THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TĨNH CON TRƯỢT TRÊN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TĨNH CON TRƯỢT TRÊN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH CHI TIẾT GIA CÔNG
- phân tích công dụng và điều kiện làm việc của chi tiết:
Công dụng của chi tiết gia công:
- Dùng diều chỉnh góc côn dể tiện côn chi tiết.
- Rãnh mang cá duy chuyển bàn dao theo phương bàn máy
- Lấy chiều sâu để tiện mặt đầu.
-
phân tích vật liệu của chi tiết gia công:
Gang là hợp kim Fe-C, hàm lượng cacbon lớn hơn 2.14% nhưng cao nhất cũng
<6.67%. Cũng như thép trong gang có chứa tạp chất Si, Mn, S, P và các nguyên tố khác.
Đặc tính chung của gang là cứng và giòn, có nhiệt độ nóng chảy thấp, dễ đúc.
Vật liệu của chi tiết là gang xám có kí hiệu GX 21-40 có độ bền nén cao, chịu mài mòn, đặc biệt là có tính đúc tốt.
Thành phần hóa học của gang xám GX 21-40 hầu hết cacbon ở dạng graphit hình tấm. nhờ có graphit nên mặt gẫy có màu xám. Nền của gang xám là: pherit, pherit-peclit, peclit.
- σkéo= 210 N/mm2, σuốn= 400 N/mm2, là loại gang có cơ tính cao nhờ graphit nhỏ mịn nên chi tiết thân tỉnh con trượt trên có thể chịu lực cao.ngoài ra trong thành phần gang xám còn có them một số chất sau:
- C=2,8-3,5% Si=1-1,5%
- Mn=0,5-1,3% P tối đa 1,2%
- Si<0,15%
- Độ chính xác gia công:
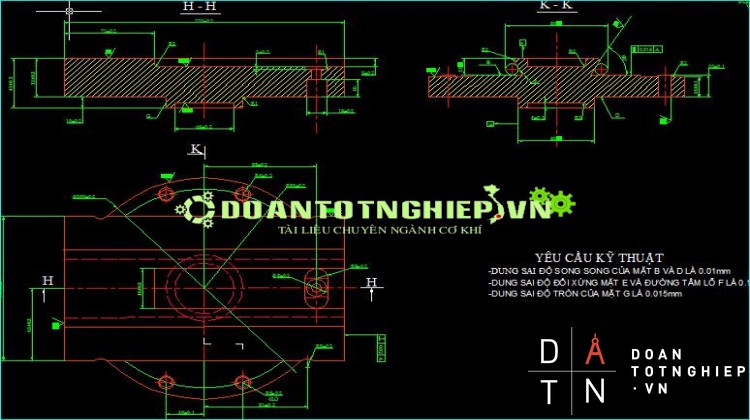
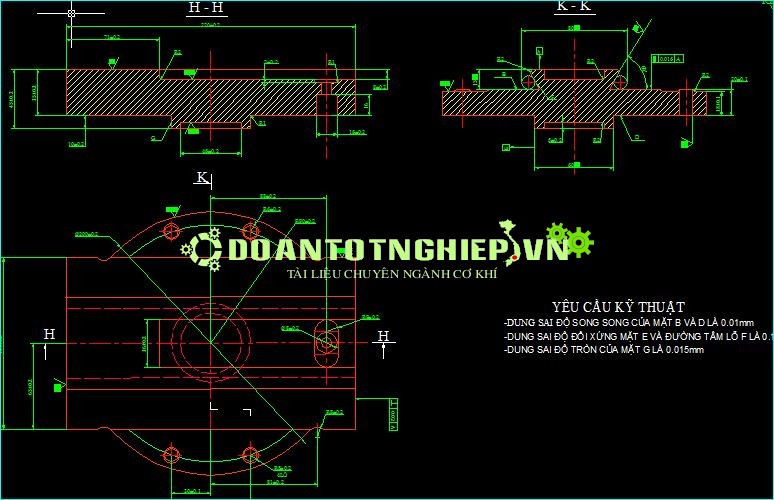
- Độ chính xác về vị tri tương quan:
- Dung sai độ song song của mặt B và D là 0.01mm
- Dung sai độ đối xứng mặt E và đường tâm lồ F là 0.1mm
- Dung Sai độ tròn của mặt G là 0.015 mm
- Độ chính xác về kích thước:
- KÍCH THƯỚC 71±0,2
Có T=0,4mm ,có độ nhám Ra là 0,8 vây kích thước 71±0,2 đạt cấp chính xác cấp(bảng 3.4:sai lệch trung bình số học profin,giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
- KÍCH THƯỚC 130±0,2
có T=0,4mm và có độ nhám Ra là 3,2 vây kích thước 130±0,2 đat cấp chính xác cấp5((bảng 3.4:sai lệch trung bình số học profin, thuộc giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
- KÍCH THƯỚC R5±0,2
có T=0,4mm ,kích thước R5±0,2 đat cấp chính xác cấp6(bảng7:dung sai độ trụ và độ trònvà profin mặt cắt dọc TCVN 384-93 thuộc giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
- KÍCH THƯỚC Ø46±0,2
Có T=0,4mm và có độ nhám Ra là Rz80 vây kích thước Ø46±0,2 đat cấp chính xác cấp2(bảng3.5:chiều cao mấp mô prồin theo mừoi điềm Rz và chiều cao lớn nhất mấp mô của profin Rmax thuộc giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
