cho sản phẩm với tên gọi, kích thước,vật liệu, số khuôn và số sản phẩm chính của sản phẩm đó.
- Tất cả các bộ phận của khuôn cần được kiểm tra và sữa chửa trước khi cất vào kho để nó thường xuyên sẵn sàng cho đến khi có lần sản xuất tiếp theo.
- Các khuôn được xác định sẽ không đưa vào sản xuất cần phải được tháo ra, loại ra, để phòng chứa khuôn không có lẫn các khuôn không còn sử dụng được.
- Cần di chuyển các đầu lắp kênh nước vì chúng dễ bị hư hỏng khi lưu giữ. Tiến hành thổi khí nén vào kênh nước đến khi ra ngoài hết và giữ cho nó khô. Đậy kín một đầu và rót vào kênh làm mát một loại dầu khoáng phù hợp.\
- Bôi mỡ cho các chi tiết của khuôn và giữ gìn chúng trong quá trình lưu giữ.
- Đối với khuôn có lò xo thì không nên đóng chặt, hãy đặt các nêm cao su phù hợp với trạng thái mở khuôn để giữ lò xo ở vị trí tháo lỏng và luôn bịt miệng kín lỗ để tránh bụi bẩn hoặc hơi ẩm. đối với khuôn nhỏ chỉ cần cho chúng vào túi nilon là được.
KẾT LUẬN
Điều quan trọng của chúng em khi thiết kế khuôn là cần lưu ý nắm rõ kiểu hình dáng , hình học của sản phẩm thích hợp cho quá trình ép phun. Nếu kiểu dáng không phù hợp sẽ gây khó khăn cho quá trình chế tạo và sản phẩm sẽ bị nhiều khuyết tật (chú ý các vách côn ngược trên sản phẩm) .Ngoài ra , chúng em cũng quan tâm đến một số vấn đề trong thiết kế kết cấu khuôn :
+ Loại nhựa dùng làm sản phẩm.
+ Kiểu khuôn phù hợp cho sản phẩm.
+ Hai nửa khuôn phải đóng thật kín để không xì ba via. Do đó, việc chế tạo mặt phân khuôn cực kì quan trọng, cần phải gia công thật chính xác.
+ Khi lắp bạc và chốt định vị vào vỏ khuôn cần đảm bảo mối lắp chặt hoặc chế tạo thêm vít giữ bạc và chốt.
+ Nơi bố trí miệng phun, kiểu miệng phun.
+ Kiểu kênh dẫn.
+ Nơi bố trí chốt đẩy sản phẩm.
+ Nơi bố trí kênh làm nguội và rãnh thoát khí.
Trong phạm vi đồ án này , đây là làn đầu tiên chúng em thiết kế chắc chắn sẽ có phần thiếu sót. Kính mong quí thầy cô trong khoa Cơ khí và các bạn .... góp thêm ý kiến để em hoàn thành tốt hơn cho những lần thiết kế sau. Chúng em xin chân thành cảm ơn!!!!