THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH trên phần mềm 3D CREO



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH, hướng dẫn thiết kế đồ gá trên phần mềm 3D CREO
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
NỘI DUNG THUYẾT MINH VÀ TÍNH TOÁN ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁY
I) Phân tích chức năng làm việc của chi tiết:
Bạc là loại chi tiết được dùng rộng rãi trong kết cấu cơ khí.Đó là những chi tiết có dạng hình ống tròn,thành mỏng,mặt đầu có vai hoặc không có vai,mặt trong có thể là dạng trụ hoặc côn.Mặt làm việc của bạc thường là mặt trong,và do đó ở mặt trong có khi có rãnh dầu và do đó lại phải có lỗ ngang vuông góc với đường tâm bạc để tra dầu.
Chức năng làm việc của chi tiết càng : chi tiết cần yêu cầu thiết kế là chi tiết mặt bích của máy đóng bàu.Đây là chi tiết dạng bạc,nó có chức năng dùng để lắp ráp đầu trục để đỡ trục,mặt trong lắp với ổ lăn để đỡ trục
* . Các bề mặt làm việc của bích:
+ Các mặt đầu tiếp xúc với thành hộp khi lắp ráp.
+ Mặt trụ trong của bích dùng để lắp ráp ổ lăn đỡ trục.
+ Mặt trụ ngoài tiếp xúc với lỗ hộp.
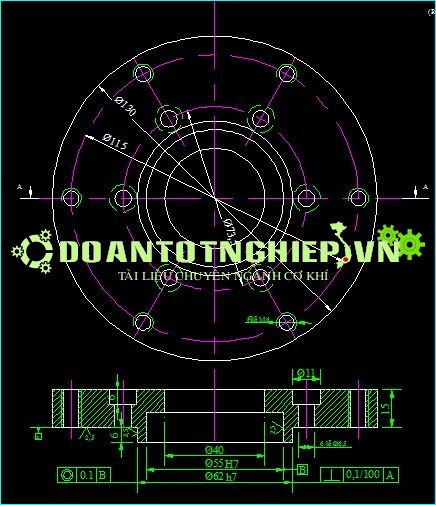
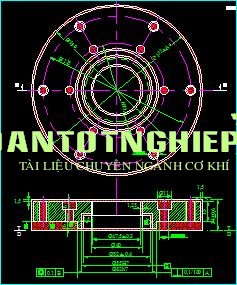
* . Các kích thước quan trọng :
+Đường kính mặt trụ ngoài O62 dùng để lắp với lỗ hộp
+Đường kính mặt trụ trong O55 dùng để lắp ổ lăn.
+ Khoảng cách các tâm lỗ lắp bu lông 130 dùng để cố định bích với thành hộp
* . Điều kiện kỹ thuật cơ bản của chi tiết:
+Đường kính mặt ngoài O62 của bích đạt cấp chính xác cấp 7
+Đường kính mặt trụ trong O55 của bích đạt cấp chính xác cấp 7
+ Độ đồng tâm của mặt ngoài O62 và mặt lỗ O55 đạt không lớn hơn 0,1 mm
+Độ không vuông góc giữa mặt đầu và đường tâm lỗ bích nằm trong khoảng 0,1 mm/100mm đường kính.
+Độ nhám bề mặt như sau:
-Với bề mặt trụ O55, O62 và mặt đầu vuông gõc với bề mặt trụ trụ này cần đạt Ra=2,5mm
-Các bề mặt còn lại đạt độ bang Rz=40 mm.
* . Điều kiện làm việc của chi tiết :
+ Luôn chịu ứng suất thay đổi theo chu kỳ.
