THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ H20 SPKT HƯNG YÊN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ H20 SPKT HƯNG YÊN
THUYẾT MINH
I.Phân tích chức năng và điều kiện làm việc của chi tiết
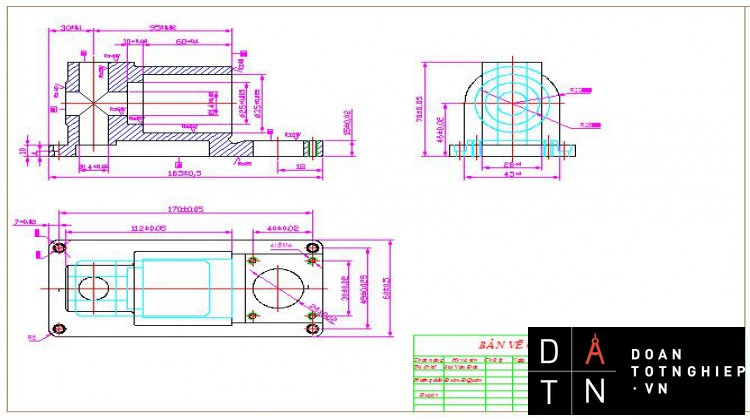
- Dựa vào bản vẽ chi tiết ta thấy thân đồ gá là chi tiết dạng hộp
- Do thân đồ gá là loại chi tiết quan trọng trong một sản phẩm đồ gá. Thân đồ gá làm nhiệm vụ đỡ trục của đồ gá và xác định vị trí tương đối của trục trong không gian nhằm thực hiện một nhiệm vụ động học nào đó. Sau khi gia công xong thân đồ gá sẽ được lắp làm nhiệm vụ đỡ trục.
- Trên thân đồ gá có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ F35.
- Cần gia công mặt phẳng A (mặt phẳng đáy) và các lỗ F14, F25, F35 chính xác để làm chuẩn tinh gia công. Đảm bảo kích thước từ tâm lỗ F14 đến mặt phẳng C là: 46± 0,02
- Chi tiết làm việc trong điều kiện rung động và tải trọng thay đổi.
- Đối với nhiệm vụ gia công mặt trên của thân đồ gá cần phải gia công chính xác các mặt để đảm bảo khi lắp ghép với mặt làm việc tiếp xúc khác đảm bảo có khoảng cách để tránh siêu định vị.
- Vật liệu sử dụng là : GX 15-32 , có các thành phần hoá học sau:
C = 3 – 3,7 Si = 1,2 – 2,5 Mn = 0,25 – 1,00
S < 0,12 P =0,05 – 1,00
[d]bk = 150 MPa
[d]bu = 320 Mpa
II. Phân tích tính công nghệ trong kết cấu của chi tiết
- Từ bản vẽ chi tiết ta thấy :
- Mặt trên của thân đồ gá có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao , đạt năng suất cao.
- Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh .
- Chi tiết thân đồ gá đỡ được chế tạo bằng phương pháp đúc. Kết cấu tương đối phức tạp, tuy nhiên khi gia công các lỗ ren, lỗ định vị và lỗ làm việc chính F14, F25, F35 cần phải gia công cho chính xác đảm bảo các yêu cầu kỹ thuật.
Các bề mặt cần gia công là :
1. Gia công bề mặt phẳng A với độ bóng cao để làm chuẩn tinh cho nguyên công sau .
- Gia công mặt trên đế để khoan khoét, doa lỗ trên mặt B và D để sau đó gia công lỗ định vị và lỗ ren để liên kết với phần dưới.
- Gia công 4 lỗ F5, F6 để làm chuẩn định vị khi lắp nửa trên với nửa dưới
- Phay 2 mặt phẳng đầu lỗ trụ C và E.
- Tiện lỗ F25, F35 bên trong chi tiết.
- Khoét, doa lỗ F14 đảm bảo độ bóng và chính xác cho chi tiết, vì bề mặt này là là bề mặt làm việc chính.
III.Xác định dạng sản xuất.
- Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được xác định theo công thức sau:
N = N1.m (1+)
- Trong đó:
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm được sản xuất trong một năm 19600 chiếc/năm)
m- Số chi tiết trong một sản phẩm
a- Phế phẩm trong xưởng đúc a =(3-:-6) %
b- Số chi tiết được chế tạo thêm để dự trữ b =(5-:-7)%
Vậy N = 19600.1.(1 +) =21560 chi tiết /năm
Trọng lượng của chi tiết được xác định theo công thức
Q = V.g (kg)
Trong đó
Q - Trọng lượng chi tiết
g - Trọng lượng riêng của vật liệu ggang xám= 6,8-:-7,4 Kg/dm3
V - Thể tích của chi tiết
V = VĐ - VR – VL
VĐ- Thể tích trụ đặc
VR-Thể tích thân trụ rỗng
VL - Thể tích phần lỗ trên đế
V - Thể tích của chi tiết
VĐ = 3.14x222.112 + 15*185*60 = 336713 mm3
VR =3.14x17.52x60 + 3.14x12.52x10 + 3.14x72x75 +10x36x100=110143 mm3
VL = 3.14x122x15 + 3.14x2.252x15x4 = 7736 mm3
V = 336713 – 110143 – 7736 = 218833 mm3 = 0,218833 dm3
Vậy Q= V.g = 0,218833.7,0 = 1,53 (kg)
Dựa vào bảng 2 (TKĐACNCTM) ta có dạng sản xuất là dạng sản xuất hàng loạt lớn.
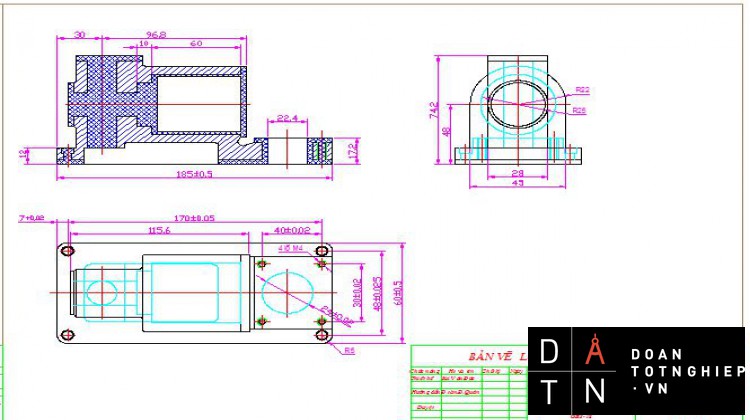
IV. Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi.
- Kết cấu của chi tiết khá phức tạp nhưng vật liệu của chi tiết là gang xám 15x32 nên ta dùng phương pháp đúc, ứng với sản xuất hàng loạt vừa nên ta chọn phương pháp đúc trong khuôn kim loại. Sau khi đúc không cần cắt ba via và làm sạch.
Bản vẽ lồng phôi
* Yêu cầu kỹ thuật:
- Đảm bảo độ song song giữa tâm của lỗ F14, F25, F35 với mặt đáy của giá đỡ.
