THIẾT KẾ MÁY DOA

NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY DOA, thuyết minh THIẾT KẾ MÁY DOA, động học máy DOA, kết cấu máy DOA , nguyên lý máy DOA, cấu tạo máy DOA, quy trình sản xuất DOA,
CHƯƠNG I :
MÁY DOA
1.1 :
1.1.1 : Khái niệm chung
Máy Doa là một máy gia công cắt gọt kim loại , dùng để gia công chi tiết và các nguyên công như :khoét lỗ trụ , khoan lỗ ,có thể dùng để phay .
Khi thực hiện các nguyên công gia công trên máy doa sẽ đạt được độ chính xác và độ bóng cao .
1.1.2 :Phân loại :
Máy Doa được chia làm hai loại chính :(Máy Doa đứng và Máy Doa ngang )
+ Máy Doa đứng :có trục chính thẳng đứng,dùng gia công chi tiết nhỏ .
+ Máy Doa ngang :có trục chính nằm ngang ,dùng để gia công các chi tiết cỡ trung bình và nặng .
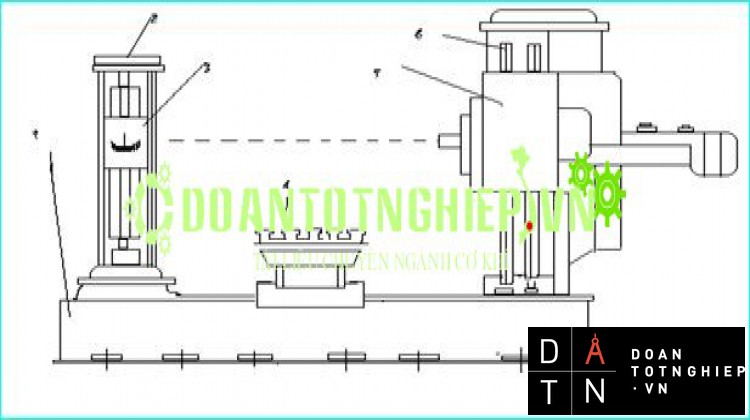
Hình dáng bên ngoài của Máy Doa ngang
1: Bệ máy
2; Trụ sau
3: Giá đỡ giữ trục dao trong quá trình gia công
4: Bàn quay
1.2 :
- Chuyển động cơ bản của Máy Doa ngang
+ Chuyển động chính : chuyển động quay tròn của trục chính (có gắn dao doa )
+Chuyển động ăn dao : Có thể là chuyển động ngang ,dọc của bàn máy mang chi tiết hay di chuyển dọc của trục chính mang đầu dao .
- Chuyển động phụ như :Chuyển động bơm dầu ,quay bàn chuyển động ụ chính , chuyển động dịch chuyển các trục .
1.3 VỚI TRUYỀN ĐỘNG ĐIỆN VÀ TRANG BỊ ĐIỆN CỦA MÁY DOA
1.3.1 : TRUYỀN ĐỘNG CHÍNH
+Yêu cầu :
- Phải đảo chiều quay của động cơ Máy Doa
- Phạm vi điều chỉnh tốc độ D =130/1 với công suất không
đổi .
-Độ trơn điều chỉnh =1,26
-Cần phải hãm dừng nhanh .
+ Thông thường để thực hiện truyền động chính cho máy Doa ,người ta sử dụng động cơ không đồng bộ rôto lồng sóc và hộp tốc độ (động cơ có 1 hay nhiều cấp tôc độ ) . Với 2 cấp tốc độ được điều chỉnh bằng cách thay đổi số đôi cực hoặc đổi nối Y/∆ (sao /tam giác) ∆ /Y (tam giac /sao ).
Máy Doa được điều chỉnh qua 2 cấp tốc độ và được điều chỉnh bằng cách thay đổi cách đấu các cuộn dây của của động cơ theo kiểu tam giac /sao kép ( ∆ /YY).
+Ở những máy Doa cỡ nặng có thể dụng động cơ điện một chiều để điều chỉnh tốc độ động cơ trong phạm vi rộng .Nhơ vậy có thể đơn giản hóa kết cấu cơ khí mật khac có thể hạn chế được mômen ở vùng tốc độ thấp bằng cách điều chỉnh tốc độ hai vùng .
