THIẾT KẾ MÁY PHAY ĐỨNG VẠN NĂNG ĐH Phạm Văn Đồng
NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY PHAY ĐỨNG VẠN NĂNG, MÁY CẮT KIM LOẠI MÁY PHAY ĐỨNG VẠN NĂNG, Đồ án MÁY CẮT KIM LOẠI MÁY PHAY ĐỨNG VẠN NĂNG
Lời Nói Đầu
Nước ta đang bước vào thời kỳ công nghiệp hóa hiện đại hóa nhằm đưa Việt Nam trở thành nước công nghiệp văn minh hiện đại. Trong đó ngành cơ khí là ngành quan trọng góp phần cho sự phát triển kinh tế của nhiều nước trên thế giới cũng như ở Việt Nam. Ngành cơ khí chế tạo đã giúp chúng ta sản xuất ra nhiều chi tiết, nhiều bộ phận máy móc có hình dạng kích thước cụ thể. Đồ án môn học máy công cụ là quá trình tập hợp xâu chuổi những kiến thức đã học cũng là bước đầu làm quen với tính toán thiết kế một máy công cụ. Để thỏa mãn trong chừng mực nhất định đáp ứng các yêu cầu về kinh tế kỹ thuật và các yêu cầu khác đòi hỏi con người phải tìm tòi những công nghệ để ứng dụng vào sản xuất. Cụ thể là tính toán hình dạng, kích thước và khả năng làm việc trong một điều kiện nhất định, về yêu cầu kỹ thuật, kinh tế và các yêu cầu khác. Thiết kế máy công cụ gồm có: Thiết kế động học, thiết kế kết cấu máy và các bộ phận liên quan của môn học.
Trong quá trình thực hiện đồ án này em đã cố gắng tham khảo nhiều tài liệu và được sự hướng dẫn tận tình của thầy: ThS. Nguyễn Quốc Bảo và nhiều giáo viên chuyên ngành đã giúp em tính toán các vấn đề một cách cẩn thận. Song vì đây là lần đầu tiên thiết kế máy công cụ nên chắc chắn không thể tránh được những sai sót. Rất mong quý thầy trong Bộ môn quan tâm chỉ bảo và giúp đỡ để em hoàn thành đồ án được tốt hơn.
PHẦN I - THIẾT KẾ ĐỘNG HỌC MÁY
1.1. PHÂN TÍCH CÁC CHUYỂN ĐỘNG TẠO HÌNH:
1.1.1. Các chuyển động tạo hình của máy phay:
Hiện nay phay là phương pháp gia công rất phổ biến, có khả năng công nghệ rất rộng rãi. Phay không những gia công được mặt phẳng mà còn gia công được các mặt định hình khác. Trong sản xuất loạt lớn, hàng khối phay gần như thay thế được cho bào và một phần lớn cho xọc. Nguyên nhân chủ yếu vì dao phay có nhiều lưỡi cắt cùng làm việc, tốc độ phay lại cao hơn bào, đồng thời có thể thực hiện nhiều biện pháp công nghệ để nâng cao năng suất.
Phay được thực hiện trên các kiểu máy phay như máy phay vạn năng nằm ngang hoặc đứng…. Trong sản suất loạt lớn còn thực hiện trên máy phay nhiều trục, máy phay có bàn quay, máy phay chuyên dụng… Khi gia công các chi tiết lớn như thân máy, các chi tiết dạng hộp có kích lớn… còn dùng máy phay giường.
Dao phay có nhiều loại: dao phay mặt đầu, dao phay trụ, dao phay đĩa ( một, hai hoặc ba mặt), dao phay ngón, dao phay định hình…
Tuỳ theo kết cấu của dao phay, kiểu máy phay sử dụng, người công nghệ có thể gia công được nhiều dạng bề mặt khác nhau bằng các phương pháp khác nhau.
a. Phay mặt phẳng:
 Phay mặt phẳng có thể dùng: Dao phay mặt đầu, dao phay ngón, dao phay trụ hoặc dao phay đĩa.
Phay mặt phẳng có thể dùng: Dao phay mặt đầu, dao phay ngón, dao phay trụ hoặc dao phay đĩa.