- KÍCH THƯỚC 165:có dung sai độ nhám là 3,2 nên ta có cấp dung sai là cấp 5(bảng3.4 sai lệch trung bình số học profin, thuộc giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
- KÍCH THƯỚC 35:có dung sai độ nhám là Rz80 nên ta có cấp dung sai là cấp 2(bảng3.6bảng3.5:chiều cao mấp mô prồin theo mừoi điềm Rz và chiều cao lớn nhất mấp mô của profin Rmax, thuộc giáo trình dung sai lắp ghép kỹ thuật đo lường PGS.TS NINH ĐỨC TỐN VÀ GVC. NGUYỄN THỊ XUÂN BẢY)
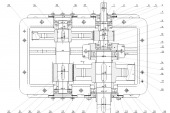
- Phân tích hình dáng hình học của chi tiết gia công:
Chi tiết gia công có các kích thước dẩn hướng và kích thước không dấn hướng sau: chi tiết có chiều dài 220±0.2mm, chiều rộng130±0.2mm,chiêu cao của chi tiết là45±0.2 ,từ tâm của chi tiết ta vẽ một đường tròn ø200 và một đường tròn R90 va khoan 4lỗ có bán kính R5 độ nhám của các chi tiết chưa gia công có độ nhám là RZ=40, lỗ Ø46±0.2 có độ nhám R80 ,những cung bo có bán kính R1hoặcR2 như cung R2 của đỉnh đui cá, chiều cao rãnh mang cá là 15 -0.06 thước 75±0.2với độ nhám Ra=0.8 ,kích thướcØ10 có độ nhám Ra=0.8 ,rãnh đuôi cá có góc là 600, và các kích thước khác.
.............................................................................
PHÂN TÍCH PHƯƠNG PHÁP CHẾ TẠO PHÔI
- Các phương pháp chế tạo phôi và ưu nhược điểm:
- Các phương pháp chế tạo phôi: có nhiều phương pháp chế tạo phôi như chế tạo phôi bằng phương pháp đúc,bằng phương pháp gia công áp lưc,bằng phương pháp chế tạo bằng kết cấu hàn.w.w.
- Vì vật liệu ơ đây là gang xám nên ta chon phương pháp chế tạo phôi bằng phương pháp đúc.Đúc là loại phương pháp chế tạo phôi bằng phương pháp nấu chảy kim loại rồi rót kim loại vào khuôn có hình dáng và kích thước vật đúc sau đó kim loại se đông đăc lại thành chi tiết:có 2 phưong pháp đúc là phương pháp đuc bằng khuôn cát và đúc bằng khuôn kim loại .Do chi tiết là gang xám GX21-40 cho nên ta phải chế tạo bằng phương pháp đúc là tối ưu nhất.
- CÁC PHƯƠNG PHÁP ĐÚC THÔNG DỤNG:
- Đúc trong khuôn cát:
- Đúc khuôn cát tức là đề cập đến công đoạn làm khuôn bằng cát và các chất phụ gia để kết dính có thể là đất sét hoặc một số loại khác. Phương pháp đúc khuôn cát truyền thống, khuôn được làm cùng với cát ruột(nếu có) thông qua việc rã cát(dằm chặt), cùng với mẫu. Sau khi đã dằm chặt, mẫu được rút ra, để lại khoảng trống – chính là hình dạng của vật đúc cần chế tạo. Sau khi rót kim loại vào khuôn, đông đặc và phá vỡ để lấy được vật đúc.
