THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ TREO
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ TREO, đồ án môn học công nghệ chế tạo máy GIÁ TREO, bài tập lớn công nghệ chế tạo máy GIÁ TREO, thiết kế quy trình công nghệ gia công chi tiết GIÁ TREO
I PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Giá treo :là chi tiết dạng hộp dùng để đỡ đầu dao của máy phay
2. Vật liệu: GX15-32
Tính chất của gang xám là bề mặt có màu xám là đặc trưng của frerit và graphit tự do.Gang xám có đặ tính đúc tốt nhiệt độ nóng chảy thấp (13500c).Gang xám có khả năng dập tắt rung động tốt ,tuy vậy gang xám giòn có khả năng chịu uốn chịu kéo thấp nên không thể rèn được
Ký hiệu GX15-32 theo tiêu chuẩn Việt Nam
GX là gang xam và 2 số đi kèm
+Số thứ nhất(15) chỉ giới hạn bền kéo(kg/mm2)
+Số thứ hai(32) chỉ giới hạn bền uốn(kg/mm2)
3.Phân tích độ chính xác kích thước gia công
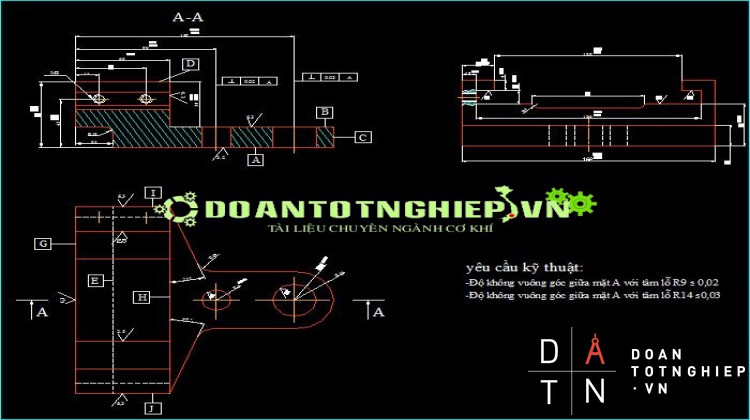
a/Các kích thước có dung sai chỉ dẫn
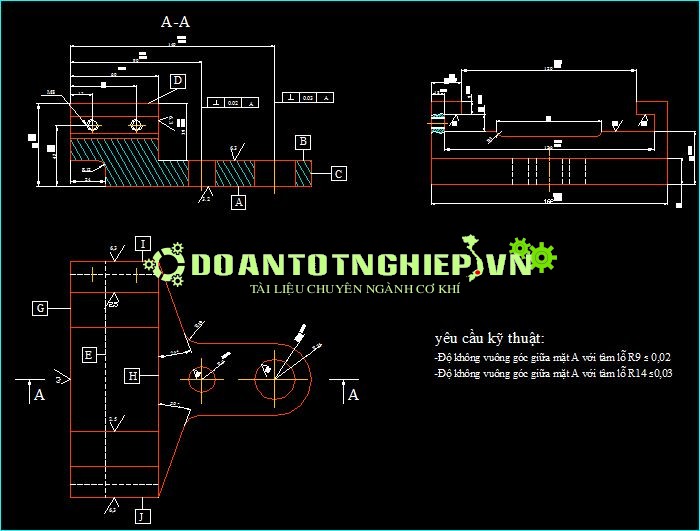
R9+0,027;R14+0,033; 9-0,02;12+0,027;18+0,02;18±0,03......
