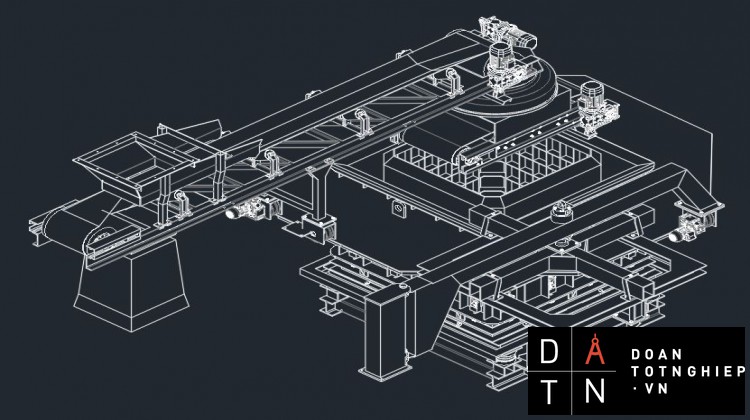
THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
NỘI DUNG ĐỒ ÁN
ĐỀ TÀI THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
LỜI CẢM ƠN
Trước tiên em xin gửi lời cám ơn chân thành sâu sắc tới các thầy cô giáo trong trường Đại học Bách Khoa TPHCM nói chung và các thầy cô giáo trong khoa Cơ Khí, bộ môn Thiết Kế Máy nói riêng đã tận tình giảng dạy, truyền đạt cho em những kiến thức,kinh nghiệm quý báu trong suốt thời gian qua. Đặc biệt em xin gửi lời cảm ơn đến thầy ThS. Vũ Như Phan Thiện, thầy đã tận tình giúp đỡ, trực tiếp chỉ bảo, hướng dẫn em trong suốt quá trình làm luận văn tốt nghiệp. Trong thời gian làm việc với thầy, em không ngừng tiếp thu thêm nhiều kiến thức bổ ích mà còn học tập được tinh thần làm việc, thái độ nghiên cứu khoa học nghiêm túc, hiệu quả, đây là những điều rất cần thiết cho em trong quá trình học tập và công tác sau này. Sau cùng xin gửi lời cảm ơn chân thành tới gia đình, bạn bè đã động viên, đóng góp ý kiến và giúp đỡ trong quá trình học tâp, nghiên cứu và hoàn thành luận văn tốt nghiệp.
LỜI NÓI ĐẦU THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các nghành, các cáclĩnh vực. Đặc biệt là nghành cơ khí chế tạo máy. Nghành cơ khí chế tạo máy là một trongnhững nghành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệphóa hiện đại hoá đất nước. Muốn đạt được điều đó thì vấn đề đặt ra ở đây phải có trangthiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực có trình độ về chuyên môn kỹthuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ, để từ đó đưara đường lối công nghệ hợp lý phục vụ cho nhu cầu sản suất .
Máy Đúc Cống Hộp là một sản phẩm từ sự tiếp thu những thành quả của khoa họckỹ thuật mang lại . Là loại máy tạo ra những sản phẩm phục vụ cho cuộc sống. Nhữngsản phẩm làm cho cuộc sống trở nên đẹp hơn. Do thời gian có hạn chế và sự hiểu biết về kiến thức của em còn hạn chế nên trongquá trình thực hiện đề tài không thể không thiếu sót, kính mong quý thầy cô trong hộiđồng bảo vệ luận văn tốt nghiệp.
MỤC LỤC THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
Chương 1: Tổng Quan Và Đặt Vấn Đề. 1
1.1. Tổng Quan. 1
1.2. Cống hộp bê tông cốt thép thoát nước đúc sẵn là gì:1
1.3. Một số cách gọi khác của cống hộp thoát nước bê tông cốt thép đúc sẵn. 2
1.4. Tác dụng của cống hộp bê tông thoát nước. 2
1.5. Kích thước của sản phẩm cống hộp bê tông thoát nước 2
1.6. Tiêu Chuẩn Cống Hộp BTCT (TCVN 9116:2012)3
1.6.1. Phạm vi áp dụng. 3
1.6.2. Tài liệu viện dẫn. 3
1.6.3. Thuật ngữ và định nghĩa. 4
1.6.4. Kích thước danh nghĩa (Nominal dimension)6
1.6.5. Kích thước thực tế (Actual dimension)6
1.6.6. Chiều dài hiệu dụng của đốt cống (Effective length of culvert internode)6
1.6.7. Lô sản phẩm (Product lot)6
1.7. Phân loại7
1.8. Yêu cầu kỹ thuật8
1.9. Phương pháp thử. 13
1.10. Ghi nhãn, vận chuyển và bảo quản. 19
Chương 2: Phân Tích Và Lựa Chọn Phương Án Thiết Kế. 21
2.1. Phân tích lựa chọn cơ cấu rung. 21
2.1.1 Vai trò và tác dụng của cơ cấu rung. 21
2.1.2 Phân loại21
2.1.3 Cơ Cấu Gây Rung. 23
2.2. Phân tích lựa chọn cơ cấu ép. 26
2.2.1 Vai trò và tác dụng của cơ cấu ép. 26
2.2.2 Phân loại27
Chương 3: TÍNH TOÁN THIẾT KẾ MÁY.. 30
3.1 . Nguyên Vật Liệu. 30
3.1.1. Chọn Loại Cống. 30
3.1.2. Tải Trọng Thiết Kế. 30
3.1.3. Kiểm toán kết cầu cống. 30
3.1.4. Vật liệu chế tạo cống :30
3.1.5. Điều Kiện Sử Dụng Và Lắp Đặt Ống Cống :31
3.1.6. Tiêu Chuẩn Vật Liệu Làm Cống. 31
3.2 . Chọn Thông Số Cống Thiết Kế. 37
3.3 . Tính toán cơ cấu rung ép của máy. 38
3.3.1. Thông số ban đầu. 38
3.3.2. Tính Lực Kích Rung. 39
3.3.3. Tính Toán Các Chi Tiết Đàn Hồi39
3.3.4. Tính toán động cơ. 41
3.4 . Tính Toán Lực Ép. 43
3.4.1 Tính Toán Và Thiết Kế Hệ Thống Thủy Lực Ép. 46
Chương 4: Tính Toán Thiết Kế Băng Tải Nạp Liệu. 56
4.1. Tính Toán Sơ Bộ. 56
4.2. Tính toán lực căng. 59
4.3. Tính Kiểm Nghiệm.. 62
4.3.1. Kiểm tra độ bền của băng.62
4.3.2. Xác định lực kéo tính theo công thức 5.34[I]:62
4.3.3. Tính toán tang dẫn động. 62
4.3.4. Tính chọn tang căng băng.63
4.3.5. Chọn Thiết Bị Căng Băng. 63
4.4. Tính toán động cơ.64
4.4.1. Tính toán công suất động cơ. 64
4.4.2. Tính tốn và kiểm tra khi khởi động động cơ (công thức 6.23[1]).65
4.4.3. Tính chính xác tốc độ dây băng (công thức 6.18[1]).66
4.4.4. Năng suất thực của băng (công thức 6.19[1])66
4.5. Tính tốn trục tang.66
4.5.1. Tính phản lực tại các gối đỡ.66
4.5.2. Tính đường kính trục.68
4.5.3. Kiểm nghiệm trục theo hệ số an toàn. 69
4.6. Tính trục tang bị động. 71
4.7. Tính toán then. 74
4.8. Tính chọn ổ đỡ. 76
4.8.1. Ổ đỡ tang chủ động. 76
4.8.2. Ổ đỡ trục tang bị động. 77
4.9. Tính toán động cơ di chuyển băng tải78
