Thiết kế quy trình công nghệ gia công chi tiết Chạc đầu ngựa


NỘI DUNG ĐỒ ÁN
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường Đại Học Sư Phạm Kỹ Thuật Độc Lập – Tự Do – Hạnh Phúc
------------*** ----------- -------------o0o------------
KHOA CƠ KHÍ MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
Họ và tên:
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết: Chạc đầu ngựa
I .Số liệu cho trước:
– Sản lượng:43600 chi tiết / năm
– Điều kiện thiết bị: Tự chọn.
II.Nội dung thuyết minh và tính toán:
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…
2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi,tra lượng dư cho các bề mặt gia công
4. Lập tiến trình công nghệ:Thứ tự gia công, gá đặt , so sánh các phương án , chọn phương án hợp lý.
5.Thiết kế nguyên công.
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt,dụng cụ cắt ỡ vị trí cuối cùng,chỉ rõ phương chiều của chuyển động. Ghi kích thước, độ bóng, dung sai của nguyên công đang thực hiện
- Chọn máy, kết cấu dao
- Trình bày các bước:chọn dao(loại dao và vật liệu làm dao),tra các chế độ cắt: s,v,t; tra lượng dư cho các bước và tính thới gian gia công cơ bản cho từng bước công nghệ.
6. Thiết kế đồ gá:
- Vẽ sơ đồ nguyên lý,thiết kế cơ cấu và trình bày nguyên lý làm việc của đồ gá.
- Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp
- Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
- Tính sức bền cho các chi tiết chịu lực
III.Các bản vẽ:
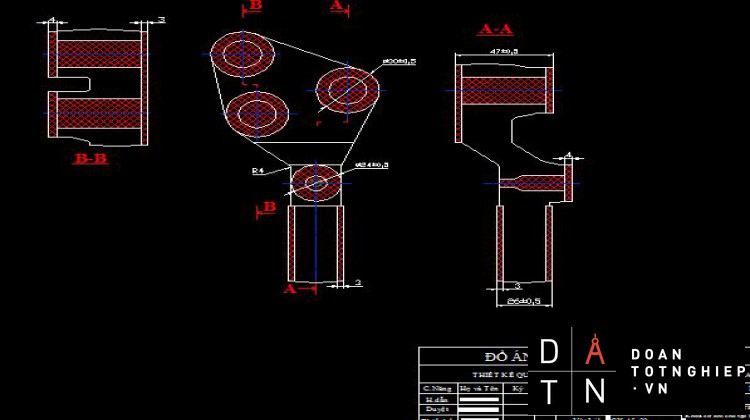
– Bản vẽ chi tiết: 1 bản (A3).
– Bản vẽ chi tiết lồng phôi: 1 bản (A3).
– Tập bản vẽ sơ đồ nguyên công:4 bản(A3).
– Bản vẽ thiết kế đồ gá: (vẽ băng bút chì) 1 bản (A1).
IV.Ngày giao nhiệm vụ:
V.Ngày hoàn thành nhiệm vụ:
VI.Giáo viên hướng dẫn: Thầy ....
LỜI NÓI ĐẦU
Đất nước ta đang trong thời kỳ công nghiệp hoá –hiện đại hóa nhằm thực hiện mục tiêu đến năm 2020 nước ta cơ bản là một nước công nghiệp.
Muốn được như vậy thì phải phát triển mạnh ngành công nghiệp, giảm lao động thủ công trong ngành công nghiệp.
Trong công nghiệp thì ngành chế tạo máy đóng vai trò quan trọng trong việc sản xuất ra các máy móc thiết bị phục vụ cho nhu cầu trong nước và xuất khẩu ra thế giới. Để phát triển ngành cơ khí chúng ta cần đẩy mạnh việc đào tạo đội ngủ cán bộ khoa học kỹ thuật và công nhân lành nghề có thể nắm bắt và làm chủ công nghệ mới. Đồ án môn học công nghệ chế tạo máy là môn học chuyên ngành của sinh viên cơ khí. Quá trình làm đồ án giúp cho sinh viên gắn lý thuyết với thực tế, biết vận dụng kiến thức vào thực tiễn.
Sau thời gian được trang bị kiến thức về công nghệ, nay em được giao làm đồ án với đề tài: “ thiết kế quy trình công nghệ gia công chi tiết chạc đầu ngựa”
Do kiến thức và thời gian có hạn, thiếu kinh nghiệm thực tế nên không tránh khỏi thiếu xót. Kính mong thầy cô và các bạn đóng góp ý kiến để đạt kết quả tốt hơn.
