THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VAN TRƯỢT



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VAN TRƯỢT, đồ án môn học công nghệ chế tạo máy THÂN VAN TRƯỢT, bài tập lớn công nghệ chế tạo máy THÂN VAN TRƯỢT, thiết kế quy trình công nghệ gia công chi tiết THÂN VAN TRƯỢT
ĐẠI HỌC QUỐC GIA TPHCM CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC AAA Độc Lập – Tự Do – Hạnh Phúc
KHOA CƠ KHÍ
BỘ MÔN CHẾ TẠO MÁY ĐỒ ÁN MÔN HỌC
Họ và tên sinh viên MSSV
I. Đầu đề đồ án: Thiết kế quy trình công nghệ gia công thân van.
II. Số liệu ban đầu
Bản vẽ chi tiết thân van
III. Nội dung các phần thuyết minh và tính toán
- Xác định dạng sản xuất phân tích chi tiết gia công
- Chọn dạng phôi và phương pháp chế tạo phôi.
- Chọn tiến trình gia công.
- Thiết kế nguyên công.
- Xác định lượng dư trung gian và kích thước trung gian.
- Xác định chế độ cắt và thời gia công cơ bản.
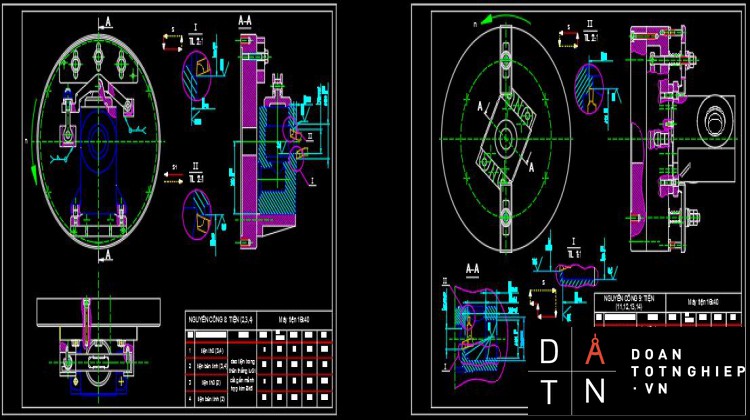
- Thiết kế đồ gá.
- Tính giá thành sản phẩm
IV. Các bản vẽ (Tên – Số lượng – Kích thước).
- Bản vẽ chi tiết 1 A3
- Bản vẽ phôi 1 A3
- Bản vẽ lòng khuôn đúc 1 A3
- Bản vẽ đánh số bề mặt 1 A3
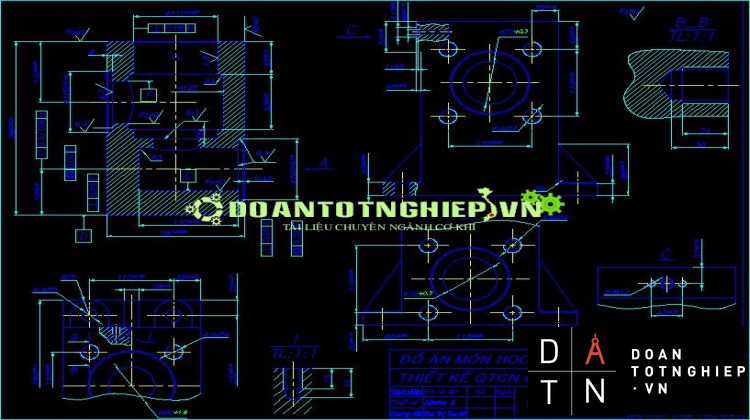
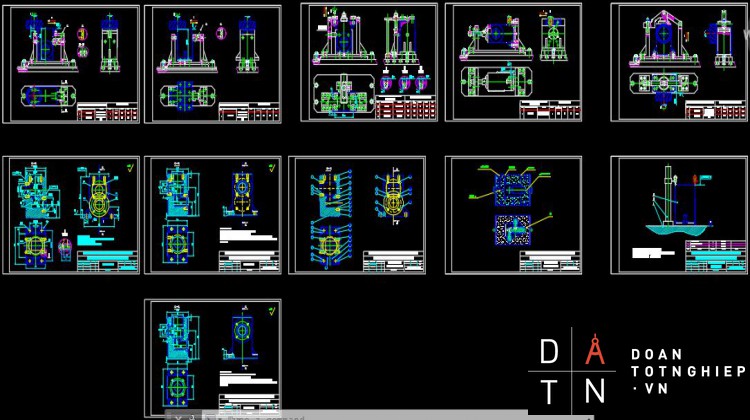
- Bản vẽ sơ đồ nguyên công 13 A3
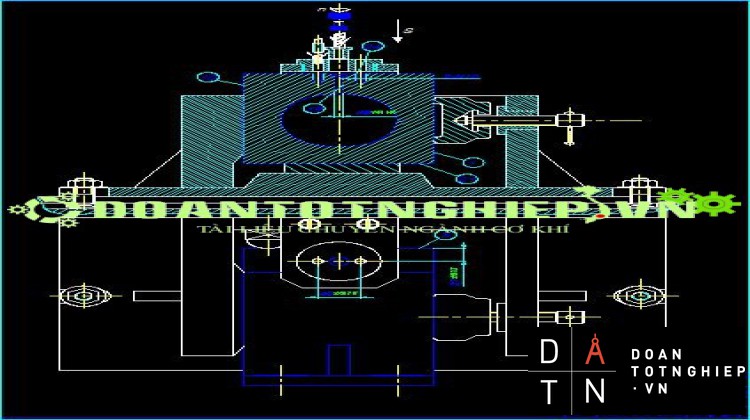
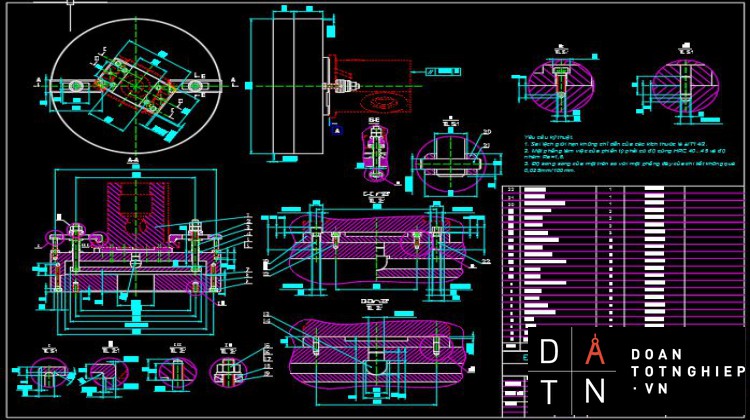
- Bản vẽ đồ gá 1 A2
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VAN TRƯỢT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
MỤC LỤC
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT VÀ XÁC ĐỊNH DẠNG SẢN XUẤT.. 1
1.1. Phân tích chi tiết1
1.2. Công dụng của chi tiết1
1.3. Điều kiện làm việc. 1
1.4. Yêu cầu kĩ thuật1
1.5. Vật liệu chế tạo. 2
1.6. Xác định dạng sản xuất3
CHƯƠNG 2: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI. 5
2.1 Chọn phôi5
2.2 Các phương pháp chế tạo phôi6
2.3 Xác định lượng dư giacông:8
CHƯƠNG 3: CHỌN TIẾN TRÌNH GIA CÔNG BỀ MẶT CỦA PHÔI. 9
3.1 Tổng quan các bề mặt9
3.2 Phương pháp gia công các bềmặt:11
3.3 Các nguyên tắc khi chọn tiến trình gia công bề mặt phôi11