- Đảm bảo độ vuông góc giữa tâm của lỗ F14, F25, F35 với mặt đầu của trụ
- Đảm bảo độ chính xác của khoảng cách giữa lỗ lắp ghép và đế là 46±0,02 và độ chính xác của các lỗ này là f14±0,02
- Mặt phẳng lắp ghép đạt độ nhẵn bóng Rz = 20 mm
Bản vẽ kỹ thuật
*Thứ tự các nguyên công
1- Xác định đường lối công nghệ
Do sản xuất hàng loạt vừa nên ta chọn phương pháp gia công một vị trí, gia công tuần tự. Dùng máy vạn năng kết hợp với đồ gá chuyên dùng.
2- Chọn phương pháp gia công
- Phay mặt phẳng A bằng dao phay mặt đầu ghép với nhau, đầu tiên là phay thô sau đó là phay tinh dảm bảo Rz = 20 mm.
- Phay mặt phẳng B bằng dao phay mặt đầu ghép với nhau, đầu tiên là phay thô sau đó là phay tinh dảm bảo Rz = 20 mm.
- Phay mặt phẳng D bằng dao phay mặt đầu ghép với nhau, đầu tiên là phay thô sau đó là phay tinh dảm bảo Rz = 40 mm.
- Đối với gia công lỗ f14 trên mặt D đạt cấp chính xác Rz=20 tra bảng 5 ( TKĐACNCTM ) thì cấp chính xác là 5. Tra bảng với lỗ f14 cấp chính xác 5 ta có dung sai của lỗ là +0,02 mm. Vì là lỗ không có sẵn nên khi gia công ta phải khoan, khoét rồi doa thô và doa tinh.
- Gia công 4 lỗ f5 và f6 đảm bảo cấp chính xác 7 để dùng định vị cho nguyên công sau.
- Phay mặt phẳng C và E bằng dao phay đĩa, đầu tiên là phay thô sau đó là phay tinh đảm bảo Rz = 40 mm.
- Gia công tiện lỗ f25 và f35 đạt Rz = 20 mm.
- Đối với gia công lỗ f14 trên mặt E đạt cấp chính xác Rz=20 tra bảng 5 ( TKĐACNCTM ) thì cấp chính xác là 5. Tra bảng với lỗ f14 cấp chính xác 5 ta có dung sai của lỗ là +0,02 mm. Vì là lỗ không có sẵn nên khi gia công ta phải khoan, khoét rồi doa thô và doa tinh.
- Đối với gia công lỗ f24 trên mặt B đạt cấp chính xác Rz=20 dung sai của lỗ là ±0,02 mm. Vì là lỗ không có sẵn nên khi gia công ta phải khoan, khoét rồi doa thô và doa tinh. Ta rô ren M4 tiến hành bằng tay sau khi khoan.
* Lập tiến trình công nghệ.
Trình tự các nguyên công để gia công nửa trên của giá đỡ có thể tiến hành như sau
|
Thứ tự |
Tên nguyên công |
|
1 |
Phay mặt A |
|
2 |
Khoan khoét doa 4lỗ bậc |
|
3 |
Phay mặt B và D |
|
4 |
Phay mặt C và E |
|
5 |
Khoan – Taro 4lỗ M4 |
|
6 |
Khoan- Khoét - Doa lỗ F14 |
|
7 |
Khoét – Doa lỗ F24 |
|
8 |
Khoan- Khoét - Doa lỗ F14 |
|
9 |
Khoét doa lỗ F35 và F25 |
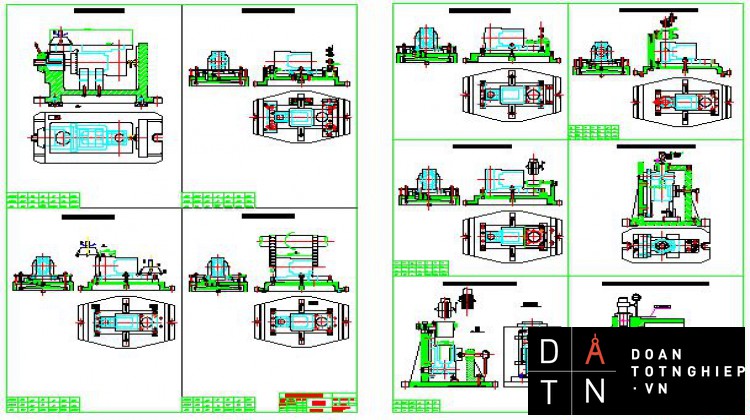
V. Lập thứ tự các nguyên công
1. Nguyên công I: Phay mặt phẳng A
Sơ đồ định vị và kẹp chặt nguyên công I
* Định vị: Chi tiết được định vị 5 bậc tự do, 4 bậc nhờ 2 khối V ngắn, 1 bậc ở mặt trụ nhờ 1 chốt trụ khía nhám.
* Kẹp chặt: dùng cơ cấu kẹp bằng ren để kẹp chi tiết từ mặt đầu của chi tiết vuông góc với mặt gia công.
*Chọn máy: máy phay đứng 6H10. Công suất máy Nm = 7 KW
*Chọn dao : Dao phay mặt đầu có gắn mảnh hợp kim cứng BK8, đường kính dao D = 110 (mm), số răng Z=12 răng.
2. Nguyên công III : Khoan – Khoét – Doa bốn lỗ bậc.
Sơ đồ định vị và kẹp chặt nguyên công III
* Định vị : Chi tiết được định vị 6 bậc tự do, 3 bậc ở mặt phẳng A, hai bậc nhờ chốt trụ ngắn, một bậc tại 1 mặt cạnh của chi tiết.
* Kẹp chặt : Dùng đòn kẹp liên động để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng A.
* Chọn máy : Máy khoan đứng 2A125. Công suất máy Nm = 6 KW
* Chọn dao : Mũi khoan thép gió, mũi khoét thép gió .
+ Mũi khoan ruột gà thép gió đuôi trụ kiểu III có các kích thước cơ bản như sau : d = 5 mm ; L =110 mm ; l = 75 mm.
+ Mũi khoét chuôi côn thép gió có các kích thước cơ bản sau đây : d =6 mm ; L = 120 mm ; l = 80 mm
3. Nguyên công II: Phay mặt phẳng B và D
Sơ đồ định vị và kẹp chặt nguyên công II
* Định vị: chi tiết được định vị 5 bậc tự do, 3 bậc ở mặt phẳng A đặt trên 2 phiến tỳ, vì là mặt tinh nên ta dùng phiến tỳ nhẵn,2 bậc ở mặt cạnh nhờ chốt trụ đầu tròn và chốt chám.
* Kẹp chặt: dùng đòn kẹp liên động để kẹp chi tiết từ mặt trên mặt A của chi tiết vuông góc với mặt gia công.
*Chọn máy: máy phay đứng 6H13. Công suất máy Nm = 7 KW
*Chọn dao: dao phay mặt đầu bằng thép gió P18, đường kính dao D = 40 (mm), số răng Z=10 răng.
4.Nguyên công IV: Phay 2 mặt đầu C và E:
Sơ đồ định vị và kẹp chặt nguyên côngVIII
* Định vị : Chi tiết được hạn chế 6 bậc tự do. định vị ở mặt đáy 3 bậc tự do nhờ hai phiến tỳ và dùng một chốt trụ ngắn hạn chế 2 bậc tự do, một chốt trám hạn chế 1 bậc tự do .
* Kẹp chặt: Chi tiết được kẹp chặt bằng đòn kẹp liên động từ trên xuống vuông góc với mặt đáy .