Em xin chân thành cảm ơn sự chỉ bảo tận tình của thầy ............... và các thầy cô trong khoa cơ khí cũng như các bạn đã giúp em hoàn thành đồ án.
Sinh viên thực hiện
LỜI CẢM ƠN
Em rất chân thành cảm ơn thầy Nguyễn Văn Hồng đã tận tình hướng dẫn em rất nhiều trong quá trình làm đồ án. Đồ án môn học công nghệ chế tạo máy là sự tổng hợp nhiều kiến thức của nhiều môn học mà em đã được học trong những năm học vừa qua, sự chỉ dẫn và truyền đạt của thầy Nguyễn Văn Hồng không những là những kiến thức bổ ích giúp em hoàn thành đồ án, mà sẽ còn giúp em rất nhiều trong công việc thiết kế sau này.
Đồng thời, em cũng chân thành cảm ơn sự chỉ dẫn, giúp đỡ của các thầy cô trong bộ môn Công Nghệ Chế Tạo Máy đã tạo điều kiện thuận lợi cho em hoàn thành đồ án.
→ Qua đây, em cũng xin cám ơn các thầy cô trong khoa Cơ Khí và trong Trường ĐH Sư Phạm Kỹ Thuật đã chỉ bảo và truyền đạt những kiến thức về các môn học khác nhau giúp cho có em những cơ sở kiến thức để thực hiện đồ án môn học của mình.
MỤC LỤC
Trang
Chương I: Phân tích chi tiết gia công 7 ChươngII: Xác định dạng sản xuất 9
Chương III: Chọn phôi 11 Chương IV: Chọn tiến trình gia công và lập qui trình 14
công nghệ
Chương V: xác định lượng dư và kích thước trung gian 23
Chương VI: Xác định định chế độ cắt và thời gian gia 28
công bằng phương pháp tra bảng
Chương VII: Tính toán và thiết kế đồ gá 50
Kết luận 54
Tài liệu tham khảo 55
Chương I:
PHÂN TÍCH CHI TIẾT GIA CÔNG
Mục đích của chương này là xem xét kết cấu và điều kiện kỹ thuật trong bản vẽ chi tiết có phù hợp hay không với chức năng phục vụ và khả năng chế tạo.
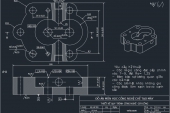
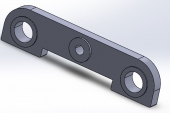
1. Phân tích chi tiết gia công:
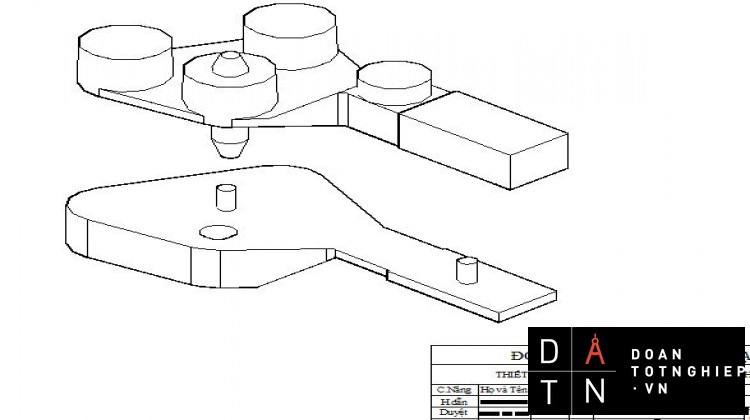
- Chi tiết là Chạc đầu ngựa thuộc loại chi tiết dạng càng
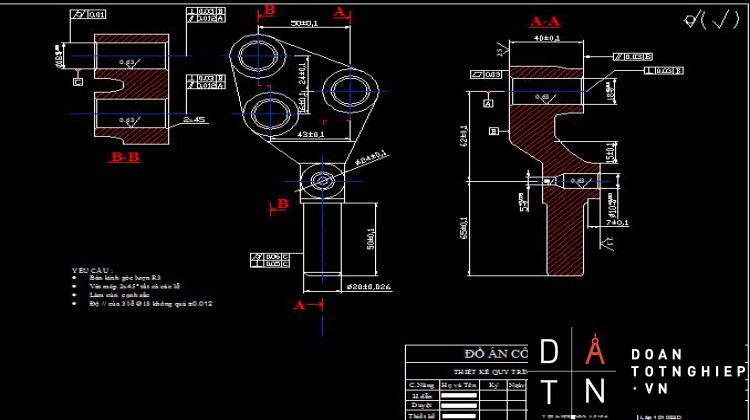
- Chi tiết có 4 lỗ cần có độ chính xác và độ bóng cao để lắp ghép với trục là 3 lỗ Þ18x40 và một lỗ Þ10x20 → đây là các lỗ cơ bản cần phải gia công chính xác với IT 7 và Ra =0.63
- Chi tiết có phần trụ dùng để lắp ghép với các lỗ của chi tiết khác nên ta chọn kiểu lắm ghép trung gian Js với IT 7→cần được gia công
- Ngoài ra còn có những mặt có độ bóng và độ chính xác không cao lắm (Rz=10) để lắp ghép với các chi tiết khác ( mặt đầu ) → cũng cần đượcgia công .