4.9.1. Lực ma sát78
4.9.2. Tính toán công suất79
4.10. Tính Toán Nhanh Băng Tải Nhỏ. 79
Chương 5: Lắp Đặt, Vận Hành, Sửa Chữa Và Bảo Dưỡng Máy 81
7.1 Lắp đặt máy. 81
7.2 Vận hành máy. 81
7.3 Sửa chữa máy. 82
7.4 Một số hiện tượng và nguyên nhân sự cố:82
DANH MỤC HÌNH
Hình 1.1 Lắp Đặt Cống Hộp. 1
Hình 1.2 Cống Hộp. 2
Hình 1.3 Đốt Cống Đơn. 5
Hình 1.4 Đốt Cống Đôi5
Hình 1.5 Mối Nối6
Hình 1.6 Vị Trí Đặt Lực Để Kiểm Tra Khả Năng Chịu Tải Của Đốt Cống……….…18
Hình 2.1 Cơ Cấu Động Bằng Từ Trường. 23
Hình 2.2 Cơ Cấu Rung Động Ly Tâm.. 24
Hình 2.3 Cơ Cấu Rung Động Bằng Truyền Dẫn Lệch Tâm.. 25
Hình 2.4 Nguyên Lý Máy Ép Trục Khuỷu. 27
Hình 2.5 Máy Ép Bằng Vít Me Đai Ốc. 28
Hình 2.6 Nguyên Lý Ép Thủy Lực. 29
Hình 3.1 Đồ Thị Ảnh Hưởng Của Gia Tải Tới Thời Gian Làm Chặt43
Hình 3.2 Lực Quá Trình Rung Ép. 44
Hình 3.3 Thời Gian Ảnh Hưởng Đến Độ Bền Nén. 46
Hình 3.4 Sơ Đồ Thủy Lực Bộ Ép. 47
Hình 3.5 Cấu Tạo Van Phân Phối 4/3. 52
Hình 3.6 Van Chống Lún. 54
Hình 3.7 Role Áp Suất55
Hình 4.1 Van An Toàn. 53
Danh Mục Bảng
Bảng 1.1 Kích Thước Danh Nghĩa Của Đốt Cống Hộp BTCT Đơn Và Đôi7
Bảng 1.2 Sai Lệch Kích Thước, Chiều Dày Thành Và Chiều Dài Đốt Cống. 10
Bảng 1.3 Lực Nén Giới Hạn Theo Phương Pháp Nén Trên Bệ Máy Với Thanh Truyền Lực Đặt Tại Vị Trí Giữa Cạnh Trên. 12
Bảng 1.4 Thời Gian Giữ Nước Trong Đốt Cống. 16
Bảng 2.1 Các Loại Máy Rung Đầm Lèn Hỗn Hợp Bê Tông. 22
Bảng 3.1 Kích Thước Cống. 30
Bảng 3.2 Thông Số Xi Măng. 32
Bảng 3.3 Thông Số Đá Dăm.. 33
Bảng 3.4 Kích Thước Đá Dăm.. 33
Bảng 3.5 Thông Số Cát34
Bảng 3.6 Kích Thước Cát34
Bảng 3.7 Khối Lượng Hỗn Hợp. 35
Bảng 3.8 Thông Số Cốt Thép. 36
Bảng 3.9 Thông Số Cống. 37
Bảng 3.10 Hệ Số Đặc Trưng Cho Tốc Độ Tăng Của A,V,A.. 38
Bảng 3.11 Thông Số Động Cơ Rung. 42
Chương 1: Tổng Quan Và Đặt Vấn Đề THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
1.1. Tổng Quan
Từ xưa việc thoát nước, điều hòa dòng chảy đã được cha ông ta quan tâm trú trọng, từ những hệ thống mương máng, rãnh thoát nước, mương thoát nước ngoài đồng, trong làng, ngoài xóm, đường xá liên thôn liên xóm. Cùng với quá trình phát triển và tiến bộ của khoa học kỹ thuật hệ thống thoát nước cũng dần thay đổi và tiến bộ theo thời gian.
Hiện nay hệ thống thoát nước sử dụng sản phẩm cống hộp bê tông cốt thép đúc sẵn ngày càng nhiều hơn và ngày càng chiếm một vị trí quan trong khó có thể thay thế bằng các sản phẩm cấu kiện bê tông đúc sẵn khác
1.2. Cống hộp bê tông cốt thép thoát nước đúc sẵn là gì:
Là sản phẩm cấu kiện bê tông đúc sẵn được sản xuất từ vật liệu đá, cát vàng, xi măng, nước và có thể là một số phụ gia khác – đây chính là các vật liệu để tạo thành phần bê tông của cấu kiện cống hộp bê tông đúc sẵn để kết hợp với cốt thép bên trong tạo thành sản phẩm cống hộp đúc sẵn, Sản phẩm có kích thươc hình hộp chữ nhật hoặc hình lập phương và có kích thước khác nhau tùy theo nhu cầu sử dụng cụ thể của từng công trình
Hình 1.1 Lắp Đặt Cống Hộp
1.3. Một số cách gọi khác của cống hộp thoát nước bê tông cốt thép đúc sẵn
Trong thực tế để đơn giản hóa, sản phẩm có thể được gọi đơn giản là Cống hộp, cống hôp bê tông, cống hộp đúc sẵn, cống hộp thoát nước, cống hộp bê tông đúc sẵn, cống hộp thoát nước đúc sẵn … Mục đích chủ yếu để phân biệt là sản phẩm đúc sẵn tại nhà máy chứ không phải thi công sản xuất trực tiếp tại các công trình
Hình 1.2 Cống Hộp
1.4. Tác dụng của cống hộp bê tông thoát nước
Sản phẩm chủ yếu được sử dụng để thoát nước mưa, nước thải, nưới tưới tiêu, thay thế các dòng chảy … Trong một số trường hợp sản phẩm còn có thêm nhiều công dụng khác nữa như giao thông, bảo vệ các đường ống bên trong, dẫn nước và cấp nước (có hệ thống ống bên trong).
1.5. Kích thước của sản phẩm cống hộp bê tông thoát nước
Hiện nay kích thước của sản phẩm có thể đến 5m nhưng không nhiều, vì lý do thiết kế và chi phí thông thường kích thước của sản phẩm chỉ đến 3m, với sản phẩm có kích thước lớn hơn sẽ được chuyển thành cống hộp đôi.
1.6. Tiêu Chuẩn Cống Hộp BTCT (TCVN 9116:2012)
TCVN 9116:2012 được chuyển đổi từ TCXDVN 392:2007 theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 7 Nghị định số 127/2007/NĐ-CP ngày 01/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
TCVN 9116:2012 do Hội Công nghiệp Bê tông Việt Nam biên soạn, Bộ Xây dựng đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
1.6.1. Phạm vi áp dụng THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
Tiêu chuẩn này áp dụng cho sản phẩm cống hộp bê tông cốt thép đúc sẵn đơn (1 khoang) và đôi (2 khoang) dùng trong các công trình đường cống ngầm, cống thoát nước, cống dẫn nước thải không có áp, và có thể dùng lắp đặt hệ thống dây điện ngầm, dây cáp ngầm.
