THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ BK ĐH ĐÀ NẴNG
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ BK ĐH ĐÀ NẴNG
Phần I:Phân tích điều kiện làm việc và yêu cầu kỹ thuật của sản phẩm
1.Phân tích điều kiện làm việc:
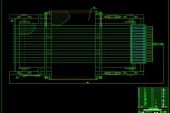
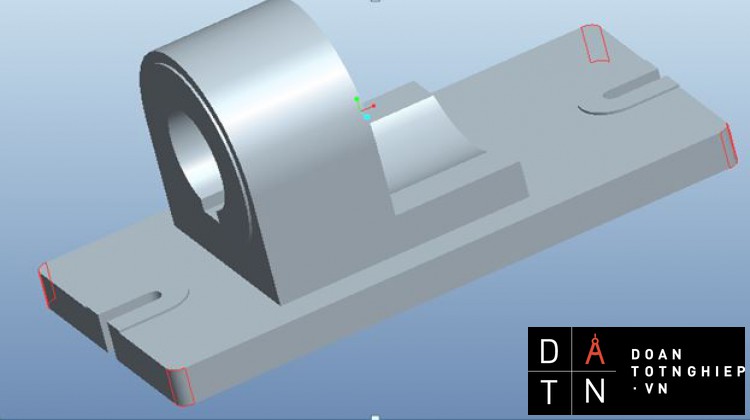
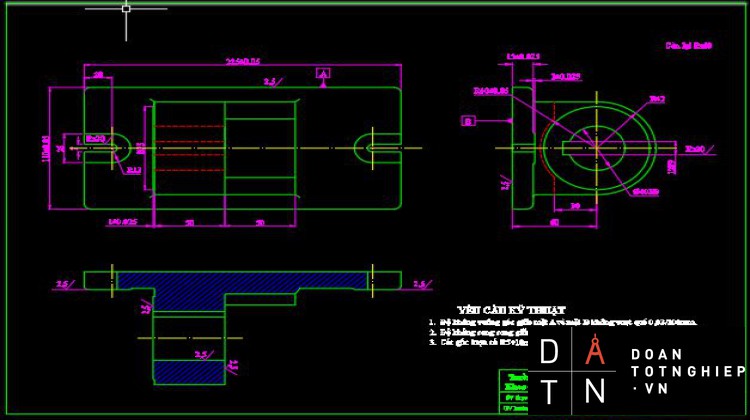
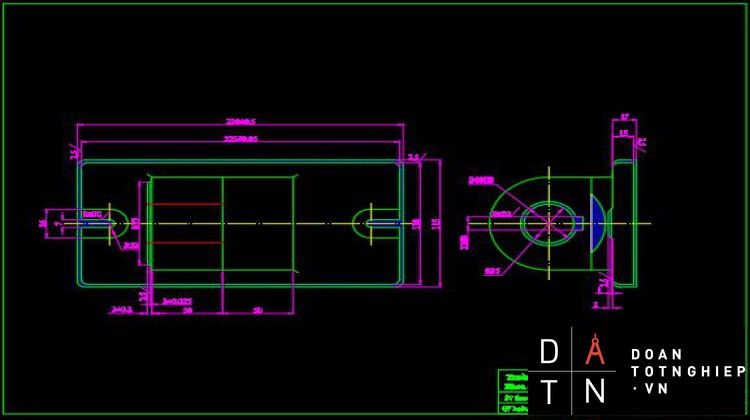
Thân đồ gá là chi tiết dạng hộp dùng để lắp ghép các chi tiết khác lên nó. Bề mặt làm việc chủ yếu là lỗ40, rãnh then và 2 rãnh lắp ghép.
Điều kiên làm việc của chi tiết không khắc nghiệt: thường là tải trọng tĩnh có va đập nhẹ và chịu mômen xoắn không lớn lắm.
2.Yêu cầu kỹ thuật:
Bề mặt là việc chủ yếu của chi tiết là bề mặt trong các lỗ lắp ghép và một số bề mặt làm việc khác.
Những yêu cầu cao đặt ra đối với chi tiết này là các yêu cầu liên quan đến độ chính xác của các mặt phẳng và mặt lỗ, độ chính xác vị trí tương quan và độ chính xác hình học của chúng. Những bề mặt làm việc còn lại có độ chính xác không cao.