→ Chi tiết thuộc thuộc vào chi tiết dạng càng , chi tiết này dùng để nối chi tiết này với chi tiết khác và cũng dùng gạt các chi tiết khác đến vị trí nhất định hoặc dùng để truyền lực giữa cc chi tiết với nhau
2.Phân tích kỹ thuật :
-Vật liệu chế tạo là gang xám GX 15-32
-Độ cứng của vật liệu HB <200
-Giới hạn kéo
-Giới hạn bền uốn
-Khối lượng chi tiêt
-Gang xám là hỗn hợp giữa sắt và cacbon , ngoài ra còn chứa một số nguyên tố hợp kim khác như (0,4 ÷3,5 )% Si , (0,2 ÷ 1,5 )% Mn, 0,04-1,5% P , 0,02-0,2% S.
- Gang xám có độ bền nén cao , chịu mài mòn tốt , góp phần làm giảm rung động trong các chi tiết máy.
- Chi tiết càng trong quá trình làm việc chủ yếu chịu uốn và chịu mài mòn không cao , nên ta chọn gang xám là phù hợp nhất.
vYêu cầu kỹ thuật : trang 61 tài liệu (2)
+ Kích thước các lỗ cơ bản được gia công với độ chính xác cấp 7÷9; độ nhám bề mặt Ra=0.63÷0.32
+ Độ không song song của các tâm lỗ cơ bản trong khoảng 0.03÷0.05 trên 100mm chiều dài
+ Độ không vuông góc giữa tâm lỗ so với mặt đầu trong khoảng 0,05÷0,1 trên 100mm bán kính
+ Độ không song song của các mặt đầu các lỗ cơ bản khác trong khoảng 0,05÷0,25mm trên 100mm bán kính mặt đầu
+ Độ đồng trục giữa các lỗ Þ18 và Þ10 là không quá 0,02 (mm).
+ Các mặt làm việc của càng được nhiệt luyện đạt độ cứng 50÷55 HRC
CHƯƠNG II :
XÁC ĐỊNH DẠNG SẢN XUẤT
-Mục đích của chương này là ta xác định hình thức sản xuất (đơn chiếc , hàng loạt nhỏ , hàng loạt vừa , hàng loạt lớn và hàng khối), để cải thiện tính công nghệ của chi tiết , chọn phương pháp chế tạo phôi thích hợp , chọn thiết bị hợp lý để gia công chi tiết.
-Để thực hiện điều này ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau (trang 16 tài liệu (1))
- Với :
+ N: số chi tiết sản xuất trong một năm theo kế hoạch.Giả sử chọn N=40000
+ N :Số chi tiết sản xuất thực tế trong 1 năm
+ : Số % chế phẩm(3-6%)
→ chọn
+ : Số % chi tiết chế tạo thêm để dự trữ (5-7%)
→ chọn
→
*Khối lượng chi tiết:
m=V.(Kg) Với :V thể tích chi tiết(dm3)
khối lượng riêng của vật liệu( Kg/ dm3 )
-Vật liệu được chế tạo là GX 15x32 có =6,8-7,4 Kg/ dm3 .
-Sau khi tính thể tích bằng phần mềm AutoCAD 2007 ta được :
V =153596 (mm3) = 0,153596 (dm3)
→ Khối lượng của chi tiết :
m = .V = 0,153596 .7 = 1.07 (Kg) → ta lấy m=1 kg
→ Từ m ,N ( tra bảng 2.2 tài liệu (1)) ta có dạng sản xuất là hàng loat lớn .
vKẾT LUẬN : vì sản xuất hàng loat lớn nên khi thiết kế qui trình công nghệ ta phải phân tích thật kỹ để gia công đạt năng suất cao ta phải chọn máy chuyên dùng,dụng cụ cắt tổ hợp,mức độ phân tán nguyên công cao và đồ gá chuyên dùng trên máy vạn năng
vChương III : CHỌN PHÔI
3.1 Chọn dạng phôi:
Có rất nhiều phương pháp để tạo nên phôi. Do đó cần phải phân tích (phân tích ưu điểm, khuyết điểm) giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp.