* Chọn máy : máy phay nằm ngang 6P11 . Công suất máy Nm = 7 KW
* Chọn dao: Dao phay đĩa 2 mặt răng liền BK8, đường kính dao
D = 200, số răng Z=16 răng. Bảng 5-127 (Sổ tay CNCTM II ).
5.Nguyên công V: Khoan – Taro 4lỗ ren M4
Sơ đồ định vị và kẹp chặt nguyên công IV
* Định vị : Chi tiết được định vị ở mặt đáy 3 bậc tự do và dùng một chốt trụ ngắn hạn chế 2 bậc tự do, một chốt trám hạn chế 1 bậc tự do .
*Kẹp chặt : Dùng đòn kẹp để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng A .
*Chọn máy : Máy khoan đứng 2A125.Công suất máy Nm = 6 KW
* Chọn dao : Mũi khoan, ta rô thép gió .
* Chế độ cắt :Vì ta phải thực hiện cả khoan và ta rô, trong một nguyên công nên khi gia công ta thực hiện theo 2 bước : Bước 1 khoan, bước 2 ta rô. Vì ren M4 theo tiêu chuẩn VN có bước ren 0,6 mm nên ta có chiều cao ren là:
H = 0,61.0,6= 0,366 vậy đường kính lỗ khoan cần thiết là:
D = 4-2.0,366 = 3,3 mm.
6. Nguyên công VI: Khoan – Khoét – Doa lỗ F14.
Sơ đồ định vị và kẹp chặt nguyên công V
* Định vị : Chi tiết được định vị 6 bậc tự do, 3 bậc ở mặt phẳng A, hai bậc nhờ chốt trụ ngắn, 1 chốt trám khống chế 1 bậc tự do.
* Kẹp chặt : Dùng đòn kẹp để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng A.
* Chọn máy : Máy khoan đứng 2A125. Công suất máy Nm = 6 KW
7.Nguyên công VII: Khoét – Doa lỗ F24.
Sơ đồ định vị và kẹp chặt nguyên côngVI
* Định vị : Chi tiết được định vị ở mặt đáy 3 bậc tự do và dùng một chốt trụ ngắn hạn chế 2 bậc tự do, một chốt trám hạn chế 1 bậc tự do .
* Kẹp chặt : Dùng đòn kẹp để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng A .
* Chọn máy : Máy khoan đứng 2A125.Công suất máy Nm = 6 KW
* Chọn dao : Mũi khoét, doa thép gió .
8.Nguyên công VIII: : Khoan - Khoét - Doa lỗ f14.
Sơ đồ định vị và kẹp chặt nguyên công XI
* Định vị : Chi tiết được định vị 6 bậc tự do, 3 bậc ở mặt phẳng đáy vừa gia công, hai bậc ở trong lỗ F14 và 1 bậc ở cạnh nhờ 1 chốt trám trong lỗ đế.
* Kẹp chặt : Dùng kẹp chữ V tỳ vào mặt cong để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng lắp ghép với nửa dưới .
* Chọn máy : Máy khoan đứng 2A125.Công suất máy Nm = 6 KW
* Chọn dao : Mũi khoan, khoét, doa thép gió .
* Chế độ cắt :Vì ta phải thực hiện cả khoan, khoét, doa trong một nguyên công nên khi gia công ta thực hiện theo các bước: Bước 1 khoan lỗ F13.8, bước 2 khoét doa lỗ F14.
9.Nguyên công IX: Khoét - Doa lỗ f35 vàf25
Sơ đồ định vị và kẹp chặt nguyên công IX
* Định vị : Chi tiết được định vị 6 bậc tự do, 3 bậc ở mặt phẳng đáy vừa gia công, hai bậc nhờ khối V ngắn và 1 bậc ở cạnh nhờ 1 chốt trám trong lỗ đế.
* Kẹp chặt : Dùng cơ cấu ren đẩy khối V vuông với mặ đáy.
* Chọn máy : Máy khoan đứng 2A125.Công suất máy Nm = 6 KW
* Chọn dao : Mũi khoét, doa thép gió .
VI. TÍNH LƯỢNG DƯ GIA CÔNG.
- Việc tính toán lượng dư gia công cho chi tiết gia công là công việc quan trọng và cần thiết làm cơ sở cho việc chế tạo phôi, xác định lượng dư gia công sẽ làm ảnh hưởng đến các bước gia công trong quy trình sản xuất và có ảnh hưởng lớn đến tính kinh tế và có tính quyết định cho việc thiết lập chế độ cắt trong quá trình gia công.
- Nếu lượng dư lớn sẽ tốn nguyên liệu, phải qua nhiều lần cắt gọt mất thời gian gia công, ảnh hưởng tuổi bền của dụng cụ cắt, rung động trong quá trình gia công ảnh hưởng đến chất lượng của chi tiết và hiệu quả kinh tế không cao, chi phí gia công cao…
- Nếu lượng dư gia công quá nhỏ sẽ không đủ để các sai lệch hình dáng hình học độ nhám bề mặt của chi tiết hết đi, chi tiết trở thành phế phẩm hoặc không đủ để gia công đạt yêu cầu về độ chính xác hình dạng kích thước, độ nhám bề mặt dẫn đến thiết hại về kinh tế, hiệu quả kinh tế giảm và phải bù đắp chi tiết bị hỏng.
- Do vậy, việc xác định lượng dư hợp lý là một việc rất quan trọng và cần thiết vì nó quyết định đến chất lượng của chi tiết sau gia công và đáp ứng được các yêu cầu kỹ thuật của chi tiết.
- Phần này ta tính toán chế lượng dư của nguyên công Khoét-Doa lỗ f24 (nguyên công VI) còn các nguyên công khác tra bảng.
1.Tính lượng dư khi gia công lỗ f24+0,02
- Độ chính xác phôi cấp 2 khối lượng phôi 1,53 kg ,vật liệu Gang xám GX15-32 có HB = 190. Quy trình công nghệ gồm 3 bước : khoét , doa thô, doa tinh.
- Theo bảng 10. Thiết kế đồ án CNCTM ta có Rza và Ta của phôi là 250 và 350 mm .
- Sai lệch không gian tổng cộng được xác định theo công thức sau:
rphôi =
Giá trị sai lệch rcm = = 283 mm
Với: db= 400 mm dc= 400 mm
rc = với d,l là đường kính và chiều dài của lỗ.
rc:giá trị cong vênh của lỗ được tính cả hai phương hướng kính
và hướng trục.