*Những yêu cầu kỹ thuật cơ bản khi chế tạo chi tiết mặt bích bao gồm:
+ Độ không vuông góc giữa mặt A và mặt B > 0,03/100 mm.
+ Độ không song song giữa tâm lỗ Φ40 và hai mặt A,B >0,02/100 mm.
+Cấp chính xác của lỗ Φ40 phai đạt cấp chính xác 8.
Phần II: ĐỊNH DẠNG SẢN XUẤT
Dạng sản xuất bao gồm: Sản xuất đơn chiếc, sản xuất hàng loạt và sản xuất hàng khối.
Dạng sản xuất quyết định đến cách thức tạo ra sản phẩm, bao gồm cả việc thiết lập quy trình công nghệ. Ảnh hưởng trực tiếp tới năng suất, chất lượng sản phẩm lẫn tính kinh tế.
Sản lượng hàng năm được xác định theo công thức sau đây:
Trong đó:
N: Số lượng chi tiết được sản xuất trong một năm.
N0: Số sản phẩm (số máy) được sản xuất trong một năm.
m: Số chi tiết trong một sản phẩm, m=1.
b : Số chi tiết được chế tạo thêm để dự trữ(5%).
a : Số phế phẩm (3%).
N=50001(+ )(1+)=5408 (chiếc/năm)
Khối lượng của chi tiết được xác định:
+Thể tích của chi tiết:
V = 0,7 (dm3)
+Khối lượng riêng của gang xám là:
g = 7,2kg/dm.
+Khối lượng chi tiết là:
m = V* g = 0,7.7,2= 5,04 (kg)
Như vậy, với khối lượng 4200 kg sản lượng hàng năm 5408 chi tiết, tra bảng 2.1 (tài liệu HDTKCNCTM) ta xác định được dạng sản xuất: Hàng Khối.
Phần III: LỰA CHỌN PHƯƠN PHÁP CHẾ TẠO PHÔI
Dạng phôi có thể là : phôi đúc, phôi rèn, phôi dập, phôi cán, phôi hàn.
1. Tạo phôi bằng phương pháp đúc :
Việc chế tạo phôi bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có thể đúc được những dạng kết cấu phức tạp và có thể đạt kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được. Cơ tính và độ chính xác của phôi đúc tuỳ thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tuỳ theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau. Có thể đúc trong khuôn kim loại, đúc trong khuôn cát, đúc li tâm…
2.Tạo phôi bằng phương pháp rèn và dập nóng :
+ Phương pháp rèn được áp dụng cho những chi tiết rèn có hình thù đơn giản, cùng với những mép dư rất lớn.
+ Dập nóng có thể thực hiện trong khuôn kín hoặc trong khuôn hở. Khi dập nóng khuôn kín, ta nhận được chi tiết dập có độ chính xác cao hơn, tiêu tốn kim loại nhỏ hơn, năng xuất cao hơn.
3. Tạo phôi bằng phương pháp cán:
Thường là cán tạo ra những sản phẩm định hình : ví dụ như cán thép định hình, phôi cán có prôfin đơn giản…
*Chọn phương pháp chế tạo phôi:Với việc phân tích các phương pháp tạo phôi ở trên, trên cơ sở sản xuất hàng loạt lớn của chi tiết và yêu cầu về độ nhám của các bề mặt không gia công của chi tiết Rz = 40 mm, căn cứ vào hình dạng của chi tiết ta chọn ra phương pháp chế tạo phôi là đúc trong khuôn kim loại. Loại phôi này có cấp chính xác kích thước IT14 – IT15, độ nhám Rz = 40 mm.
Phần IV: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
LẬP THỨ TỰ CÁC NGUYÊN CÔNG
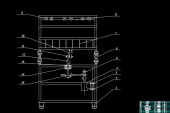
1.Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công:
Các bề mặt của phôi được đánh số như sau:
+Các bề mặt có độ nhám Ra=2,5 tương ứng với cấp độ bóng cấp 6: yêu cầu gia công bán tinh.