Phân tích kích thước có dung sai chỉ dẫn
R9+0,027
+ kích thước danh nghĩa 9
+Sai lệch giới hạn Es=0,027; Ei= 0
+Dung sai IT= Es-Ei =0,027 = 0,027
Miền dung sai h=> Cấp chính xác cấp 10
=>9+0,027 =9h10
R14+0,033
+ kích thước danh nghĩa 14
+Sai lệch giới hạn Es=0,033; Ei= 0
+Dung sai IT= Es-Ei =0,033 = 0,033
Miền dung sai h=> Cấp chính xác cấp 10
=>14+0,033 =14h10
9-0,02
+ kích thước danh nghĩa 9
+Sai lệch giới hạn Es=0; Ei= - 0,02
+Dung sai IT= Es-Ei =0+0,02 = 0,02
Miền dung sai h=> Cấp chính xác cấp 10
=>9-0,02 =9h10
12+0,027
+Kích thước danh nghĩa 12
+Sai lệch giới hạn Es=0,027 ;Ei=0
+Dung sai IT= Es-Ei = 0,027- 0= 0,027
+Miền dung sai H => Cấp Chính xác 10
=>12+0,027 = 12H10
18+0,02
+Kích thước danh nghĩa 18
+Sai lệch giới hạn Es=0,02;Ei=0
+Dung sai IT= Es-Ei = 0,02 – 0 = 0,02
+Miền dung sai H => Cấp Chính xác 10
=>18+0,02= 18H10
18±0,03
+Kích thước danh nghĩa 18
+Sai lệch giới hạn Es=0,03;Ei= - 0,03
+Dung sai IT= Es-Ei = 0,03 + 0,03 = 0,06
+Miền dung sai H => Cấp Chính xác 10
=>18±0,03= 18H10
..................
+Kích thước danh nghĩa 21
+Sai lệch giới hạn Es=-0,07;Ei=-0,091
+Dung sai IT= Es-Ei = -0,07 – 0,091 = 0,021
+Miền dung sai H => Cấp Chính xác 10
=>..... = 21H10
24±0,5
+Kích thước danh nghĩa 24
+Sai lệch giới hạn Es=+0,5;Ei= -0,5
+Dung sai IT= Es-Ei = 0,5 + 0,5 = 1
+Miền dung sai H => Cấp Chính xác 12
=>24±0,5= 24H12
36±0,15
+Kích thước danh nghĩa 36
+Sai lệch giới hạn Es=+0,15;Ei= -0,15
+Dung sai IT= Es-Ei = 0,15 + 0,15 = 0,3
+Miền dung sai H => Cấp Chính xác 12
=>36±0,15= 36H12
...................
+Kích thước danh nghĩa 36
+Sai lệch giới hạn Es= - 0,145;Ei= -0,305
+Dung sai IT= Es-Ei = -0,145 + 0,305 =0,16
+Miền dung sai H => Cấp Chính xác 12
..............................
+Kích thước danh nghĩa 42
+Sai lệch giới hạn Es= - 0,09;Ei= -0,19
+Dung sai IT= Es-Ei = -0,09 + 0,19 =0,1
+Miền dung sai H => Cấp Chính xác 10
=>....= 42H10
....
+Kích thước danh nghĩa 57
+Sai lệch giới hạn Es= - 0,03;Ei= -0,15
+Dung sai IT= Es-Ei = -0,03 + 0,15 =0,12
+Miền dung sai H => Cấp Chính xác 10
=>.....= 57H10
....
+Kích thước danh nghĩa 60
+Sai lệch giới hạn Es= - 0,145;Ei= -0,305
+Dung sai IT= Es-Ei = -0,145 + 0,305 =0,16
+Miền dung sai H => Cấp Chính xác 12
=>....= 60H12
....
+Kích thước danh nghĩa 90
+Sai lệch giới hạn Es= - 0,12;Ei= +0,28
+Dung sai IT= Es-Ei = -0,12 + 0,28 =-0,4
+Miền dung sai H => Cấp Chính xác 12
=>.....= 90H12
120±0,07
+Kích thước danh nghĩa 120
+Sai lệch giới hạn Es= +0,07;Ei= -0,07
+Dung sai IT= Es-Ei = 0,07 + 0,07 =0,14
+Miền dung sai H => Cấp Chính xác 10
=>120±0,07=120H10
126±0,08
+Kích thước danh nghĩa 126
+Sai lệch giới hạn Es= +0,08;Ei= -0,08
+Dung sai IT= Es-Ei = 0,08+0,08 =0,16
+Miền dung sai H => Cấp Chính xác 10
=>126±0,08= 120H10
.....
+Kích thước danh nghĩa 140
+Sai lệch giới hạn Es= -0,145;Ei= -0,305
+Dung sai IT= Es-Ei = -0,145+0,305 =0,16
+Miền dung sai H => Cấp Chính xác 12
=>.....= 140H12
....
+Kích thước danh nghĩa 162
+Sai lệch giới hạn Es= -0,043;Ei= -0,203
+Dung sai IT= Es-Ei = -0,043+0,203 =0,16
+Miền dung sai H => Cấp Chính xác 10
=>....= 162H10
b.Các kích thước không có dung sai chỉ dẫn
-Các kích thước giớn hạn bởi 2 bề mặt gia công có cấp chính xác 12:15:45
* 15
-Kích thước danh nghĩa 15
Cấp chính xác 12 => It=0,18
=>......
* 45
-Kích thước danh nghĩa 45
Cấp chính xác 12 => It=0,25
=>.....
.
4. Phân tích độ nhám bề mặt
- Bề mặt A có Ra 2.5 => Cấp 10
- Bề mặt lỗ B có Ra 6.3 => Cấp 12
- Bề mặt lỗ D có Ra 6.3 => Cấp 12
- Bề mặt I có Ra 6.3 => Cấp 12
- Bề mặt J có Ra 6.3 => Cấp 12
- Bề mặt G có Ra 6.3 => Cấp 12
- Bề mặt H có Ra 6.3 => Cấp 12
- Bề mặt rãnh có Ra 2.5=> Cấp 10
- Bề mặt lỗ R9 có Ra 1.6 => Cấp 10
- Bề mặt lỗ R14 có Ra 1.6 => Cấp 10
- Bề mặt lỗ B có Ra 6.3 => Cấp 12
-Các bề mặt còn lại có Rz 80
II CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ
1 Chọn phôi
*Dựa vào
-Dạng sản xuất hang loạt vừa
-Đặc điểm hình dạng chi tiết gia công: chi tiết có dạng hộp kết hợp với trụ được gia công lỗ và xẽ rãnh
-Vật liệu chi tiết gia công GX15-32
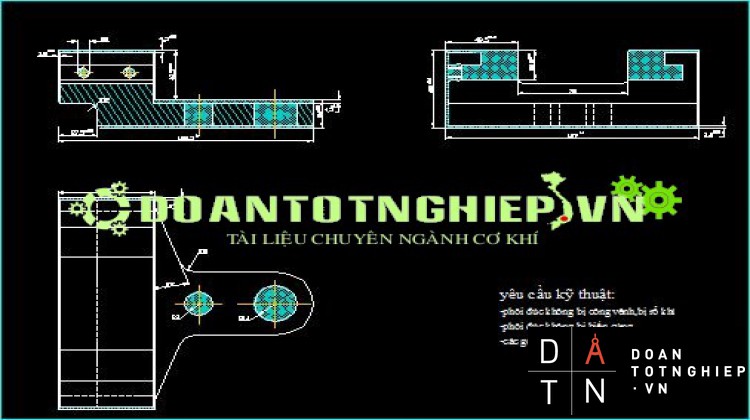
*Phôi đúc :
-Ưu điềm:
+Rẻ tiền
+Phôi có thề có hình dạng và kích thước lớn
+Phôi có thể đạt độ bóng và độ chính xác cao
-Nhược điểm :
+Có nhiều khuyết tật như: rỗ khí
+Khó kiểm tra được những khuyết tật bên trong
*Phôi rèn:
-Ưu điểm:
+Giá thành thấp do không phải chế tạo khuôn
+Phôi có độ bền chắt , cơ tình tốt
-Nhược điểm:
+Phôi có kích thước không lớn
+Phôi rèn chủ yếu là thép
*Phôi cán
Ưu điềm:
+Độ dẻo cao
+Độ bóng và độ chính xác cao
-Nhược điểm:
Phôi thường có dạng thanh ống tấm
*Phôi dập
Ưu điểm:
+Độ dẻo cao , chất lượng bề mặt tốt
+Độ bóng và độ chính xác cao
Nhược điểm:
+ Phôi có kích thước nhỏ
=>Ta chọn phôi đúc
2.Phương pháp chế tạo phôi : có nhiều loại phương pháp đúc
Đúc trong khuôn cát :là dạng đúc phổ biến ,khuôn đúc là loại khuôn đúc 1 lần rồi tháo khuôn ,phương pháp này phù hợp cho sản xuất đơn chiếc ,hàng loạt nhỏ