CHƯƠNG 4: THIẾT KẾ NGUYÊN CÔNG CÔNG NGHỆ.. 15
4.1 .Nguyên công 1:15
4.2 .Nguyên công 2:16
4.3.Nguyên công 3:17
4.4. Nguyên công 4:19
4.5 Nguyên công 5:21
4.6 Nguyên công 6. 22
4.7 Nguyên công 7:23
4.8 Nguyên công 8:25
4.9 Nguyên công 9:27
4.10 Nguyên công 10:29
4.11 Nguyên công 11:31
4.12 Nguyên công 12:32
4.13 Nguyên công 13:34
CHƯƠNG 5: TÍNH TOÁN LƯỢNG DƯ GIA CÔNG.. 37
5.1. Xác định lượng dư bằng phương pháp phân tích cho lỗ 7:37
5.2 .Xác định lượng dư bằng phương pháp tra bảng:41
CHƯƠNG 6: XÁC ĐỊNH CHẾ ĐỘ CẮT.. 44
6.1. Xác định chế độ cắt bằng phương pháp phân tích cho nguyên công 7:44
6.2 .Xác định chế độ cắt bằng phương pháp tra bảng cho các nguyên công còn lại:62
CHƯƠNG 7: THIẾT KẾ ĐỒ GÁ.. 79
7.1 Hình thành nhiệm vụ thiết kế đồ gá. 79
7.2 Nội dung công việc khi thiết kế đồ gá:79
CHƯƠNG 8: TÍNH TOÁN KINH TẾ CỦA QUY TRÌNH CÔNG NGHỆ.. 85
8.1 Giá thành phôi :85
8.2 Chi phí từng nguyên công. 85
8.3 Tổng chi phí của một chi tiết124
TÀI LIỆU THAM KHẢO.. 125
Sinh viên thực hiện:
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT VÀ XÁC ĐỊNH DẠNG SẢN XUẤT
1.1. Phân tích chi tiết
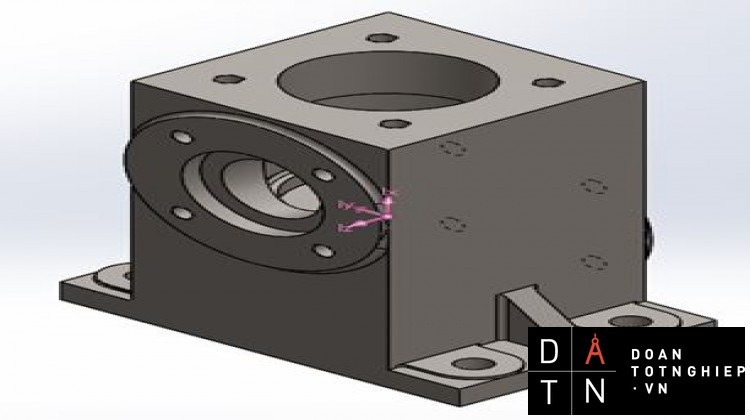
Tên chi tiết: Thân Van
Hình 1.1: Hình dạng chi tiết Thân Van
1.2. Công dụng của chi tiết
- Chi tiết gia công có dạng Thân Van để đỡ phần điều khiển của van, chịu áp lực của hơi nước
- Chi tiết này khi hoạt động chịu áp lực của hơi nước
- Chi tiết được gắn vào thành máy nhờ 4 lỗ dưới có d=21mm hoặc 4 lỗ trên có d=16 mmm, tùy thiết kế của chi tiết
1.3. Điều kiện làm việc
- Khi làm việc chi tiết chịu áp lực của hơi nước
- Chi tiết làm việc rộng rãi trong ngành cơ khí, đặc biệt sử dụng nhiều trong hệ thống nước
- Chi tiết cố định, không tháo lắp nhiều
1.4. Yêu cầu kĩ thuật
- Theo điều kiện làm việc được nêu ở trên thì ta cần quan tâm dến các yêu cầu kỹ thuật sau:
- Bề mặt làm việc chính của chi tiết là 2 bề mặt lỗ mặt bên có kích thước ø100 và lỗ ở mặt trên của chi tiết có kích thước ø110, vì vậy yêu cầu của bề mặt lỗ là cao nhất
- Chi tiết làm việc chịu áp lực hơi nước trung bình
- Về kích thước:
+ ø100+ 0.05, có dung sai lỗ làH8.
