Thiết kế quy trình công nghệ gia công chi tiết NẮP CHẶN B65
NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ gia công chi tiết NẮP CHẶN B65, đồ án môn học công nghệ chế tạo máy NẮP CHẶN B65, bài tập lớn công nghệ chế tạo máy NẮP CHẶN B65, thiết kế quy trình công nghệ gia công chi tiết NẮP CHẶN B65
CHƯƠNG I PHÂN TÍCH SẢN PHẨM
I.PHÂN TÍCH CHI TIẾT
- ĐIỀU KIỆN LÀM VIỆC
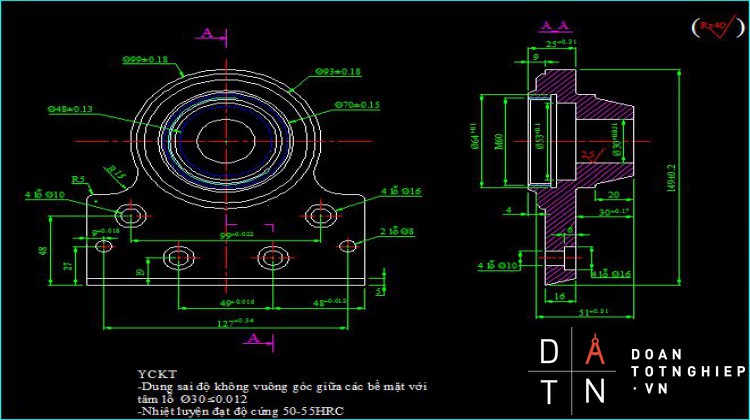
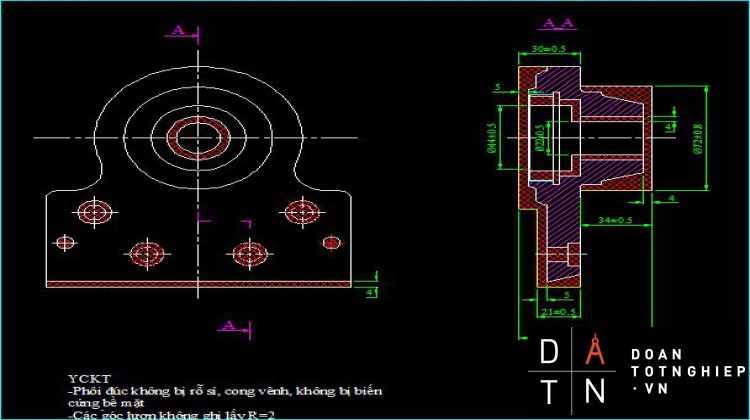
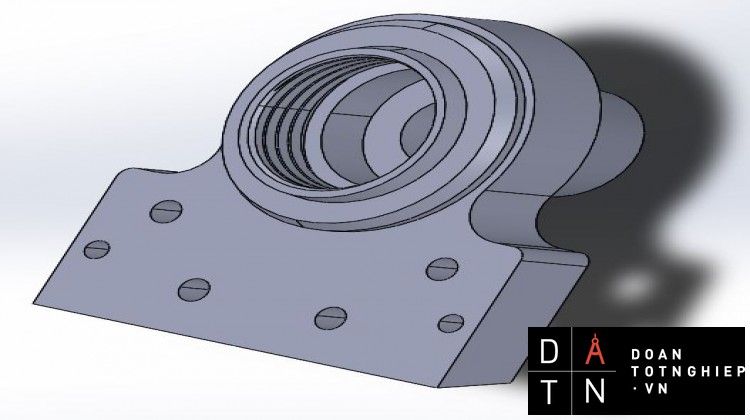
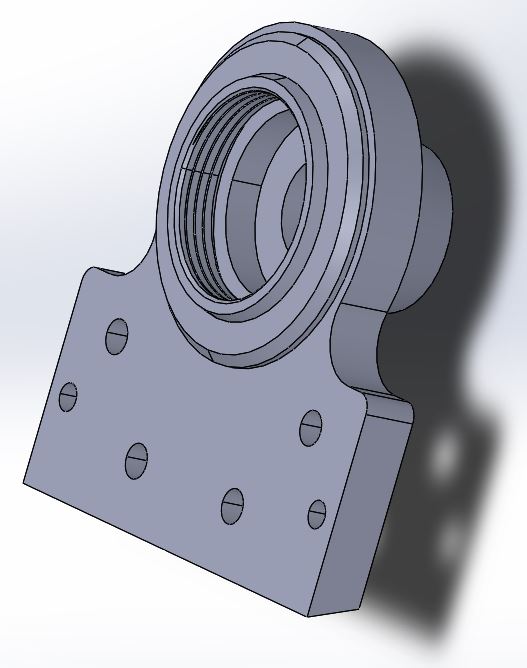
Nắp chặn là một phần chi tiết của máy phay , được lắp ghép với ụ động của bàn máy phay ,chi tiết này làm việc trong môi trường có sự mài mòn giữa các lỗ của nắp. các lỗ làm việc chính là : f30+0.1 và mặt B của chi tiết.