Hình I-1: Phay mặt phẳng bằng dao phay mặt đầu

Hình I-2:Phay mặt phẳng bằng dao phay ngón.
b. Phay rãnh then và then hoa:
Phay rãnh then và then hoa có thể dùng: dao phay ngón, dao phay rãnh then chuyên dụng, dao phay định hình…
 - Phay rãnh then bằng dao phay ngón, dao phay rãnh then chuyên dụng.
- Phay rãnh then bằng dao phay ngón, dao phay rãnh then chuyên dụng.
- Phay then hoa: Dùng dao phay định hình

c. Phay rãnh xoắn và phay ren:
Phay ren có thể thực hiện bằng dao phay đĩa hoặc dao phay răng lược.
Phay rãnh xoắn trên may phay đứng dùng dao phay ngón.
 Gia công phay ren đạt độ chính xác không cao nên chỉ thực hiện gia công thô.
Gia công phay ren đạt độ chính xác không cao nên chỉ thực hiện gia công thô.
d. Phay các bề mặt định hình:
Có hai phương pháp phay:
- Phay chép hình theo mẫu.
- Phay mặt định hình bằng dao phay định hình.


- Khi gia công phay trên máy phay người ta chia ra 2 phương pháp: Phay thuận và phay ngịch.
Phương pháp phay nghịch hiện nay được dùng phổ biến hơn phay thuận vì quá trình cắt ít bị va đập nên việc bảo quản máy và dao dễ dàng. Tuy nhiên phay thuận chi tiết đạt độ bóng cao hơn và dễ nâng cao năng suất hơn. Do đó khi gia công thô thực hiện theo phương pháp phay nghịch, gia công tinh thực hiện theo phương pháp phay thuận. Tuy vậy khi phay thuận trên máy sẽ xuất hiện va đập lớn nên cần có các cơ cấu đặc biệt để giảm va đập.
Để nâng cao năng suất có nhiều phương pháp khác nhau:
- Phay đồng thời nhiều bề mặt chi tiết
- Phay nhiều chi tiết trên một lần gá
- Phay liên tục bằng cách dùng bàn quay: ta phải sử dụng đồ gá chuyên dụng.
* Xác định các chuyển động của máy:
- Để gia công tất cả các bề mặt trên, ta cần máy thực hiện tất cả các chuyển động sau:
+ Chuyển động quay n1 (chuyển động quay của dao), n2 (chuyển động quay của phôi)
+ Chuyển động chạy dao ( s1, s2, s3 ).
- Phương án 1:

Phương án này chỉ gia công được các mặt phẳng.
- Phương án 2:
 |
Phương án này gia công được hết các bề mặt.
- Phương án 3:
 |
Phương án này gia công được tất cả các bề mặt.
*So sánh các phương án trên ta thấy phương án 3 có ưu điểm nhất vì một động cơ có thể điều khiển ba chuyển động tịnh tiến của bàn máy và có thể gia công được tất cả các bề mặt nên ta chọn thiết kế theo phương án 3.
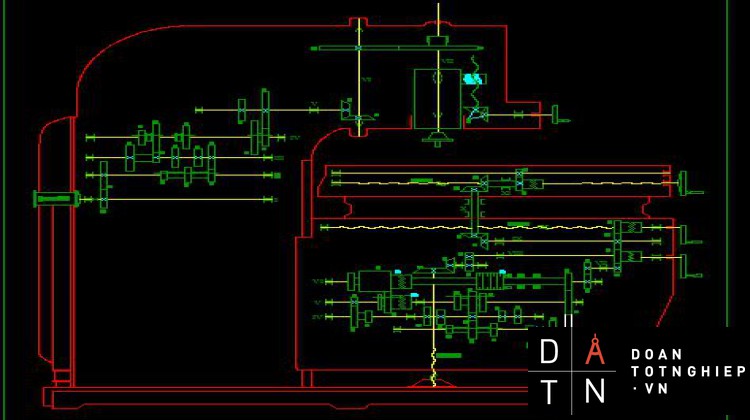
1.1.2. Phân tích sơ đồ kết cấu động học của máy phay:
Theo phương án sơ đồ gia công đã chọn để tạo lực cắt Q1 cần tạo ra tốc độ cắt V(hoặc n) thông qua xích chuyển động chính truyền chuyển động cho trục chính từ động cơ.