3.1.1 Phôi thép thanh
Phôi thép thanh hay dùng để chế tạo các loại chi tiết như con lăn,chi tiết kẹp chặt,các loại trục,xilanh,piton,bạc…
3.1.2 Phôi rèn dập:
Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt
- Thường dùng cho các loại chi tiết sau :trục răng côn,trục răng thẳng,trục chữ thập….
- Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lý vì gang xám có tính dòn nên khi rèn làm cho chi tiết bị hiện tượng nứt nẻ.
3.1.3 Phôi cán:
- Chi tiết làm bằng phôi cán cũng có cơ tính gần giống như phôi rèn dập
3.1.4 Phôi đúc:
- Phôi đúc có cơ tính không cao bằng phôi rèn dập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang vì có những đặc điểm như sau:
+ Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẻ, được dùng phổ biến
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
Kết luận:
- Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp để tạo ra chi tiết chạc đầu ngựa là dạng phôi đúc.
3.2 Phương pháp chế tạo phôi:tài liệu (7)
- Trong đúc phôi có những phương pháp như sau:
3.2.1 Đúc trong khuôn cát mẫu gỗ:
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.2.2 Đúc trong khuôn cát mẫu kim loại:
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.2.3 Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành thiết bị đầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối
- Loại phôi này có cấp chính xác:
- Độ nhám bề mặt:
3.2.4 Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến
3.2.5 Đúc áp lực:
- Dùng áp lực dễ điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao, trang thiết bị đắt tiền nên giá thành sản phẩm cao.
3.2.6 Đúc trong vỏ mỏng:
-Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khối
→ Kết luận:
-Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy”
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước:
+ Độ nhám bề mặt:
3.3 Tạo phôi – Thông số về phôi:
-Chi tiết được chế tạo bằng gang xám, được đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy, mặt phân khuôn có 2 mặt phân khuôn như hình
-Lượng dư các bề mặt bằng: khuôn trên 4 và khuôn dưới 3( mm) (bảng 2-4 trang 21 tài liệu (1))
-góc nghiêng thoát khuôn đúc : 10÷1030
- bán kính góc lượng R=3mm
BẢN VẼ KHUÔN ĐÚC
..............................................
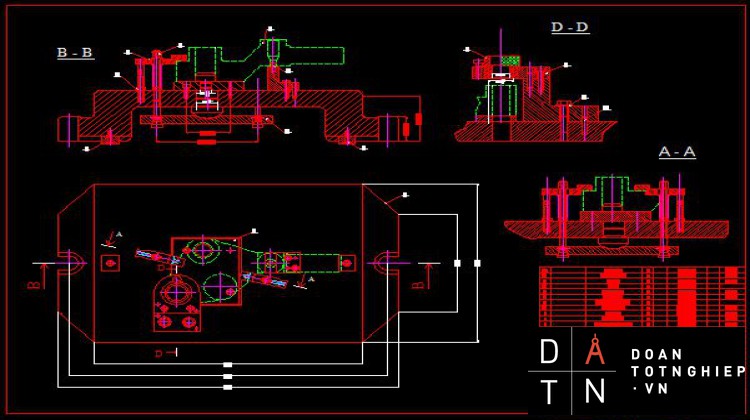
Theo sơ đồ lực kẹp ta thấy:
Q = WCT = 950 (kG)
Theo sách tài liệu (1)trang 216 ta có công thức tính đường kính bulong
d = C. (mm)
C = 1,4 : đối với ren hệ mét cơ bản
= ( 810 ) :ứng suất kéo đối với bulong thép 45 ( ta chọn = 10)
d = 1,4. = 13.6 (mm)
Theo Bảng 3-1 trang 215 ta chọn đường kính bulong là :
d = 14 (mm)
5- Tính sai số chế tạo cho phép của đồ gá [ect]
Theo công thức trang 141 tài liệu (1)
Các đại lượng và các công thức được xác định theo [2] trang 92 và93
Với egd –sai số gá đặt ; ec –sai số chuẩn ;
ek –sai số kẹp chặt ; ect –sai số chế tạo
em –sai số mòn; edc –sai số điều chỉnh
Þ
ec =0,019
Bảng 5-10 đến 5-12 tài liệu (1)
ek = 80 (Lực kẹp có phương vuông góc với phương kích thước)
Trang 142 sách hướng dan đồ án:
em = b.