1.3.2 :TRUYỀN ĐỘNG ĂN DAO
+ Phạm vi điều chỉnh của truyền động ăn dao lµ D =1500/1 lượng ăn dao được điều chỉnh
trong phạm vi 2mm/phút ÷ 600mm/phút .Khi di chuyển nhanh có thể đạt tới 2,5m/phút – 3m/phút .Lượng ăn dao ở máy cỡ nặng yêu cầu được giữ không đổi khi tốc độ trục chính thay đổi .
+ Đăc tính cơ cần có độ cứng cao,với độ ổn định tốc độ ∆n ≤10% một số máy Doa có ∆n ≤ 5 %.
+Hệ thống truyền ăn dao phải đảm bảo tác động nhanh ,dừng máy chính xác ,đảm bảo sự liên động với truyền động chính khi làm việc tự động .
+ Ở máy Doa cỡ trung bình và nặng hệ thống truyền động ăn dao do sử dụng hệ thống khuếch đại máy điện –động cơ điện một chiều hoặc hệ thống T-Đ .
Điều chỉnh tốc độ theo phương pháp điện D =1500/1 ÷ 2000/1 .Điều chỉnh trơn vô cấp là φ→ 1
1.3.3 TRUYỀN ĐỘNG PHỤ
+Thường dùng động cơ không đồng bộ rôto lồng sóc .
+ Không điều chỉnh tốc độ
CHƯƠNG II
TỔNG QUAN VỀ PLC - SIMATIC S7-300
A - PHẦN I: TỔNG QUAN VỀ PLC
1.1: KHÁI NIỆM VỀ PLC
Thiết bị điều khiển Logic lập trình (Progammable Logic Control) là thiết bị cho phép thực hiện linh hoạt các thuật toán điều khiển số, thông qua ngôn ngữ lập trình thay cho viẹc phải thực hiện thuật toán bằng mạch số .
Chính vì vậy PLC trở thành một bộ diều khiển gọn dễ thay đổi thuật toán và đặc biệt hơn nữa là dễ trao đổi thông tin với bên ngoài (môi trường xung quanh: các plc khác hoặc với máy tính)
Toàn bộ chương trình diều khiển đươc lưu trong bộ nhớ của PLC dưới dạng các khối chương trình (khối OB,FB,FC),và được thực hiện lập theo chu kì vòng quét(scan)
1.2 : plc
-Trong công nghiệp khichưa có plc thì trước đó tự động hóa trong công nghiệp dung hệ thống điều khiển bằng rơle điện,khởi động từ ,công tắc tơ,công tắc dây dẫn …với hệ thống điều khiển được trình bày như hinh vẽ sau.
|
Xác định nhiệm vụ điều khiển |
|
Sơ đồ mạch điện |
|
Chọn phần tử mạch điện |
|
Dây nối các phần tử |
|
Kiểm tra chức năng |
Cùng với sự phát triển của xã hội, khoa học kĩ thuật nhu cầu tự động hóa ngày càng tăng , đòi hỏi kĩ thuật điều khiển phải đáp ứng những nhu cầu đó của con người.
Đó chính là phải gọn nhẹ ,dễ dàng tháo lắp ,tiện lợi ,không cồng kềnh ,đáp ứng được nh÷ng mục đích của con người ,giá thành thế cho những hệ thống điều khiển dùng rơle điện trứoc kia .Và nó ngày càng khẳng định vai trò của nó và tầm quan trọng của nó với xã hội .Với hệ thống có nhiều chức năng plc đã được dùng ngày càng rộng rãi
Ta có sơ đồ điều khiển dung PLC đựoc mô tả như hình vẽ
|
Xác định nhiệm vụ điều khiển |
|
Thiết kế thuật giải |
|
Soạn thảo chương trình |
|
Kiêm tra chức năng |
*Chú ý rằng:
-Khi thay đổi nhiệm vụ điều khiển thì với mạch dùng rơle điện người ta cần phải thay đổi mạch đều khiển bằng cách lặp lại ,thay đổi phần tử mới.