 Chọn động cơ có tốc độ nĐC (v/p) qua cơ cấu truyền động nào đó truyền đến trục động cơ thông qua xích tốc độ iv làm trục chính mang dao phay quay với tốc độ từ nmin¸nmax
Chọn động cơ có tốc độ nĐC (v/p) qua cơ cấu truyền động nào đó truyền đến trục động cơ thông qua xích tốc độ iv làm trục chính mang dao phay quay với tốc độ từ nmin¸nmax
- Phương trình xích truyền động trục chính:
nĐC1.i12.iv.i34 = nTC
Þiv = ![]()
Mặt khác để thực hiện quá trình cắt gọt cần có chuyển động tịnh tiến của bàn máy mang chi tiết. Chuyển động này được thực hiện từ động cơ thông qua xích chuyển động tịnh tiến: xích chạy dao IS và cơ cấu nào đó làm bàn máy dịch chuyển với tốc độ từ Smin¸Smax.

-
 Phương trình cân bằng xích chạy dao:
Phương trình cân bằng xích chạy dao:
NĐC2.i56 is.i78. txi = SBM
Þ is = ![]()
Thông thường trên bàn máy còn có gắn thêm đầu phân độ để mở rộng công nghệ phay của máy.
1.2. TÍNH TOÁN XÁC ĐỊNH CÁC THÔNG SỐ KỸ THUẬT CỦA MÁY
1.2.1 Chọn máy chuẩn:
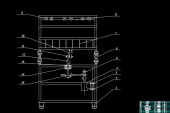
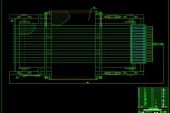
Với đề bài là thiết kế máy phay đứng vạn năng và kích thước bàn máy là 320x1250 mm, ta chọn máy 6H12 làm máy chuẩn để thiết kế.
BẢNG THỐNG KÊ MÁY 6H12:
|
Tính năng kĩ thuật |
Kiểu Máy 6H12
|
||
|
Bề mặt làm việc của bàn máy (mm) |
1250x320 |
||
|
Số vòng quay giới hạn trục chính (v/ph) |
30¸1500 |
||
|
Số cấp tốc độ trục chính |
18 |
||
|
Lượng chạy dao giới hạn (mm/ph) |
23,5¸1180 |
||
|
Số cấp chạy dao |
18 |
||
|
Cộng suất động cơ điện (KW) |
7/1,7 |
||
|
Kích thước bàn máy (mm) |
B |
320 |
|
|
L |
1250 |
||
|
Hành trình lớn nhất của bàn máy (mm): |
Dọc |
700 |
|
|
Ngang |
260 |
||
|
Thẳng đứng |
370 |
||
|
Bước tiến của bàn máy thẳng đứng (mm) |
8 |
||
|
Khoảng cách từ đường trục chính đến sống trượt thẳng đứng thân máy (mm) |
320 |
||
|
Lực kéo lớn nhất của cơ cấu chạy dao (kg) |
Dọc |
1500 |
|
|
Ngang |
1200 |
||
|
Thẳng đứng |
500 |
||
|
Kích thước phủ bì máy(mm) |
Dài |
2100 |
|
|
Rộng |
2440 |
||
|
Cao |
1875 |
||
|
Đường kính lỗ trục chính (mm) |
29 |
||
|
Độ côn của trục chính |
N03 |
||
|
Đường kính trục gá dao (mm) |
40; 50 |
||
|
Phạm vi điều khiển tốc độ trục chính (mm) |
30 |
||
|
Số rãnh chữ T (mm) |
3 |
||
|
Bề rộng rãnh chữ T (mm) |
18 |
||
|
Khoảng cách giữa 2 rãnh chữ T (mm) |
70 |
||
|
Dịch chuyển nhanh của bàn máy (mm) |
Dọc |
700 |
|
|
Ngang |
260 |
||
|
Thẳng đứng |
370 |
||
|
Góc quay lớn nhất của bàn máy |
- |
||
|
Khối lượng máy (kg) |
2900 |
||
|
Số bước tiến của bàn máy (mm/ph) |
18 |
||
|
Bước tiến bàn máy (mm/ph) |
Dọc |
23,5 |
|
|
Ngang |
23,5 |
||
Từ bảng thống kê ta thấy máy 6H12 có các ưu điểm sau:
+ Số cấp tốc Zv=18
+ Số cấp chạy dao Zs=18
+ Phạm vi điều khiển tốc độ rộng
+ Có số vòng quay của trục chính cao
+ Độ chính xác nâng cao