- Theo bảng 15 (Sách HDTKĐACNCTM) ta có đối phôi đúc Dk =2
Þrc = =132 mm
- Sai lệch không gian tổng cộng là:
rphôi = = 312 mm
- Sai số không gian còn lại sau khoét là:
r1 = 0,05. rphôi = 0,05.313 = 15,6 mm
- Sai số không gian còn lại sau doa thô là:
r2 = 0,2. r1 = 0,2.15,5 = 3,12 mm
*Sai số gá đặt khi khoét được xác định như sau:
eđg =
- Sai số chuẩn trong trường hợp này xuất hiện là do chi tiết bị xoay khi định vị vào 2 chốt mà 2 chốt có khe hở với lỗ định vị
rmax = dA + dB + rmin
dA :dung sai của lỗ định vị dA = 0,018 mm
dB : dung sai của đường kính chốt db = 0,015 mm
rmin:khe hở nhỏ nhất giữa lỗ và chốt: rmin = 0,013 mm
- Góc xoay lớn nhất của chi tiết: tga = rmax/H
H: là khoảng cách giữa 2 lỗ chuẩn
tga = ( 0,018 + 0,015 + 0,013 )/176 = 0,0003
- Khi đó sai số chuẩn trên chiều dài lỗ gia công là:
ec = L.tga = 15.0,0002 = 0,006 mm = 6 mm
- Chiều dài lỗ gia công L = 15 mm
- Sai số kẹp chặt được xác định theo bảng 24(TKĐACNCTM): eK = 60 mm
Vậy sai số gá đặt là: egđ = = 60 mm
- Sai số gá đặt ở nguyên công doa thô: egđ1 =0,05.egđ = 3,6 mm
- Sai số gá đặt ở nguyên công doa tinh: egđ2 =0,2.egđ1 = 1,44 mm
*Xác định lượng dư nhỏ nhất theo công thức:
Bước khoét:
2Zmin = 2( 250 + 350 + ) = 1836 (mm ).
- Theo bảng 3-87 Sổ tay CNCTM I ,ta có
Rza = 40 (mm ).
Ta = 0 (mm ).
Bước doa thô:
2Z1min = 2( 40 + ) = 112 (mm ).
Theo bảng 3-87 Sổ tay CNCTM I ,ta có
Rza =10 (mm ).
Ta = 0 (mm ).
Doa tinh:
2Zbmin = 2( 10+ ) = 29(mm ).
Ta có bảng tính lượng dư sau:
|
` |
Rz mm |
Ta mm |
r mm |
e mm |
2Zmin mm
|
Dt mm |
d mm |
Dmax mm |
Dmin mm |
2Zmin mm |
2Zmax mm |
|
PhôI Khoét Doa thô Doatinh
|
250 40 10 5 |
350 40 20 10
|
312 15,6 3,12
|
72 3,03 0,66 |
1836 112 60 |
21,992 23,828 23,940 24
|
400 130 52 21 |
22,012 23,848 23,96 24,02
|
21.972 23,808 23,92 23.98 |
1836 112 60 |
1588 190 91 |
- Khi doa tinh : 2Zmax = 24,003 – 23,912 = 0,091 mm
2Zmin = 24,024 -23,964 = 0,06mm
- Khi doa thô : 2Zmax = 23,912 - 23,722 = 0,190 mm
2Zmin = 23,964 - 23,852 = 0,112 mm
- Khi khoét : 2Zmax = 23,722 - 22,134 = 1.588 mm
2Zmin = 23,852 - 22,534 = 1,318 mm
Lượng dư tổng cộng:
2Z0max = 91 + 190 +1588 = 1869 mm
2Z0min = 60 + 112 + 1836 =2008 mm
Kiểm tra kết quả tính toán:
2Z0max- 2Z0min = 1869 - 1490 = 379 (mm)
dph- dct =400 - 21 = 379 (mm)
Kiểm tra bước trung gian doa thô:
2Zmax- 2Zmin = 190 - 112 = 78 (mm)
d1- d2 = 130 - 52 = 78 (mm)
2. Tra lượng dư nguyên công phay mặt chuẩn A.
*Nguyên công I: Phay mặt đáy chi tiết.
- Lượng dư gia công: Tra bảng 3.110 ( Sổ tay CNCTM I ) lượng dư gia công của vật đúc bằng gang cấp chính xác II được đúc trong khuôn kim loại đối với mặt dưới là 2 mm.
3. Nguyên công phay mặt B và D.
- Lượng dư gia công: Tra bảng 3.110 ( Sổ tay CNCTM I ) lượng dư gia công của vật đúc bằng gang cấp chính xác II được đúc trong khuôn kim loại đối với mặt trên là 2,2 mm
4. Kh oan – Khoét – Doa 4 lỗ bậc.
- Lượng dư sau khoan :0,5
- Lượng dư gia công khoét: 0.3mm
- Lượng dư để doa :0,1 mm
5. Khoan – Khoét – Doa lỗ f14.
- Lượng dư sau khi khoan 0.6 mm
- Lượng dư gia công khoét: 0.6mm
- Lượng dư để doa :0,14 mm
6.Khoét – Doa lỗ f24.
- Lượng dư sau đúc là 1,6mm
- Lượng dư gia công khoét: 0.6mm
- Lượng dư để doa :0,14 mm
7. Phay mặt C & E
- Lượng dư gia công: Tra bảng 3.110 ( Sổ tay CNCTM I ) lượng dư gia công của vật đúc bằng gang cấp chính xác II được đúc trong khuôn kim loại đối với mặt trên là 1,7 mm
8. Khoét – Doa f35 và f25
-Khoét f34,75. Doa thô f34,93. Doa tinh 35 độ chính xác cấp 5
- Lượng dư sau đúc là 2mm
-Lượng dư để khoét :0,52 mm
- Lương dư để doa là 0.1mm
9. Đảo đầu Khoan – Khoét – Doa f14
- Lượng dư sau khi khoan 0.6 mm
- Lượng dư gia công khoét: 0.6mm
- Lượng dư để doa :0,14 mm
VII. TÍNH TOÁN CHẾ ĐỘ CẮT.
Phần này ta tính toán chế độ cắt của nguyên công Khoét-Doa lỗ f24 (nguyên công VI) còn các nguyên công khác tra bảng.