+2 rãnh 4,5 và rãnh then có độ nhám Rz=20 tương ứng với cấp độ bóng cấp 5: yêu cầu gia công bán tinh.
+Mặt cong 14 có độ nhám Ra=10 tương ứng với cấp độ bóng cấp 4: yêu cầu gia công thô.
*Các phương pháp gia công thường dùng với cấp chính xác và độ nhám có thể đạt được:
|
Phương pháp gia công |
Cấp chính xác |
Độ nhám |
||
|
Kinh tế |
Đạt được |
Ra (mm ) |
||
|
KHOAN |
( d<15 mm) |
12-14 |
10-11 |
6,3-12,5 |
|
KHÓÉT |
Thô |
12-15 |
- |
50-100 |
|
DOA |
Nửa tinh Tinh Mỏng |
9-10 7-8 7 |
8 - 6 |
6,3-12,5 1,6-3,2 0,4-0,8 |
|
PHAY MẶT ĐẦU |
Thô Tinh Mỏng |
12-14 11 8-9 |
- 10 6-7 |
6,3-12,5 3,2-6,3 0,8-1,6 |
|
BÀO |
Thô Tinh Mỏng |
12-14 11-13 8-10 |
- - 7 |
12,5-25 3,2-6,3 (0,8)-1,6 |
|
MÀI PHẲNG |
Nửa tinh Tinh Mỏng |
8-11 6-8 6-7 |
- - 6 |
3,2 0,8-1,6 0,2-0,4 |
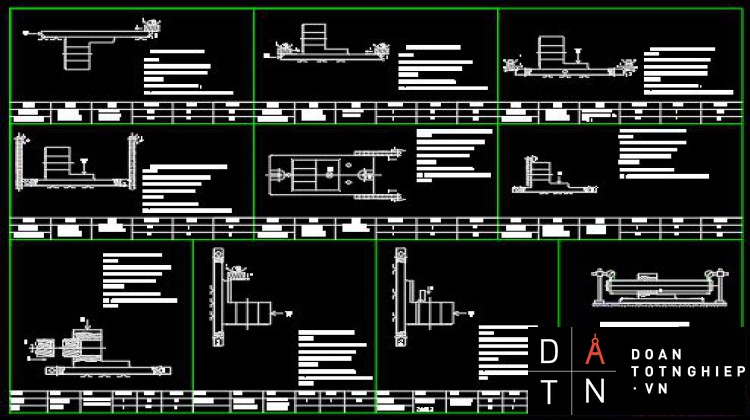
2.Trình tự các nguyên công gia công:
* Nguyên công 1: phay mặt đầu.
Gia công mặt phẳng 1 có độ nhám yêu cầu:
Ra = 2,5: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay đứng 6H12
+ Bề mặt làm việc của bàn: 320 x1250 mm2
+ Giới hạn vòng quay trục chính: 30- 1500 vg/ph
+ Bước tiến của bàn: 30- 1500 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay mặt đầu chắp mảnh hợp kim cứng D = 125 mm, B= 42 mm
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 1: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z và xoay quanh trục X, Y.
+Định vị mặt phẳng 8: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X và xoay theo phương Z.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục X, hướng vào mặt phẳng 8 đã được khống chế 2 bậc tự do.
* Nguyên công 2:phay mặt đầu.
Gia công 2 mặt phẳng 2 và 3 có độ nhám yêu cầu:
Ra = 2,5: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay đứng 6H12 có các thông số kỹ thuật đã nêu ở NC1.
- Dụng cụ cắt:
+ Dao phay mặt đầu chắp mảnh hợp kim cứng D = 80 mm, B= 40 mm
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 2 và 3: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z, xoay quanh trục X, Y
+Định vị mặt phẳng 8: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, và xoay theo phương Z.
- Kẹp chặt:
+ Nguồn sinh lực: Cơ khí
+ Lực kẹp theo phương của trục X, hướng vào mặt phẳng 8 đã được khống chế 2 bậc tự do.
- Kẹp chặt:
+ Nguồn sinh lực: Cơ khí
+ Lực kẹp theo phương của trục X, hướng vào mặt trụ 9 đã được khống chế 2 bậc tự do.