1.2.2. Tính toán xác định các thông số kỹ thuật máy:
Các đặc tính kỹ thuật của máy gồm rất nhiều mặt nhưng ta chỉ xét các số liệu chủ yếu nhằm làm cơ sở cho việc thiết kế động học và động lực học của máy như tốc độ cắt v, lượng chạy dao s, chiều sâu cắt t, lực cắt P, công suất cắt N, công suất chạy dao Ns …
a. Chiều sâu cắt t (mm):
Chiều sâu cắt cực đại tmax:
tmax = C![]()
![]()
Đối với thép C = 0,7
Đối với máy phay đứng chủ yếu sử dụng dao phay ngón và dao phay mặt đầu, theo sổ tay công nghệ máy tập 1 ta có dmax = 400 (mm), dmin = 40 (mm)
Thay vào ta có: tmax = 0,7![]() = 5,16 (mm)
= 5,16 (mm)
Chiều sâu cắt nhỏ nhất tmin:
tmin = (![]() )tmax= (
)tmax= (![]() )5,16 = 2,58¸1,29(mm)
)5,16 = 2,58¸1,29(mm)
Chọn tmin = 1,29 (mm)
b. Lượng chạy dao S (mm/vg):
Lượng chạy dao cực đại: Smax
Smax = (![]() )tmax = (
)tmax = (![]() )5,16 = 1,72 ¸0,73 (mm/vg)
)5,16 = 1,72 ¸0,73 (mm/vg)
Chọn Smax = 1,72 (mm/vg)
Lượng chạy dao cực tiểu Smin:
Smin = (![]() )Smax = (
)Smax = (![]() )1,72 = 0,344 ¸0,172 (mm/vg)
)1,72 = 0,344 ¸0,172 (mm/vg)
Chọn Smin = 0,172 (mm/vg)
c. Vận tốc cắt giới hạn:
Vận tốc cắt cực đại vmax (mm/ph):
vmax = ![]()
![]()
Tra theo bảng 5-39 STCNCTM tập 2 ta chọn:
Với dao phay mặt đầu vật liệu BK8:
Cvmax = 108
xv = 0,06
yv = 0,3
vmax = ![]()
Vận tốc cắt cực tiểu vmin (mm/ph):
vmin = ![]()
Theo bảng 5-39 STCNCTM tập 2 ta có:
Với dao phay mặt đầu vật liệu P6M5:
Cvmin = 49,6
xv = 0,2
yv = 0,3
Þ vmin = ![]()
- Vận tốc vòng của trục chính:
![]() (v/p)
(v/p)
Số vòng quay cực đại:
![]() =
=![]() = 1433,12 (v/ph)
= 1433,12 (v/ph)
Số vòng quay cực tiểu:
![]() =
= ![]() = 23,89 (v/ph)
= 23,89 (v/ph)
Tuy nhiên để xác định phạm vi điều chỉnh trục chính thích hợp nhất trong điều kiện sử dụng thực tế ta tham khảo phạm vi điều chỉnh tốc độ của máy P11 ( theo tiêu chuẩn Liên Xô ( củ)) có n = 30 ¸ 1500 ( v/ph ). Nên ta có thể chọn tốc độ của máy thiết kế:
nmax = 1500 ( v/ph).
nmin = 30 ( v/ph).
1.2.3. Xích chuyển động chính:
Sơ bộ ta có số vòng quay của trục chính: n = 30¸1500 (v/ph)
Phạm vi điều chỉnh số vòng quay:
Rn = ![]()
Phạm vi điều chỉnh số vòng quay giới hạn không những phụ thuộc vào tốc độ cắt giới hạn mà còn phụ thuộc đường kính giới hạn ![]()
Để đảm bảo tốc độ cắt tối ưu thì máy phải đảm bảo vô cấp số vòng quay. Tuy nhiên hiện nay không thể chế tạo một cách có kinh tế tất cả các trường hợp đều điều chỉnh vô cấp vì vậy đa số truyền dẫn chuyển động chính của các máy công cụ đều điều chỉnh phân cấp. Để các máy có truyền dẫn phân cấp làm việc tối ưu nhất ở giữa cấp tốc độ trung gian giữa nminvà nmax cần đảm bảo tổn thất tương đối luôn luôn không đổi khi chuyển từ số vòng quay này sang số vòng quay khác. Người ta chứng minh được rằng chuỗi số vòng quay hợp lý nhất là chuỗi số phân bố theo quy luật cấp số nhân với công bội j.