+ ø 110+ 0.05, có dung sai lỗ là H8
- Về độ nhẵn của bề mặt gia công
+ Mặt trên của chi tiết có nhiệm vụ lắp ghép lấy độ nhám Ra= 6,3
+ Mặt trụ của các lỗ mặt bên ø100 có nhiệm vụ lắp ghép mặt bích có độ nhám Ra= 6,3, dung sai độ song song của các đường tâm so với mặt chuẩn A có dung sai 0,05.
+ Đường tâm của lỗ mặt trên có độ vuông góc so với mặt chuần A là dung sai 0,05
+ Tại vị trí mặt phẳng lắp ghép mặt bên có độ vuông góc so với mặt chuẩn A là 0,05 và mặt phẳng trên có độ song song so với mặt chuẩn A là 0,05
+ Các bề mặt còn lại lấy độ nhám Ra= 12,5
- Các bề mặt định vị do đây là chi tiết dạng hộp ta chọn bề mặt chuẩn A là chuẩn tinh thống nhất và sử dụng 2 lỗ bắt bu-lông làm chuẩn tinh phụ thống nhất nên lỗ bu-lông có kích thước và dung sai là ø21+ 0.02 và có độ nhám Ra=3,2
1.5. Vật liệu chế tạo
Vật liệu: Gang xám (GX18-32), theo sách kim loại học và nhiệt luyện ta có: δk = 180N/mm2 , δu = 320N/mm2 , δn = 600N/mm2, HB= 163 ÷ 229. Gang xám là hợp kim sắt với cacbon và có chứa một số nguyên tố khác như (0,5÷4,5)%Si, (0,4÷0,6)%Mn, 0,8%P, 0,12%S ngoài ra còn có thêm Cr, Cu, Ni, Al…Gang xám GX 15-32 có cơ tính trung bình, để làm các chi tiết chịu tải trung bình và chịu mài mòn ít.Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, gia công cơ dễ, nhẹ, rẻ, giảm rung động Như vậy, ta thấy gang xám có thể đáp ứng được yêu cầu làm việc của chi tiết
1.6. Xác định dạng sản xuất
Mục đích: xác định hình thức tổ chức sản xuất (đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn hay hàng khối) để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi, chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết
Các yếu tố phụ thuộc:
Sản lượng chế tạo (theo công thức 2.1 trang 24 - 25 sách HDDAMH Công nghệ chế tạo máy)
Sản lượng chi tiết cần chế tạo trong một năm:
Trongđó:
N0 = 10000 chiếc. Số sản phẩm trong một năm theo đề bài yêu cầu m = 1 số lượng chi tiết như nhau trong một sản phẩm
α = 5÷7% số % dự trữ làm phụ tùng cho chi tiết máy nói trên.
Chọn α = 6% β = 3÷5% số % chi tiết phế phẩm trong quá trình chế tạo.