- PHÂN TÍCH VẬT LIỆU
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo nắp chặn B65 thuộc loại thép 45 ( Theo tiêu chuẩn NGA)
Theo “sách vật liệu cơ khí “ thì thép 45 có:
+ chứa thành phần Fe và C
+ có 0.045% hợp chất C
Hợp kim thép với các kim loại khác như đồng , silíc, mangang, …loại hợp kim nhẹ, độ nóng chảy không cao lắm; do đó dễ nấu , luyện, đúc thành các chi tiết có hình dạng khác nhau được dễ dàng. Tính dẻo rất tốt nên có thể dùng các phương pháp gia công như rèn , dát, cán , kéo, cắt gọt thành những vật có hình dạng và kích thước khác nhau . Có khả năng chống mài mòn và ăn mòn cao, tính dẫn điện , dẫn nhiệt tốt.
II. PHÂN TÍCH YÊU CẦU KỸ THUẬT
- ĐỘ CHÍNH XÁC VỀ KÍCH THƯỚC
- Có chỉ dẫn:
Theo bản vẽ ta có các kích thước:
- Đối với kích thước f30+0.021
+ kích thước danh nghĩa : D= 30
+ sai lệch giới hạn trên là ES= 0.021
+ sai lệch giới hạn dưới EI = 0
+ dung sai IT = ES- EI =0.021 mm
Tra bảng 1.7 theo TCVN 2245- 99, ta có kích thước f30+0.021 thuộc miền dung sai H có cấp chính xác7
Vậy f30+0.021→ f30 H7
Đối với kích thước f53+0.1
+ kích thước danh nghĩa : D= 53
+ sai lệch giới hạn trên là ES= 0.1
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.1 mm
Tra bảng 1 theo TCVN 2244- 77, ta có kích thước f53=0.1 thuộc miền dung sai H có cấp chính xác 6.
Vậy f53=0.1 → f53 H6.