- Nhược điểm: Đúc trong khuôn cát theo kiểu truyền thống không cho chi tiết có độ chính xác cao, tốn nhiều nhân công chế tạo khuôn.
- Ưu điểm: Trong đúc khuôn cát được phát huy bằng là đúc các chi tiết lớn, phức tạp hơn do có thể làm ruột.
- Và với công nghệ như ngày nay ta có thể làm khuôn bằng máy, để cho ra thành phẩm với độ chính xác cao, chi phí tương đối, tiết kiệm được nguồn nhân công, sản phẩm đúc ra dễ gia công.
-
- Đúc trong khuôn kim loai.
- Đúc khuôn kim loại, lực để đẩy kim loại vào trong khuôn chính là trọng lực của kim loại lỏng, với yếu tố khuôn kim loại nên sẽ có tốc độ nguội nhanh. Do vậy, đúc khuôn kim loại cho ta sản phẩm có cơ tính rất cao, vật đúc hoàn hảo hơn, nhưng cũng được áp dụng với những kim loại có độ chảy loãng cao và có khả năng chống nứt nóng.
Cơ tính của các chi tiết đúc bằng phương pháp đúc áp lực được cải thiện đãng kể khi kết hợp các phương pháp nhiệt luyện.
- Ưu điểm Nếu yêu cầu của vật đúc cao, có thể áp dụng các phương pháp xử lí trong dung dịch đặc biệt ở nhiệt độ cao, sau đó toi và hoá già tự nhiên hoặc hoá già nhân tạo. Với các chi tiết đúc nhỏ, khi đúc sẽ có tốc độ nguội nhanh thì không cần xử lí nhiệt do khi nguội nhanh, tổ chức hạt sẽ rất nhỏ mịn, và cơ tính rất cao.
- Nhược điểm phương pháp này còn nhiều trở ngại, như nhiệt độ thép lỏng cao làm tuổi thọ khuân kém, nên giá thành cao, đúc gang dễ bị biến trắng, khó gia công.
- Đúc mẫu cháy:
- Đúc mẫu cháy cũng có thể coi là một loại của đúc khuôn cát. Các kĩ sư phải thiết kế một mẫu bằng nhựa polysterene, giống y hệt vật đúc. Mẫu được đem đặt trong 1 khuôn rồi được đổ cát khô vào, đậy nilon lên trên, rồi được hút chân không. Khi kim loại được rót vào đúng phần đã định sắn, nilon cháy, polysterene cũng cháy và kim loại điền thay thế vào vị trí của mẫu. Phần tro của mẫu cháy được nổi lên trên mặt phần đậu ngót.
- Ưu điểm: cho sản phẩm có độ chính xác rất cao, thích hợp sản xuất hàng loạt lớn.
- Nhược điểm Phương pháp này đòi hỏi phải có kĩ thuật rất cao, tốn kém, không có năng xuất.
- Đúc ly tâm
- Đúc li tâm là một dạng khác để đưa kim loại lỏng vào khuôn. Khuôn được làm bằng kim loại, đặt trên máy đúc li tâm. Khi khuôn đang quay tròn, hệ thống rót được thiết kế sẵn, rót kim loại vào khuôn. Với lực quay li tâm sẽ giới hạn chiều dày vật đúc đúng như thiết kế, với sự hỗ trợ của lực li tâm, kim loại sẽ sít chặt.
- Nhược điểm Tuy nhiên, đúc li tâm sẽ chỉ áp dụng cho các chi tiết có dạng tròn như dạng tang trống nhưng cơ tính của vật đúc sẽ được cải thiện đáng kể vì có lực li tâm và khuôn kim loại nên tổ chức nhỏ mịn.
- Đúc áp lực:
- kim loại lỏng được đưa vào khuôn bằng áp lực tương đối lớn thông qua 1 xylanh - piston.
- Ưu điểm Đúc áp lực có áp lực lớn, tôc độ nguội nhanh, sẽ cho sản phẩm với tổ chức sít chặt, hạt nhỏ mịn làm cho cơ tính và khả năng chịu mài mòn tăng đáng kể.
- Nhược điểm Khí không kịp thoát ra ngoài và co ngót có thể tạo nên rỗ khí - khuyết tật thường có ở đúc áp lực, và được khắc phục bằng cách làm cho các rỗ khí nhỏ, phân bố đều trên bề mặt, để khi gia công cơ có thể căt bỏ, khuôn đúc rất khó chế tạo, rất tốn kém.