1. Khoét, doa lỗ f 23,95 mm, f24mm
*Khoét lỗ f23,95:
- Chiều sâu cắt t = 0,95 mm
- Lượng chạy dao:S = 0,8 mm/vòng tra bảng 5.26 (sổ tay CNCTM II)
- Tốc độ cắt V được tính theo công thức:
V =
Trong đó :
Các hệ số và số mũ tra bảng 5-29 (SổTayCNCTM II)
Cv = 18,8; q=0,2 ; m=0,125 ; y=0,4 , x = 0,1
Tuổi thọ của mũi khoét vật liệu P6M5 T = 45 phút
(Bảng 5-30. Sổ tay CNCTM II)
- Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
kV = knv.kMV.kuv.klv
kMV : Hệ số phụ thuộc vào vật liệu gia công
kuv : Hệ số phụ thuộc vào vật liệu dụng cụ cắt
klv : Hệ số phụ thuộc vào chiều sâu khoét
Tra bảng 5.145.4 ( sổ tay CNCTM tập 2 ) kMV = (190/200)1,3 = 1
Tra bảng 5.6 ( sổ tay CNCTM tập 2 ) kuv = 1
Tra bảng 5.31 ( sổ tay CNCTM tập 2 ) klv = 1
Tra bảng 5.5 ( sổ tay CNCTM tập 2 ) knv = 0,85
kV = 1.0,85.1.1 = 0,85
Tốc độ cắt: = 24,90 m/phút
Þ n = = = 331,10 vòng/phút
Chọn n = 392 vòng/phút
Như vậy tốc độ cắt thực tế là:
- Mô men xoắn Mx và lực chiều trục P0
Mx = 10.CM.Dq.tx.Sy.kP
P0 = 10. CP.Dq.tx.Sy.kP
Tra bảng 5.32 có:
CP = 46 ; q = 0; x = 1 ; y = 0,4
CM = 0,196 ; q = 0,85 ; x = 0,8 ; y = 0,7
Tra bảng 5.9 ( sổ tay CNCTM tập 2 ) có:
kP = 1
Mx = 10. 0,196 .23,950,85.0,0950,8.0,80,7.1 = 3,03 N.m
P0 =10.46. 23,950.0,951.0,80,4.1 = 35,4 N
- Công suất cắt:
Ne = Mx.n/9750 = 3,03.392/9750 = 0,13 kW
*Bước doa tinh:
Chiều sâu cắt t = 0,5( D - d ) = 0,025 mm
Lượng chạy dao S = 2,4 mm/vòng tra bảng 5.27(sổ tay CNCTM II)
Tốc độ cắt V:
CVvà các số mũ tra bảng 5.29 ( sổ tay CNCTM II )
CV = 15,6 ; q =0,2 ; m =0,3 ; x = 0,1 ; y = 0,5
Chu kỳ bền Ttra bảng 5.30 ( sổ tay CNCTM II ) T = 75 phút
Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế:
kV = knv.kMV.kuv.klv
kMV : Hệ số phụ thuộc vào vật liệu gia công
kuv : Hệ số phụ thuộc vào vật liệu dụng cụ cắt
klv : Hệ số phụ thuộc vào chiều sâu khoét
Tra bảng 5.145.4 ( sổ tay CNCTM II ) kMV = (190/200)1,3 = 1
Tra bảng 5.6 ( sổ tay CNCTM II ) kuv = 1
Tra bảng 5.31 ( sổ tay CNCTM II ) klv = 1
Tra bảng 5.5 ( sổ tay CNCTM II ) knv = 0,85
kV = 1.0,85.1.1 = 0,85
Tốc độ cắt: = 6,40 m/phút
Þ n = = = 84,93 vòng/phút
chọn n = 97 vòng/phút
- Như vậy tốc độ cắt thực tế là:
- Mô men xoắn Mx
Mx = 0,005. CP.D.tx.(S/Z)y.Z
Tra bảng 5.23 ( sổ tay CNCTM II ) :
CP = 92 ; x = 1 ; y = 0,75
Mx =0,005. 92.24.(2,4/10)0,75.0,025.10 = 5,32 N.m
- Công suất cắt:
Ne = Mx.n/9750 = 5,32.97/9750 = 0,053 kW
Bảng thông số chế độ cắt :
|
Doa |
7,31 |
97 |
0,025 |
2,4 |
232,8 |
|
Khoét |
29,48 |
392 |
0,95 |
0,8 |
313,6 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
2. Chế độ cắt nguyên công phay mặt chuẩn A.
- Chế độ cắt khi phay thô:
- Chiều sâu cắt t =1,5 mm.
- Lượng chạy dao răng Sz= 0,33 mm/răn (Bảng 5-34 và 5-170 SổTay CNCTM II ).
- Chế độ cắt khi phay tinh .
- Chiều sâu cắt t = 0,5 mm
- Lượng chạy dao vòng S0=2 mm/vòng (Bảng 5-37 SổTay CNCTM II ) .
Þ Lượng chạy dao răng Sz = So/z = 2/12 = 0,167 mm/răng
- Tốc độ cắt Vb= 180 m/ph (Bảng 5-127 SổTayCNCTM II ) .
- Từ các kết quả trên ta có công suất cắt N0 = 1,9 Kw (Bảng 5-129 Sổ tay CNCTM II )
Bảng thông số chế độ cắt nguyên công 1:
|
Phay tinh |
207,24 |
600 |
0,5 |
2 |
1200 |
|
Phay thô |
164,07 |
475 |
1,5 |
3,96 |
1881 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
3. Nguyên công phay mặt B và D.
- Chế độ cắt khi phay thô:
- Chiều sâu cắt t =1,7 mm.
- Lượng chạy dao răng Sz= 0,3 mm/răng (Bảng 5-34 và 5-170 SổTay CNCTM II ).
Þ Lượng chạy dao vòng S0= 0,3. 10= 3 mm/vòng.
- Tốc độ cắt Vt= 204 m/ph ( Bảng 5-127 SổTay CNCTM II ).
- Chế độ cắt khi phay tinh .
- Chiều sâu cắt t = 0,5 mm
- Lượng chạy dao vòng S0=2 mm/vòng (Bảng 5-37 SổTay CNCTM II ) .
Þ Lượng chạy dao răng Sz = So/z = 2/10 = 0,2 mm/răng
- Tốc độ cắt Vb= 232 m/ph (Bảng 5-127 SổTayCNCTM II ) .
Bảng thông số chế độ cắt nguyên công 2:
|
Phay tinh |
188,40 |
1500 |
0,5 |
2 |
3000 |
|
Phay thô |
148,21 |
1180 |
1,7 |
3 |
3540 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
4. Khoan – Khoét – Doa 4 lỗ bậc.
*Chế độ cắt :Vì ta phải thực hiện cả khoan và khoét trong một nguyên công nên khi gia công ta thực hiện theo 2 bước : Bước 1 khoan lỗ F5 , bước 2 khoét một nửa lỗ F6 .
- Chế độ cắt bước 1:
- Khoan lỗ ( 4 lỗ f5 mm )
- Chiều sâu cắt t = 2,5 mm
- Lượng chạy dao So = 0,15 mm/vòng (Bảng 5-89 SổTay CNCTM II).
- Chế độ cắt bước 2: Khoét 4 lỗ f6
- Chiều sâu cắt t = 0,5 mm ,
- Lượng chạy dao So = 0,30 mm/vòng (Bảng 5-104 SổTayCNCTM ) .
Bảng thông số chế độ cắt :
|
Khoét |
25,62 |
1360 |
0,5 |
0,30 |
408 |
|
Khoan |
21,35 |
1360 |
2,5 |
0,15 |
204 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
5. Khoan – Khoét – Doa lỗ f14.
a. Khoan lỗ f13,8 mm:
- Chiều sâu cắt t = mm
- Tra bảng 5-94 [ STCNCTM II]: S = 0,25 - 0,31 mm/vòng
b. Khoét, doa lỗ f 13,95 mm, f14mm
*Chế độ cắt bước 1 :
- Khoét lỗf13,95
- Chiều sâu cắt t = 0,075 mm
- Lượng chạy dao:S = 0,8 mm/vòng tra bảng 5.26(sổ tay CNCTM II)
*Chế độ cắt bước 2 :
Bước doa tinh:
- Chiều sâu cắt t = 0,05( D - d ) = 0,025 mm
- Lượng chạy dao S = 2,4 mm/vòng tra bảng 5.27(sổ tay CNCTM II)
Các thông số chế độ cắt:
|
Doa tinh |
6,7 |
195 |
0,025 |
2,4 |
468 |
|
Khoét |
23,82 |
545 |
0,075 |
0,8 |
436 |
|
Khoan |
27,93 |
680 |
6,9 |
0,28 |
190,4 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
F(mm/ph) |
6. Khoen – Khoét – Doa lỗ f24.
*Khoétf23,8. Doa thô f23,94
- Chiều sâu cắt t = 0,075 mm
- Lượng chạy dao:S = 0,8 mm/vòng tra bảng 5.26 (sổ tay CNCTM II)
*Bước doa tinh:
- Chiều sâu cắt t = 0,5( D - d ) = 0,025 mm
- Lượng chạy dao S = 2,4 mm/vòng tra bảng 5.27(sổ tay CNCTM II)
Bảng thông số chế độ cắt :
|
Doa |
7,31 |
97 |
0,025 |
2,4 |
232,8 |
|
Khoét |
29,48 |
392 |
0,075 |
0,8 |
313,6 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
F(mm/ph) |
7. Phay mặt C & E
- Chế độ cắt khi phay thô:
- Chiều sâu cắt t =1,7 mm.