Đối với kích thước f64+0.1
+ kích thước danh nghĩa : D= 64
+ sai lệch giới hạn trên là ES= 0.1
+ sai lệch giới hạn dưới EI = 0
+ dung sai IT = ES- EI =0.1 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước f64+0.1 thuộc miền dung sai H có cấp chính xác 8
Vậy f64=0.1 → f64 H8
- Đối với kích thước M60
+ kích thước danh nghĩa : D= 60
+ sai lệch giới hạn trên là ES= 0
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước M60 thuộc miền dung sai H có cấp chính xác 7
- Đối với kích thước 25=0.31
+ kích thước danh nghĩa : D= 25
+ sai lệch giới hạn trên là ES= 0.31
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.31 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước 25+0.31 thuộc miền dung sai H có cấp chính xác 12
- Đối với kích thước 51+0.31
+ kích thước danh nghĩa : D= 51
+ sai lệch giới hạn trên là ES= 0.31
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.31 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước 51+0.31 có cấp chính xác 12
- Đối với kích thước 30+0.17
+ kích thước danh nghĩa : D= 30
+ sai lệch giới hạn trên là ES= 0.17
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.17 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước 30+0.17 có cấp chính xác 12
- Đối với kích thước 99+0.022
+ kích thước danh nghĩa : D= 99
+ sai lệch giới hạn trên là ES= 0.022
+ sai lệch giới hạn dưới EI = 0
+ dung sai IT = ES- EI =0.022 mm
Tra bảng1theo TCVN 2244- 77, ta có kích thước 99+0.022 có cấp chính xác 12
b) Không chỉ dẫn
Theo bản vẽ ta có các kích thước :
= Đối với kích thước không chỉ dẫn , theo qui định trong TCVN2244-77 và 2245-77, ta chọn cấp chính xác từ 12 đến 17
- Đối với kích thước f99
+ kích thước danh nghĩa : D= 99
+ sai lệch giới hạn trên là ES= +0.18
+ sai lệch giới hạn dướI EI = -0.18
+ dung sai IT = ES- EI =0.36 mm
Ta chọn cấp chính xác 11 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
Vậyf99Js12 → f90±0.18
- Đối với kích thước f93
+ kích thước danh nghĩa : D= 93
+ sai lệch giới hạn trên là ES= +0.18
+ sai lệch giới hạn dướI EI = -0.18
+ dung sai IT = ES- EI =0.36 mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai H ( TCVN2245-77 )
Vậy f93H12 →f93±0.018
- Đối với kích thước f70
+ kích thước danh nghĩa : D= 70
+ sai lệch giới hạn trên là ES=+0.15
+ sai lệch giới hạn dướI EI = -0.15
+ dung sai IT = ES- EI =0.3 mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai h ( TCVN2245-77 )
Vậy f70h12 → f70±0.15
- Đối với kích thước f48
+ kích thước danh nghĩa : D= 48
+ sai lệch giới hạn trên là ES= +0.13
+ sai lệch giới hạn dướI EI = -0.13
+ dung sai IT = ES- EI =0.26mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai h ( TCVN2245-77 )
Vậy f48h12 → f48±0.13
- Đối với kích thước 49
+ kích thước danh nghĩa : D= 49
+ sai lệch giới hạn trên là ES= +0.016
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.016
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai H ( TCVN2245-77 )
- Đối với kích thước 48
+ kích thước danh nghĩa : D= 48
+ sai lệch giới hạn trên là ES= +0.012
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.012mm
Ta chọn cấp chính xác 12( TCVN2244-77 )
- Đối với kích thước 127
+ kích thước danh nghĩa : D= 127
+ sai lệch giới hạn trên là ES= +0.54