* Nguyên công 3: phay 2 rãnh 4 và 5.
Gia công 2 rãnh 4 và 5 có độ nhám yêu cầu:
Rz = 20: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay đứng 6H12
+ Bề mặt làm việc của bàn: 320 x1250 mm2
+ Giới hạn vòng quay trục chính: 30- 1500 vg/ph
+ Bước tiến của bàn: 30- 1500 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay ngón hợp kim cứng D=6mm, l=16mm, L=40mm.
+ Dao phay ngón hợp kim cứng D=7mm, l=16mm, L=40mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 1: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z và xoay quanh trục X, Y.
+Định vị mặt phẳng 8: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X và xoay theo phương Z.
+Định vị mặt phẳng 6: Sử dụng 1 chốt tì.
Khống chế 1 bậc tự do: Tịnh tiến theo trục Y.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục Z, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
* Nguyên công 4: phay 2 mặt phẳng 8 và 9.
Gia công mặt phẳng 8 và 9 có độ nhám yêu cầu:
Ra = 2,5: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay ngang 6H82
+ Bề mặt làm việc của bàn: 1250x320 mm2
+ Giới hạn vòng quay trục chính: 30¸1500 vg/ph
+ Bước tiến của bàn: 23,5¸1180 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay đĩa 3 mặt gắn mãnh hợp kim cứng D=315mm, B=16mm, d=60mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100.
- Định vị:
+ Định vị mặt phẳng 1: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z và xoay quanh trục X, Y.
+Định vị lỗ 5: Sử dụng chốt trụ ngắn.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, Y.
+Định vị lỗ 4: Sử dụng chốt trám.
Khống chế 1 bậc tự do: Xoay theo phương Z.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục Z, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
* Nguyên công 5: phay 2 mặt phẳng 6 và 7.
Gia công mặt phẳng 6 và 7 có độ nhám yêu cầu:
Ra = 2,5: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay ngang 6H82
+ Bề mặt làm việc của bàn: 1250x320 mm2
+ Giới hạn vòng quay trục chính: 30¸1500 vg/ph
+ Bước tiến của bàn: 23,5¸1180 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay đĩa 3 mặt gắn mãnh hợp kim cứng D=315mm, B=16mm, d=60mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 1: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z và xoay quanh trục X, Y.
+Định vị lỗ 5: Sử dụng chốt trụ ngắn.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, Y.
+Định vị lỗ 4: Sử dụng chốt trám.
Khống chế 1 bậc tự do: Xoay theo phương Z.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục Z, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
* Nguyên công 7: phay mặt 11.
Gia công mặt phẳng 11 có độ nhám yêu cầu:
Ra = 2,5: yêu cầu gia công bán tinh.
Bước 1: Phay thô
Bước 2: Phay bán tinh
- Máy gia công:
+ Máy phay ngang 6H82
+ Bề mặt làm việc của bàn: 1250x320 mm2
+ Giới hạn vòng quay trục chính: 30¸1500 vg/ph
+ Bước tiến của bàn: 23,5¸1180 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay đĩa 3 mặt gắn mãnh hợp kim cứng D=250mm, B=22mm, d=50mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 1: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z và xoay quanh trục X, Y.
+Định vị lỗ 5: Sử dụng chốt trụ ngắn.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, Y.
+Định vị lỗ 4: Sử dụng chốt trám.
Khống chế 1 bậc tự do: Xoay theo phương Z.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục Z, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
* Nguyên công 8: khoét + doa lỗ
Gia công lỗ 12 có độ nhám Ra = 2,5 : yêu cầu gia công bán tinh.
- Máy gia công:
+ Máy doa ngang.
+ Đường kính mũi doa Φ= 40 mm
+ Giới hạn vòng quay trục chính: 99,5 - 1360 vg/ph
+ Lượng chạy dao: 0,1 -1,4 mm/vg
+ Công suất: 6 KW
- Dụng cụ cắt:
+Mũi khoét lắp mãnh hợp kim cứng đuôi côn có đường kính 40 mm.
+Mũi doa khối liền đuôi côn có đường kính 40mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
- Định vị:
+ Định vị mặt phẳng 10: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z, xoay quanh trục X, Y
+Định vị mặt phẳng 1: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, xoay theo phương Z.