II) Phân tích tính công nghệ trong kết cấu của chi tiết:
Tính công nghệ trong kết cấu đối với chi tiết dạng càng bạc :tính công nghệ có ý nghĩa quan trọng vì nó ảnh hưởng trực tiếp đến năng suất và độ chính gia công .Vì vậy , khi thiết kế chi tiết dạng bạc nên chú ý kết cấu của nó qua một số điều kiện kỹ thuật sau :
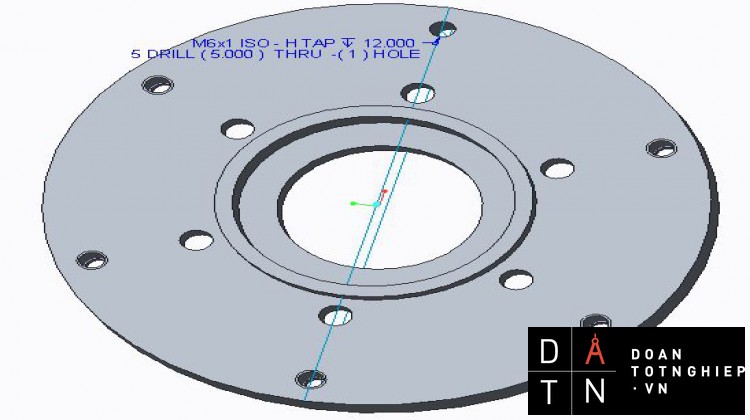
Chi tiết bạc đỡ (hình trên) được chế tạo bằng phương pháp đúc từ gang xám GX15-32. Quá trình đúc không quá phức tạp , nhưng cần phải có mặt phân cách vì chi tiết có dạng tròn xoay nên không thể đúc trong một hòm khuôn. Cần lưu ý rằng bạc có đường kính lỗ là f55, f40 trong khi chiều dài lỗ là 21mm, do vậy việc tạo phôi có lỗ sẵn là có thể được,bên cạnh đó các lỗ . f6,5 và lỗ ren M6 được đúc đặc và được tạo thành sau quá trình gia công. Với mặt trụ f62 dùng để định vị bích vào lỗ hộp ,khi chế tạo phôI ta có thể đúc liền .Sau đó tạo hình dáng mặt trụ f62 bằng cách tiện trên máy tiện.
III) Tính trọng lượng và sản lượng của chi tiết:
a)Tính trọng lượng của chi tiết:
Với yêu cầu của đề bài ta có dạng sản xuất của chi tiết bạc là dạng sản xuất hàng loạt vừa .
Từ các thông số kỹ thuật của bản vẽ chi tiết ta tính được khối lượng của chi tiết bích :
Ta chia bích ra thành các phần nhỏ
thể tích là V1 , V2 , V3,V4
Ta có :...................................................................
Chọn phưong pháp chọn phôi:
1. Phương pháp chế tạo phôi : Bạc đỡ có hình dáng dạng tròn xoay, nếu ta chế tạo phôi bằng phương pháp dập thể tích thì có thể có được cơ tính rất cao. Tuy nhiên, vật liệu để chế tạo bạc đỡ là gang xám GX15-32 nên ta không thể dùng phương pháp dập để chế tạo phôi. Phương pháp tạo phôi hợp lý nhất là phôi đúc bởi nó cho một số ưu điểm đặc biệt quan trọng mà phương pháp khác không có được:
- Phôi không bị nứt, vỡ khi chế tạo.
- Sản xuất linh hoạt nên giá thành rẻ.
- Giá thành tạo khuôn rẻ.
- Ngoài ra, nếu chọn được phương pháp đúc hợp lý sẽ cho vật đúc cơ tính cũng rất cao.
Bên cạnh đó, nó có một số nhược điểm:
- Lượng dư lớn.
- Độ chính xác của phôi không cao.
- Năng suất thấp.
- Phôi dễ mắc khuyết tật.
Tuỳ thuộc vào loại khuôn, mẫu, phương pháp rót ta có thể dùng nhiều phương pháp đúc khác nhau và có các đặc điểm khác nhau. Ta có thể xét các đặc điểm của chúng như sau
1.1 Đúc trong khuôn cát
Đúc trong khuôn cát là dạng đúc phổ biến. Khuôn cát là loại khuôn đúc một lần( chỉ đúc một lần rồi phá khuôn). Vật đúc tạo hình trong khuôn cát có độ chính xác thấp, độ bóng bề mặt kém, lượng dư lớn. Thích hợp với vật đúc phức tạp, khối lượng lớn. Không thích hợp cho sản xuất hàng loạt lớn và hàng khối.