- Lượng chạy dao răng Sz= 0,3 mm/răng (Bảng 5-34 và 5-170 SổTay CNCTM II ).
Þ Lượng chạy dao vòng S0= 0,3. 10= 3 mm/vòng.
- Tốc độ cắt Vt= 204 m/ph ( Bảng 5-127 SổTay CNCTM II ).
- Chế độ cắt khi phay tinh .
- Chiều sâu cắt t = 0,5 mm
- Lượng chạy dao vòng S0=2 mm/vòng (Bảng 5-37 SổTay CNCTM II ) .
Þ Lượng chạy dao răng Sz = So/z = 2/10 = 0,2 mm/răng
- Tốc độ cắt Vb= 232 m/ph (Bảng 5-127 SổTayCNCTM II ) .
Bảng thông số chế độ cắt nguyên công 2:
|
Phay tinh |
188,40 |
1500 |
0,5 |
2 |
3000 |
|
Phay thô |
148,21 |
1180 |
1,7 |
3 |
3540 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
S(mm/ph) |
8. Khoét – Doa f35 và f25
- Bảng thông số chế độ cắt :
|
Doa |
9,7 |
30 |
1.5 |
2 |
|
Khoét |
10 |
32 |
2.5 |
1.5 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
9. Khoan – Khoét – Doa f14
- Tương tự như nguyên công V
Các thông số chế độ cắt:
|
Doa tinh |
6,7 |
195 |
0,025 |
2,4 |
468 |
|
Khoét |
23,82 |
545 |
0,075 |
0,8 |
436 |
|
Khoan |
27,93 |
680 |
6,9 |
0,28 |
190,4 |
|
Bước CN |
V(m/phút) |
n(v/phút) |
t(mm) |
S(mm/vg) |
F(mm/ph) |
VIII.THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG GIA CÔNG LỖ F14:
1. Phân tích sơ đồ gá đặt và yêu cầu kỹ thuật của nguyên công gia công lỗ F14:
- Yêu cầu đối với lỗ F14 là phải nằm song song với mặt đáy của chi tiết, vuông góc với 2 mặt đầu, đồng tâm với lỗ F25, F35. Vì vậy:
+ Cần phải định vị đủ 6 bậc tự do.
- Ta dùng mp đáy định vị 3 bậc tự do, vì mặt phẳng đã gia công đạt RZ= 20 mm nên ta sử dụng 2 phiến tỳ phẳng để định vị.
- Hai lỗ F14 và F5 trên mặt đáy được dùng để định vị 3 bậc tự do.
Trong đó: + 1 lỗ dùng chốt trâm định vị 1 bậc
+ 1 lỗ dùng chốt trụ ngắn định vị 2 bậc.
- Chuyển động cắt song song với mp đáy và vuông góc với tâm lỗ F14.
- Hướng của lực kẹp vuông góc với mp định vị và vuông góc với chuyển động cắt.
- Kích thước gia công cần đạt là F14+0,02, độ nhám là Rz = 20 (mm)
2. Xác định mômen cắt Mx và lực dọc trục Po:
Tính mômen xoắn Mx khi khi khoan lỗ F13,8
Mx = 10 . CM. Dq. Sy . kp
Trong đó:
+ Vật liệu GX 15-32 , mũi khoan chọn là thép gió ta tra bảng 5-32, sổ tay CNCTM II có:
CM= 0,021;
q = 2,0; y = 0,8
Kp = KMP = . Tra bảng 5-9, sổ tay CNCTM II
Sẽ có: n = 0,6
Tra bảng 5.10 (giáo trình vật liệu học - Nghiêm Hùng)
Sẽ có: HB = 200
® KP= = 1,031
D = 13,8 (mm) tra bảng 5-25, sổ tay CNCTMII có : S = 0,35-0.41 (mm/vòng)
® Mx = 10.0,021 . 13,82. 0,410,8 . 1,031
Mx = 16,91 (N.m)
Tính lực chiều trục P0 khi khoan lỗ F13,8 (mm)
P0= 10 . CP. Dq . Sy. KP; trong đó:
CP = 42,7
q = 1,0 Tra bảng 5-32 sổ tay CNCTMII
y = 0,8
KP = 1,031
S = 0,46
Þ P0= 10.42,7 . 13,81 . 0,410,8 = 2887,58 (N)
Tính mômen xoắn khi khoét lỗ F 13,8 (mm)
Mx = 10 . CM. Dq . tx. Sy . KP
Trong đó:
Với vật liệu gia công là GX 15-32, vật liệu lưỡi cắt là thép gió ta tra bảng 5-32 sổ tay CNCTM II có:
CM = 0,085
q = 0
X = 0,75
y = 0,8
t = 0,5 (D-d) = 0,5 (13,95 - 13,8) = 0,075 (mm)
Tra bảng 5-26 sổ tay CNCTM II có: S = 0,6 (mm/vòng)
Vì khoét để chuẩn bị cho doa lỗ nên cần đưa vào hệ số điều chỉnh KOS = 0,7.
Þ S = 0,6 . 0,7 = 0,42 (mm/vòng)
KP= KMP = = 1,031
(Bảng 5.9 sổ tay CNCTMII)
Mx = 10.0,085 . 13,950 . 0,420,75 . 0,70,8. 1,031
Mx = 0,33 (N.m)
Tính lực chiều trục P0 khi khoét lỗ F13,95 (mm)
|
Bảng 5-32 sổ tay CNCTMII |
P0= 10 .CP. tx . Dq. Sy . KP; trong đó:
CP = 23,5
q = 0
x = 1,2
y = 0,4
t = 0,075 (mm)
S = 0,42 (mm/vòng)
® P0= 10.23,5 . 0,0751,2 . 13,950. 0,420,4 . 1,031= 7,65 (N)
Tính mômen xoắn Mx khi doa lỗ F14 (mm)
Mx =
Tra bảng 5-23 sổ tay CNCTMII có:
CP= 92 t = 0,5 (D-d) = 0,5 (14-13,95) = 0,025 mm
x = 1,0
y = 0,75
SZ =
Trong đó:
S = 2,4 (mm/vòng) (bảng 5-27 sổ tay CNCTMII)
Cần đưa vào hệ số điều chỉnh KOS = 0,8
® S = 2,4 . 0,8 = 1,92 (mm/vòng)
Z = 1,5 . + 4 = 10 (răng)
(Bài giảng thiết kế dụng cụ cắt công nghiệp NXB ĐHBK - HN 2001)
Þ SZ = » 0,2 (mm/răng)
Þ Mx = = 0,48 (N.m)
Mx = 0,48 (N.m)
Tính lực chiều trục P0 khi doa lỗ F14 (mm)
(Phần lưỡi cắt của mũi doa là hợp kim cứng)
P0 = Z . 10 . CP . tx . Sy. Vn. KP
Trong đó:
Z = 10 răng
|
Bảng 5-23 sổ tay CNCTMII |
CP = 46
x = 1,0
y = 0,4
n = 0
t = 0,025 (mm)
S = 1,92 (mm/vòng)
V = . KV; vì n = 0 nếu Vn luôn là 1
KP » KMP = = 1
(Bảng 5-9 sổ tay CNCTMII)
Þ P0 = 10 . 10 . 46 . 0,0251. 1,920,4 . 1 . 1
Þ P0 = 149,29 (N)
* Ta thấy rằng mô men xoắn và lực chiều trục khi khoan lỗ F13,8 (mm) là lớn nhất. Do vậy ta chọn tính đồ gá cho khi khoan lỗ F13,8 (mm)
Tính công suất cắt Ne:
Ne = (KW)
Với n = (vòng/phút).