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.54mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
- Đối với kích thước 9
+ kích thước danh nghĩa : D= 9
+ sai lệch giới hạn trên là ES= +0.018
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.018
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
- Đối với kích thước 99
+ kích thước danh nghĩa : D= 99
+ sai lệch giới hạn trên là ES= +0.022
+ sai lệch giới hạn dướI EI = 0
+ dung sai IT = ES- EI =0.022mm
Ta chọn cấp chính xác 12( TCVN2244-77 )
- Đối với kích thước 149
+ kích thước danh nghĩa : D= 149
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 12 TCVN2244-77 )
- Đối với kích thước 48
+ kích thước danh nghĩa : D= 48
+ sai lệch giới hạn trên là ES= +0.3
+ sai lệch giới hạn dướI EI = -0.3
+ dung sai IT = ES- EI =0.6 mm
Ta chọn cấp chính xác 12( TCVN2244-77 )
- Đối với kích thước 27
+ kích thước danh nghĩa : D= 27
+ sai lệch giới hạn trên là ES= +0.3
+ sai lệch giới hạn dướI EI = -0.3
+ dung sai IT = ES- EI =0.6 mm
Ta chọn cấp chính xác 12( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 19
+ kích thước danh nghĩa : D= 19
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 14 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 16
+ kích thước danh nghĩa : D= 16
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 14 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 20
+ kích thước danh nghĩa : D= 20
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 14 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 9
+ kích thước danh nghĩa : D= 9
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 14 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 5
+ kích thước danh nghĩa : D= 5
+ sai lệch giới hạn trên là ES= +0.15
+ sai lệch giới hạn dướI EI = -0.15
+ dung sai IT = ES- EI =0.3 mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
- Đối với kích thước 34
+ kích thước danh nghĩa : D= 34
+ sai lệch giới hạn trên là ES= +0.15
+ sai lệch giới hạn dướI EI = -0.15
+ dung sai IT = ES- EI =0.3 mm
Ta chọn cấp chính xác 12 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
Vậy 34Js12 → 34±0.2
- Đối với kích thước 85
+ kích thước danh nghĩa : D= 85
+ sai lệch giới hạn trên là ES= +0.3
+ sai lệch giới hạn dướI EI = -0.3
+ dung sai IT = ES- EI =0.6 mm
Ta chọn cấp chính xác 14 ( TCVN2244-77 )
Thuộc miền dung sai Js ( TCVN2245-77 )
Vậy 85Js14 → 85±0.3
- Đối với kích thước 12
+ kích thước danh nghĩa : D= 12
+ sai lệch giới hạn trên là ES= +0.2
+ sai lệch giới hạn dướI EI = -0.2
+ dung sai IT = ES- EI =0.4 mm
Ta chọn cấp chính xác 12( TCVN2244-77 )
_ Đối với sai lệch của bán kính góc lượn , vát mép…
Theo TCVN2263-77 - bảng 6 trang 19
+ Kích thước R5có sai lệch giới hạn ±0.5
+ Kích thước R15có sai lệch giới hạn ±0.5
+ Vát mép 2x45° có sai lệch giới hạn ±0.1
2. PHÂN TÍCH VỀ VỊ TRÍ TƯƠNG QUAN
+ Dung sai độ không song song của đường tâm Ø30+0.021
Tra bảng 8 theo TCVN398-93 thì sai lệch này thuộc cấp 7
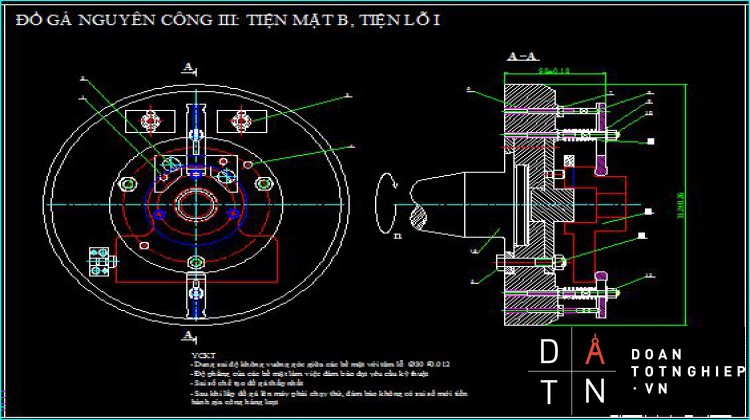
+ Dung sai độ không vông góc của mặt đầu so với mặt trụ Ø30 £ 0.012
Tra bảng 8 theo TCVN398-93 thì sai lệch này thuộc cấp 7
- PHÂN TÍCH ĐỘ CHÍNH XÁC VỀ NHÁM BỀ MẶT
_ Theo bản vẽ ta có :
+ Mặt trụ Ø30+0.021 có Ra = 2.5
Theo TCVN 2511-95 thì độ nhám thuộc cấp chính xác 6.