- Ở đây ta sẽ được đúc bằng khuôn cát.
- Ưu điểm:của việc chế tạo phôi bằng khuôn cát mẫu kim loại
+ Tiêu hao kim loại ít cho việc chế tạo phôi.
+ dễ hàn và dễ gia công cắt gọt.
+ Tính chất của hợp kim ổn định trong quá trình sử dụng.
+ Có tính đúc tốt.
+ đúc được những chi tiết có kích thước và khối lượng lớn.
+ đúc được những chi tiết có hình dáng phức tạp.
- nhược điểm: của việc chế tạo phôi bằng khuôn cát mẫu kim loại.
+ việc chế tạo khuôn mẫu rất tốn thời gian.
+ độ chính xác phôi không cao.
- với phương pháp đúc gang xám GX 21-40 trong khuôn cát mẫu kim loại thì
ta được chi tiết đạt cấp chính xác cấp 2.
- Lượng dư của chi tiết gia công:
- Theo bảng 3.95, trang 252 trong sách sổ tay công nghệ chế tạo máy tập I của GS.TS NGUYỄN ĐẮC LỘC, PGS.TS LÊ VĂN TIẾN, PGS.TS NINH ĐỨC TỐN, PGS.TS TRẦN XUÂN VIỆT thì ta có lượng dư gia công của chi tiết là:
+ kích thước 130±0.2 mm có lượng dư là 4mm .
+ kích thước Ø130±0.2 mm có lượng dư 4mm
+ kích thước Ø60 -0,05 -0,09mm có lượng dư là 4.5mm
+Kích thước 60 -0,05 -0,09mm có lương dư là 4mm
+măt A có lương dư là 4mm
+măt B có lương dư là 3mm
+mặt D có lượng dư là 3mm
+ kích thước Ø10 mm đúc đặc
+kích thước Ø46 có lượng dư là 3mm
+ mặt đối diện với mặt B có lượng dư là 3mm
- Tính khối lượng chi tiết gia công và chi tiết lồng phôi:
Để thuận tiện cho viêc tính toán ta chia chi tiết ra làm nhiều phần:
Thể tích rỗng..................................................................................
LẬP BẢNG QTCN GIA CÔNG CƠ
- Xác định đường lối gia công:
Trong dạng sản xuất hàng loạt vừa, qui trình công nghệ được xác định theo phương pháp phát tán hoặc tập trung nguyên công. Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.
Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
- Chọn phương pháp gia công:
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để đạt nâng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công (ít bước công nghệ trong một nguyên công). Ở đây ta dùng máy vạn năng kết hợp với đồ gá chuyên dùng để chế tạo.
Sau khi phân tích kỹ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ nhám theo yêu cầu.
Chọn chuẩn công nghệ:
Chuẩn công nghệ là bề mặt chi tiết dược dùng để định vị chi tiết trong quá trình gia công, lắp ráp, sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng, nhanh chóng và chính xác đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế.
Xác định chuẩn thô: là chuẩn xác định trên bề mặt chưa qua gia công cắt gọt, việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau. Chọn chuẩn thô phải tuân thủ theo 5 nguyên tắc chọn chuẩn thô
Xác định chuẩn tinh: là chuẩn xác định trên những bề mặt đã qua gia công cắt gọt. Việc chọn chuẩn tinh phải tuân thủ theo 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chọn chuẩn thô, chuẩn tinh phù hợp, tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ
Nguyên công I:Chuẩn bị phôi
Nguyên công II: tiện thô Ø60,tiện thô trụ Ø60,tiện thô mặt D, tiện tinh trụ Ø60
Nguyên công III: Khoan 4 lỗ Ø10,khoan lỗ Ø8,doa thô 4 lỗ Ø10,doa tinh 4 lỗ Ø10
Nguyên công IV : Phay thô mặt A
Nguyên công V:Phay tinh mặt A
Nguyên công VI:Phay thô mặt B
Nguyên công VII:Phay thô rãnh mang cá
Nguyên công VIII: Phay tinh rãnh mang cá
Nguyên công IX:Phay thô mặt J và K
Nguyên công X: Phay hạ bậc lỗ Ø18
Nguyên công XI:Khoan lỗ Ø16
Nguyên công XII: Phay hạ bậc lỗ Ø16