-Với mạch dùng plc thì ta cần phải thay đổi chương trình soạn thảo
Vì vậy mà hệ thống điều khiển dùng PLC tiện lợi rất nhiều ta có thể minh họa bằng các ví dụ sau đây :
+Để điều khiển hệ thống 3 động cơ ( 3 máy bơm ) qua 3 khởi động từ K1,K2,K3.
+Với trình tự điều khiển như sau : các khởi động tử chỉ được phép thực hiện tuần tự tức là
+Thực hiện tuần tự tức là K1 đóng trước ,tiếp đó là K2 sau cùng là K3 đóng.
* Để thực hiện nhiệm vụ theo yêu cầu trên ta có mach điều khiển như sau:
- Sơ đồ điều khiển dùng rơle điện…
......................................
* Bộ nhớ ROM : Là bộ nhớ không thay đổi được ,chỉ nạp được một lần lên ít được sử dụng như các bộ nhí khác .
* Bộ nhớ RAM : Là bộ nhớ có thể thay đổi được và dùng để chứa các chương trình ứng dụng cũng như dữ liệu .Dữ liệu chứa trong Ram sẽ bị mất khi c¾t PLC ra khỏi lưới điện ,tuy nhiên điều này có thể khắc phục bằng cách dùng pin .
* Bộ nhớ EPROM :Giống như Rom ,nguån nuôi EPROM không cần dùng pin ,tuy nhiên nội dung chứa trrong nó có thể bị xóa bằng cách chiếu tia cựu tím vào một cửa sổ nhỏ trên EPROM và sau đó nạp l¹i nội dung bằng máy nạp .
* Bộ nhớ EEPROM :Kết hợp hai ưu điểm của bộ nhớ RAM và EPROM ,loại này có thể xóa và nạp bằng tín hiệu điện .Tuy nhiên số lần nạp cũng có giới hạn .
1.8 :CẤU TRÚC BÊN TRONG CỦA PLC
Cấu trúc cơ bản của PLC gồm bộ xử lý trung tâm (CPU)chứa bộ vi xử lý hệ thống, bộ nhớ, mạch nhập xuất .
CPU điều khiển và xử lý mọi hoạt động bên trong của PLC .
Bộ xử lý trung tâm được trang bị bộ tạo xung nhịp có tần số khoảng 1÷8MHZ .Tần số này quyết định tốc độ vận hành của PLC,cung cấp chuẩn thời gian và đồng bộ hóa tất cả các thành phần của hệ thống .Thông tin trong PLC được truyền dưới dạng tín hiệu Digital .Các đường dẫn bên trong truyền các tín hiệu Digital gọi là các BUS
*CPU sử dụng:
+ BUS dữ liệu :để gửi dữ liệu giữa các bộ phận .
+ BUS địa chỉ : gửi địa chỉ các vị trí truy cập dữ liệu được lưu giữ .
+ BUS điều khiển : dẫn tín hiệu liên quan đến các hoạt động điều khiển nội bộ .
+BUS hệ thống : sử dụng để truyền thông giữa các cổng và thiết bị nhập/xuất .
* Cấu hình của CPU tùy thuộc vào bộ xử lý
Nói chung CPU có :
+ Bộ thuật toán và Lôgic (ALU) chịu trách nhiệm xử lý dữ liệu, thực hiện các phép toán Lôgic ( AND ,OR ,NOT …) và các phép toán số học (cộng ,trừ…)
+ Bộ nhớ (các thanh ghi)bên trong bộ xử lý được sử dụng để lưu giữ thông tin liên quan đến việc thực thi chương trình .
+ Bộ điều khiển : được sử dụng để điều chỉnh chuẩn thời gian của các phép toán .
1.9 : NHỮNG ƯU –NHƯỢC ĐIỂM CỦA HỆ THỐNG DÙNG RƠLE ĐIỆN VÀ HỆ THỐNG DÙNG PLC
Trong giai đoạn đầu của thời kì phát triển công nghiệp,vào đầu những năm 1960 và 1970 yêu cầu tự động hóa của hệ thống điều khiển được thực hiện bằng các rơle, khởi động từ, công tắc tơ, …nối với nhau bằng dây dẫn điển trong bảng điều khiển.Trong nhiều trường hợp bảng điều khiển có kích thước quá lớn đén mức không thể gắn toàn bộ vào tường ,và dây nối không hoàn toàn tốt. Chính vì vậy thường gây trục trặc trong hệ thống điều khiển.