+ Định vị mặt phẳng 6: Sử dụng 1chốt tì.
Khống chế bậc tự do: Tịnh tiến theo phương Y.
- Kẹp chặt:
+ Nguồn sinh lực: khí nén
+ Lực kẹp theo phương của trục X, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do
* Nguyên công 9: phay mặt 14.
Gia công mặt 14 có độ nhám yêu cầu:
Ra = 10: yêu cầu gia công thô.
- Máy gia công:
+ Máy phay đứng 6H12
+ Bề mặt làm việc của bàn: 320 x1250 mm2
+ Giới hạn vòng quay trục chính: 30- 1500 vg/ph
+ Bước tiến của bàn: 30- 1500 mm/ph
+ Công suất động cơ: 7 KW
- Dụng cụ cắt:
+ Dao phay mặt đầu bằng thép gió D=40mm, L=32mm, d=16mm.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
Định vị:
+ Định vị mặt phẳng 11: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z, xoay quanh trục X, Y
+Định vị mặt phẳng 1: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, xoay theo phương Z.
+ Định vị mặt phẳng 6: Sử dụng 1chốt tì.
Khống chế bậc tự do: Tịnh tiến theo phương Y.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục X, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
* Nguyên công 10: xọc rãnh then.
Gia công rãnh then 13 có độ nhám yêu cầu:
Rz = 20: yêu cầu gia công bán tinh.
- Máy gia công:
+ Máy xọc 7A412.
+ Chiều dài hàn trình xọc 10 – 100 mm.
+ Dịch chuyển lớn nhất của bàn: dọc 350 mm, ngang 280 mm.
+ Tiết diện lớn nhất của dao 16x24.
+ Công suất động cơ: 1,5 KW.
+Số hành trình kép trong 1 phút: 52, 67, 100, 210.
- Dụng cụ kiểm tra:
+ Thước cặp chính xác 2%, đồng hồ so 1/100
-Định vị:
+ Định vị mặt phẳng 11: Sử dụng 2 phiến tì.
Khống chế 3 bậc tự do: Tịnh tiến theo trục Z, xoay quanh trục X, Y
+Định vị mặt phẳng 1: Sử dụng 2 chốt tì.
Khống chế 2 bậc tự do: Tịnh tiến theo trục X, xoay theo phương Z.
+ Định vị mặt phẳng 6: Sử dụng 1chốt tì.
Khống chế bậc tự do: Tịnh tiến theo phương Y.
- Kẹp chặt:
+ Nguồn sinh lực: cơ cấu cơ khí.
+ Lực kẹp theo phương của trục X, hướng vào mặt phẳng 1 đã được khống chế 3 bậc tự do.
3.Tra lượng dư các bề mặt gia công:
Về lượng dư:
Lượng dư gia công là lớp kim loại được hớt đi trong quá trình gia công. Xác định lượng dư gia công hợp lý sẽ góp phần nâng cao hiệu quả kinh tế.
Trong Công nghệ Chế tạo máy, người ta sử dụng hai phương pháp sau đây để xác định lượng dư gia công:
+ Phương pháp thống kê kinh nghiệm: Lượng dư gia công được xác định bằng tổng giá trị lượng dư theo kinh nghiệm. Nhược điểm của phương pháp này là không tính đến điều kiện gia công cụ thể, cho nên lượng dư gia công thường lớn hơn giá trị cần thiết.
+ Phương pháp tính toán - phân tích: Phương pháp này dựa trên cơ sở phân tích các yếu tố tạo thành lượng dư do giáo sư Kovan đề xuất.
Trong đồ án này, ta sử dụng phương pháp thống kê kinh nghiệm để xác định lượng dư cho các bề mặt trong các bước nguyên công.
*Nguyên công 1: Phay mặt đầu số 1
Tra bảng Lượng dư phôi Sổ tay Công nghệ chế tạo máy: Đối với phôi đúc cấp chính xác I.