1.6.2. Tài liệu viện dẫn THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
Các tài liệu viện dẫn sau đây là cần thiết khi áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm các bản sửa đổi, bổ sung (nếu có).
TCVN 1651-1:2008, Thép cốt bê tông - Phần 1: Thép thanh tròn trơn.
TCVN 1651-2:2008, Thép cốt bê tông - Phần 2: Thép thanh vằn.
TCVN 2682:2009, Xi măng poóc lăng - Yêu cầu kỹ thuật.
TCVN 3105:1993, Hỗn hợp bê tông nặng và bê tông nặng - Lấy mẫu, chế tạo và bảo dưỡng mẫu thử.
TCVN 3118:1993, Bê tông nặng - Phương pháp xác định cường độ nén.
TCVN 4506, Nước cho bê tông và vữa - Yêu cầu kỹ thuật.
TCVN 6067:2004, Xi măng poóc lăng bền sun phát - Yêu cầu kỹ thuật.
TCVN 6260:2009, Xi măng poóc lăng hỗn hợp - Yêu cầu kỹ thuật.
TCVN 6288:1997, Thép cuộn các bon thấp kéo nguội dùng làm cốt thép phân bố, cấu tạo.
TCVN 7570:2006, Cốt liệu cho bê tông và vữa - Yêu cầu kỹ thuật.
TCVN 7711:2007, Xi măng poóc lăng hỗn hợp bền sun phát - Yêu cầu kỹ thuật
TCVN 8826:2011, Phụ gia hóa học cho bê tông.
TCVN 8827:2011, Phụ gia khoáng hoạt tính cao dùng cho bê tông và vữa - Silicafume và tro trấu nghiền mịn.
22 TCN 18:1979*, Qui trình thiết kế cầu cống theo trạng thái giới hạn.
TCXD 171:1989, Bê tông nặng - Phương pháp không phá hoại kết hợp máy siêu âm và súng bật nẩy để xác định cường độ.
1.6.3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa sau đây:
Đốt cống (Culvert internode)
Có dạng hình hộp rỗng (1 khoang hoặc 2 khoang) bằng bê tông cốt thép được sản xuất theo kích thước quy định.
Đốt cống bao gồm các loại sau:
- Đốt cống đơn (Hình 1)
- Đốt cống đôi (Hình 2)
Hình 1.3 Đốt Cống Đơn
Hình 1.4 Đốt Cống Đôi
Đốt cống đầu (Head culvert internode)
Đốt cống dùng để đặt ngay sau tường dẫn cửa vào và cửa ra của cống, chỉ có mối nối ở một đầu.
Đốt cống giữa (Middlle culvert internode)
Đốt cống được đặt ở giữa đường cống và có mối nối ở cả hai đầu.
Mối nối (Joint)
Phần liên kết giữa đầu dương và đầu âm của các đốt cống (Hình 3) hoặc hai đầu đấu vào nhau (nếu hai đầu bằng), bên ngoài phủ đai chống thấm.
Đầu dương mối nối (Possitive head)
Phần mối nối nhìn thấy bên ngoài sau khi các đốt cống đã được lồng vào nhau.
Đầu âm mối nối (Negative head)
Phần mối nối nằm bên trong sau khi các đốt cống đã được lồng vào nhau.
Đường cống (Line culvert)
Tạo thành từ nhiều đốt cống được liên kết với nhau bằng các mối nối.
|
Chi tiết A: Đầu dương mối nối |
Chi tiết B: Đầu âm mối nối |
Hình 1.5 Mối Nối
1.6.4. Kích thước danh nghĩa (Nominal dimension)
Kích thước trong của tiết diện ngang của đốt cống tính bằng mm, được quy ước chọn làm kích thước cơ bản để thiết kế mô đun các kích thước của cống.
Kích thước danh nghĩa của cống hộp đơn và đôi đang sử dụng trong thực tế được thể hiện ở Bảng 1, Phụ lục A và Phụ lục B.
1.6.5. Kích thước thực tế (Actual dimension)
Kích thước của đốt cống đo được trong thực tế sản xuất.
1.6.6. Chiều dài hiệu dụng của đốt cống (Effective length of culvert internode)
Chiều dài được tính từ mép ngoài đầu dương đến mép trong đầu âm của đốt cống.
1.6.7. Lô sản phẩm (Product lot)
Số lượng đốt cống sản xuất theo cùng thiết kế kỹ thuật, cùng vật liệu, kích thước và được sản xuất trên cùng một quy trình công nghệ. Cỡ lô thông thường là 100 đốt cống, nếu số lượng sản phẩm ít hơn 100 đốt cống cũng tính là một lô đủ.
1.7. Phân loại THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
1.7.1. Theo hình dạng tiết diện đốt cống
a) Cống có tiết diện hình chữ nhật;
b) Cống có tiết diện hình vuông.
1.7.2. Theo kết cấu, kích thước danh nghĩa cơ bản của đốt cống
a) Cống đơn (1 khoang);
b) Cống đôi (2 khoang).
Bảng 1.1 Kích thước danh nghĩa cơ bản của đốt cống hộp bê tông cốt thép đơn và đôi
|
Kích thước trong đốt cống |
Chiều dày thành cống |
Chiều dài hiệu dụng đốt cống |
|
(G x A) |
(B) |
(D) |
|
1 000 x 1 000 |
120 |
1 200 |
|
1 200 x 1 200 |
120 |
1 200 |
|
1 600 x 1 600 |
160 |
1 200 |
|
1 600 x 2 000 |
200 |
1 200 |
|
2000 x 2000 |
200 |
1200 |
|
2500 x 2500 |
250 |
1200 |
|
3000 x 3000 |
300 |
1200 |
|
2(1600 x 1600) |
160 |
1200 |
|
2(1600 x 2000) |
200 |
1200 |
|
2(2000 x 2000) |
200 |
1200 |
|
2(2500 x 2500) |
250 |
1200 |
|
2(3000 x 3000) |
300 |
1200 |
|
CHÚ THÍCH: Các sản phẩm có kích thước khác được sản xuất theo thỏa thuận giữa cơ sở sản xuất và khách hàng. |
||
1.8. Yêu cầu kỹ thuật THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
1.8.1. Yêu cầu về vật liệu
Xi măng
Xi măng dùng để sản xuất ống cống là xi măng poóc lăng bền sun phát (PCSR) theo TCVN 6067:2004, hoặc xi măng poóc lăng hỗn hợp bền sun phát (PCBSR) theo TCVN 7711:2007 hoặc xi măng poóc lăng (PC) theo TCVN 2682:2009 hoặc xi măng poóc lăng hỗn hợp (PCB) theo TCVN 6260:2009, cũng có thể sử dụng các loại xi măng khác, nhưng phải phù hợp với các tiêu chuẩn tương ứng.
Cốt liệu
Cốt liệu nhỏ - Cát dùng để sản xuất ống cống có thể là cát tự nhiên hoặc cát nghiền, nhưng phải phù hợp với các yêu cầu của TCVN 7570:2006 .