Và điều quan trọng n÷a đó là thời gian sử dụng các thiết bị điện này có giới hạn ,nên khi cần thay thế thì phải ngừng ngay toàn bộ hệ thống ,đồng thời phải thay lại mới toàn bộ dây dẫn cho phù hợp . Hệ thống điều khiểndùng trang bị điện này chỉ dùng cho một yêu cầu riêng biệt, không thể thay thế tức thời chức năng khác ,mà phải lắp lại toàn bộ . Trong trường hợp bảo trì và sửa chữa cần đòi hỏi thợ chuyên môn có tay nghề cao .Chính vì lẽ đó mà hệ thống điều khiển dùng rơle điện không linh động .
* Nhược điểm của hệ thống điều khiển dùng rơle
+ Tốn kém nhiều dây dẫn .
+ Thay thế phức tạp
+ Cần công nhân sửa chữa có tay nghề cao
+ Công suất tiêu thụ lớn
+ Thời gian sửa chữa lâu
+ Khó cập nhật sơ đồ nên gây khó khăn cho công tác bảo trì và thay thế
Sự ra đời của PLC đã làm thay đổi hẳn hệ thống điều khiển cũng như các quan niệm thiết kế về chúng .
* Hệ thống điều khiển dùng PLC có những ưu điểm sau :
+ Thích ứng với những điều kiện khác nhau
+ Công suất tiêu thụ thấp
+ Giảm 80% số lượng dây nối
+ Có chức năng tự chuẩn đoán do đó giúp cho công tác sửa chữa nhanh và dễ dàng
+ Chức năng điều khiển thay đổi dễ dàng bằng thiết bị lập trình ( máy tính ,màn hình ) mà không cần thay đổi phần cứng nếu không có yêu cầu thêm bớt các thiết bị xuất/nhập .
+ Số lượng rơle và timer ít hơn so với hệ thống điều khiển cổ điển
+ Thời gian hoàn thành chu trình điều khiển rất nhanh ( vài ms ) làm tăng tốc độ sản xuất
+ Chi phí lắp đặt thấp
+ Độ tin cậy cao
+ Chương trình điều khiển có thể in ra giấy chỉ trong vài phút thuận tiện cho vấn đề bảo trì và sửa chữa hệ thống .
+ Số lượng tiếp điểm trong chương trình sử dụng không hạn chế
*Quá trình phát triển của PLC có những ưu điểm so với hệ thống dùng rơle được thể hiện qua bảng so sánh sau đây :
|
|
RƠLE, CÔNG TẮC … |
PLC |
|
Phần tử điều khiển |
Mục đích đặc biệt |
Mục đích chung |
|
Phạm vi điều khiển |
Nhỏ và trung bình |
Trung bình và lớn |
|
Thay đổi thêm bớt |
Khó |
Dễ |
|
Thời gian lắp đặt |
Lâu ( vài tuần ) |
Nhanh (vài giờ ,vài tuần) |
|
Độ tin cậy |
Phụ thuộc vào nhà thiết kế |
Cao |
|
Hiệu quả kinh tế |
Sản xuất nhỏ |
Sản xuất lớn ,trung b×nh, nhá
|
1.10 : NHỮNG ỨNG DỤNG CỦA HỆ THỐNG ĐIỀU KHIỂN PLC
Hiện nay PLC được ứng dụng trong nhiều lĩnh vực khac nhau như :
+Hệ thống nâng vận chuyển
+ Công nghệ sản xuât giấy
+ Dây chuyền đóng gói tự động
+ Các robot lắp ráp sản phẩm
+ Thiết bị sấy
+ Hệ thống điều khiển bơm
+ Dây chuyền xử lý hóa học
+ Điều khiển hệ thống đèn giao thông
+ Quản lý tự động bãi đỗ xe
+ Hệ thống báo động
+ Dây chuyền may công nghiệp
+ Điều khiển thang máy
+ Dây chuyền sản xuất thủy tinh
+ Sản xuất xi măng
+ Công nghệ chế biến thực phẩm
+ Dây chuyền chế tạo linh kiện bán dẫn