Ta tính toán Ne: Ne = (KW) với:
. V = . kv (m/ph) là tốc độ cắt
. n = 1000 v/pD
Tra bảng 5-28 sổ tay CNCTMII với vật liệu gia công là GX15-32, vật liệu lưỡi cắt P6M5, S = 0,41 (mm/vòng) có:
CV = 17,1
q = 0,25
y = 0,4
m = 0,125
+ Tra bảng 5-30 sổ tay CNCTMII có:
T = 45
+ D = 13,8 (mm)
+ KV = KMV. Kuv . Klv Trong đó:
. KV: Hệ số điều chỉnh chung cho tốc độ cắt tính đến các điều kiện cắt thực tế.
. KMV = : Hệ số điều chỉnh phụ thuộc vào vật liệu gia công
(Bảng 5.1 sổ tay CNCTMII)
Tra bảng 5.2 sổ tay CNCTMII có:
nv = 1,3
® KMV= = 0,935
. Kuv= 1,0 : Hệ số điều chỉnh phụ thuộc vật liệu dụng cụ cắt
(Bảng 5.6 sổ tay CNCTMII)
. Klv = 1,0 : Hệ số phụ thuộc chiều sâu khoan
(Bảng 5.31 sổ tay CNCTMII)
Þ KV = 0,935 . 1 . 1 = 0,935
Þ V = . 0,935 = 27,35 (m/phút)
® Ne = = 1,09 (KW)
3. Tính mômen chống xoay do Mx gây ra và tính lực chống trượt do P0 gây ra.
........................
- Đối với nguyên công tiến hành khoan, khoét và doa lỗ f14 mm mà ta biết rằng đối với đồ gá khoan, khoét và doa thì cơ cấu dẫn hướng là một bộ phận quan trọng, nó không những giúp ta xác định nhanh chóng vị trí cần gia công mà còn có tác dụng tăng độ cứng vững của dụng cụ cắt trong quá trình gia công làm tuổi thọ dụng cụ tăng đồng thời hạn chế bớt các thao tác nhầm lẫn của công nhân, làm ảnh hưởng tới chất lượng của sản phẩm.
Vậy để khoan, khoét doa lỗ có đường kính d = 14 mm ta chọn bạc dẫn có kích thước và hình dạng (Hình bên).
6. Tính sai số chế tạo cho phép của đồ gá eCT.
- Nhận thấy rằng đồ gá là dụng cụ có nhiệm vụ cố định chi tiết cần gia công trên bàn máy của máy cắt kim loại, tức là nó bảo đảm vị trí tương quan giữa dao và chi tiết. Cho nên sai số của đồ gá khi chế tạo và lắp giáp sẽ ảnh hưởng trực tiếp đến sai số của kích thước khi gia công, cụ thể nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn chọn làm định vị.
- Nếu chi tiết được gia công bằng dao định hình hoặc dao định kích thước thì sai số của đồ gá không ảnh hưởng đến kích thước và sai số hình dáng của bề mặt gia công. Nhưng khi gia công bằng phiến dẫn dụng cụ thì sai số đồ gá ảnh hưởng đến khoảng cách tâm của các lỗ gia công và khoảng cách từ mặt định vị tới tâm lỗ. Độ không song song giữa các mặt định vị và mặt đáy của đồ gá sẽ gây sai số cùng dạng giữa bề mặt gia công và bề mặt chuẩn.
Sai số gá đặt được tính theo công thức như sau:
=
Trong đó:
- ec: Sai số chuẩn do chuẩn định vị không trùng với gốc kích thước gây ra.
H: là khoảng cách giữa 2 lỗ chuẩn
tga = ( 0,018 + 0,015 + 0,013 )/176 = 0,0003
Khi đó sai số chuẩn trên chiều dài lỗ gia công là:
ec = L.tga = 15.0,0002 = 0,006 mm = 6 mm
- ek: Sai số kẹp chặt do lực kẹp gây ra. Sai số kẹp chặt được xác định theo các công thức trong bảng 24 (Trang 48 – STCNCTM III ). Cần nhớ rằng khi phương của lực kẹp vuông góc với phương của kích thước thực hiện thì sai số kẹp chặt bằng không.
- em: Sai số mòn. Sai số mòn được xác định theo công thức sau đây:
(mm) = 0,3. = 15.09 mm.
- eđc: Sai số điều chỉnh được sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá. Sai số điều chỉnh phụ thuộc vào khả năng điều chỉnh và dụng cụ để điều chỉnh khi lắp ráp. Trong thực tế khi tính toán đồ gá ta có thể lấy eđc = 10 ¸ 15 mm.
- egđ: Sai số gá đặt, khi tính toán đồ gá ta lấy giá trị sai số gá đặt cho phép: [egđ] = (1/3¸1/5).d. Với d dung sai của nguyên công Þ [egđ] = 200/3 = 6,67 mm.
- ect: Sai số chế tạo cho phép đồ gá. Sai số này cần được xác định khi thiết kế đồ gá. Do đa số các sai số phân bố theo qui luật chuẩn và phương của chúng khó xác định nên ta sử dụng công thức sau để tính sai số gá đặt cho phép:
ect===64,58 mm.
Căn cứ vào sai số gá đặt cho phép ect của đồ gá để chế tạo và lắp ráp các chi tiết tạo nên đồ gá đáp ứng được yêu cầu chế tạo của chi tiết ở nguyên công đó. Yêu cầu kỹ thuật của đồ gá như sau:
- Độ không song song của mặt định vị so với đáy đồ gá ≤ 0,064 mm.
- Độ không vuông góc giữa tâm chốt định vị so với đáy đồ gá ≤ 0,064 mm.
- Độ không vuông góc của tâm bạc dẫn so với đáy đồ gá ≤ 0,064 mm.
- Đốí với các chi tiết dùng để định vị cho chi tiết hoặc dẫn hướng cho dụng cụ cắt phải được nhiệt luyện đạt độ cứng 50¸ 55 HRC .
Bạc dẫn hướng cho mũi khoét, doa bề mặt phải được gia công đạt độ bóng Ra = 1.25 ¸ 0.63 m.