Cốt liệu lớn - Đá dăm, sỏi hoặc sỏi dăm dùng để sản xuất ống cống phải phù hợp với các yêu cầu của TCVN 7570:2006. Ngoài ra chúng còn phải thỏa mãn các quy định của thiết kế.
Nước
Nước trộn và bảo dưỡng bê tông cần thỏa mãn yêu cầu kỹ thuật của TCVN 4506.
Phụ gia
Phụ gia các loại phải thỏa mãn TCVN 8826:2011 và TCVN 8827:2011.
Bê tông
a) Bê tông chế tạo cống hộp phải đảm bảo đạt mác thiết kế theo cường độ và độ chống thấm.
b) Hỗn hợp bê tông dùng cho cống hộp phải được thiết kế thành phần cấp phối, độ sụt hoặc độ cứng theo loại xi măng, cốt liệu thực tế. Tỷ lệ nước/xi măng (N/X) không lớn hơn 0,45.
Cốt thép
Cốt thép dùng sản xuất cống hộp phải phù hợp với các tiêu chuẩn tương ứng sau:
- Thép thanh dùng làm cốt chịu lực trong bê tông là thép cán nóng theo TCVN 1651-(1 và 2):2008.
- Thép cuộn các bon thấp kéo nguội dùng làm cốt thép phân bố, cấu tạo trong bê tông phải phù hợp với TCVN 6288:1997.
- Các lô sản phẩm thép cần thí nghiệm các chỉ tiêu cơ lý được lấy theo quy định hiện hành.
Hàn nối cốt thép phải tuân theo các quy định của quy trình hàn.
Sai lệch khoảng cách bố trí thép so với thiết kế đối với các thanh thép chịu lực là ≤ 10 mm; đối với thép đai là ≤ 10 mm; sai lệch đối với lớp bảo vệ cốt thép là ± 5 mm.
1.8.2. Kích thước và sai lệch kích thước
Kích thước danh nghĩa
Kích thước danh nghĩa của cống hộp bê tông cốt thép đơn và đôi đúc sẵn được quy định trong Bảng 2.
Sai lệch kích thước đốt cống
Sai lệch kích thước tiết diện, chiều dày thành cống và chiều dài đốt cống được quy định trong Bảng 2 và các sai lệch cho phép được nhà sản xuất công bố và thông báo cùng với kích thước danh nghĩa. Các sai lệch kích thước khác được quy định theo Phụ lục A và Phụ lục B.
Bảng 1.2 Sai lệch kích thước tiết diện, chiều dày thành và chiều dài đốt cống
|
Kích thước danh nghĩa |
Sai lệch kích thước tiết diện |
Sai lệch chiều dày thành đốt cống |
Sai lệch chiều dài đốt cống |
|
1 000 x 1 000 |
± 5 |
± 3 |
± 5 |
|
1 200 x 1 200 |
± 5 |
± 3 |
± 5 |
|
1 600 x 1 600 |
± 5 |
± 3 |
± 5 |
|
1 600 x 2 000 |
±5 |
± 3 |
± 5 |
|
2 000 x 2 000 |
±5 |
± 3 |
± 5 |
|
2 500 x 2 500 |
± 10 |
± 5 |
± 5 |
|
3 000 x 3 000 |
± 10 |
± 5 |
± 5 |
|
2 (1 600 x 1 600) |
± 5 |
± 3 |
± 5 |
|
2 (1 600 x 2 000) |
± 5 |
+ 3 |
± 5 |
|
2 (2 000 x 2 000) |
± 5 |
± 3 |
± 5 |
|
2 (2 500 x 2 500) |
± 10 |
± 5 |
± 5 |
|
2 (3 000 x 3 000) |
± 10 |
± 5 |
± 5 |
Chiều dày lớp bê tông bảo vệ cốt thép
Để đảm bảo chống ăn mòn cốt thép, chiều dày của lớp bê tông bảo vệ cốt thép bên trong và bên ngoài không được nhỏ hơn 12 mm.
1.8.3. Yêu cầu ngoại quan và các khuyết tật cho phép
Độ phẳng bề mặt, độ thẳng, độ vuông góc đầu đốt cống
Bề mặt bên ngoài và bên trong của đốt cống phải đảm bảo phẳng đều, các điểm lồi lõm không vượt quá ± 5 mm.
Không cho phép có các vết lõm hoặc lỗ rỗng trên bề mặt đốt cống với chiều sâu lớn hơn 12 mm. Sai lệch của đường thẳng dọc trục đốt cống và độ vuông góc của đầu đốt cống không được lớn hơn ± 5 mm.
Các khuyết tật do bê tông bị sứt, vỡ
Tổng diện tích bê tông bề mặt bị sứt, vỡ không được vượt quá 6 lần bình phương sai lệch của kích thước danh nghĩa đốt cống (mm2), trong đó diện tích một miếng sứt vỡ không được lớn hơn 3 lần bình phương sai số kích thước danh nghĩa và không được sứt vỡ đồng thời ở cả mặt trong và mặt ngoài tại chỗ tiếp xúc của mối nối.
Nứt vỡ bề mặt
Bề rộng của các vết nứt bề mặt do biến dạng co ngót bê tông không được lớn hơn 0,1 mm.
Sự biến màu của bề mặt bê tông
Bề mặt bê tông của đốt cống không được có các vết ố do cốt thép bên trong bị ăn mòn, bị gỉ.
1.8.4. Yêu cầu mối nối cống
Vật liệu dùng để trám mối nối là vữa xi măng cát có mác tương đương với mác của bê tông chế tạo đốt cống, không co ngót; hoặc sợi đay tẩm nhựa đường hoặc chất chuyên dụng cho mối nối. Mặt phẳng của mối nối cống phải vuông góc với trục dọc của đốt cống.
1.8.5. Yêu cầu về khả năng chống thấm nước
Ống cống phải đảm bảo không xuất hiện vết nước thấm qua thành ống. Xác định bằng phương pháp thử khả năng chịu áp lực thủy tĩnh khi cống chứa đầy nước.
1.8.6. Yêu cầu về khả năng chịu tải của đốt cống
Khả năng chịu tải của đốt cống đơn và đôi được quy định ở Bảng 3 tương ứng với thiết kế kỹ thuật cho các loại cống có kích thước danh nghĩa và phạm vi áp dụng khác nhau.
Bảng 1.3 Lực nén giới hạn theo phương pháp nén trên bệ máy với thanh truyền lực đặt tại vị trí giữa cạnh trên
|
Kích thước danh nghĩa mm |
Lực nén giới hạn, kN |
|
|
Với độ dày đất đắp từ 0,5 m đến 2,0 m |
Với độ dày đất đắp từ 2,1 m đến 3,0 m |
|
|
Cống đơn 1 000 x 1 000 |
80 |
70 |
|
Cống đơn 1 200 x 1 200 |
70 |
60 |
|
Cống đơn 1 600 x 1 600 |
90 |
70 |
|
Cống đơn 1 600 x 2 000 |
100 |
60 |
|
Cống đơn 2 000 x 2 000 |
110 |
100 |
|
Cống đơn 2 500 x 2 500 |
120 |
80 |
|
Cống đơn 3 000 x 3 000 |
160 |
120 |
|
Cống đôi (1 600 x 1 600) |
90 |
70 |
|
Cống đôi (1 600 x 2 000) |
100 |
60 |
|
Cống đôi (2 000 x 2 000) |
110 |
140 |
|
Cống đôi (2 500 x 2 500) |
120 |
80 |
|
Cống đôi (3 000 x 3 000) |
170 |
130 |
1.9. Phương pháp thử THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
1.9.1. Lấy mẫu
Mỗi lô lấy ngẫu nhiên không ít hơn 5 cống đại diện cho lô sản phẩm cần kiểm tra các chỉ tiêu yêu cầu kỹ thuật quy định.