+ Dây chuyền lắp ráp tivi
+ Dây chuyền sản xuất ôtô ,xe máy
+ Kiểm tra quá trình sản xuất
+Sản xuất vi mạch
B – PHẦN II: SIMATIC S7-300
I :HỆ THỐNG ĐIỀU KHIỂN LẬP TRÌNH PLC S7-300
1.1:CẤU TRÚC PHẦN CỨNG CỦA HỆ THÔNG PLC S7-300
Gồm có các modul trong đó có :
-Modul chính là modul CPU
-Modul mơ rộng là các modul truyền nhận tín hiệu đối với đối tượng điều khiển
-Các modul chức năng chuyên dụng như PID…
Tất cả các modul được gá lên trên những thanh ray ( RACK )
1) Modul CPU
Modul này có chứa bộ vi xử lý ,hệ điều hành ,bộ nhớ ,các bộ thời gian ,bộ đếm ,bộ so sánh,…, cổng truyền thông (RS485) và còn có thể còn có mộtvài cổng vào ra số (Digital). Các cổng vào ra trên modul CPU gọi là cổng vào ra onboard .
Trong họ PLC S7-300 có nhiều loại modul khác nhau ,chúng được đặt tên theo bộ vi xử lý có trong nó .VD như là :modul CPU 312,modul CPU 314 modul CPU 315 ,....
Những modul này sử dụng một loại vi xử lý nhưng khác nhau về cổng vào/ ra onboard, cũng như các khối làm việc đặt biệt được tích hợp sẵn trong thư viện của hệ điều hành, phục vụ việc sử dụng các cổng vào/ra onboard này sẽ phân biệt với nhau .Trong tên gọi bằng cách thay thêm cụm chữ cái IFM (Intergated Funtion Modul ) :Modul CPU 314 IFM ,Modul CPU 312 IFM ,…
Ngoài ra có các loại modul CPU với hai cổng truyền thông ,trong đó cổng truyền thông thứ hai có chức năng phục vụ nối mạng phân tán ,được phân biệt với các CPU khác bằng thªm cụm từ DP: Modul CPU 315-DP ,….
2 :Modul mở rộng
Được chia làm 5 loại chính sau đây :
a ) PS (Power Supply ) là modul nguồn nuôi ,có 3 loại :2A,5A,10A
b ) SM (Signal modul) Là modul mở rộng cổng tín hiệu vào/ra gồm :
-DI (Digital input ) modul mở rộng cổng vào số . Số các cổng vào của modul này có thể là 8,16,32 ,tùy thuộc vào từng loại modul .
-DO (Digital output ) Là modul mở rộng các cổng ra số .Số các cổng ra số mở rộng có thể là 8,16,32, tùy vào từng loại modul .
-DI/DO : Modul mở rộng các cổng vào/ra số .Số các cổng vào/ra số có thể là 8/8 ,16/16 tùy từng loại modul .
-AI (Analog input ) Là modul mở rộng các cổng vào tương tự .Số các cổng vào tương tự có thể là 2,4,8 tùy từng loại modul .
-AO (Analog output ) Là modul mở rộng các cổng ra tương tự ,các cổng có thể là 2, 4 tùy vào từng loại modul .
-AI/AO : Modul mở rộng các cổng vao/ra tương tự .Số các cổng có thể là 2/2 hoặc 4/4 tùy từng loại modul .
c ) IM (Interface modul ) : Là modul ghép nối chuyên dụng có nhiệm vụ ghép nối từng nhóm modul mở rộng với nhau thành một khối và được quản lý chung bởi một modul CPU.
d ) FM (Function modul ) :Là loại có chức năng điều khiển riêng .
e) CP (Communication modul ) :Là loại modul phục vụ cho truyền thông giữa các PLC với nhau hoặc giữa PLC với máy tính .