Việc tính toán chọn j phải lấy theo tiêu chuẩn tương ứng với Rn, được lấy theo nguyên tắc: cách quảng, gấp 10, gấp đôi. Công bội j đã được tiêu chuẩn hoá j = 1,06; 1,12; 1,26; 1,41; 1,58; 1,78.
Với máy phay vạn năng thường người ta chọn j = 1,26 hoặc j = 1,41.
Ta có: ![]() ,chọn j = 1,26.
,chọn j = 1,26.
Tra theo bảng (II-2)/tr22 TKMCKL ta có: z = 19 cấp
Để phân bố tỉ số truyền lên các trục dễ dàng, kết cấu hộp đơn giản, số lượng trục ít… ta chọn số cấp tốc độ là bội số của 2,3. Chọn z = 18 cấp.
.......................................
1.2.4. Xích chạy dao:
Đối với máy phay ta sử dụng động cơ riêng để cung cấp chuyển động cho bàn máy. Lượng chạy dao phụ thuộc vào yêu cầu sử dụng và được điều chỉnh phân cấp hoặc vô cấp. Để đơn giản ta chọn phương pháp điều chỉnh phân cấp.
Ta có phạm vi điều chỉnh lượng chạy dao:
![]()
![]() =
=![]() = 10
= 10
Ta chọn j = 1,26.
Đối với máy phay ta sử dụng hộp chạy dao dùng bánh răng di trượt kết hợp với một số ly hợp để điều khiển dễ dàng mà vẫn đảm bảo yêu cầu khi phay : đảm bảo an toàn, cơ cấu dể chế tạo chính xác.
Lượng chạy dao: Sph (mm/ph)
Sph = S.n
Với n: tốc độ dao phay
ÞSphmin= Smin.nmin=0,172.30 = 5,16(mm/ph)
ÞSphmax= Smax.nmax= 1,72.1500 = 2580 (mm/ph)
Tra theo bảng II-2 TKMCKL ta có z = 23 cấp
Tương tự hộp tốc độ ta chọn z = 18 cấp
Chọn Sphmin= 23,5 (mm/ph)
Sphmax= 1180 (mm/ph)
Ngoài chuyển động chạy dao dọc, ngang, đứng. Trong xích chuyển động chạy dao, ta còn bố trí thêm một cơ cấu chạy dao nhanh để dịch chuyển nhanh các cơ cấu chấp hành của máy. Chuyển động này được tách từ chuyển động chính ở xích chạy dao đến phần cuối của hộp chạy dao.
1.2.5. Công suất động cơ:
Xác định công suất động cơ điện cần phải đạt mức chính xác nhất định. Hiện nay việc tính toán chính xác động cơ điện là một vấn đề khó khăn vì khó xác định được điều kiện làm việc và hiệu suất làm việc của máy, điều kiện chế tạo công suất động cơ điện. Có hai cách xác định công suất động cơ điện:
- Xác định công suất động cơ điện theo hiệu suất tổng.
- Tính chính xác sau khi chế tạo máy xong bằng thực nghiệm có thể xác định công suất động cơ, các số vòng quay, chế độ cắt gọt khác nhau rồi so sánh.
a. Xác định công suất truyền dẫn chính:
Lực tác dụng khi gia công:
![]() bảng
bảng ![]()
Khi phay nghịch lực tác dụng lớn hơn phay thuận vì vậy ta chỉ tính lực cho trường hợp phay nghịch để chọn động cơ.
Ta có : Pz = (0,5¸0,6) P0
Ps = (1¸1,2) P0
Pa = ±0,2 P0
Px = 0,3 P0 ![]()
![]()
Trong chế độ cắt thử nhanh công suất cắt lớn nhất, với:
B = 50 (mm)
V = 235(m/ph) ; S = 750 (mm/vg)
n = 750 (v/ph)
t = 3 (mm)
Dao có D = 100 (mm), z = 4
Các hệ số tra bảng ![]() :C = 682;Y = 0,72;K = 0,86
:C = 682;Y = 0,72;K = 0,86
Þ P0 = ![]() (N)
(N)
Pz = 1232¸1478 (N)
Chọn Pz = 1300 (N)
Ps = (1¸1,2).2464 = 2464¸2957 (N)
Chọn Ps = 2700 (N)
Hiệu suất truyền dẫn trục chính: ![]()
Công suất cắt: ![]() (kW)
(kW)
Công suất động cơ điện: ![]() (kW)
(kW)
Chọn động cơ có N = 7 kW, n = 1440 (v/ph)
b. Công suất chạy dao:
![]()
Đối với máy phay k = 0,15.