+ Các mặt còn lại có độ nhám là độ nhám của phôi Rz40
_ Giải thích kí hiệu:
+ Ra là sai lệch trung bình số học
+ Rz là chiều cao mấp mô của prophin theo 10 điểm
CHƯƠNG II
XÁC ĐỊNH DẠNG SẢN XUẤT PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. TÍNH KHỐI LƯỢNG CHI TIẾT
Ta có : Mct = Vct x d
Trong đó:
+ Mct là khối lượng chi tiết
+ d là khối lượng riêng của vật liệu làm nên chi tiết
+ Vct là thể tích của chi tiết
Gọi:
+ V1 là thể tích của 3 khối trụ R5
+ V2 là thể tích của lỗ Ø5 cao 4 mm
+ V3 là thể tích của lỗ Ø5 cao 1 mm
+ V4 là thể tích của lỗ Ø5 cao 2.5 mm
+ V5 là thể tích của lăng trụ Ø19 cao 13 mm
+ V6 là thể tích của lăng trụ Ø32 cao 8 mm
+ V7 là thể tích của lỗ Ø7.8 cao 17.5 mm
+ V8 là thể tích của lăng trụ Ø16 cao 17.5 mm
+ V9 là thể tích của khối theo mặt cắt D-D
+ V10 là thể tích của khối hình hộp chữ nhật dài 16 mm , rộng 7 mm, cao 9 mm
+ V11 là thể tích của 2 khối hình hộp chữ nhật dài 30 mm, rộng 21 mm, cao 4 mm
+ V12 là thể tích của lăng trụ Ø94 cao 8.5 mm
= V1 = 3п x 5²x5 = 1178.1 mm³
= V2 = 4п x 2.5² = 78.5 mm³
= V3 = п x 2.5² = 19.6 mm³
= V4 = 2.5п x 2.5² = 49.1 mm³
= V5 = 13п[ 9.5² - 7² ] = 1684.7 mm³
= V6 = 8п[ 16² - 15² ] = 779.1 mm³
= V7 = 17.5п x 3.9² = 936.2 mm³
= V8 = 17.5п x 8² = 3518.6 mm³
= V9 = 2 x 12 x 16.5 + 2 x 4 x 16.5 + 4 x 9 x 16.5 = 1122 mm³
= V10 = 7 x 16 x 9 = 1008 mm³
= V11 = 2 x 30 x 21 x 4 = 5040 mm³
= V12 = 8.5п[ 47² - 44.1² ] = 7054.8 mm³
Thể tích chi tiết nắp chặn b65
Vct = V1 – V2 – V3 – V4 + V5 + V6 – V7 + V8 + V9 + V10 + V11 + V12
Û Vct = 2783439 m³ = 0.2783439 dm³
Khối lượng chi tiết nắp chặn b65
Mct = V x d = 0.2783439 x 7.85= 2.2 kg
II. XÁC ĐỊNH DẠNG SẢN XUẤT
_ Với khối lượng chi tiết Mct = 2.2 Kg với dạng sản xuất hàng loạt vừa . Tra bảng 3.2 trang 173 [ ]
Þ Sản lượng hàng năm là 3000 chiếc/năm
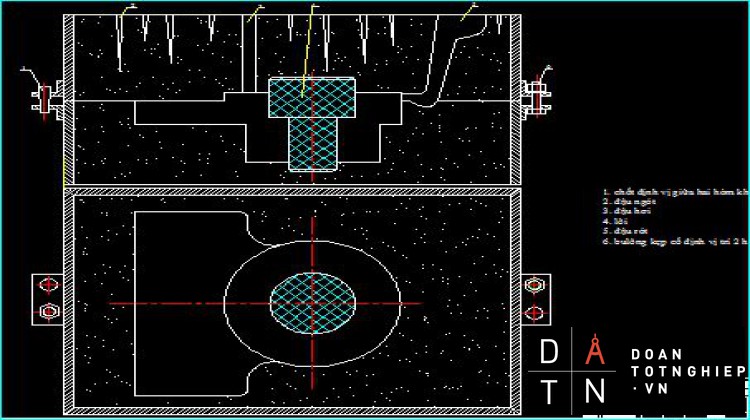
III. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Chọn phôi
_ Hình dáng , kết cấu của NẮP CHẶN có dạng phức tạp . Vật liệu NẮP CHẶN là hợp kim loại ( hợp kim thép ) . Đây là loại vật liệu nặng,mềm dẻo , độ nóng chảy không cao. Do đó, chọn phôi của NẮP CHẶN là phôi đúc
2. Phương pháp chế tạo phôi
_ Trong công nghệ đúc ta có các phương pháp đúc:
= Đúc trong khuôn cát
+ ƯU ĐIỂM:
- Có thể chế tạo vật đúc rất lớn
- Độ phức tạp cao
+ NHƯỢC ĐIỂM:
- Độ chính xác thấp
- Chất lượng bề mặt kém
- Năng suất không cao
- Đòi hỏi bậc thợ cao
= Đúc trong khuôn kim loại
+ ƯU ĐIỂM:
- Tốc độ kết tinh của hợp kim đúc lớn
- Độ bóng bề mặt , độ chính xác của lồng khuôn cao nên tạo ra chất lượng vật đúc tốt
- TuổI bền của khuôn kim loạI cao
- Do tiết kiệm thời gian làm khuôn nên nâng cao năng suất , giá thành sản phẩm giảm
+ NHƯỢC ĐIỂM:
- Không đúc được các vật đúc có hình dạng quá phức tạp , thành mỏng và có khối lượng lớn
- Khuôn kim loại không có tính lún và không có khả năng thoát khí nên dễ gây nứt,cong,vênh vật đúc.