1.9.2. Kiểm tra khuyết tật ngoại quan
Kiểm tra sự phù hợp của lô sản phẩm đốt cống hộp so với các yêu cầu về ngoại quan và mức độ khuyết tật được thực hiện trên 5 mẫu thử lấy ngẫu nhiên nêu trên trong lô sản phẩm.
Thiết bị, dụng cụ
- Thước dây, thước kim loại hoặc thước nhựa dài 1 m, độ chính xác đến 1 mm;
- Thước kim loại hoặc thước nhựa dài 300 mm, độ chính xác đến 1 mm;
- Thước kẹp có độ chính xác đến 0,1 mm;
- Thước căn lá thép dày 0,1 mm;
- Kính lúp có độ phóng đại từ 5 lần đến 10 lần.
Cách tiến hành
- Đo chiều sâu vết lõm: Đặt thước dài dọc theo đường sinh ống cống rồi cắm thanh trượt của thước kẹp đến đáy vết lõm, đo khoảng cách từ đáy vết lõm đến mép dưới của thước.
- Đo kích thước bê tông vỡ để tính diện tích vỡ: Quy vết vỡ về dạng hình tròn tương đương, đo đường kính trung bình để tính ra diện tích vỡ hoặc dùng giấy bóng kính có kẻ sẵn lưới ô vuông để đo diện tích bê tông vỡ, tính diện tích vỡ bằng cách đếm số ô vuông.
- Đo vết nứt bê tông: Quan sát phát hiện vết nứt bằng mắt thường hoặc dùng kính lúp. Nếu có vết nứt, thì cắm đầu thước lá căn vào vết nứt để xác định bề rộng và chiều sâu vết nứt.
Đánh giá kết quả THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
Đối chiếu với yêu cầu về ngoại quan và khuyết tật của đốt cống được quy định trong 5.3 để đánh giá chất lượng đốt cống.
Nếu trong 5 sản phẩm lấy ra kiểm tra có 1 sản phẩm không đạt cấp chất lượng thì trong lô đó lại chọn ra 5 mẫu khác để kiểm tra tiếp. Nếu lại có 1 sản phẩm không đạt yêu cầu chất lượng thì lô sản phẩm đó phải nghiệm thu theo từng sản phẩm.
1.9.3. Kiểm tra kích thước và độ sai lệch kích thước
Kích thước và sai lệch kích thước của sản phẩm đốt cống được xác định trên 5 mẫu thử lấy ngẫu nhiên nêu trên của lô sản phẩm.
Thiết bị, dụng cụ
- Thước kẹp hàm kẹp lớn có độ chính xác 0,1 mm;
- Thước kim loại hoặc thước nhựa dài 1 m hoặc thước cuộn kim loại dài 5 m, độ chính xác 1 mm;
- Máy khoan, búa, đục sắt.
Cách tiến hành
- Đo kích thước bên trong (kích thước danh nghĩa) của từng đốt cống theo hai phương. Việc đo được tiến hành trên cả hai đầu đốt cống.
- Đo bề dày của thành đốt cống ở các cạnh ở 2 đầu bằng thước kẹp.
- Đo chiều dài hiệu dụng của từng đốt cống theo các cạnh bằng thước thép hoặc thước thép cuộn.
- Đo bề dày của lớp bê tông bảo vệ cốt thép đối với từng đốt cống bằng cách khoan hai lỗ trên bề mặt đốt cống cho tới cốt thép hoặc cắt ngang tiết diện cống để đo bề dày lớp bê tông bảo vệ. Sau khi kiểm tra, lỗ khoan phải được trát kín bằng vữa xi măng.
Đánh giá kết quả
Đối chiếu các kết quả đo trung bình với các thông số thiết kế cống hộp để xác định độ sai lệch cho phép như đã được quy định trong 5.2. Nếu trong 5 sản phẩm lấy ra kiểm tra có 1 sản phẩm không đạt chất lượng thì lấy 5 sản phẩm khác trong lô đó để kiểm tra lần 2. Nếu lại có 1 sản phẩm không đạt yêu cầu chất lượng thì lô sản phẩm đó phải nghiệm thu theo từng sản phẩm.
1.9.4. Kiểm tra khả năng chống thấm nước
Lấy mẫu
Từ mỗi lô sản phẩm cống hộp lấy ra 3 đốt cống bất kỳ đã đủ tuổi 28 ngày để thử độ chống thấm nước.
Thiết bị, dụng cụ và vật liệu
- Tấm thép hoặc tấm tôn phẳng;
- Đồng hồ, bay nhỏ mũi nhọn, dao bài, matit bitum, hoặc đất sét.
Cách tiến hành
- Dựng đáy đốt cống trên nền phẳng nằm ngang không thấm nước như tấm thép, hoặc tấm tôn, hoặc nền bê tông đã được gia công để không thấm nước.
- Đầu dưới của đốt cống phải áp chặt trên mặt nền. Khe hở giữa đầu cống và nền được trát kín bằng matit bitum hoặc đất sét để nước trong đốt cống không rò rỉ qua khe ra ngoài.
- Đổ nước vào đốt cống cho đầy tới cách mép trên của đốt cống 1 cm và giữ nước trong đốt cống trong một thời gian quy định tùy thuộc bề dày của thành đốt cống như trong Bảng 4.
Bảng 1.4 Thời gian giữ nước trong đốt cống
|
Bề dày thành đốt cống (mm) |
Thời gian giữ nước (h) |
|
120 |
36 |
|
160 |
48 |
|
200 |
60 |
|
250 |
72 |
|
300 |
84 |
Kết thúc thời gian thử, quan sát bề mặt ngoài đốt cống xem có hiện tượng thấm ướt và giọt nước đọng trên bề mặt không.
Đánh giá kết quả
Nếu không có hiện tượng thấm nước hoặc xuất hiện giọt nước đọng thì đốt cống hộp thử nghiệm đạt yêu cầu về độ chống thấm.
Nếu trong 3 đốt cống đem thử mà có 1 đốt cống bị thấm, thì phải chọn 3 đốt cống khác để thử tiếp. Nếu lại có 1 đốt cống bị thấm nước thì lô cống đó không đạt yêu cầu về độ chống thấm, phải nghiệm thu theo từng sản phẩm.
1.9.5. Kiểm tra cường độ bê tông
Bê tông phải được lấy mẫu, bảo dưỡng và xác định cường độ theo TCVN 3105:1993, TCVN 3118:1993 và lưu phiếu thí nghiệm, coi đó là một trong các hồ sơ chất lượng sản phẩm. Cũng có thể sử dụng phương pháp không phá hủy kết hợp sóng siêu âm với súng bật nẩy theo TCVN 171:1989.
Trong trường hợp cần thiết phải kiểm tra trên mẫu bê tông khoan từ đốt cống.
1.9.6. Kiểm tra khả năng chịu tải của đốt cống
Chuẩn bị mẫu thử
Lấy ít nhất 2 đốt cống bất kỳ trong lô sản phẩm để chuẩn bị mẫu thử.