Với = 0,2 (hệ số phụ thuộc kết cấu đồ định vị)
N : Số lượng chi tiết gá trên đồ gá trong 1 năm ( N = 54500 chiếc/năm)
em = 0,2. = 20 mm = 0,02 mm
eđc = 510 mm => Chọn eđc= 5 mm = 0,005 mm
[egđ] =() d
Mà theo bản vẽ chi tiết có dung sai là mm =>d=0,1 mm
[egđ]==0,033 mm
Þ [ect] =
[ect] =
[ect] = 0,017 mm = 17 mm
6- Yêu cầu kỹ thuật của đồ gá
-Độ không song song của mặt định vị so với đáy đồ gá £ 0.012 mm
-Độ không vuông góc giữa tâm bạc dẫn và đáy đồ gá £ 0.012mm
Độ phẳng các bề mặt làm việc của đồ gá £ 0.025mm
KẾT LUẬN
Trong thời gian thực hiện đồ án môn học Công Nghệ Chế Tạo Máy em đã được củng cố lại được các kiến thức đã học và tiếp thu được thêm nhiều kiến thức bổ ích khác.
Ngoài việc củng cố về mặt lý thuyết công nghệ chế tạo chi tiết máy, em được tìm hiểu kỹ hơn về những phương pháp công nghệ thông dụng khác nhau. Qua đó tạo cho em sự hiểu biết rõ ràng hơn so với khi nghiên cứu lý thuyết.
Tuy nhiên các số liệu mà em tính toán và đưa ra chỉ ở góc độ sử dụng tư liệu, sổ tay do vậy phải gặp những điều không thực tế. Do đó trong quá trình làm đồ án em không thể tránh khỏi những thiếu sót, em mong được thầy cô chỉ dẫn thêm.
Cuối cùng em xin chân thành cảm ơn thầy Nguyễn Văn Hồng đã tận tình giúp đỡ em hoàn thành đồ án môn học này.
TPHCM, ngày tháng năm 2014
Sinh viên thực hiện
TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
LÔØI NOÙI ÑAÀU
Ñaát nöôùc ta ñang trong thôøi kyø coâng nghieäp hoaù –hieän ñaïi hoùa nhaèm thöïc hieän muïc tieâu ñeán naêm 2020 nöôùc ta cô baûn laø moät nöôùc coâng nghieäp.
Muoán ñöôïc nhö vaäy thì phaûi phaùt trieån maïnh ngaønh coâng nghieäp, giaûm lao ñoäng thuû coâng trong ngaønh coâng nghieäp.
Trong coâng nghieäp thì ngaønh cheá taïo maùy ñoùng vai troø quan troïng trong vieäc saûn xuaát ra caùc maùy moùc thieát bò phuïc vuï cho nhu caàu trong nöôùc vaø xuaát khaåu ra theá giôùi. Ñeå phaùt trieån ngaønh cô khí chuùng ta caàn ñaåy maïnh vieäc ñaøo taïo ñoäi nguû caùn boä khoa hoïc kyõ thuaät vaø coâng nhaân laønh ngheà coù theå naém baét vaø laøm chuû coâng ngheä môùi. Ñoà aùn moân hoïc coâng ngheä cheá taïo maùy laø moân hoïc chuyeân ngaønh cuûa sinh vieân cô khí. Quaù trình laøm ñoà aùn giuùp cho sinh vieân gaén lyù thuyeát vôùi thöïc teá, bieát vaän duïng kieán thöùc vaøo thöïc tieãn.
Sau thôøi gian ñöôïc trang bò kieán thöùc veà coâng ngheä, nay em ñöôïc giao laøm ñoà aùn vôùi ñeà taøi: “ thieát keá quy trình coâng ngheä gia coâng chi tieát chaïc ñaàu ngöïa”
Do kieán thöùc vaø thôøi gian coù haïn, thieáu kinh nghieäm thöïc teá neân khoâng traùnh khoûi thieáu xoùt. Kính mong thaày coâ vaø caùc baïn ñoùng goùp yù kieán ñeå ñaït keát quaû toát hôn.
Em xin chaân thaønh caûm ôn söï chæ baûo taän tình cuûa thaày NGUYỄN VĂN HỒNG vaø caùc thaày coâ trong khoa cô khí cuõng nhö caùc baïn ñaõ giuùp em hoaøn thaønh ñoà aùn.