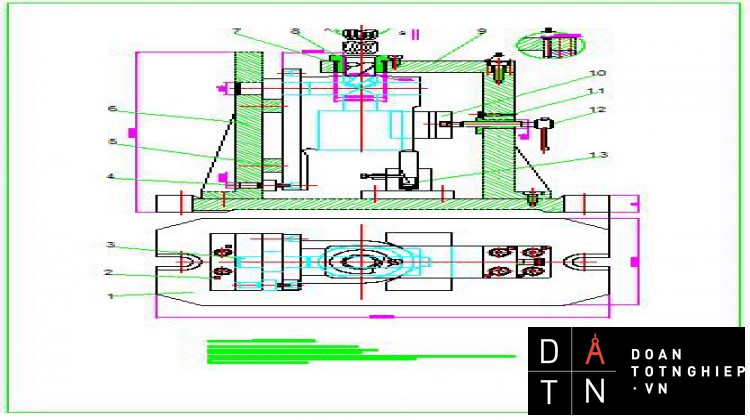
7. Các chi tiết đã sử dụng trong đồ gá.
Kích thước của đồ gá phải thích hợp với khoảng không gian vận hành hiệu quả của máy. Do đó ta phải lựa chọn các chi tiết để lắp nên đồ gá phải có kết cấu thích hợp. Tuy nhiên do đồ gá được lắp từ khá nhiều chi tiết khác nhau, cho nên ở đây chi biểu diễn một số chi tiết chính quan trọng trong đồ gá còn các chi tiết nhỏ thì ta thể hiện trong bản vẽ lắp đồ gá và bảng liệt kê các chi tiết.
7.1 Phiến dẫn.
Phiến dẫn là nơi lắp bạc dẫn hướng lên, chúng có nhiệm vụ dẫn hướng chính xác dụng cụ cắt vào vùng cần gia công trên chi tiết rút ngắn thời gian hiệu chỉnh máy, tăng năng suất gia công cho máy. Nó được làm bằng gang xám chế tạo bằng phương pháp đúc trong khuôn cát. Sau đó tiến hành gia công cơ học tạo các vị trí lắp bạc dẫn hướng. Nó có hình dạng và kích thước như sau:
7.2 Đế đồ gá.
Đế đồ gá là là chi tiết cơ bản rất cơ bản của đồ gá. Nó là không những là nơi chịu lực chính của đồ gá mà còn là nơi lắp ráp các chi tiết khác tạo thành đồ gá hoàn chỉnh. Cho nên đế đồ gá được làm bằng gang xám chế tạo bằng phương pháp đúc trong khuôn cát. Sau đó tiến hành gia công cơ học tạo các vị trí lắp vít và bulông để lắp các chi tiết khác lên đó.
7.3 Bảng thống kê các chi tiết đồ gá :
|
Số thứ tự |
Tên chi tiết |
Số lượng |
Vật liệu |
|
1 2 3 4 5 7 8 9 10 11 12 13 14 15
|
Thân đồ gá Chốt trám Phiến tỳ Chốt định Vỵ Chốt trụ ngắn Bạc thay nhanh Phiến dẫn Bạc lót Bạc dẫn hướng Chi tiết giá đỡ Khối V Thanh đòn kẹp Bu lông kẹp chặ Vít cấy |
1 1 2 6 1 1 1 1 1 1
2 1 7 |
Gang xám Thép CD100A Thép 20Cr Thép 45 Thép CT3 Thép CD100A Thép C20 Thép CT3 Thép C20 Thép C20 Thép 45 Thép 45 Thép 45 Thép 45
|
Phụ lục 1: Bảng thông số kỹ thuật của các máy phay
|
Kiểu máy |
Đặc tính kỹ thuật |
||
|
Công suất động cơ (KW) |
Số vòng quay trục chính (vòng/phút) |
Bước tiến (mm/phút) |
|
|
UF222 |
9 |
19 - 23 - 30 - 37 - 47 - 60 - 75 - 95 -118 - 150 - 190 - 235 - 300 - 373 - 475 - 600 - 750 - 950 - 1180 - 1500. |
9,8 500 |
|
6H10 |
7 |
30 - 37,5 - 47,5 - 60 - 75 - 95- 118 - 150 - 190 - 235 - 300- 375 - 475 - 600 - 753 - 950 - 1180 - 1500 |
30 - 37,5 - 47,5 - 60 - 75 - 95- 118 - 150 - 190 - 235 - 300- 375 - 475 - 600 - 750 - 950 - 1500 |
Phụ lục 2: Bảng thông số kỹ thuật của các máy khoan
|
Đặc tính kỹ thuật |
Kiểu máy |
|
|
2A125 |
2A55 |
|
|
Công suất động cơ (KW) |
6 |
4,5 |
|
Số vòng quay trục chính (vòng/phút) |
97 - 140 - 195 - 272 - 392 - 545 - 680 - 960 - 1360 |
30 - 37,5 - 47,5 - 60 - 75 - 95 - 118 - 150 - 190 - 235 - 300 - 375 - 475 - 600 - 950 - 1180 - 1500 - 1700 |
|
Bước tiến (mm/vòng) |
0,1 - 0,13 - 0,17 - 0,22 - 0,28 - 0,36 - 0,48- 0,62 - 0,81 |
0,05 - 0,07 - 0,1 - 0,14 - 0,2 - 0,28 - 0,4- 0,56 - 0,79 - 1,15 - 1,54 - 2,2 |
|
Lực dọc trục lớn nhất cho phép, KG |
900 |
2000 |
IX.TÍNH THỜI GIAN GIA CÔNG
1. Nguyên công 1
- Bảng 5.7[9] ta có công thức
i số hành trỡnh i=1
L=185 mm chiều dài mặt gia công
chiều sâu cắt t=30 mm
D đường kính đỉnh dao D=315 mm
d đường kính chân răng của dao d=275 mm
lượng chạy dao S= 2,08 mm/vũng
tốc độ quay của dao n= 58 vg/ph
2. Nguyên công 2
Bước 1 khoan lỗ 3,8
Khoan : bảng 5.4 [9] ta có
;
; n=1360vg/ph
Bước 2 doa lỗ 4
;
; n= 380 vg/ph
Thời gian gia công cơ bản
3. Nguyên công 3
Giống như nguyên công 1 ta có
Bảng 5.7[9] ta có công thức
i số hành trỡnh i=1
L=30 mm chiều dài mặt gia công
Chiều sâu cắt t =30 mm
D đường kính đỉnh dao D =315 mm
d đường kính chân răng của dao d =275 mm
Lượng chạy dao S = 2,08 mm/vũng
Tốc độ quay của dao n= 58 vg/ph
4. Nguyên công 4
+ Phay thô
- Bảng 5.7[9] ta có công thức
i số hành trỡnh i =1
L=30 mm chiều dài mặt gia công
Chiều sâu cắt t = 30 mm
D đường kính đỉnh dao D = 315 mm
d đường kính chân răng của dao d = 275 mm
Lượng chạy dao S = 2,6 mm/vũng
tốc độ quay của dao n= 58 vg/ph
+ Phay tinh
Bảng 5.7[9] ta có công thức
i số hành trỡnh i = 1
L=30 mm chiều dài mặt gia công
Chiều sâu cắt t = 30 mm
D đường kính đỉnh dao D = 315 mm
d đường kính chân răng của dao d = 275 mm
Lượng chạy dao S= 1,2 mm/vũng
Tốc độ quay của dao n= 37,5 vg/ph
Thời gian cơ bản của nguyên công là
T cb 0,53 + 1,89= 2,42ph
5. Nguyên công 5
Bước 1 khoan lỗ 3,8
Khoan : bảng 5.4 [9] ta có
;
; n=1360vg/ph
Bước 2 doa lỗ 4
;
; n= 380 vg/ph
Thời gian gia công cơ bản
6. Nguyên công 6
+ Khoan :bảng 5.4 [9] ta có
;