- Lượng dư gia công thô sau khi đúc: 2,0 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,27 0,043 |
1,5 0.5 |
15,5 ± 0,15 15 ± 0,025 |
*Nguyên công 2: Phay mặt đầu số 2 và 3:
- Lượng dư gia công thô sau khi đúc: 2,0 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,14 0,025 |
1,5 0.5 |
1,5 ± 0,15 1 ± 0,025 |
*Nguyên công 3: Phay 2 rãnh số 4 và 5:
-Phay thô bằng dao phay ngón mặt đầu Φ6
- Phay thô bằng dao phay ngón mặt đầu Φ7
*Nguyên công 4: Phay 2 mặt phẳng 8 và 9
- Lượng dư gia công thô sau khi đúc: 2,5 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,72 0,115 |
6 0.5 |
15,5 ± 0,36 15± 0,05 |
*Nguyên công 5: Phay 2 mặt phẳng 6 và 7
- Lượng dư gia công thô sau khi đúc: 2,5 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,54 0,087 |
2 0.5 |
15,5 ± 0,25 15 ± 0,05 |
*Nguyên công 6: Phay phay mặt phẳng 10
- Lượng dư gia công thô sau khi đúc: 2,0 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,14 0,025 |
1,5 0.5 |
1,5 ± 0,15 1 ± 0,025 |
*Nguyên công 7: khoét+doa
- Khoét bằng mũi khoét Φ39,6.
- Doa thành lỗ Φ40.
*Nguyên công 8:Phay mặt 13
- Lượng dư gia công thô sau khi đúc: 2,0 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Phay thô 2-Phay tinh |
13 9 |
0,39 0,062 |
1,5 0.5 |
40,5 ± 0,2 40 ± 0,05 |
*Nguyên công 9:Xọc rãnh then 12
- Lượng dư gia công thô sau khi đúc: 2,0 mm
- Lượng dư gia công bán tinh sau thô: 0,5 mm
|
Các bước công nghệ |
CCX |
Dung sai (mm) |
Lượng dư |
Kích thước trung gian |
|
1-Xọc thô 2-Xọc tinh |
13 |
0,27 |
0.5 |
12± 0,15 |
..................
=> TM = ( 51+6,18+3)/(1.170) = 0,354 (phút)
Tct = 1,23 . 0,354= 0,44( phút)
* Bước 2: doa lỗ
L = 51 (mm)
L1 = . cotgj +2= (39,6-35).cotg20o/2+2= 6,18 (mm)
L2=3 (mm)
s = 2 (mm/ vòng)
n = 42 (vòng/phút)
=> TM = ( 51+6,18+3)/(2.42) = 0,72 (phút)
Tct = 1,23 . 0,72= 0,89( phút)
8. NGUYÊN CÔNG 8: phay mặt 13
Phay thô
L = 50 (mm)
s = 2,52 (mm/ vòng)
n = 375 (vòng/phút)
=> TM = ( 50+5)/(2.750) = 0,04 (phút)
Tct = 1,23 . 0,04 = 0,05 ( phút)
9. NGUYÊN CÔNG 9: xọc rãnh then 12
L=50 (mm)
Áp dụng công thức tính gần đúng, ta có:
TM=0,006.L=0,006.50=0,3 (phút)
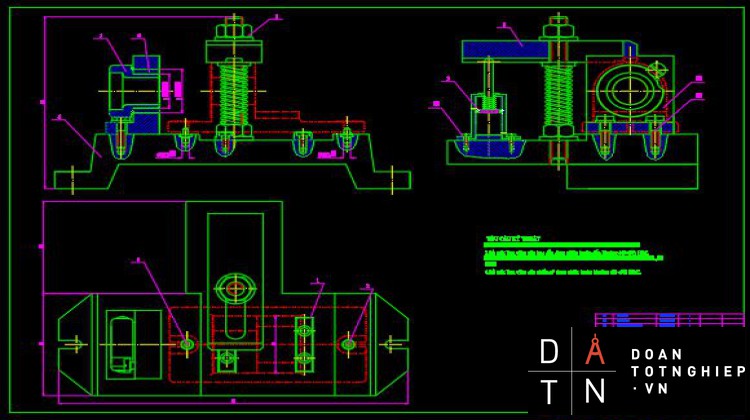
Phần V: THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG
GIA CÔNG LỖ Φ40H8
1.Xây dựng sơ đồ nguyên lý của đồ gá:
a. Sơ đồ nguyên lý định vị và kẹp chặt:
Yêu cầu đối với lỗ F40 phải nằm song song với mặt đáy của chi tiết và phải vuông góc với mặt đầu. Do vậy để gia công được ta phải định vị đủ 6 bậc tự do.