- Giá thành chế tạo khuôn cao.
= Đúc áp lực
+ ƯU ĐIỂM:
- Đúc được vật đúc phức tạp thành mỏng ( 1 ¸ 5 mm ) , đúc được các loại lỗ có kích thước nhỏ
- Độ bóng và độ chính xác cao
- Cơ tính vật đúc cao nhờ mật độ vật đúc lớn
- Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi.
+ NHƯỢC ĐIỂM:
- Không dùng được lỗi cát vì dòng chảy có áp lực
- Khuôn chóng bị mài mòn do dòng chảy áp lực của hợp kim ở nhiệt độ cao.
Trong các phương pháp đúc trên , ta thấy NẮP SAU QUẠT phù hợp với phương pháp đúc trong khuôn kim loại , mẫu làm bằng gỗ , phôi đạt cấp chính xác II .
IV. SƠ ĐỒ ĐÚC
....................
_ TÍNH LỰC KẸP VẦ XÁC ĐỊNH ĐƯỜNG KÍNH BULÔNG
Trong quá trình gia công lỗ chi tiết chịu tác dụng của momen xoắn M và lực dọc trục Po.
Trong trường hợp này lực dọc trục vuông góc với lực kẹp nên không có lợi. momen xoắn M do lực cắt gây ra. Chi tiết gia công có xu hướng quay trong khi gia công. Trong khi đó lực ma sát do lực kẹp gây ra có xu hướng chống lại momen xoắn.
KM = (W + P0 + G)f.a
- K là hệ số an toàn
K = K0 x K1 x K2 x K3 x K4 x K5 x K6
+ K0 = 1.5 là hệ số an toàn
+ K1 = 1 là hệ số tăng lực cắt khi lượng dư và độ nhám không đều
+ K2 = 1 là hệ số tăng lực cắt khi dao bị mòn
+ K3 = 1.2 là hệ số tăng lực cắt khi gia công gián đoạn
+ K4 = 1.3 là hệ số tính đến sai số của cớ cấu kẹp
+ K1 = 1.5 là hệ số tính đến mức độ thuận lợi của cơ cấu kẹp bẳng tay.
Þ K = 1.5 x 1 x 1.2 x 1.3 x 1.3 x 1 x 1.6 = 4.9
Khi tính toán ta thấy momen xoắn khi tạo ra là lớn nhất. Do đó ta lấy chuẩn để tính toán lực kẹp.
M = 1.73 KG/m = 1730 KG/mm
W = k.M/f.a – P0 – Q
- W là lực kẹp chi tiết gia công
- P0 là lực dọc trục P0 = 264 KG
- G trọng lượng chi tiết gia công
- f = 0.5 là hệ số ma sát
- a = 43 mmm là khoảng cách từ tâm mũi dao đến mỏ kẹp
Þ W = 49 x 1730/0.5 x 43 – 264 – 0.129 = 130 KG
Vì kẹp bằng hai mỏ kẹp nên W1 = W2 = 130/2 = 65 KG
_ Đường kính bulông kẹp:
Ta có:
[db] ³ W/F = W/(pd²/4)
Þ d ³ Ö 4W/p[db] = 1.8 cm = 18 mm
Chọn bu long kẹp M18.