1.2 :KIỂU DỮ LIỆU
Một chương trình của S7-300 có thể sử dụng 11kiểu dữ liệu sau đây :
a ) BOOL :Với dung lượng một bit và giá trị là “0”hoặc “1” ,là kiểu dữ liệu biến có hai giá trị .
b) BYTE : Gồm 8 bit ,dùng để biểu diễn một số nguyên dương từ o đến 255 hoặc mã ASCII của một ký tự .
c) WORD :Gồm hai byte ,biểu diễn số nguyên dương từ 0 đến 65535
d) DWORD :Là từ kép có giá trị từ o đến (232 -1)
e)INT :Có dung lượng hai byte ,dùng biểu diễn một số nguyên dương trong khoảng ( -32768÷ 32767 )
f) DINT :Gồm bốn bytes ,biểu diễn số nguyên từ ( -231÷ 231 -1)
g) REAL :Gồm bốn bytes ,biểu diễn một số thực dấu phẩy động có giá trị là ( -3,4E38 ÷3,4E38)
h) S5t :Khoảng thời gian tính giờ /phút /giây
i) TOD :Biểu diễn giá trị tức thời theo giờ /phút /giây
j) DATE :Biểu diễn thời gian theo năm /tháng /ngày
k) CHAR : Biểu diễn một hoặc nhiều kí tự ( nhiều nhất là 4 kí tự )
1.3 :CẤU TRÚC BỘ NHỚ CPU CỦA PLC S7-300
Bộ nhớ của CPU S7-300 được chia làm 3 vùng chính :
1 )Vùng chứa chương trình ứng dụng
- OB :miền chứa chương trình tổ chức
- FC (Function ) Miền chứa chương trình con được tổ chức thành hàm có biến hình thức để trao đổi dữ liệu với chương trình đã gọi nó.
- FB (Function Block) Miền chứa chương trình con, được tổ chức thành hàm có khả năng trao đổi dữ liệu với bất cứ một chương trình nào khác .
2 ) Vùng chứa các tham số của hệ điều hành và chương trình ứng dụng
Được phân làm 7 miền khác nhau
- I (processimage input )miền bộ đệm các dữ liệu đầu vào số .
-Q (processimage output )miền bộ đệm các cổng ra số .Kết thúc giai đoạn chương trình sẽ chuyển giá trị logic của bộ đếm tới các cổng ra số .
- M : Miền các biến cờ ,dùng lưu giữ các tham số cần thiết và có thể truy cập nó theo bit M, byte MB ,từ MW hoặc từ kép MD .
- T: Miền nhớ phục vụ bộ thời gian Timer .
-C :Miền nhớ phục vụ bộ đếm counter.
- PI : Miền địa chỉ cổng vào của các modul tương tự .
- PQ : Miền địa chỉ cổng ra của các modul tương tự ,các giá trị theo những địa chỉ này được modul tương tự chuyển tới các cổng ra tương tự .
3 ) Vùng chứa các khối dữ liệu
Vùng này được chialàm hai loại :
- DB (Data Block )Miền chứa các dữ liệu được tổ chức thành khối có thể truy cập miền này theo từng bit (DBX) ,byte (DBB) ….
-L (local data block ) Miền dữ liệu địa phương , đượccác khối chương trình OB,FB,FC tổ chức và sử dụng cho các biện pháp tức thời và trao đổi dữ liệu của biến hình thức của chương trình với những khối đã gọi nó .Nội dung của một dữ liệu trong miền này sẽ bị xoá khi kết thúc chương trình tương ứng trong OB,FB,FC . Miền này này có thể truy cập từ chương trình theo bit( L), byte ( LB ) …
1.4 : VÒNG QUÉT ( SCAN CYCLE )
PLC được thiết kế thực hiện theo chu trình lặp đi lặp lại ,mỗi chu trình này được gọi là một vòng quét .Trong mỗi vòng quét CPU sẽ thực hiện các công việc sau :
- Thực hiện chương trình điều khiển
- Nhận tín hiệu đầu vào
- Kiểm tra trạng thái làm việc của PLC
- Gửi các tín hiệu tới các đầu ra
.................................
THIẾT KẾ MÁY DOA, thuyết minh THIẾT KẾ MÁY DOA, động học máy DOA, kết cấu máy DOA , nguyên lý máy DOA, cấu tạo máy DOA, quy trình sản xuất DOA,