Mẫu thử có thể là một đốt cống có chiều dài danh nghĩa 1 200 mm hoặc theo thiết kế cụ thể.
Nguyên tắc
Khả năng chịu tải của đốt cống được xác định bằng phương pháp nén trên bệ máy. Tải trọng nén phá hủy (tải trọng giới hạn) là tải trọng nén quy định cho mỗi loại đốt cống và được duy trì ít nhất trong 1 min mà đốt cống không bị phá hủy tương ứng với chỉ tiêu kỹ thuật cho các loại ống có kích thước danh nghĩa và phạm vi áp dụng khác nhau theo 22 TCN 18:1979.
Khi nén, đốt cống thử được lắp đặt để tiếp xúc chặt chẽ với sàn máy nén và giữ cố định theo phương ngang của đốt cống. Với đốt cống đơn, lực nén đặt tại điểm giữa cạnh trên. Với cống đôi, lực nén đặt tại giữa cạnh trên của một khoang đốt cống (Hình 4).
Có thể thử tải bằng cách chất tải hoặc ép thủy lực tại hiện trường khi điều kiện nền móng đảm bảo yêu cầu kỹ thuật.
Thiết bị, dụng cụ
- Máy nén thủy lực hoặc máy nén cơ học dùng hệ thống kích. Máy phải được lắp đồng hồ lực có thang đo phù hợp sao cho tải trọng thử phải nằm trong phạm vi (20 ÷ 80) % của giá trị lớn nhất của thang đo lực. Độ chính xác của máy trong khoảng ± 2 % tải trọng thử quy định;
- Các dụng cụ quan sát và đo bề rộng vết nứt (kính phóng đại, thước căn lá);
- Các tấm đệm cao su có độ cứng (45 ÷ 60) theo thang đo độ cứng Shore;
- Thanh truyền lực ở trên làm bằng thép cứng;
- Thiết bị nén tại hiện trường phải phù hợp với các yêu cầu thí nghiệm cũng như điều kiện lắp đặt các dụng cụ đo và thiết bị gia tải;
- Thiết bị nén tại hiện trường phải phù hợp với các yêu cầu thí nghiệm cũng như điều kiện lắp đặt các dụng cụ đo và thiết bị gia tải.
Hình 1.6 Vị trí đặt lực để kiểm tra khả năng chịu tải của đốt cống
Cách tiến hành
- Đặt đốt cống thử lên bệ thử một cách chắc chắn, ổn định;
- Đặt tấm đệm và thanh truyền lực trên lên điểm giữa thanh ngang cống;
- Tác dụng lực lên điểm giữa của thanh truyền lực, tăng tải đến giá trị 10 % lực nén quy định;
- Kiểm tra độ ổn định, tiếp xúc của toàn bộ hệ thống và các thanh gối tựa;
- Tiếp tục tăng tải với tốc độ gia tải 200 kN/min. Khi xuất hiện vết nứt, giữ tải trong 1 min và quan sát, đo bề rộng vết nứt.
- Sau đó tiếp tục tăng tải tới khi đạt 75 % lực nén giới hạn quy định thì tăng tải chậm lại với tốc độ 44 kN/min. Khi đạt lực nén giới hạn thì giữ tải trọng 1 min và quan sát. Nếu có vết nứt thì đo chiều rộng và chiều sâu vết nứt bằng cách chọc thước lá vào khe nứt. Nếu không nứt, hoặc vết nứt nhỏ thì lại tiếp tục tăng tải cho đến khi xuất hiện vết nứt có chiều rộng lớn hơn 0,25 mm và sâu hơn 0,2 mm (xem như mẫu đã bị phá hoại) thì ngừng gia tải và tắt máy.
Đánh giá kết quả
Khi thử tải trọng nén giới hạn có thể xảy ra các trường hợp sau đây:
- Khi ép đến tải trọng cực đại mà xuất hiện vết nứt lớn hơn quy định (sâu hơn 0,2 mm và chiều rộng lớn hơn 0,25 mm), thì đốt cống không đạt yêu cầu về khả năng chịu lực.
- Đốt cống đạt yêu cầu về khả năng chịu tải trọng nếu thỏa mãn yêu cầu của tải trọng giới hạn khi thử tải quy định ở Bảng 3.
Đánh giá kết quả kiểm tra lô thử: Nếu trong 2 đốt cống đem thử có 1 đốt cống không đạt yêu cầu về khả năng chịu tải, thì phải chọn 2 đốt cống khác để thử tiếp. Nếu lại có 1 đốt cống không đạt yêu cầu về khả năng chịu tải, thì lỗ cống đó không đạt yêu cầu về khả năng chịu tải, phải nghiệm thu theo từng sản phẩm.
1.10. Ghi nhãn, vận chuyển và bảo quản
Ghi nhãn
Trên mỗi đốt cống phải ghi rõ:
- Tên cơ sở sản xuất;
- Loại sản phẩm, kích thước danh nghĩa;
- Ký hiệu lô sản phẩm;
- Ngày, tháng, năm sản xuất;
- Dấu kiểm tra chất lượng;
Nhãn mác được ghi ở mặt ngoài của đốt cống tại vị trí dễ quan sát thấy.
Vật liệu dùng cho việc ghi nhãn mác không bị hòa tan trong nước và không phai màu.
Khi xuất xưởng phải có giấy chứng nhận chất lượng sản phẩm của lô hàng. Giấy chứng nhận chất lượng cần thể hiện đầy đủ các nội dung kiểm tra đánh giá về:
- Ngoại quan và khuyết tật;
- Kích thước và sai lệch kích thước;
- Khả năng chống thấm nước;
- Cường độ bê tông của đốt cống theo phiếu thí nghiệm mẫu lưu hoặc theo TCXD 171:1989;
- Khả năng chịu tải của đốt cống.
Vận chuyển và bảo quản
- Sản phẩm đốt cống hộp bê tông cốt thép, chỉ được phép bốc xếp, vận chuyển khi cường độ bê tông đạt tối thiểu 70% mác thiết kế.
- Sản phẩm đốt cống phải được xếp, dỡ bằng cần cẩu với móc dây cáp mềm hoặc thiết bị nâng đỡ thích hợp.
- Khi vận chuyển, các đốt cống phải được chèn chặt với phương tiện vận chuyển để tránh xô đẩy, va đập, gây hư hỏng, sứt vỡ bê tông các cạnh ngoài và trong.
- Các sản phẩm cống sau khi kiểm tra chất lượng được xếp thành từng lô cùng loại. Giữa các lớp sản phẩm đặt nằm phải được đặt các miếng đệm bằng gỗ, hoặc vật liệu thích hợp khác.
- Để thuận tiện khi vận chuyển và lắp ráp, trên bản nắp của đốt cống có thể bố trí 2 móc thép.
Chương 2: Phân Tích Và Lựa Chọn Phương Án Thiết Kế
2.1. Phân tích lựa chọn cơ cấu rung
2.1.1 Vai trò và tác dụng của cơ cấu rung
Trong công nghiệp sản xuất các cấu kiện bê tông và bê tông cốt thép, để làm chặthỗn hợp bê tông người ta thực hiện bằng các phương thức sau: rung động, ép hoặc quayly tâm v.v… trong đó rung động được sử dụng phổ biến nhất vì thiết bị đơn giản, phạm viứng dụng rộng, hiệu quả làm chặt cao và thích hợp với nhiều dạng kết cấu kiện xây dựng.