+Mặt phẳng đáy định vị 3 bậc tự do và có Ra=2,5. Mặt phẳng này được dùng 2 phiến tỳ để định vị.
+Hai rãnh với mặt cong có bán kính R=3,5 mm và có RZ20 định vị hạn chế 3 bậc tự do. Ta dùng 1 chốt trụ ngắn và 1 chốt trám để định vị.
Chuyển động cắt song song với mặt đáy và vuông góc với 2 rãnh định vị.
Hướng của lực kẹp vuông góc với mặt phẳng đáy và vuông góc với chuyển động cắt.
Kích thước gia công cần đạt được là F40, độ nhám là Ra =2,5.
b.Xác định mômen cắt Mx và lực dọc trục P0:
+Tính mômen cắt Mx:
MX = 10 .CM.Dq. tx S y.Kp
..................
ÞMX = 10 .0,085.39,60. 2,3 0,75 1,5 0,8.1 = 2,2 Nm
+Tính lực dọc trục P0:
p0 = 10 .Cp. tx .Dq. S y.Kp
CP = 23,5 ; q = 0 ; x = 1,2 ; y = 0,4 B¶ng 5-32 Sæ tay CNCTM II
=>P0 = 10.23,5.2,31,239,6 0.1,50,4.1 = 750,9 N
+Công suất cắt Ne:
Ne = = = 0,04 Kw < Nm = 4 Kw
2.Tính toán lực kẹp cần thiết, chọn cơ cấu tạo lực kẹp và tính toán nguồn sinh lực:
a.Tính toán lực kẹp cần thiết:
............
TÀI LIỆU THAM KHẢO
1. GS.TS.Trần Văn Định-Thiết kế đồ án công nghệ chế tạo máy - Nhà xuất bản khoa học và kỹ thuật-Hà Nội 2004.
2. GS.TS.Trần Văn Định và các tác giả-Công nghệ chế tạo máy-Nhà xuất bản khoa học và kỹ thuật-Hà Nội 2003.
3. Nguyễn Ngọc Đào và các tác giả-Chế độ cắt và gia công cơ khí-Nhà xuất bản Đà Nẵng 2002.
4. GS.TS Nguyễn Đắc Lộc và các tac giả-Sổ tay công nghệ chế tạo máy I, II, III-Nhà xuất bản khoa học và kỹ thuật-Hà Nội 2005.
5. PGS.TS Ninh Đức Tốn-Dung sai và lắp ghép-Nhà xuất bản giáo dục.
6. PGS.Trần Hữu Quế-Vẽ kỹ thuật cơ khí-Nhà xuất bản giáo dục.
MỤC LỤC
Trang
Nhiệm vụ thiế kế.
Lời nói đầu. 1
PHẤN I . Phân tích điều kiện làm việc và yêu cầu kỹ thuật
của sản phẩm. 2
1.Phân tích điều kiện lam việc. 2
2.Yêu cầu kỹ thuật. 2
PHẦN II. Định dạng sản xuất 3
PHẦN III. Lựa chọn phương pháp chế tạo phôi 4
1.Tạo phôi bằng phương pháp đúc. 4
2.Tạo phôi bằng phương pháp dập nóng. 4
3.Tạo phôi bằng phương pháp cán. 4
PHẦN IV. Thiết kế quy trình công nghệ , Lập thứ tứ các
nguyên công. 5
1.Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần
gia công. 5
2.Trình tự các nguyên công gia công. 6
3.Tra lượng dư các bề mặt gia công. 19
4.Tra lượng cắt cho các nguyên công. 22
5.Tính toán thời gian cơ bản cho tất cả các nguyên công. 27
PHẦN V. Thiết kế đồ gá. 33
TÀI LIỆU THAM KHẢO. 37
MỤC LỤC. 38