Þ Ns = 0,15.7 = 1,05 (kW)
Chọn động cơ điện có: N = 1,7 kW ; n = 1440 v/ph.
- Chuỗi vòng quay cấp số nhân:
Các số liệu cho trước:
Số cấp tốc độ Zv = 18
Tốc độ vòng quay n = 30 ¸ 1500 v/ph.
Phạm vi diều chỉnh số vòng quay Rn ![]() 50
50
Công bội j =![]() =
=![]() = 1,26.
= 1,26.
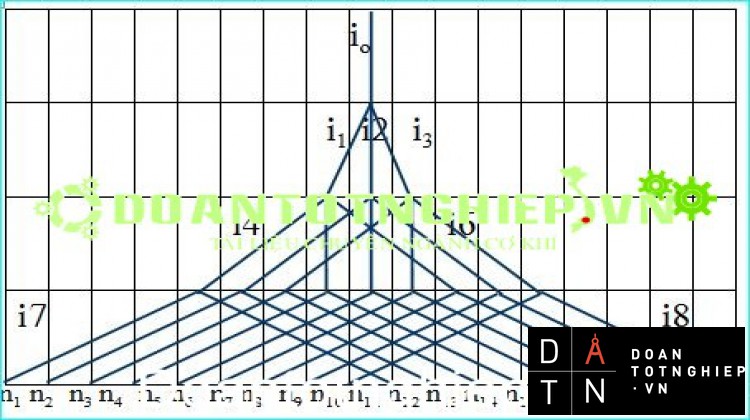
Từ công bội j = 1,26, và chuổi số vòng quay phân bố theo cấp số nhân ta xác định được chuổi số vòng quay của máy cần thiết kế : n1 ¸ n18 .
|
n1 = nmin = 30 (v/ph), |
n10 = n9.j = 190 ´ 1,26 = 235 (v/ph) |
|
n2 = n1.j = 30 ´ 1,26 = 37,5 (v/ph) |
n11 = n10.j = 235 ´ 1,26 = 300 (v/ph) |
|
n3 = n2.j = 37,5 ´ 1,26 = 47,5 (v/ph) |
n12 = n11.j = 300 ´ 1,26 = 375 (v/ph) |
|
n4 = n3.j = 47,5 ´ 1,26 = 60 (v/ph) |
n13 = n12.j = 375 ´ 1,26 = 475 (v/ph) |
|
n5 = n4.j = 60 ´1,26 = 75 (v/ph) |
n14 = n13.j = 475 ´ 1,26 = 600 (v/ph) |
|
n6 = n5.j = 75 ´ 1,26 = 95 (v/ph) |
n15 = n14.j = 600 ´ 1,26 = 750 (v/ph) |
|
n7 = n6.j = 95 ´ 1,26 = 118 (v/ph) |
n16 = n15.j = 750 ´ 1,26 = 950 (v/ph) |
|
n8 = n7.j = 118 ´ 1,26 = 150 (v/ph) |
n17 = n16.j = 950´ 1,26 = 1180 (v/ph) |
|
n9 = n8.j = 150 ´ 1,26 = 190 (v/ph) |
n18 = n17.j = 1180 ´ 1,26 = 1500 (v/ph) |
- Bảng thống kê các đặc tính kĩ thuật của máy:
|
Hệ số cấp vận tốc |
φ = 1.26 |
|
|
Số cấp vận tốc |
Xích tốc độ |
Z = 18 cấp |
|
Xích chạy dao |
Z = 18 cấp |
|
|
Phạm vi điều chỉnh số vòng quay |
Xích tốc độ |
Rn = 50 |
|
Xích chạy dao |
Rs = 10 |
|
|
Vận tốc cắt giới hạn |
Vmax = 180 (mm/ph) |
|
|
Vmin = 30 (mm/ph) |
||
|
Lượng chạy dao giới hạn |
Smax = 1,72 (mm/vg) |
|
|
Smin = 0,172 (mm/vg) |
||
|
Chiều sâu cắt giới hạn |
tmax = 5,16 mm |
|
|
tmin = 1,29 mm |
||
|
Công suất cắt |
Nc = 5 kW |
|
|
Công suất chạy dao |
Ns = 1,05 kW |
|
1.3. THIẾT KẾ ĐỘNG HỌC TOÀN MÁY :
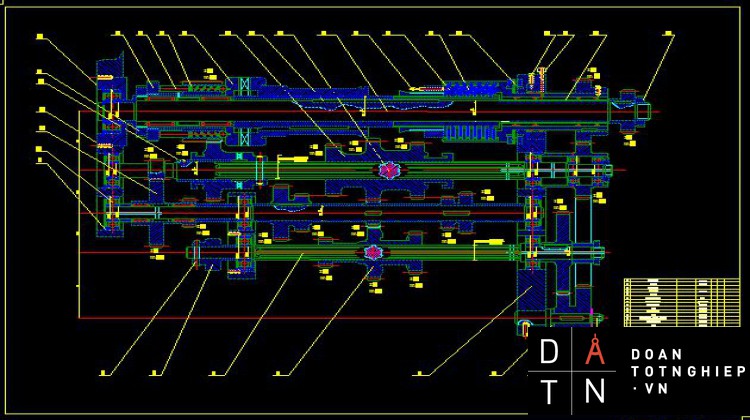
1.3.1. Thiết kế động học hộp tốc độ:
vCông dụng và yêu cầu :
Hộp tốc độ là một bộ phận quan trọng của máy cắt kim loại dùng để thực hiện các nhiệm vụ sau:
- Truyền động công suất từ động cơ điện đến trục chính.
- Đảm bảo phạm vi điều chỉnh cần thiết cho trục chính hoặc trục cuối cùng của hộp tốc độ với công bội j và số cấp vận tốc z yêu cầu.
Hộp tốc độ có thể được chế tạo cùng một khối với trục chính. Trong trường hợp này, hộp tốc độ được gọi là hộp trục chính. Trong trường hợp hộp tốc độ và hộp trục chính được thiết kế thành hai bộ phận riêng biệt và được nối liền bằng một cơ cấu truyền động nào đó, thì hộp tốc độ được gọi là hộp giảm tốc. Hộp giảm tốc thường được đặt dưới chân máy hoặc đưa ra ngoài máy nhằm làm giảm rung động và biến dạng nhiệt cho hộp trục chính.
Từ các thông số cơ bản Rn, j, và z có thể thực hiện được nhiều phương về kết cấu của hộp tốc độ, với cách bố trí số vòng quay, số trục, hệ thống bôi trơn, điều khiển, v, v, ... rất khác nhau. Do đó ta phải chọn phương án thích hợp nhất để thiết kế dựa vào yêu cầu sau đây:
- Các giá trị số vòng quay từ n1 ¸ nz và hệ số cấp số vòng quay j phải phù hợp với trị số tiêu chuẩn.
- Các chi tiết máy tham gia vào việc thực hiện truyền động phải đủ độ bền, độ cứng vững và đảm bảo truyền động chính xác, nhất là đối với trục chính.
- Kết cấu của hộp tốc độ phải đơn giản, xích truyền động phải hợp lý để đạt hiệu suất truyền động cao. Cơ cấu phải dễ dàng tháo lắp và sữa chữa.
- Điều khiển phải nhẹ nhàng và an toàn.
Với những yêu cầu trên, ta tiến hành phân tích , lựa chọn một phương án tốt nhất phù hợp với các chỉ tiêu kỹ thuật, kinh tế trong điều kiện cho phép.
a. Các thông số cơ bản của hộp tốc độ: Rn , z , φ .
Các số liệu đã biết :
- Số cấp tốc độ Zv = 18
- Tốc độ vòng quay n = 30 ¸ 1500 v/ph.
- Phạm vi diều chỉnh số vòng quay: Rn 50
- Công bội j = = = 1,26.
Từ công bội j = 1,26, và chuổi số vòng quay phân bố theo cấp số nhân ta xác định được chuổi số vòng quay của máy cần thiết kế : n1 ¸ n18 .
n1 = nmin = 30 (v/ph),
n2 = n1.j = 30 ´ 1,26 = 37,5 (v/ph)
............................................