Dưới tác dụng của rung động, các hạt cốt liệu của hỗn hợp bê tông được truyềnnăng lượng và chuyển động với vận tốc khác nhau. Khi này liên kết giữ các hạt bị phá vỡ,nội ma sát giảm; hỗn hợp trở nên lưu động hơn, không khí được đẩy ra ngoài và các hạttiến sát lại gần nhau, làm cho khối lượng thể tích của bê tông tăng lên (tang lên 1,61,65 lần) và khuôn đượcđiền đầy hơn.
Thiết bị làm chặt hỗn hợp bê tông bằng phương pháp rung cần đạt được những yêu cầu đảm bảo độ chặt và cường độ bê tông; độ tin cậy và tuổi thọ cao; năng suất tạo hình cao; sử dụng và sửa chữa dễ; đảm bảo các tiêu chuẩn về tiếng ồn và rung động; phải có độ cứng vững cao để truyền được dao động một cách đồng đều cho các bề mặt tiếp xúc với hỗn hợp bê tông, đảm bảo kích thước và hình dạng chính xác của các cấu kiện bê tông.
2.1.2 Phân loại
Bảng 2.1 Các loại máy rung đầm lèn hỗn hợp bê tông
Máy rung đặt ngoài |
Máy rung đặt trong |
||||
|
Máy rung thể tích |
Máy rung bề mặt |
Tên gọi |
Sơ đồ |
||
|
Tên gọi |
Sơ đồ |
Tên gọi |
Sơ đồ |
||
|
Rung cốt pha |
Đầm mặt |
Đầm dùi |
|||
|
Rung vỏ bunke |
Đầm thước |
Đầm dùi trục mềm |
|
Bàn rung |
Máy rung chèn đá |
Đầm chày cán cứng |
|
Khối chày rung |
Máy rung bề mặt, nguồn dao động đặt trực tiếp lên bề mặt của hỗn hợp bê tông và dao động được truyền từ bên trên vào trong long của hỗn hợp bê tông. Máy rung bề mặt được sử dụng cho hỗn hợp bê tông lưu động với về dày lớp đầm chặt không lớn hơn 200mm.
Máy rung đặt trong (đầm dùi) được thả chìm sâu trong lòng hỗn hợp bê tông và rung động được truyền từ bên trong ra xung quanh. Phương pháp truyền rung này rất có hiệu quả trong việc làm chặt hỗn hợp bê tông. Máy rung đặt trong được dung cho hỗn hợp bê tông lưu động và ít lưu động để tạo hình các cấu kiện dạng tấm, cột và đặc biệt làm chặt các khối móng, cũng như các công trình thủy lợi.
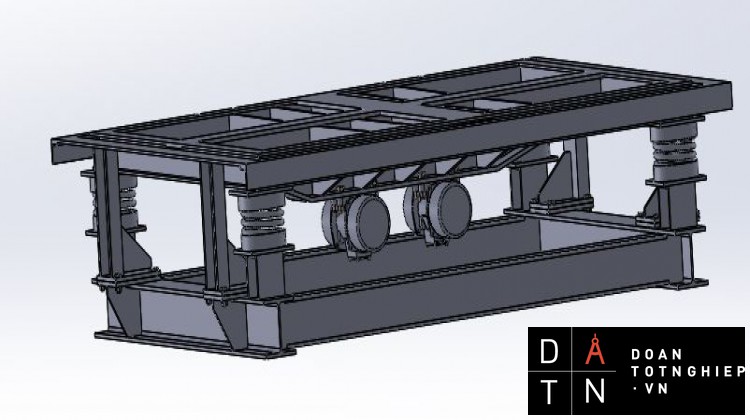
Ở máy rung thể tích, hỗn hợp bê tông được đưa vào khuôn cứng (hoặc vỏ, cốt pha). Dao động được truyền qua khuôn (vỏ, cốt pha) tới toàn bộ thể tích của hỗn hợp. Bàn rung là loại máy rung thể tích được dùng để chế tạo các cấu kiện bê tông và bê tông cốt thép từ các hỗn hợp bê tông cứng và từ tất cả các loại hỗn hợp bê tông lưu động.
2.1.3 Cơ Cấu Gây Rung
2.1.3.1 Rung động bằng lực từ trường
Hình 2.1 Cơ cấu động bằng từ trường
Nguyên lý tạo rung động bằng từ trường là sử dụng dao động từ trường để tạo lực
hút, đẩy theo chu kỳ thay đổi của chiều từ trường trong các nam châm điện.
- Ưu điểm
- Biên độ dao động và tần số dễ tùy chỉnh.
- Dễ dàng thay đổi biên độ và tần số.
- Điều chỉnh hướng rung dễ dàng.
- Ít gây tiếng ồn.
- Nhược điểm
- Cơ cấu khá phức tạp và khó lắp ráp.
- Khó sửa chữa, thay thế và cân chỉnh.
- Cơ cấu khá cồng kềnh.
- Tuổi thọ không cao.
2.1.3.2 Rung động bằng lực ly tâm
* Các TCN, TCXD sẽ được chuyển đổi sang TCVN
...
Ta chọn động cơ có hộp giảm tốc ABB-TBB-EED có công suất 1,1Kw với vòng quay trục động cơ , tỉ số truyền i= 15,22 .
Ta cũng có bộ ép sử dụng bánh xe, để thuận tiện cho việc lắp đặt ta cũng sử dụng bộ bánh xe và động cơ trên (vì bộ ép nhỏ hơn).
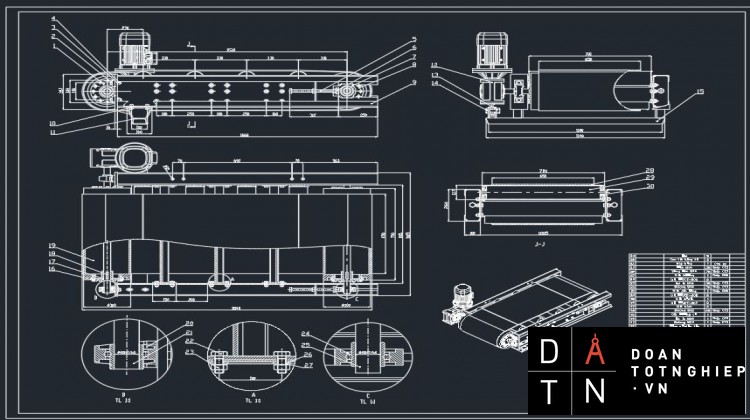
4.1. Tính Toán Nhanh Băng Tải Nhỏ
Năng suất của băng tải Q = 80 (Tấn/h)
Vận tốc băng tải v = 0.5 m/s
Chiều dài vận chuyển L = 1 m
Vận chuyển hỗn hợp bê tông
Điều kiện làm việc bình thường.
Chọn băng tải con lăn
- Chiều rộng băng tải B = 500 mm
- Động cơ
Ta chọn động cơ giảm tốc ABB-TBB-EED công suất 0,7kW cùng với băng tải lớn.