Mẫu thường làm bằng gỗ hoặc kim loại có hình dạng giống vật cần đúc nhưng kích thước lớn hơn vật đúc tùy thuộc vào vật đúc để tránh co ngót
Khuôn có thể làm bằg tay nhưng khôngb có ưu điểm lảm bằng máy
Có thể đúc được những chi tiết lớn và phức tạpnhưng độ bóng và độ chính xác thấp ,lượng dư gia công lớn
*Ưu điểm:
Có thể đúc được những chi tiết phức tạp do có thể đặc loãi bên trong
Đúc được những chi tiết lớn và khối lượng bất kì
Rẻ tiền ,phù hợp cho dạng sản xuất hàng loạt vừa và nhỏ
*Nhược điểm:
Vật đúc bị biến trắng
Độ chính xác không cao
Đúc trong khuôn kim loại:thường dúng với những kim loại có độ nóng chảy thấp như: kẽm ,nhôm ,magiê, gang .chi tiết có độ chính xác cao ,trọng lượng nhỏ dưới 12kg.thường dùng trong sản xuất hàng loạt lớn .
*Ưu điểm:
_Khuôn có thể dùng lại nhiều lần
_Độ bóng và độ chính xác cao
_Tiết kiệm vật liệu và thời gian làm khuôn
_Cơ tính vật đúc tốt
*Nhược điểm
_Không đúc dược chi tiết có kết cấu bên trong phức tạp
_Giá thành đắt nên chỉ sử dụng cho sx hàng loạt chở lên
3.Đúc ly tâm
Kim loại nóng chảy được dổ vào một khuôn quay tròn, dưới tác dụng của lực ly tâm kl bị ép vào thành khuôn và nguội đi.các bọt khí, chất bẩn, oxít, xỉ,bị kl nặng dẩy vào phía trong và nổi lên trên.
_Sản phẩm đúc ly tâm có tinh thể nhỏ ,tỷ trọng cao,cơ tính tốt nhưng không đồng đều từ ngoài vào trong .
4.Đúc áp lực
_Kim loại nóng chảy được đổ vào khuôn bằng thép, dưới áp lực lớn. nhờ vậy kl sẽ điền vào phần rỗng trong khuôn và chịu áp lực cao.
- Ưu điểm
_Độ bóng và độ chính xác cao
_Đúc được chi tiết có thành mỏng,khả năng điền đầy tốt
_Vật đúc có cơ tính tốt
_Năng suất cao
- Nhược điểm
_Không dùng lõi nên không đúc dược những chi tiết phức tạp
_Khuôn mao mòn do kl có nhiệt độ nóng chảy cao
5. Đúc trong khuôn mẫu chảy
_Là phương pháp chế tạo khuôn bằng mẫu vật liệu dễ chảy , mẫu này có thể chảy để tạo lòng khuôn đúc , đặc biệt hòa tan trong dung môi
- Ưu điểm
_Đúc được chi tiết phức tạp,hk khó chảy
_Độ bóng và độ chính xác cao
- Nhược điểm
_Cường độ lao động cao
_Chu kỳ sx lớn
_Giá thành đắc
_Với các phương pháp đúc trên, chi tiết ta phù hợp với phương pháp đúc trong khuôn cát ,mẫu kl ,làm khuôn bằng máy_vật đúc đạt cấp cx 12.
TBản vẽ sơ đồ đúc
.......................................