LỜI KẾT
Qua quá trình tìm hiểu, nghiên cứu em đã hoàn thành Đồ án môn học Máy công cụ với đề tài Thiết kế máy phay đứng vạn năng và thiết kế dựa trên cơ sở máy phay đứng vạn năng 6H12. Đồ án này được thiết kế gồm hai phần chính là Thiết kế động học toàn máy và Thiết kế kết cấu máy với nội dung từng phần cụ thể như trên.
Quá trình thực hiện Đồ án thực sự đã giúp cho bản thân em tiếp cận được nhiều kiến thức về thiết kế máy và hiểu thêm nhiều kiến thức chuyên môn làm cơ sở cho việc học tập, nghiên cứu và làm việc sau này. Bản thân em đã cố gắng hết sức để vận dụng những kiến thức mình có và tìm hiểu được qua những tài liệu nhưng còn nhiều hạn chế nên không thể tránh khỏi những sai sót, khuyết điểm, chỉ thỏa mãn trong chừng mực nhất định về lý thuyết và kĩ thuật. Kính mong quý thầy trong bộ môn tận tình phân tích các sai sót và chỉ dạy thêm để em ngày càng hoàn thiện kiến thức.
Em xin chân thành cảm ơn sự giúp đỡ tận tình của thầy giáo hướng dẫn ThS. Nguyễn Quốc Bảo cùng quý thầy trong bộ môn đã giúp đỡ em hoàn thành đồ án này.
Quảng Ngãi, ngày 17 tháng 12 năm 2013
Sinh viên thực hiện
Tài liệu tham khảo
[1] Nguyễn Trọng Hiệp- Nguyễn Văn Lẫm; Thiết kế chi tiết máy; NXB Giáo Dục.
[2] Nguyễn Ngọc Cẩn; Thiết kế máy cắt kim loại; Trường ĐH KT, TP.HCM, 2000
[3] Phạm Đắp, Nguyễn Đức Lộc, Phạm Thế Trường, Nguyễn Tiến Lưỡng;
Tính toán thiết kế máy cắt kim loại; NXB ĐH&THCBN, Hà Nội.
[4] GS.TS Nguyễn Đắc Lộc và các TG; Sổ tay công nghệ chế tạo máy 1; NXB
KH&KT, 2004.
[5] GS.TS Nguyễn Đắc Lộc và các TG; Sổ tay công nghệ chế tạo máy 2; NXB
KH&KT, 2004.
Mục lục
Lời Nói Đầu.. 1
PHẦN I - THIẾT KẾ ĐỘNG HỌC MÁY.. 2
1.1. PHÂN TÍCH CÁC CHUYỂN ĐỘNG TẠO HÌNH: 2
1.1.1. Các chuyển động tạo hình của máy phay: 2
1.1.2. Phân tích sơ đồ kết cấu động học của máy phay: 7
1.2. TÍNH TOÁN XÁC ĐỊNH CÁC THÔNG SỐ KỸ THUẬT CỦA MÁY.. 8
1.2.1 Chọn máy chuẩn: 8
1.2.2. Tính toán xác định các thông số kỹ thuật máy: 10
1.2.3. Xích chuyển động chính: 12
1.2.4. Xích chạy dao: 13
1.2.5. Công suất động cơ: 14
1.3. THIẾT KẾ ĐỘNG HỌC TOÀN MÁY : 17
1.3.1. Thiết kế động học hộp tốc độ: 17
1.3.2. Thiết kế động học hộp chạy dao: 32
PHẦN II – THIẾT KẾ KẾT CẤU MÁY.. 45
2.1. TÍNH CÔNG SUẤT VÀ CHỌN ĐỘNG CƠ , LẬP BẢNG : 45
2.1.1. Công suất động cơ hộp tốc độ: 45
2.1.2. Công suất động cơ hộp chạy dao: 49
2.2. TÍNH BỘ TRUYỀN ĐỘNG VÍT – ĐAI ỐC TRONG XÍCH CHẠY DAO DỌC. 52
2.3. TÍNH TOÁN THIẾT KẾ TRỤC IV. 57
2.4. HỆ THỐNG ĐIỀU KHIỂN HỘP CHẠY DAO: 62
LỜI KẾT.. 71
NHẬN XÉT CỦA GIÁO VIÊN.. 72