Chọn β = 4%
= 11024 chiếc/năm
Dựa vào phần mềm SolidWorks vẽ hình chi tiết dưới dạng 3D để tính thể tích chi tiết V = 8,112858 dm3
Khốilượngchitiếtm=V.p=8,1128.7,2=58,4 KgVớiplàtrọnglượngriêngcủagangxám
Với sản lượng chi tiết trên và khối lượng của chi tiết ( 58,4 kg), và số lượng chi tiết sản xuất trong một năm (N = 11024), ta có xác định dạng sản xuất loại vừa (1000÷50000 chi tiết/ năm) [Bảng 2.1 trang 25 sách HDDAMH Công nghệ chế tạo máy]
CHƯƠNG 2: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1Chọn phôi
Phân tích tính công nghệ trong kết cấu:
- Thân van có nhiều bề mặt gia công có cấp chính xác khác nhau
- Bề mặt làm việc chủ yếu là lỗ 110 mm (cấp chính xác là 8), bề mặt đáy cũng là một bề mặt quan trọng sử dụng làm chuẩn tinh thống nhất trong quá các nguyên công để gia công các bề mặt còn lại của chi tiết, Chọn độ phẳng bằng 0.05mm/10mm.
- Thân van được lắp trên thân máy bằng 4 bu lông lắp vào 4 lỗ 21 mm (mặt dưới của chi tiết), bề mặt lỗ được gia công chính xác ( cấp 8) để làm chuẩn tinh phụ thống nhất trong các nguyên công để gia công các bề mặt khác của sản phẩm.
- Lỗ 110mm cần đảm bảo độ đồng tâm, đảm bảo độ song song của tâm so với mặt đáy để đảm bảo khi làm việc chi tiết không bị đảo và lắp ráp được dễ dàng.
vVật liệu:
Chi tiết được chế tạo bằng gang xám GX 18-32
Có có độ bền rất cao, dễ gia công và có tính chống rung
vKích thước:
Chi tiết có kích thước nhỏ, dạng hộp, kích thước 280 x 180 x 310 mm
vHình dáng:
Chi tiết có độ phức tạp trung bình
ðKết luận 1: dựa vào phân tích ở trên ta chọn dạng phôi là phôi đúc
2.2Các phương pháp chế tạo phôi
vBảng 2.1:Công nghệ đúc
|
Công nghệ |
Ưu điểm |
Nhược điểm |
Sản lượng (cái/ngày) |
|
Đúc khuôn cát |
-Giá thành rẻ, đúc được nhiều loại vật liệu có khối lượng và kích thước đa dạng -Câp chính xác:IT15 |
-Chất lượng bề mặt không cao, dung sai lớn |
1-20 |
|
Đúc khuôn kim loại |
Kích thước chính xác và chất lượng bề mặt cao, năng suất cao Cấp chính xác: IT14 |
Giá thành cao, kích thước vật đúc bị hạn chế |
5-50 |
|
Đúc khuôn thạch cao |
Hình dạng vật đúc phức tạp, độ chính xác và chất lượng bề mặt cao, độ rỗ thấp. Cấp chính xác: IT15 |
Chủ yếu đúc kim loại màu, kích thước vật đúc bị hạn chế |
1-10 |
|
Đúc mẫu chảy |
Độ chính xác kích thước, chất lượng bề mặt cao Cấp chính xác: IT14 |
Giá thành cao, kích thước và độ phức tạp của chi tiết bị giới hạn, không phù hợp với kim loại có độ nóng chảy cao.
|
2-2000 |
|
Đúc ly tâm |
Đúc chi tiết dạng trụ tròn vói độ chính xác cao |
Giá thành cao, hình dạng chi tiết bị hạn chế |
1-1000 |
vRèn:
- Cho chi tiết có hình thù đơn giản cùng với những mép dư rất lớn
Bảng 2.2: Công nghệ rèn
|
Công nghệ |
Ưu điểm |
Nhược điểm |
|
Rèn khuôn hở |
Khuôn đơn giản, phù hợp với sản xuất nhỏ |
Hình dạng giới hạn, hiệu suất thấp, không tận dụng được vật liệu |
|
Rèn khuôn kín |
Tận dụng dược vật liệu, kích thước chính xác, hiệu suất cao |
Giá thành khuôn cao |
vKết luận 2:
- Với nhưng yêu cầu của chi tiết đã cho, xét tới tính kinh tế cũng như dạng sản xuất, ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại,làm khuôn bằng máy:
- Cấp chính xác của phôi: IT15 - IT16
- Phôi đúc đạt cấp chính xác cấp II
- Độ nhám bề mặt Rz=80 µm.
2.3 Xác định lượng dư giacông:
Chi tiết được chế tạo bằng gang xám, được đúc trong khuôn cát – mẫu kimloại, làm khuôn bằng máy, phân khuôn X – X (nằmngang).
Tra trong bảng 3-95 trang 252 của sách Sổ tay công nghệ chế tạo máy Tập 1 ta có lượng dư có kích thước nhỏ hơn 120 mm, có lượng dư 3,5 mm, các kích thước từ 50 tới 120 mm, lấy lượng dư 4mm, các kích thước từ 120 tới 160 mm, lấy lượng dư 4,5 mm. Lượng dư của tất cả các bề mặt lỗ là 5mm
CHƯƠNG 3: CHỌN TIẾN TRÌNH GIA CÔNG BỀ MẶT CỦA PHÔI
3.1Tổng quan các bề mặt
3.2Phương pháp gia công các bềmặt:
- Gia công bề mặt đáy (5), ta có thể tiện, hay hoặc bào vì chi tiết có độ dài 280 mm và dễ gá đặt trên máy phay nên ta chọn phương pháp phay.