IV. CÁCH SỬ DỤNG ĐỒ GÁ:
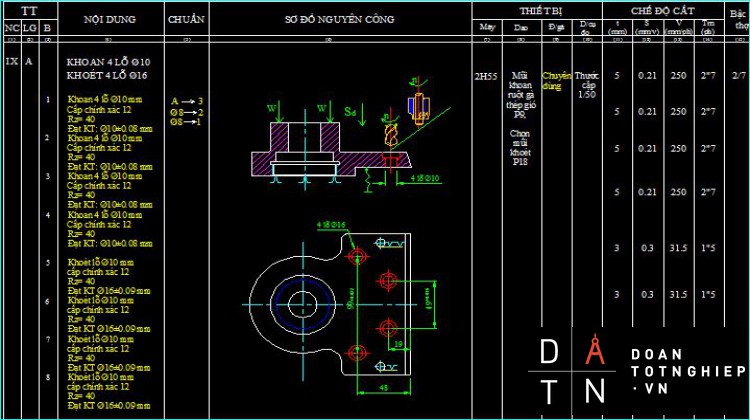
1. Nguyên công III:
_ Đồ gá được đặt cố định trên bàn máy nhờ bulong kẹp, Chi tiết gia công đầu tiên được đặt lên đồ gá sao cho: chốt tỳ có vai trò khử 3 bậc tự do, khối V ngắn khử 2 bậc tự do, còn chốt ỳ đầu phẳng khử 1 bậc tự do. Sau đó ta kẹp mỏ kẹp vào vị trí cần đặt lực kẹp. Ta xiết đai ốc của bulong kẹp lại và tạo lực kẹp chi tiết gia công. Sau đó ta gia công chi tiết
_Khi gia công xong ta nới lỏng đai ốc ra và tháo chi tiết ra.
V.CÁCH BẢO QUẢN ĐỒ GÁ:
Khi sử dụng đồ gá phải thao tác nhẹ nhàng tránh làm biến dạng các chi tiết định vị. Khi sử dụng xong cần phải lau chùi cẩn thận, tra chất bôi trơn và bảo quản nơi tối để được sử dụng lâu dài.
VI. KẾT LUẬN:
_ Kết cấu đồ gá tương đối đơn giản, thuận lợi cho việc tháo lắp chi tiết gia công và gia công chi tiết được chính xác về các yêu cầu kỹ thuật.
_ Đồ gá gồm các chi tiết đơn giản, dễ chế tạo và có thể lấy từ các chi tiết tiêu chuẩn.
_ Khuyết điểm của đồ gá:
+ Việc tháo lắp chi tiết gia công nhiều lần trên đồ gá làm mòn các chi tiết định vị dẫn đến sai số, Do đó, sau một thời gian sử dụng đồ gá ta phải kiểm tra và thay thay thế các chi tiết định vị khi cần.
...........................
III. SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (TẬP I) của PSG. TS NGUYỄN ĐẮC LỘC
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
IV. SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY (TẬP II) của PSG. TS NGUYỄN ĐẮC LỘC
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
V. CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ của NGUYỄN NGỌC ĐÀO
- NHÀ XUẤT BẢN ĐÀ NẴNG
VI. SỔ TAY THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MÁY (TẬP I)
- TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VII. SỔ TAY THIẾT KẾ CÔNG NGHỆ CHẾ TẠO MÁY (TẬP II)
- TRƯỜNG ĐẠI HỌC BÁCH KHOA HÀ NỘI
VIII. SỔ TAY ATLAS ĐỒ GÁ của PSG. TS TRẦN VĂN ĐỊCH
- NHÀ XUẤT BẢN KHOA HỌC VÀ KỸ THUẬT
Thiết kế quy trình công nghệ gia công chi tiết NẮP CHẶN B65, đồ án môn học công nghệ chế tạo máy NẮP CHẶN B65, bài tập lớn công nghệ chế tạo máy NẮP CHẶN B65, thiết kế quy trình công nghệ gia công chi tiết NẮP CHẶN B65