- Đường kính tang
Dường kính tang dẫn động và dẫn động
- Đường kính trục
- Then và ổ đỡ
Chọn giống như băng tải trên
Chương 1: Lắp Đặt, Vận Hành, Sửa Chữa Và Bảo Dưỡng Máy
5.1. Lắp đặt máy
+ Kiểm tra chất lượng và độ chính xác của chi tiết lắp đặt.
+ Lắp ráp máy theo từng cụm chức năng.
+ Kiểm tra độ thẳng hàng của các chi tiết trong cơ cấu trong máy cũng như các cảmbiến.
+ Kiểm tra độ cân bằng của khuôn khung khi chưa làm việc.
+ Kiểm tra các xylanh có đúng theo yêu cầu và hoạt động bình thường không.
+ Bôi trơn và tra dầu các chi tiết trượt.
+ Kiểm tra cân bằng giữa các chân đế với nhau để máy không bị nghiêng.
+ Kiểm tra bộ phận cấp vật liệu và khuôn rung có đảm bảo hoạt động không
+ Kiểm tra thanh đở tấm pallet có kẹt tấm pallet khi hoạt động không.
+ Kiểm tra khuôn rung đã lắp chính xác không.
+ Kiểm tra động cơ rung có lắp chính xác theo yêu cầu chưa.
+ Kiểm tra các bulong và đai ốc đã được siết chặt hay chưa.
+ Kiểm tra màn hình điều khiển, bộ điều khiển.
+ Đi dây điện cho motor sao cho không ảnh hưởng máy hoạt động.
+Vận hành vài phút để kiểm tra sự ổn định và sự cố.
5.2. Vận hành máy
+ Kiểm tra các nút ấn có hoạt động bình thường không.
+ Kiểm tra xem các chi tiết đã được cố định chưa
+ Kiểm tra cáp điện, kiểm tra xem điện có phù hợp với motor không. Điện áp sử dụngở đây là dây điện 220v.
+ Kiểm tra xem có người hay bộ phận khác có nằm trong khu vực nguy hiểm khi vậnhành không.
+ Kiểm tra xem các xylanh có hoạt động bình thường không. Có cần bôi trơn không.
+ Kiểm tra xem quy trình thực hiện có sai sót gì không, hoạt động có tuần tự không.
+ Kiểm tra xem trong quá trình máy hoạt động có gây ra âm thanh hay có sự cố gì bất
thường thì phải cho máy dừng lại ngay.
5.3. Sửa chữa máy
+Trong quá trình làm việc, các chi tiết rung thương bị ăn mòn, bị hư hai cần sữa chữa
để đảm bảo chất lượng sản phẩm.
+Trong quá trình hoạt phải kiểm tra chất lượng cống để xem máy có hoạt động bình
thường hay không và cần thay thế gì hay không.
+ Kiểm tra các xylanh, cảm biến để dảm bảo chất lượng.
5.4. Một số hiện tượng và nguyên nhân sự cố:
+ Tiếng ồn lớn
+ Đúng máy không chạy
+ Không đảm bảo chất lượng sản phẩm
+ Hao hụt nhiều vật liệu
+ Đứt dây xích và các bộ phận khác
+ Hư bộ điều khiển
+ Không cấp được tấm pallet
+ Bảo dưỡng máy
+ Năng suất lao động, chất lượng, gia thành sảm phẩm cơ khí phụ thuộc rất nhiều vào
tình trạng của các loại máy công nghiệp. Cùng với thời gian, chất lượng của các máy
công nghiệp cũng giảm dần. Nếu chỉ sản xuất mà không thực hiện công tác bảo dưỡng,
sửa chữa, phục hồi kịp thời, đúng kỹ thuật có thể sẽ xuất hiện sự cố máy, làm cho thiết bị
mất khả năng làm việc, ảnh hưởng tới toàn bộ quá trình sản xuất, an toàn cho người lao
động.
......
Chương 6: Kết Luận Và Hướng Phát Triển Đề Tài
Kết Luận THIẾT KẾ MÁY SẢN XUẤT CỐNG HỘP BÊ TÔNG CỐT THÉP BẰNG CÔNG NGHỆ RUNG ÉP
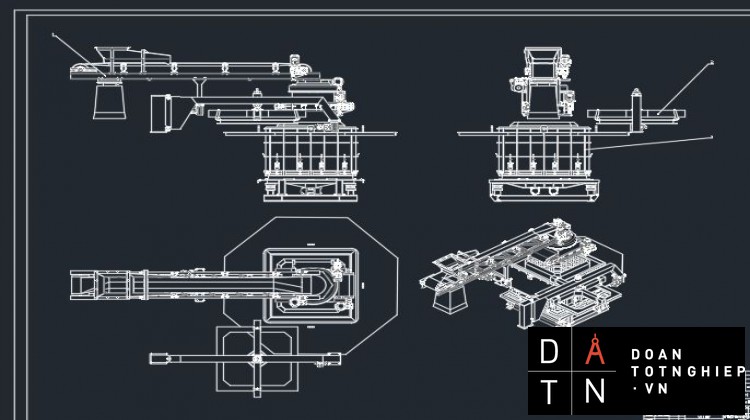
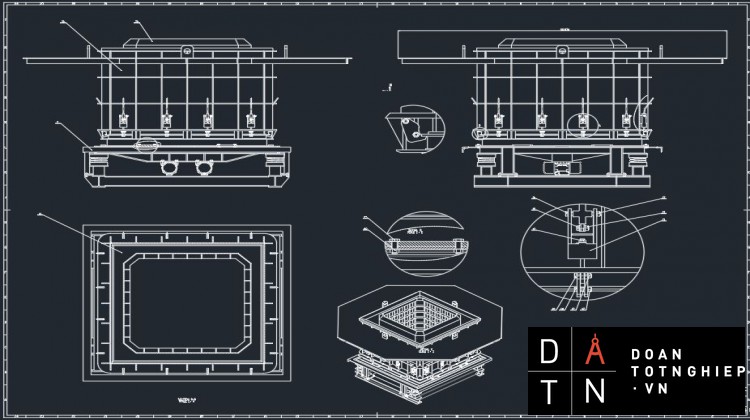
Hoàn thành thiết kế máy sản xuất cống BTCT bằng công nghệ rung ép.
Nguyên cứu về cơ sở lý thuyết của việc rung động đối với quá trình lèn chặt bê tông.
Tính toán lực ép và lực kích rung sao cho phù hợp với quá trình sản xuất. Từ đó thiết kế máy rung và ép tiết kiệm năng lượng nhưng cho năng suất và chất lượng thành phẩm đạt được tiêu chuẩn quốc gia.
Phân tích lợi ích của việc sản xuất và sử dụng cống hộp. Từ đó tìm ra các phương hướng phát triển sau này.
Phương hướng phát triển cho tương lai
Cần chế tạo mô hình và thử nghiệm để kiểm nghiệm lực rung và ép đã tính toán là phù hợp với thực tế, đảm bảo được chất lượng sản phẩm.
Cần nguyên cứu thêm hệ thống điều khiển tiên tiến, hoàn toàn tự động và có giá thành rẻ, phù hợp với quy mô sản xuất ở Việt Nam.
Nguyên cứu thiết kế để tăng năng suất, giảm tiêu hao năng lượng, nhân công vận hành.
Nguyên cứu để có thể sản xuất ra loại máy có thể đáp ứng nhiều nhu cầu của thị trường về chủng loại bê tông, kích cỡ cũng như độ bền.