- Gia công bề mặt đáy (15), ta có thể tiện, hay hoặc bào vì chi tiết có độ dài 180 mm và dễ gá đặt trên máy phay nên ta chọn phương pháp phay.
- Giacông lỗ (26), (30), (31), (36) cóthể khoan, khoét, tarô.
- Gia công bề mặt (25),(29), (32) và (37), ta chỉ có thể phay
- Gia công bề mặt (1) , ta có thể phay hoặc bào, để thuận tiện trong gia công nên ta chọn phương phápphay.
- Gia công bề mặt (7) (8),(9) và (10), ta có thể tiện hoặc doa, để thuận tiện trong gia công nên ta chọn phương pháptiện.
- Gia công bề mặt (2), (3) và (4), ta có thể tiện hoặc móc lỗ, để thuận tiện trong gia công nên ta chọn phương pháp tiện.
- Gia công bề mặt (11), (12) ,( 13) và (14), ta có thể tiện hoặc móc lỗ, để thuận tiện trong gia công nên ta chọn phương pháp tiện
- Giacông lỗ (16), (17), (23), (24) cóthể khoan, tarô
- Giacông lỗ (18), (19), (21), (22) cóthể khoan, tarô
- Giacông lỗ (27), (28), (33), (34) cóthể khoan, tarô
3.3 Các nguyên tắc khi chọn tiến trình gia công bề mặt phôi
- Trước hết phải gia công các bề mặt dùng làm chuẩn công nghệ cho các nguyên công sau. Sau đó phải gia công các bề mặt có lượng dư lớn nhất để phát hiện các khuyết tật bên trong của phôi (có lỗ rỗng, bọt khí, vết nứt…)
- Các nguyên công có khả năng phát hiện phế phẩm do khuyết tật trong phôi, do khó gia công cơ phải thực hiện đầu quy trình. Sau đó trình tự các nguyên công được sắp xếp tùy theo độ chính xác yêu cầu của bề mặt chi tiết: mặt càng có yêu cầu cao về độ chính xác càng gia công sau vì nếu gia công trước thì nó có thể bị biến dạng, giảm độ chính xác khi gia công những bề mặt có độ chính xác thấp hơn
- Việc gia công thô và tinh trên cùng một máy có thể làm giảm độ chính xác của bề mặt gia công tinh do ảnh hưởng của lực kẹp và lực cắt khi gia công thô và do máy bị mòn nhiều hơn
- Bề mặt có độ chính xác cao nhất phải gia công cuối cùng
Dựa theo các nguyên tắc, ta chọn được các phương án:
Phương án 1:
- Gia công bề mặt (5) để làm chuẩn định vị gia công các bề mặt còn lại.
- Gia công bề mặt (15)
- Gia công 4 lỗ mặt (26),(30),(31),(36)
- Gia công bề mặt (1)
- Gia công bề mặt (6)
- Gia công lỗ bề mặt (7),(8),(9),(10)
- Gia công lỗ bề mặt (2), (3), (4)
- Gia công lỗ bề mặt (11),(12),(13),(14)
- Gia công khoan và tarô mặt (16),(17),(23),(24)
- Gia công khoan và tarô mặt (18),(19),(21),(22)
- Gia công khoan và tarô mặt (27),(28),(33),(34)
- Gia công bề mặt (15)
Tiêu chí đạt được:
- Dùng bề mặt (5) để định vị gia công các bề mặt còn lại có ưu điểm: chuẩn định vị, chuẩn điều chỉnh và gốc kích thước trùng nhau, hạn chế được sai số chuẩn.
- Vì là chi tiết dạng hộp nên ta chọn chuẩn tinh thống nhất bao là mặt phẳng đáy (5).Do đó phải gia công tinh mặt phẳng đáy (5) trước rồi từ đó gia công các bề mặt còn lại
Phương án 2:
- Gia công 4 lỗ bề mặt (26),(30) ,(31),(36) để làm chuẩn định vị gia công các bề mặt còn lại.
- Gia công bề mặt (15)
- Gia công bề mặt (5)
- Gia công bề mặt (1)
- Gia công bề mặt (6)
- Gia công lỗ bề mặt (7),(8),(9),(10)
- Gia công lỗ bề mặt (2), (3), (4)
- Gia công lỗ bề mặt (11),(12),(13),(14)
- Gia công khoan và tarô mặt (16),(17),(23),(24)
- Gia công khoan và tarô mặt (18),(19),(21),(22)
- Gia công khoan và tarô mặt (27),(28),(33),(34)
- Gia công bề mặt (15)
Tiêu chí đạt được:
- Dùng bề mặt (26),(30),(31),(36) chuẩn định vị thì: chuẩn định vị, gốc kích thước và chuẩn điều chỉnh không trùng nhau gây ra sai số chuẩn
Bảng 3.1 Các phương án lựa chọn tiến trình gia công chi tiết:
|
Phương án |
STT |
Số thứ tự nguyên công |
Số bề mặt gia công |
Bề mặt định vị |
Dạng máy gia công |
|
1 |
1 |
Phay |
5 |
35,39 |
Máy Phay |
|
2 |
Phay |
15 |
1,5 |
Máy Phay |
|
|
3 |
Khoan+Khoét+Doa |
26,30,31,36 |
1,15,39 |
Máy Khoan |
|
|
4 |
Phay |
25,29,32,37 |
5,26,36 |
Máy Phay |
|
|
5 |
Phay |
1 |
5,26,36 |
Máy Phay |
|
|
6 |
Phay |
6 |
5,26,36 |
Máy Phay |
|
|
7 |
Tiện |
7,8,9,10 |
5,26,36 |
Máy Tiện |
|
|
8 |
Tiện |
2,3,4 |
5,26,36 |
Máy Tiện |
|
|
9 |
Tiện |
11,12,13,14 |
5,26,36 |
Máy Tiện |
|
|
10 |
Khoan+Tarô |
16,17,23,24 |
5,26,36 |
Máy Khoan |
|
|
11 |
Khoan + Tarô |
18,19,21,22 |
5,26,36 |
Máy Khoan |
|
|
12 |
Khoan + Tarô |
27,28,33,34 |
5,26,36 |
Máy Khoan |
|
|
13 |
Phay |
15 |
5,26,36 |
Máy Phay |
|
|
2 |
1 |
Tiện |
11,12,13,14 |
5,26,36 |
Máy Tiện |
|
2 |
Phay |
15 |
1,5 |
Máy Phay |
|
|
3 |
Phay |
5 |
35,39 |
Máy Phay |
|
|
4 |
Khoan+Khoét+Doa |
26,30,31,36 |
1,15,39 |
Máy Khoan |
|
|
5 |
Phay |
25,29,32,37 |
5,26,36 |
Máy Phay |
|
|
6 |
Phay |
1 |
5,26,36 |
Máy Phay |
|
|
7 |
Phay |
6 |
5,26,36 |
Máy Phay |
|
|
8 |
Tiện |
7,8,9,10 |
5,26,36 |
Máy Tiện |
|
|
9 |
Tiện |
2,3,4 |
5,26,36 |
Máy Tiện |
|
|
10 |
Khoan+Tarô |
16,17,23,24 |
5,26,36 |
Máy Khoan |
|
|
11 |
Khoan + Tarô |
18,19,21,22 |
5,26,36 |
Máy Khoan |
|
|
12 |
Khoan + Tarô |
27,28,33,34 |
5,26,36 |
Máy Khoan |
|
|
13 |
Phay |
15 |
5,26,36 |
Máy Phay |
Bảng so sánh 2 phương án công nghệ:
|
Phương án |
Ưu điểm |
Nhược điểm |
|
Phương án 1 |
Sau khi gia công mặt 5 ta có chuẩn tinh chính thống nhất ta có thể gia công các bề mặt lỗ để làm chuẩn tinh phụ để gia công, có thể đạt được độ chính xác hình dáng, kích thước yêu cầu, việc lựa chọn chế độ cắt cũng đơn giản hơn mang tính chuyên môn hóa cao. |
Nhiều nguyên công hơn, năng suất không cao. |
|
Phương án 2 |
Sau khi gia công được bề mặt lỗ, ta gia công bề mặt 5 và 15 để làm chuẩn tinh thống nhất và các lỗ còn lại làm chuẩn tinh phụ |
Khó gá đặt trên máy tiện khi gia công lỗ đầu tiên |
Kết luận: dựa vào việc phân tích ưu nhược điểm của 2 phương án trên ta chọn phương án 1.
CHƯƠNG 4: THIẾT KẾ NGUYÊN CÔNG CÔNG NGHỆ
4.1 .Nguyên công 1:
a.Trình tự gia công :
- Phay thô mặt 5
- Phay thô mặt 5
b.Định vị và kẹp chặt
- Mặt phẳng (35) khống chế 3 bậc tự do bằng chốt định vị : xoay quanh ox,oy , tịnh tiến oz.Mặt (39) khống chế 2 bậc tự do bằng chốt định vị: xoay quanh oy, tịnh tiện oy
- Kẹp chặt bằng bu-lông
c.Máy công nghệ.
Máy phay :6H81
- Công suất động cơ chính : 4,5 KW
- Công suất động cơ chạy dao 1,7 KW
- Số cấp tốc độ trục chính : 16
- Phạm vi tốc độ trục chính : 65 - 1800.
d.Dụng cụ cắt :
Dao phay mặt đầu răng gắn mảnh hợp kim cứng BK6
Thông số dao (Theo bảng 4-94 tài liệu [3] trang 376)
|
D(mm) |
B(mm) |
d(mm) |
Số răng |
|
200 |
46 |
50 |
20 |
e.Dụng cụ kiểm tra : thước cặp độ chính xác 0.001mm.
f.Dung dịch trơn nguội : Emunxi.
4.2 .Nguyên công 2:
a.Trình tự gia công
- Phay thô mặt 15
b.Định vị và kẹp chặt :
- Mặt phẳng (5) khống chế 3 bậc tự do bằng chốt định vị : xoay quanh ox,oy , tịnh tiến oz.Mặt (1) khống chế 2 bậc tự do bằng chốt định vị: xoay quanh oz, tịnh tiện ox
- Kẹp chặt bằng bu-lông
c.Máy công nghệ.
Máy phay :6H81
- Công suất động cơ chính : 4,5 KW
- Công suất động cơ chạy dao 1,7 KW
- Số cấp tốc độ trục chính : 16
- Phạm vi tốc độ trục chính : 65 - 1800.
d.Dụng cụ cắt :
Dao phay mặt đầu răng gắn mảnh hợp kim cứng
Thông số dao (Theo bảng 4-94 tài liệu [3] trang 376)
|
D(mm) |
B(mm) |
d(mm) |
Số răng |
|
200 |
46 |
50 |
20 |
e.Dụng cụ kiểm tra : thước cặp độ chính xác 0.001mm.
f.Dung dịch trơn nguội : Emunxi.
4.3.Nguyên công 3:
a.Trình tự gia công:
- Khoan lỗ f 19 mm (26), (30),(31),(36)
- Khoét lỗ f 20.8 mm (26), (30),(31),(36)
- Doa lỗ f 21 mm (26), (30),(31),(36)
b.Định vị và kẹp chặt
- Mặt phẳng (5) khống chế 3 bậc tự do bằng chốt định vị : xoay quanh ox,oy , tịnh tiến oz.Mặt (6) khống chế 2 bậc tự do bằng chốt định vị: xoay quanh oy, tịnh tiện oy. Mặt (39) khống chế 1 bậc tự do: tịnh tiến theo ox
- Kẹp chặt bằng bu-lông
c.Máy công nghệ.
Máy khoan đứng của Việt Nam: K125, (Theo bảng 9-21tài liệu [5] trang 45):
- Công suất động cơ chính : 2.8 KW
- Số cấp tốc độ trục chính : 9
- Đường kính gia công lớn nhất: 25 mm
d.Dụng cụ cắt :
Khoan : mũi khoan ruột gà đuôi trụ ngắn bằng thép gió,19 mm , L = 100 mm
Khoét: mũi khoét có f 20.8 mm
Doa : mũi doa chuôi côn : f 21 mm , L = 138 mm
e.Dụng cụ kiểm tra :
- Calíp trụ , Đồng hồ so 0,01mm.
f.Dung dịch trơn nguội :
- Khoan và khoét : emunxi
- Doa : khan.
4.4. Nguyên công 4:
a.Trình tự gia công
- Phay thô mặt 25,29,32,37
b.Định vị và kẹp chặt :
- Mặt phẳng (5) khống chế 3 bậc tự do chốt định vị bằng: xoay quanh ox,oy , tịnh tiến ox.Mặt (36) khống chế 2 bậc tự do bằng chốt định vị: xoay quanh oy, tịnh tiện oz. Mặt (30) khống chế 1 bậc tự do bằng chốt định vị: tịnh tiến oz
- Kẹp chặt bằng bu-lông
c.Máy công nghệ.
Máy phay :6H81
- Công suất động cơ chính : 4,5 KW
- Công suất động cơ chạy dao 1,7 KW
- Số cấp tốc độ trục chính : 16
- Phạm vi tốc độ trục chính : 65 - 1800.
d.Dụng cụ cắt :
Dao phay mặt đầu răng gắn mảnh hợp kim cứng
Thông số dao (Theo bảng 4-94 tài liệu [3] trang 376)
|
D(mm) |
B(mm) |
d(mm) |
Số răng |
|
200 |
46 |
50 |
20 |
e.Dụng cụ kiểm tra : thước cặp độ chính xác 0.001mm.
f.Dung dịch trơn nguội : Emunxi.
4.5 Nguyên công 5:
a.Trình tự gia công :
- Phay thô mặt 1
b.Định vị và kẹp chặt
- Mặt phẳng (5) khống chế 3 bậc tự do bằng chốt định vị : xoay quanh ox,oy, tịnh tiến oz.Mặt (36) khống chế 2 bậc tự do bằng chốt định vị: tịnh tiến ox, xoay quanh ox. Mặt (30) khống chế 1 bậc tự do: xoay quanh ox
- Kẹp chặt bằng bu-lông
c.Máy công nghệ.
Máy phay :6M83III
- Công suất động cơ chính : 10 KW
- Số cấp tốc độ trục chính : 9
- .............
-
được trong một giờ làm việc (đồng / giờ)
Ttc – thời gian từng chiếc (phút)
Ta có : C = 187500 đồng/giờ
Ttc = 0,89 phút
đồng/giờ- Gía thành điện năng :
(đồng)
Trong đó : Cd – giá thành 1kW/giờ
N – công suất động cơ
µN – hệ số sử dụng máy theo công suất
To – thời gian cơ bản
– hệ số thất thoát trong mạng điện ()
– hiệu suất động cơ ()
Ta có : Cd = 1434 đồng/1kWh
N = 4,5 kW
µN = 0,5
To = 0,89 phút
đồng- Chi phí sử dụng dụng cụ :
(đồng)
Trong đó : Ccd – giá thành ban đầu của dụng cụ (đồng)
nm – số lần dụng cụ có thể mài lại cho đến lúc bị hỏng hoàn toàn
tm – thời gian mài dao (phút)
Pm – chi phí cho thợ mài dụng cụ trong một phút (đồng/phút)
To – thời gian cơ bản (phút)
T – tuổi bền dụng cụ (phút)
Ta có :
Ccd = 32000 (đồng)
nm = 2 lần
tm = 0.5 (phút)
Pm = 390(đồng/phút)
To = 0,89 (phút)
T = 40 (phút)
(đồng)
- Chi phí khấu hao máy :
(đồng / chi tiết)
Trong đó : Cm – giá thành của máy (đồng)
Kkh – 12.2phần trăm khấu hao (tra bảng 40 – thiết kế đồ án CNCTM, Trần Văn Địch – trang 103 )
N – số chi tiết chế tạo trong một năm
Ta có:
Cm = 2500000 (đồng)
Kkh = 12.2%
N= 12000 chi tiết/năm
= 25,41 (đồng / chi tiết)
- Chi phí sửa chữa máy :
Đối với máy vạn năng:
R: độ phưc tạp khi sửa chữa máy(lấy theo bảng phụ lục về máy)
: Thời gian gia công cơ bản
Ta có:
R = 23
To = 0,89 (phút)
- Chi phí sử dụng đồ gá :
Chi phí sưa dụng đồ gá cho chi tiết gia công được xác định theo công thức:
(đồng / chi tiết)
Trong đó: : Giá thanh đồ gá
A: hệ số khấu hao đồ gá
B: hệ số tính đến sữa chữa và bảo quản đồ gá(0.1 – 0.2)
N: sản lượng hàng năm của chi tiết
Ta có: = 1000000 đồng
A = 0,5
B = 0,15
N = 12000
- Tổng chi phí nguyên công 12
Bằng tổng của các loại chi phí trên
+1.13+54.16
- Nguyên công 13
- Chi phí trả lương :
Lương công nhân sản xuất trực tiếp ở một nguyên công nào đó xác định theo công thức :
(đồng)
Với SL – lương công nhân tại một nguyên công nào đó (đồng / giờ)
C – số tiền người công nhân nhận được trong một giờ làm việc (đồng / giờ)
Ttc – thời gian từng chiếc (phút)
Ta có : C = 187500 đồng/giờ
Ttc = 5.11 phút
đồng/giờ- Gía thành điện năng :
(đồng)
Trong đó : Cd – giá thành 1kW/giờ
N – công suất động cơ
µN – hệ số sử dụng máy theo công suất
To – thời gian cơ bản
– hệ số thất thoát trong mạng điện ()
– hiệu suất động cơ ()
Ta có : Cd = 1434 đồng/1kWh
N = 4,5 kW
µN = 0,5
To = 5.11 phút
đồng- Chi phí sử dụng dụng cụ :
(đồng)
Trong đó : Ccd – giá thành ban đầu của dụng cụ (đồng)
nm – số lần dụng cụ có thể mài lại cho đến lúc bị hỏng hoàn toàn
tm – thời gian mài dao (phút)
Pm – chi phí cho thợ mài dụng cụ trong một phút (đồng/phút)
To – thời gian cơ bản (phút)
T – tuổi bền dụng cụ (phút)
Ta có :
Ccd = 300000 (đồng)
nm = 2 lần
tm = 0.5 (phút)
Pm = 390(đồng/phút)
To = 5.11 (phút)
T = 40 (phút)
(đồng)
- Chi phí khấu hao máy :
(đồng / chi tiết)
Trong đó : Cm – giá thành của máy (đồng)
Kkh – 12.2phần trăm khấu hao (tra bảng 40 – thiết kế đồ án CNCTM, Trần Văn Địch – trang 103 )
N – số chi tiết chế tạo trong một năm
Ta có:
Cm = 300000000 (đồng)
Kkh = 12.2%
N= 11024 chi tiết/năm
= 3320, 029 (đồng / chi tiết)
- Chi phí sửa chữa máy :
Đối với máy vạn năng:
R: độ phưc tạp khi sửa chữa máy(lấy theo bảng phụ lục về máy)
: Thời gian gia công cơ bản
Ta có:
R = 23
To = 5.11 (phút)
- Chi phí sử dụng đồ gá :
Chi phí sưa dụng đồ gá cho chi tiết gia công được xác định theo công thức:
(đồng / chi tiết)
Trong đó: : Giá thanh đồ gá
A: hệ số khấu hao đồ gá
B: hệ số tính đến sữa chữa và bảo quản đồ gá(0.1 – 0.2)
N: sản lượng hàng năm của chi tiết
Ta có: = 3000000 đồng
A = 0,5
B = 0,15
N = 11024
- Tổng chi phí nguyên công 13
Bằng tổng của các loại chi phí trên
7.3Tổng chi phí của một chi tiết
Chi phí của cả chi tiết sẽ bằng tổng chi phí của các nguyên công cộng với giá phôi
đồng
- Giá thành của máy, dụng cụ cắt, đồ gá được tham khảo từ nhiều nguồn nên có thể không chính xác và có sai sót.
Ở đồ án này tụi em chỉ sủng dụng giá trung bình