Phương pháp đúc trong khuôn cát khó cơ khí hoá và tự động hoá.
1.2 Đúc trong khuôn kim loại:
Đúc trong khuôn kim loại có thể thực hiện việc điền đầy kim loại theo nhiều cách:
- Rót tự do:
Thích hợp cho sản xuất hàng loạt lớn, vật đúc nhỏ, trung bình, cấu tạo đơn giản. Vật đúc có cơ tính cao, dùng đúc các vật liệu khác nhau. Tuy nhiên hạn chế đúc gang xám.
- Điền đày kim loại đưới áp lực:
Sản xuất hàng loạt lớn, hàng khối. Vật đúc nhỏ, đơn giản. Đúc vật đúc yêu cầu chất lượng cao, thích hợp cho cả vật liệu có nhiệt độ nóng chảy thấp.
1.3 Đúc ly tâm
Dùng trong sản xuất hàng loạt nhỏ và vừa, vật đúc tròn xoay, rỗng. Không dùng cho vật liệu có thiên tích lớn. Cơ tính vật đúc không đều.
1.4 Đúc liên tục:
Dùng trong sản xuất hàng loạt. Vật đúc có dạng thỏi hoặc ống, có thiết diện không đổi trên suốt chiều dài, độ dài lớn. Vật đúc có mặt ngoài và mặt trong đạt chất lượng cao, không cần gia công.
1.4 Đúc trong khuôn vỏ mỏng:
Dùng trong sản xuất hàng loạt, vật đúc nhỏ và trung bình. Chế tạo vật đúc có chất lượng cao, kim loại quý, lượng dư gia công nhỏ. Tuy vậy, giá thành sản xuất đúc là rất lớn.
Xuất phát từ những đặc điểm về sản xuất và kết cấu của chi tiết bạc đỡ: dạng sản xuất hàng loạt lớn, Vật liệu gang xám GX15-32, vật đúc tròn xoay, kết cấu không phức tạp, yêu cầu chất lượng cao, năng suất cao. ở đây ta chọn phương pháp tạo phôI là phương pháp đúc trong khuôn kim loại, điền đầy kim loại bằng phương pháp rót áp lực.
2. Bản vẽ lồng phôi:
Bản vẽ lồng phôi được xây dựng trên cơ sở lượng dư và sai lệch về kích thước của chi tiết đúc.
Từ phương pháp chế tạo phôi đã chọn trên, ta có thể xác định được lượng dư và sai lệch về kích thước cho chi tiết đúc như sau:
- Lượng dư gia công về kích thước phôi.
Vật đúc nhận được từ các mẫu gỗ, dùng khuôn kim loại dễ tháo lắp và sấy khô. Do vậy cấp chính xác chi tiết đúc nhận được là cấp chính xác II.
Theo bảng 3-95 trang 252(Sổ tay CNCTM) ta có lượng dư về kích thước phôi:
+ Với những kích thước £ 50mm: lượng dư đạt được là 2,5mm.
+ Với những kích thước 50£ L £ 120mm: lượng dư đạt được là 3mm.
- Sai lệch cho phép về kích thước phôi.
Theo bảng 3-98 trang 253 (Sổ tay CNCTM) ta có:
+ Với những kích thước £ 50mm sai lệch cho phép: ±0,5mm
+ Với những kích thước 50£ L £ 120mm sai lệch cho phép: ±0,8mm
V) Lập thứ tự các nguyên công.
V.1) Nguyên công 1: Tiện thô mặt đầu 1, tiện thô mặt lỗ O55, O40, tiện tạo hình mặt trụ O62.
- Phương pháp gia công: Tiện trên máy tiện vạn năng bằng dao tiện mặt đầu, dao tiện ngoài và dao tiện lỗ.
- Định vị vào mặt tròn ngoài O130 hạn chế 2 bậc tự do và mặt đầu 2 hạn chế 3 bậc tự do.
- Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.
- Chọn máy: Máy tiện ren vít vạn năng T616, có công suất động cơ N = 4,5Kw. (tra bảng 9.4[4])
- Chọn dao: