LUẬN VĂN NGHIÊN CỨU KHẢO SÁT CÁC YẾU TỐ CÔNG NGHỆ NHẰM NÂNG CAO ĐỘ CHÍNH XÁC GIA CÔNG THÉP TẤM BẰNG HỒ QUANG PLASMA





NỘI DUNG ĐỒ ÁN
LUẬN VĂN NGHIÊN CỨU KHẢO SÁT CÁC YẾU TỐ CÔNG NGHỆ NHẰM NÂNG CAO ĐỘ CHÍNH XÁC GIA CÔNG THÉP TẤM BẰNG HỒ QUANG PLASMA
I.1 ĐẶT VẤN ĐỀ:
Trong nền kinh tế thị trường, chất lượng sản phẩm là mối quan tâm hàng đầu ở bất kỳ doanh nghiệp sản xuất nào. Có thể thấy rằng, hiện nay nền kinh tế nước ta nói riêng và nền kinh tế thế giới nói chung đang trong giai đoạn cạnh tranh khốc liệt trước xu hướng toàn cầu hóa. Ở các nước phát triển, ngành công nghiệp sản xuất cơ khí trở thành một trong những ngành công nghiệp mũi nhọn. Với đà phát triển đó, ngành cơ khí cắt gọt kim loại ra đời phục vụ cho những mục tiêu cụ thể vì mục tiêu Công nghiệp hoá - Hiện đại hoá đất nước.
Ở Việt Nam, đặc biệt là những năm gần đây do yêu cầu ngày càng cao của từng loại sản phẩm phải đáp ứng được nhu cầu và mục đích chung của từng loại mà đòi hỏi các sản phẩm gia công phải đạt được độ chính xác cao, sản phẩm đạt chất lượng tốt cũng như độ bền, tuổi thọ.
Mặt khác, Việt Nam đã gia nhập APTA và WTO thì mức độ cạnh tranh sẽ ngày càng khóc liệt hơn. Để cạnh tranh với các công ty đến từ các nước trong khu vực và thế giới ngành công nghệ cơ khí cắt gọt của Việt Nam phải có những bước tiến mới cả về sản phẩm, công nghệ, giá thành….trong thực tế sản xuất để tăng tính cạnh tranh của sản phẩm ta phải luôn nghiên cứu và cải tiến qui trình công nghệ cũng như trang thiết bị nhằm tăng năng xuất.
Với sự phát triển như vũ bảo của ngành cơ khí chính xác, nhiều công ty cũng như các đơn vị đã áp dụng các công nghệ cắt gọt tiên tiến như: cắt bằng tia lửa điện, cắt bằng tia nước, cắt bằng tia lazer….nhưng cũng chỉ được ứng dụng trong một số trường hợp cụ thể như là thiết kế khuôn mẫu, gia công những chi tiết nhỏ... Chính vì vậy, việc khai thác ứng dụng công nghệ cắt bằng tia Plasma là một bước quan trọng và rất cần thiết trong bối cảnh hiện nay của ngành công nghệ cắt gọt kim loại.
I.2 BẢN CHẤT CỦA VẤN ĐỀ:
Nhìn chung, gia công bằng phương pháp Plasma là quá trình công nghệ khá phức tạp. Chất lượng, giá thành phụ thuộc rất nhiều vào các yếu tố và các yếu tố này rất khó dự đoán chính xác. Thông thường để gia công được một sản phẩm có chất lượng người ta cần phải điều chỉnh các thông số công nghệ, thậm chí cả điều chỉnh, thay đổi các chi tiết của máy cắt. Chi phí cho những lần thay đổi như thế thì chiếm một phần đáng kể trong chi phí sản xuất, do đó ta cần có giải pháp nhằm hạn chế tối đa việc chạy thử và chỉnh sửa nhằm giảm chi phí sản xuất, thời gian gia công cũng như nâng cao chất lượng của sản phẩm.
I.3 GIỚI HẠN PHẠM VI THỰC HIỆN CỦA ĐỀ TÀI:
Do khả năng và thời gian có hạn, do đó trong phạm vi của luận văn này em chỉ chú ý phân tích kỹ các yếu tố tác động đến qui trình cắt của hệ thống, ứng dụng phần mềm để tối ưu hóa quá trình cắt, khảo sát thực nghiệm sự ảnh hưởng của một số thông số đến độ chính xác cũng như chất lượng của sản phẩm khi gia công bằng tia Plasma. Về cơ sở lý luận, trong luận văn này chỉ chú ý phân tích những phần liên quan đến quá trình cắt plasma như: độ nhám bề mặt, độ vuông góc của bề mặt cắt, chủ yếu hướng đến tính thực dụng, do đó các lý thuyết về tính toán như: phương pháp phân tích và xử lý số liệu thực nghiệm dùng phần mềm để chạy thực nghiệm các quá trình của hệ thống,… sẽ được giới thiệu ngắn gọn.
I.4 NHỮNG GIẢI PHÁP ĐÃ CÓ TRÊN THẾ GIỚI:
Hiện nay, để giải quyết bài toán giảm chi phí sản xuất trong ngành cắt gọt, các công ty cơ khí trong khu vực, cũng như trên thế giới đã và đang áp dụng những thành quả do ngành công nghệ thông tin mang lại, một trong những ứng dụng quan trọng trong việc gia công là sử dụng các công cụ tính toán nhằm giải các phương trình hồi quy đa biến, phân tích phương sai….Việc ứng dụng công cụ tính toán nhằm giúp nhà sản xuất có thể dự đoán được các điều kiện tối ưu cần thiết để cải thiện quá trình cắt, để từ đó có thể điều chỉnh sản phẩm, thay đổi qui trình công nghệ cho phù hợp trước khi cắt. Ngoài ra, khi sử dụng công cụ tính toán các nhà sản xuất còn có khả năng lựa chọn chế độ gia công hợp lý nhất, tránh các khuyết tật có thể xảy ra đối với sản phẩm.
I.5 TÌNH HÌNH NGHIÊN CỨU TRONG NƯỚC:
Hiện nay, các doanh nghiệp Việt Nam, các đề tài nghiên cứu về lĩnh vực cơ khí cắt gọt đã có định hướng về ứng dụng công cụ mô phỏng, phần mềm tính toán nhằm giải quyết bài toán về chi phí sản xuất cũng như tối ưu hóa các công nghệ gia công. Trong quá trình tìm hiểu, em được biết hiện nay các doanh nghiệp Việt Nam đang trong quá trình khai thác một số phần mềm chuyên dùng cho mô phỏng quá trình gia công như: Torchmate CAD, TwinCAT CNC, WinaNC…và các phần mềm dùng để xử lý số liệu thực nghiệm như: SPSS, SAS software, Meet Minitab…, trong quá trình lựa chọn đề tài theo như em biết thì ở Việt Nam chưa có đề tài nào nghiên cứu về công nghệ cắt bằng hồ quang Plasma.
I.6 TÊN ĐỀ TÀI:
Như phân tích ở trên, ta thấy rằng ngành cơ khí cắt gọt trên địa bàn thành phố Hồ Chí Minh nói riêng và cả nước nói chung đang phải cạnh tranh khốc liệt, không những chỉ giữa các doanh nghiệp Việt Nam với nhau, mà còn phải cạnh tranh với các doanh nghiệp liên doanh và doanh nghiệp 100% vốn nước ngoài. Ngoài ra, những sản phẩm cơ khí của Việt Nam còn phải cạnh tranh với các sản phẩm nhập khẩu. Từ thực tế này, làm cho em có suy nghĩ là: Làm thế nào để nâng cao được khả năng cạnh tranh của các doanh nghiệp cơ khí Việt Nam ?
Để giải quyết vấn đề này, trong khả năng của mình và giới hạn của thời gian làm luận văn, được sự hướng dẫn của Thầy PGS.TS TRƯƠNG NGỌC THỤC và Thầy TS ĐẶNG THIỆN NGÔN em đã chọn hướng nghiên cứu với đề tài:
" KHẢO SÁT CÁC YẾU TỐ CÔNG NGHỆ NHẰM NÂNG CAO ĐỘ CHÍNH XÁC GIA CÔNG THÉP TẤM BẰNG HỒ QUANG PLASMA "
I.7 MỤC TIÊU CỦA ĐỀ TÀI:
Trên cơ sở tìm hiểu, phân tích quá trình cắt kim loại từ thép tấm, cơ sở lý thuyết của việc phân tích và khảo sát, qua đó em sẽ tiến hành nghiên cứu thực nghiệm, thu thập dữ liệu và xử lý các số liệu thu thập trên các sản phẩm cụ thể sau đó đánh giá quá trình nghiên cứu, đánh giá việc thu thập và phân tích các số liệu thực nghiệm đó nhằm tối ưu hóa công nghệ cắt thép tấm bằng hồ quang plasma.
I.8 NHỮNG NỘI DUNG CẦN GIẢI QUYẾT VÀ NÉT MỚI TRONG ĐỀ TÀI:
Để thực hiện mục tiêu như trên, các nội dung chính cần giải quyết trong luận văn như sau:
- So sánh khả năng công nghệ cắt plasma với các công nghệ khác.
- Tìm hiểu về quá trình cắt plasma đối với các loại thép tấm.
- Tìm hiểu về cơ sở lý thuyết của việc phân tích số liệu.
- Tìm hiểu, khai thác phần mềm cho việc phân tích,chạy thực nghiệm các số liệu.
Những nét mới trong luận văn này so với một số nghiên cứu trong nước:
- Điểm mới của luận văn là việc tiến hành thu thập từ các số liệu thực, bằng khảo sát thực nghiệm nhằm thể hiện sự ảnh hưởng của các thông số đó đến quá trình cắt.
- Ngoài ra, để phục vụ cho việc phân tích, tính toán để từ đó thiết lập phương trình hồi qui và em sẽ trình bày về cơ sở lý thuyết của quá trình thực nghiệm này.
Về giá trị thực tiễn, sẽ được ứng dụng trong thực tế nhằm tối ưu hóa quá trình cắt năng cao năng suất và nâng cao chất lượng chi tiết gia công.
I.9 PHƯƠNG PHÁP NGHIÊN CỨU:
Đề tài được nghiên cứu dựa trên các phương pháp lấy số liệu từ thực nghiệm, phân tích và xử lý số liệu thu thập được trên phần mềm Minitab.
Hai phương pháp chủ yếu được thực hiện trong luận văn này là:
- Nghiên cứu phân tích.
- Nghiên cứu thực nghiệm.
I.10 GIỚI THIỆU NỘI DUNG CÁC CHƯƠNG TRONG ĐỀ TÀI:
Chương I: Tổng quan của đề tài.
Chương II: Tổng quan về công nghệ cắt bằng hồ quang Plasma.
Chương III: Phương pháp nghiên cứu
Chương IV: Cơ sở lý thuyết khảo sát các thông số công nghệ và sự ảnh hưởng của nó đến độ chính xác, cũng như chất lượng bề mặt.
Chương V: Kết quả thực nghiệm sự ảnh hưởng của một số thông số công nghệ.
Chương VI: Kết luận và kiến nghị.
Các tài liệu tham khảo.
Phụ lục.
CHƯƠNG II
TỔNG QUAN VỀ CÔNG NGHỆ CẮT BẰNG HỒ QUANG PLASMA
II.1 Quá trình hình thành trạng thái vật lý plasma:
Nói chung Plasma là trạng thái vật chất thứ tư. Thường thì chúng ta nghĩ về ba trạng thái của vật chất đó là: trạng thái rắn, trạng thái lỏng và trạng thái khí. Loại vật chất thông thường nhất là nước, những kiểu vật chất này gọi là băng đá, nước và hơi. Nếu bạn cho nhiệt vào băng đá thì băng đá sẽ chuyển từ trạng thái khối (đặc) sang trạng thái lỏng và nếu ta tiếp tục tăng thêm nhiệt độ thì nó sẽ chuyển sang trạng thái khí (hơi). Khi nhiệt độ được thêm vào trạng thái khí chúng sẽ chuyển từ trạng thái khí sang trạng thái plasma, người ta gọi là trạng thái vật chất thứ tư.
|
vQuá trình ion hóa:
Nếu chúng ta thêm nhiều năng lượng hơn vào nước, nước sẽ bốc hơi và chia tách thành hai thể khí là hidrô và ôxy. Bằng cách thêm nhiều năng lượng hơn vào trong thể khí, chúng ta sẽ thấy được những đặc điểm cấu thành được thay đổi cơ bản dưới dạng nhiệt và điện. Quá trình này được gọi là quá trình ion hóa, là quá trình tạo thành của các electron tự do và ion của những nguyên tử khí.
Khi quá trình này xảy ra, trạng thái khí là dẫn điện bởi vì những điện tử tự do sẵn sàng mang dòng điện mà bây giờ nó đã trở thành plasma. Nhiều nguyên lý đã được ứng dụng quá trình truyền dẫn dòng xuyên qua những tấm kim loại.
Ví dụ: Nếu mặt cắt ngang mang dòng của tấm kim loại bị biến đổi, làm cản trở sự tăng thêm. Một điện áp cao hơn cần có để buộc các electron phải xuyên qua được mặt cắt ngang này và kim loại được làm cho nóng lên.
Trong tổng quan lịch sử này của quá trình hồ quang plasma, chúng ta sẽ tìm hiểu sự phát triển của hồ quang plasma với dòng khí tốc độ cao mà thực chất đó là quá trình cắt bằng hồ quang plasma.
Ngoài ra, Plasma còn được ứng dụng rất nhiều trong các ngành công nghiệp khác nhau được thể hiện như sau:
|
II.2 Lịch sử phát triển của qui trình cắt hồ quang plasma:
Năm 1941, ngành công nghiệp Mỹ nỗ lực nghiên cứu để tìm ra phương pháp tốt nhất để ghép các tấm kim loại nhẹ với nhau phục vụ cho mục đích chiến tranh và đặc biệt nhất là cho ngành công nghiệp chế tạo máy bay. Ngoài nỗ lực này, một qui trình hàn mới ra đời. Một dòng hồ quang điện được dùng để làm nóng chảy kim loại và một dòng khí trơ bên trong bao quanh hồ quang và kim loại nóng chảy được đưa vào vị trí cần hàn. Quá trình này gọi là "TIG" (Tungsten Inert Gas), nó giống như là một giải pháp hoàn hảo cho yêu cầu rất đặc biệt của mối hàn chất lượng cao. Từ đó quá trình hàn này được ứng dụng rộng rãi và sử dụng kết hợp với các loại khí như: argon, hêli… Ngày nay, quá trình này được gọi là "GTAW" (Gas Tungsten Arc Welding).
Vào năm 1950, “ TIG ” được đưa vào sử dụng rộng rãi như là một phương pháp hàn mới đối với những qui trình đòi hỏi chất lượng mối hàn cao trên những vật liệu khác nhau. Trong quá trình nghiên cứu, các nhà khoa học ở phòng thí nghiệm về công nghệ hàn của Union Carbide khám phá ra rằng khi giảm dòng khí ở miệng vòi là để dẫn dòng khí từ điện cực (cathode) đến tấm kim loại (anode). Những thuộc tính của hàn hồ quang có thể thay đổi. Việc thu nhỏ ở miệng vòi nhằm giới hạn dòng hồ quang điện với dòng khí và tăng áp suất khí nhằm chống lại sự tăng nhiệt độ của nó. Nhiệt hồ quang và điện áp hồ quang tăng đột ngột, động lượng của sự ion hóa và sự không ion hóa làm xáo trộn kim loại lỏng nhờ vận tốc cao hơn. Thay vì hàn, kim loại có thể cắt bằng tia plasma.
|
Cắt bằng hồ quang plasma sinh nhiệt nhiều hơn do đó nóng hơn hàn hồ quang kết hợp với khí trơ (TIG). Nhiệt độ có thể rất cao bởi vì dòng khí cao trong vòi phun plasma hình thành xung quanh đường biên ngoài để làm mát, dòng hồ quang không bị ion hóa được cung cấp dọc đường biên theo vách của vòi, hình thành một quá trình giãn nỡ nhiệt cao hơn. Chiều dày của đường biên này có thể tăng thêm được nhờ dòng khí cắt được tạo xoáy theo dạng lò xo. Sự xoáy này có tác dụng tạo lực đẩy mạnh hơn, làm mát nhiều hơn, khí không bị ion hóa là để di chuyển các dòng tia bên ngoài từ một lớp biên dày hơn. Đa số các mỏ cắt bằng plasma được tạo sự xoáy dòng khí cắt để đạt được sự co thắt cực đại của hồ quang.
|
Mô hình truyền dẫn và không truyền dẫn:
Tia Plasma có thể hoạt động trong mô hình truyền dẫn, nơi mà các điện tích xảy ra giữa các vòi điện cực plasma ( hay còn gọi là cực âm ) với tấm kim loại ( cực dương ). Nó cũng có thể thực hiện trong chế độ không truyền dẫn nơi mà các dòng điện tích xảy ra giữa các điện cực và vòi. Cả hai quá trình được thể hiện như hình 5.
|
Mặc dù dòng plasma được làm cho nóng lên từ vòi phun với hai chế độ hoạt động nhưng chế độ truyền dẫn luôn luôn được sử dụng trong quá trình cắt plasma vì nhờ có sự nung nóng lên bề mặt chi tiết gia công cho nên quá trình này hiệu quả hơn khi dòng hồ quang tiếp xúc điện tích với phôi.
Thay đổi các đặc điểm của tia Plasma:
Các đặc điểm của tia plasma có thể được thay đổi bằng cách thay đổi từng loại khí, tỷ lệ dòng khí xảy ra theo hồ quang, kích thước vòi phun và điện cực hồ quang.
Ví dụ: nếu một tỷ lệ thấp khí được sử dụng thì tia plasma trở thành nguồn nóng tập trung cao độ lý tưởng cho quá trình hàn. Ngược lại, nếu tỷ lệ dòng khí gia tăng vừa đủ thì tốc độ của tia plasma rất nhanh, phụt ra làm chảy kim loại và cắt phôi.
Thuyết qui ước về hồ quang cắt Plasma ( 1957 ):
Tia plasma được phát minh bởi thuyết quy ước "Dry", là qui trình kỹ thuật co thắt hồ quang được đưa ra bởi hội Carbide Linde vào năm 1957. Trong cùng năm, tiến sỹ Robert Gage giành được bằng sáng chế, thay cho việc độc quyền một cách có chủ ý của hội Linde. Qui trình kỹ thuật này có thể được sử dụng để cắt bất kỳ kim loại nào với tốc độ cắt nhanh vừa phải. Bề dày của tấm kim loại có thể bất kỳ, từ những tấm kim loại mỏng đến tấm kim loại dày đến 10 inch (250mm). Cuối cùng thì quá trình cắt tấm kim loại dày hay mỏng tùy thuộc vào quá trình chuyển đổi điện dung của ngọn lửa và tính chất vật lý của tấm kim loại. Đầu cắt được cơ khí hóa với công suất lớn và điện thế có thể lên đến 1000 ampere, có thể cắt xuyên tấm thép hoặc nhôm một cách dễ dàng và sạch sẽ mà không bị tích tụ lớp xỉ bám dưới đường cắt. Tuy nhiên, trong hầu hết các ứng dụng trong công nghiệp cắt tấm kim loại dày hiếm khi vượt quá 2 inch. Trong quá trình cắt kim loại dày, qui trình cắt tự động bằng hồ quang plasma thường thì đường cắt bị xiên và bị lõm ngay tại điểm đầu của đường cắt. Cắt xiên là kết quả của sự thiếu cân bằng khi đưa nhiệt vào trong mặt cắt và do đầu cắt không vuông góc với tấm kim loại. Kết quả của góc cắt thể hiện rất rõ trên chi tiết vì lượng nhiệt ở ngay tại điểm đầu tiên của quá trình cắt bị tiêu hao do tia lửa hồ quang xuyên qua tấm kim loại.
Sự không cân bằng nhiệt này được làm giảm bớt ngay ở vị trí của ngọn đuốc mà dòng hồ quang có thể tập trung trên tấm kim loại bằng việc ứng dụng nguyên lý co thắt hồ quang. Việc làm tăng sự co thắt cột hồ quang là do nhiệt độ của tia lửa điện được mở rộng và duy trì. Do đó, việc cắt kim loại tấm trở nên vuông hơn nhược điểm là sự co thắt của vòi phun theo quy ước Dry, nó có khuynh hướng làm gia tăng sự co thắt để phát triển thành hai dòng tia hồ quang trong dãy hồ quang, dòng hồ quang thứ nhất nằm giữa điện cực và vòi, dòng hồ quang thứ hai nằm giữa vòi và tấm kim loại.
Hiện tượng này được gọi là “ Double Arcing ” nhằm bảo vệ điện cực và vòi. Dòng hồ quang kép này yêu cầu cần phải có một phạm vi giới hạn nhằm cải thiện được chất lượng cắt plasma. Từ lúc quá trình cắt này được đưa vào giữa thập niên 50, các nhà nghiên cứu tập trung vào cải thiện vòi phun hồ quang mà không cần tạo ra hồ quang kép. Việc cắt bằng hồ quang plasma được thực hiện từ đó, cho đến bây giờ được coi như là phương pháp gia công “ Cắt Plasma truyền thống ”. Quá trình trở nên phức tạp trong việc ứng dụng nếu người dùng cắt những tấm kim loại lớn và có độ dày khác nhau.
Ví dụ: Nếu quá trình cắt plasma truyền thống được sử dụng để cắt Inox, thép mềm và nhôm, nó cần đến những dạng khí khác nhau và dòng khí cho chất lượng cắt tối ưu, thường yêu cầu pha trộn các loại khí đắt tiền như: Argon, Hydro,…
Dòng hồ quang Plasma kép (1962):
Kỹ thuật ứng dụng dòng Plasma kép được nghiên cứu phát triển, cấp bằng sáng chế bởi tập đoàn Thermal Dynamics va James Browning, chủ tịch TDC năm 1963. Nó liên quan đến việc thay đổi một số kỹ thuật cắt của quá trình cắt plasma truyền thống. Về bản chất, nó kết hợp các tính năng như phương pháp cắt truyền thống, ngoại trừ một lá chắn thứ cấp được phân bố xung quanh ống plasma. Thông thường, trong công nghệ ứng dụng dòng plasma kép cho quá trình cắt khí Nitơ và tấm chắn thứ cấp được lựa chọn theo tấm kim loại cần cắt. Các tấm chắn khí điển hình được dùng như: không khí hoặc ôxi cho thép mềm, Cacbonic cho Inox và hỗn hợp argon/hydro cho nhôm.
|
Tốc độ cắt bằng hồ quang plasma kép vẫn tốt hơn so với cắt thông thường trên thép mềm, tuy nhiên chất lượng cắt không đáp ứng cho nhiều ứng dụng. Tốc độ cắt và chất lượng trên tấm Inox, Nhôm thực chất cũng giống như quá trình cắt truyền thống.
Những thuận lợi đối với việc ứng dụng công nghệ mới này là vòi phun có thể được truyền bên trong đầu chụp bằng gốm hay còn gọi là lá chắn khí. Nó dùng để ngăn dòng hồ quang trong vòi phun và giảm bớt lượng hồ quang so với tấm kim loại, có xu hướng giảm dòng hồ quang kép. Tấm chắn khí bao quanh vùng cắt, cải thiện chất lượng cũng như tốc độ làm mát vòi phun cho nấp chắn.
Cắt plasma bằng không khí ( 1963 ):
Cắt bằng không khí được giới thiệu lần đầu tiên vào đầu những năm 1960 để cắt thép mềm. Ôxy trong không khí cung cấp năng lượng bổ xung từ phản ứng tỏa nhiệt mà nó làm cho thép nóng chảy. Năng lượng bổ xung này cải thiện tốc độ cắt khoảng 25% so với cắt plasma dùng khí Nitơ. Quá trình này có thể được dùng để cắt inox, nhôm. Bề mặt cắt trên các vật liệu này thường bị ôxy hóa và không được dùng cho nhiều ứng dụng.
|
Vấn đề lớn nhất của quá trình cắt bằng không khí là luôn làm mòn nhanh điện cực của vòi phun plasma. Những điện cực đặc biệt làm bằng Zirconi, Hafni hay hợp kim Hafni thì cần thiết vì điện cực Vônfram ăn mòn trong vài giây nếu khí cắt chứa ôxy. Thậm chí với những nguyên liệu đặc biệt này, sự tồn tại của điện cực sử dụng plasma không khí ít hơn của điện cực liên quan đến plasma truyền thống.
Mặc dù qui trình cắt với không khí không được tiếp tục ứng dụng và phát triển vào cuối những thập niên 60 ở Mỹ và phương Tây, nhưng sự tiến bộ và phát triển ổn định đã được ứng dụng rộng rãi ở các nước Đông Âu với sự ra đời của “ Feinstrahl Brenner ”
và Manfred Van Ardenne. Công nghệ này được các ngành công nghiệp ở Nga du nhập vào và cuối cùng là Nhật Bản. Mansfeld đã trở thành nhà cung cấp chính của Đông Đức. Một số xưởng đóng tàu tại Nhật là những người sử dụng sớm nhất công nghệ cắt plasma không khí. Tuy nhiên, tuổi thọ của điện cực thì tương đối ngắn và các nghiên cứu được đưa ra dựa trên bề mặt cắt của tấm kim loại do có tỷ lệ khí nitơ cao trong dung dịch, đó là nguyên nhân gây ra rỗ khí sau khi hàn.
Cắt plasma với màn chắn nước ( 1965 ):
Cắt plasma với màn chắn nước tương tự như công nghệ dòng plasma kép, chỉ có điều là dùng nước thay thế cho lá chắn khí. Sự tồn tại của mỏ phun và bề ngoài của miếng cắt được cải thiện vì kỹ thuật làm mát bằng nước. Cắt hướng tâm, tốc độ cắt và sự tích tụ lớp xỉ không được cải thiện hơn so với cắt plasma kép vì nước không làm gia tăng thêm sự co thắt hồ quang.
|
Công nghệ phun nước khi cắt (1968):
Trước đó, công nghệ này đã được khẳng định là chìa khóa để cải thiện, nâng cao chất lượng cắt của mức co thắt hồ quang, ngăn dòng hồ quang kép. Trong quá trình cắt bằng vòi phun plasma, nước được phun vào hồ quang theo một dạng nhất định. Sự tác động xuyên tâm của tia nước tại nơi hồ quang dẫn ở mức cao hơn khi quá trình cắt chỉ có vòi phun. Nhiệt độ của hồ quang ở vùng này ước lượng lên đến 50.000K hay khoãng 9 lần nhiệt độ của mặt trời và hơn 2 lần nhiệt độ của plasma truyền thống. Kết quả cuối cùng là cải thiện được độ thẳng góc của vết cắt (cắt vuông), cải thiện tốc độ cắt và loại bỏ lớp xỉ bám ở dưới vết cắt của thép mềm. Quá trình cắt hồ quang với sự phun tia nước xuyên tâm được phát triển và cấp bằng sáng chế vào năm 1968 bởi Richard W.Couch Jr, chủ tịch Hypertherm, Inc.
|
Cách tiếp cận khác của quá trình co thắt hồ quang so với sự phun tia nước là tạo xoáy cho tia nước xung quanh hồ quang. Với kỹ thuật này, ngọn lửa hồ quang co thắt lại và nó phụ thuộc vào vận tốc xoắn cần thiết để tạo cho vòng xoáy nước được ổn định. Các lực ly tâm được tạo ra bởi vận tốc xoáy cao, các màng của vòng nước có xu hướng chống lại nó, do đó đạt được hiệu quả thấp hơn so với cách nố trí phun nước theo hình tròn. Không giống quá trình truyền thống được mô tả trước đó, chất lượng cắt tối ưu so với tia nước.
Chính điều này làm cho quá trình cắt kinh tế hơn và dễ dàng sử dụng hơn. Theo vật lý, khí nitơ lý tưởng hóa nhờ khả năng truyền nhiệt của nó từ hồ quang đến tấm kim loại. Nhiệt năng được hấp thụ bởi nitơ nên nó được tách và nhả ra khi nó kết hợp ngay tại vị trí của phôi. Nhiệt độ cao tại các điểm, nơi mà nước có thể mở rộng được dòng hồ quang, ít hơn 10% trong số nước được bốc hơi. Lượng nước còn lại đã thoát ra khỏi vòi phun theo kiểu phun hình nón, và làm mát bề mặt trên của phôi. Quá trình làm mát được bổ xung, để ngăn ngừa sự hình thành của lớp ôxit trên bề mặt cắt và làm mát hiệu quả hơn bằng các ống thoát khí tại các điểm tỏa nhiệt. Lý do cho sự co thắt của cột hồ quang tại chỗ phun nước là sự hình thành một lớp biên ngoài cách ly giữa tia plasma và vòi phun nước.
Độ bền của vòi phun được nâng lên nhờ kỹ thuật phun tia nước vì lớp biên của vòi phun tia nước được cách ly so với nhiệt độ cao của cột hồ quang. Việc bảo vệ bởi một lớp biên hơi nước cho phép đổi mới qui trình thiết kế, toàn bộ phần dưới thiết vị của vòi phun được làm bằng gốm. Do đó, nguyên nhân phá hủy vòi phun bởi cột hồ quang kép được loại bỏ.
Water Muffler và Water Table (1972):
Khi quá trình hồ quang plasma xảy ra thì lập tức có một nguồn nhiệt tập trung cao lên đến 50.000K nên có một số hạn chế sau:
- Dòng hồ quang plasma cao nhất, quá trình cắt plasma tạo ra tiếng ồn mà cường độ của nó cao hơn mức bình thường cho phép tại nơi làm việc, cần phải có dụng cụ bảo vệ tai.
- Khói và khí độc hại có xu hướng sinh ra nhiều tại nơi làm việc, do đó phải có hệ thống thông gió tốt.
- Bức xạ tia cực tím có thể dẫn đến bỏng da và mắt, do đó cần phải có quần áo bảo hộ và kiếng bảo vệ.
Các mặt ảnh hưởng này của quá trình cắt bằng hồ quang plasma nhận được từ các lời phê bình từ các nhà quản lý môi trường. Họ đang tìm cách giải quyết những vấn đề này. Vào năm 1972, Công ty Hypertherm cho ra đời phát minh “ Water Muffler và Water table ” để kiểm soát ô nhiễm, có khả năng kiểm soát những tác động nguy hại cho người công nhân đối với quá trình cắt hồ quang plasma.
vWater Muffler:
Hệ thống Water Muffler tạo ra một lá chắn nước cao xung quanh ngọn lửa với những lợi ích sau đây khi sử dụng bàn nước:
- Mức độ về tiếng ồn cao của quá trình cắt bằng hồ quang plasma giảm mạnh thông qua hiệu ứng Muffler của bức màng nước.
- Khói và các khí độc hại được hạn chế trong khu vực của bức màng chắn nước, nó như một máy lọc hơi đốt, xóa bỏ các lớp khói trong nước.
- Ánh sáng hồ quang được giảm xuống đến mức ít nguy hiểm cho mắt.
- Với các loại thuốc được trộn trong nước sẽ làm giảm bức xạ của tia cực tím.
vWater table:
Các thùng chứa nước của Water table nằm phía dưới phôi để giảm tiếng ồn có cường độ cao thoát ra khỏi lớp dưới của quá trình cắt và một lượng nhỏ khói được hấp thụ.
Cắt dưới nước (1977):
Ở Châu Âu người ta đã cố gắng tiếp tục các quá trình thử nghiệm nhằm giảm mức độ tiếng ồn của hồ quang plasma và lượng khói tăng lên của quá trình cắt, từ đó xuất hiện một công nghệ mới là cắt dưới nước. Phương pháp này cho quá trình cắt plasma mạnh hơn với cường độ dòng cắt trên 100 ampere và nó phổ biến cho đến ngày nay, nhiều hệ thống cắt plasma với dòng cực mạnh được ứng dụng để cắt tấm kim loại dưới nước.
Để cắt plasma dưới nước, phôi được đặt trong nước khoảng 2 - 3 inch và ngọn đuốc cắt plasma cũng được đặt trong nước. Mức độ khói, tiếng ồn cũng như ánh sáng hồ quang giảm đáng kể. Một trong những nhược điểm của phương pháp này là không thể quan sát được phôi trong khi cắt và tốc độ cắt giảm 10 - 20%. Hơn nữa, người thợ cắt có thể không còn xác định được âm thanh hồ quang trong suốt quá trình cắt để theo kịp tiến độ, dù quá trình cắt này cho chất lượng cắt tốt.
Cuối cùng, khi quá trình cắt được thực hiện dưới nước thì nước xung quanh khu vực cắt được tách ra thành ôxy và hydro, ôxy tự do và có xu hướng kết hợp với kim loại nóng chảy (đặc biệt là nhôm và kim loại nhẹ khác) để tạo thành oxit kim loại, khí hydro thoát khỏi nước. Khi đó khí hydro sẽ tập hợp lại thành một lớp dưới phôi và tạo thành những vụ nổ nhỏ khi bắt lửa với tia plasma. Vì vậy, nước cần được tạo xoáy mạnh liên tục trong quá trình cắt kim loại.
Underwater Muffler
Dựa trên tính phổ biến của quá trình cắt dưới nước, năm 1986 hãng Hypertherm đã đưa ra một công nghệ mới và được cấp bằng sáng chế cho công nghệ Underwater Muffler, không khí được thêm vào xung quanh ngọn lửa cắt.
Cắt plasma không khí với cường độ thấp (1980):
Năm 1980, các nhà sản xuất thiết bị cắt bằng hồ quang plasma ở tây bán cầu đã giới thiệu thiết bị sử dụng công nghệ cắt dùng không khí để cắt plasma, đặc biệt là hệ thống plasma sử dụng cường độ thấp. Đến đầu năm 1983, Thermal Dynamics đưa ra PARK 3 và SAF giới thiệu công nghệ ZIP - CUT, và nó đã gặt hái được thành công ở Mỹ và Châu Âu. Điều này mở ra kỷ nguyên mới cho công nghệ cắt hồ quang plasma, tăng qui mô thị trường trên thế giới khoãng 50 lần vào những năm 1980 và xuất hiện thêm nhiều nhà sản xuất thiết bị cắt ứng dụng công nghệ plasma. Cuối cùng thì cắt hồ quang plasma được chấp nhận như là một phương pháp mới để cắt kim loại tấm và được coi là một công cụ có giá trị trong tất cả các phân khúc thị trường ngành công nghiệp cắt kim loại sử dụng công nghệ hiện đại.
Với việc thúc đẩy ứng dụng mới cho các ngành công nghiệp cắt như hồ quang plasma thì tính cạnh tranh trên thị trường ngày càng tăng, nhiều cải tiến mới được giới thiệu trong đó quá trình cắt được thực hiện dễ dàng hơn, thao tác đơn giãn hơn. Nhiều mẩu mã thiết kế có tính ứng dụng cao và kỹ thuật chuyển đổi thứ cấp để cải thiện đặc tính của hồ quang nhằm giảm bớt kích cỡ, trọng lượng của hệ thống.
Cắt plasma với Ôxy (1983):
Quá trình cắt thép truyền thống là quá trình cắt ôxyfuel được các kỹ sư phát triển thành quá trình cắt bằng hồ quang plasma với việc sử dụng khí ôxy để tạo plasma. Tuy nhiên, chính vì nhiệt độ rất cao ở phần đầu của điện cực và sự có mặt của ôxy nguyên chất là nguyên nhân làm cho các chất liệu làm điện cực nhanh chóng bị hỏng, vì vậy hoặc là không thực hiện quá trình cắt hoặc là chỉ cắt trong thời gian ngắn. Do đó, ôxy đã không được sử dụng trong những năm đầu phát triển công nghệ cắt plasma. Đầu năm 1970, người ta đã tìm ra được hai chất là Hafni và Zirconi trong ngành công nghiệp hóa chất, hai chất này có khả năng chống lại sự phá hỏng nhanh của điện cực xảy ra trong quá trình cắt hồ quang plasma. Khí ôxy lần nữa lại được quan tâm đến.
Cắt plasma với ôxy cho ra một lượng chất xỉ trong điều kiện cắt nhanh, khi tốc độ cắt tăng lên đến 30%. Kết quả là việc cắt theo biên dạng được thực hiện dễ dàng hơn. Phần quang trọng để duy trì sự tồn tại của điện cực khi sử dụng vẫn bị hạn chế, tuy nhiên chất lượng cắt thép bằng ôxy là tuyệt vời.
Cắt plasma với quá trình phun khí bằng Ôxy (1985):
Cắt plasma với quá trình phun khí ôxy vào làm phá vỡ sự tồn tại của điện cực bằng cách sử dụng khí nitơ như là khí plasma và từ đó bơm ôxy theo hướng ra của vòi phun như hình.
|
Quá trình cắt này được thực hiện chỉ trên thép mềm và cải thiện chút ít tốc độ cắt. Tuy nhiên, nhược điểm lớn nhất là không cắt vuông được, loại bỏ quá nhiều đường cắt, vòi tồn tại ngắn và tính linh hoạt bị hạn chế (khi cắt thép mềm). Trong khi quá trình này vẫn đang được sử dụng ở một số nơi, nhiều hạn chế liên quan đến việc không sữa chữa, làm tiêu hao khí nhiều, phức tạp và ngọn lửa hồ quang khó điều chỉnh.
Cắt plasma cường độ cao (1990):
Cắt lazer đã trở thành đối thủ cạnh tranh quan trọng trong công nghiệp cắt kim loại tấm bởi vì khả năng cắt chính xác công với chất lượng vết cắt cao. Để có chiếm một vị trí vững chắc trên thị trường cắt kim loại tấm, các nhà sản xuất thiết bị plasma đã tăng cường nghiên cứu nhằm cải thiện chất lượng thiết bị cắt.
|
Đầu thập niên 90, chúng ta thấy rằng sự cải tiến của công nghệ plasma cường độ cao lên tới 40 - 90 ampere, cho tốc độ cắt nhanh và giảm chiều rộng của đường cắt. Một số công ty đã tìm đến các nhà sản xuất máy cắt plasma ở Nhật Bản, từ đó Hypertherm đã giới thiệu công nghệ Hy Difinition để cạnh tranh trên thị trường này. Sự kỳ vọng vào công nghệ cắt plasma sẽ sớm đạt được chất lượng vết cắt như công nghệ cắt lazer. Hy vọng rằng công nghệ cắt plasma sẽ trở thành đối thủ cạnh tranh chính trên thị trường cắt kim loại tấm.
II.3 Khái niệm, đặc điểm và nguyên lý gia công bằng Plasma:
II.3.1 Khái niệm:
Trong trạng thái bình thường chất khí cách điện tốt, khi có nguồn phát sinh làm chất khí tích điện đó là hiện tượng ion hóa chất khí. Nếu chất khí được đốt nóng tới nhiệt độ cao thì tất cả các quá trình ion hóa xảy ra đồng thời trong khí. Chất khí bị ion hóa do đó xảy ra dẫn điện như vậy gọi là " Plasma".
II.3.2 Đặc điểm:
Về phương diện vật lý, Plasma là chất khí đã phân hủy và ion hóa mạnh, tức là hỗn hợp của phân tử, nguyên tử, ion và điện tử theo một tỉ lệ nhất định.
- Một vật chất có trạng thái Plasma nếu động năng trung bình (W) của các phần tử hạt lớn hơn thế năng ion hóa (U) (bắt đầu) có sự phân hủy nguyên tử, điện tử tách ra từ hạt của nguyên tử, từ đó ion được cấu thành, nhưng nhỏ hơn 106eV. Plasma là hỗn hợp có n thành phần (ion, điện tử và phần tử trung tính).
- Gia công bằng tia Plasma là công nghệ dùng tia Plasma sinh ra từ hồ quang cháy giữa catod và anod (vật gia công đầu phun) hoặc bằng tia hồ quang Plasma.
II.3.3 Nguyên lý gia công:
Công nghệ cắt bằng tia plasma là một phương pháp gia công dùng dòng plasma có nhiệt độ từ 10.000 - 14.0000C để cắt kim loại bằng cách làm cho nóng chảy ngay tại vị trí điểm cắt và dùng áp lực của dòng khí để đẩy phần kim loại nóng chảy ra khỏi vị trí đó .
Mỏ cắt PAC (Plasma arc cutting) - cắt bằng hồ quang Plasma được thiết kế tương tự mỏ hàn hồ quang Plasma. Nguồn DC được sử dụng với điện cực Volfram nối vào cực âm. Hồ quang được duy trì giữa điện cực trong mỏ cắt và chi tiết gia công, được tạo ra bằng máy phát tần số cao. Khí dẫn được cấp nhiệt trước miệng lỗ, dòng plasma hồ quang sẽ giảm nổ nhờ van tiết lưu và phun qua miệng vòi với tốc độ cao. Kim loại nóng chảy từ dòng hồ quang bị thổi lệch ra xa bằng động năng của dòng khí.
Qui trình thao tác:
vMột tín hiệu được kích hoạt gởi tới nguồn điện áp DC. Tín hiệu này đồng thời kích hoạt điện áp mạch hở (OCV) và đưa dòng khí tới mỏ cắt.
vSau khi dòng khí ổn định, một mạch cao tầng được kích hoạt. Mạch cao tầng này bị phân nhỏ giữa điện cực và lỗ phun (vòi phun) bên trong mỏ cắt, dòng hồ quang là nguyên nhân làm cho dòng khí đi xuyên qua nó để hình thành các ion hóa.
vDòng khí dẫn điện này tạo ra một đường dẫn dòng giữa điện cực và vòi phun, và kết quả là hình thành một dòng hồ quang dẫn.
vKhi dòng hồ quang dẫn được đưa tới tiếp xúc với chi tiết gia công, nó sẽ tác động tới chi tiết gia công. Hồ quang plasma là tan chảy kim loại và một dòng khí với vận tốc cao sẽ đẩy phần kim loại nóng chảy ra.
II.4 Tiến bộ của phương pháp gia công bằng Plasma:
Với sự tiến bộ vượt bậc của các phương pháp gia công thì đòi hỏi qui trình gia công phải khép kín, phải an toàn cho người lao động, phải đảm bảo năng suất cũng như chất lượng của sản phẩm sau khi gia công.
Lúc ban đầu khi phát minh ra công nghệ cắt bằng hồ quang plasma thì chủ yếu là cắt bằng tay, nhưng năng suất không cao và chất lượng sản phẩm không tốt. Hiện nay với sự phát triển của công nghệ thông tin thì người ta ứng dụng công nghệ thông tin trong quá trình cắt CNC bằng hồ quang plasma.
Ngày nay, khi mà hầu hết các ngành công nghiệp sản xuất đòi hỏi phải đạt tiêu chuẩn ISO thì không ngừng phải cải tiến các công nghệ, đặc biệt là công nghệ cắt bằng hồ quang plasma.
II.5 Thị trường các máy gia công bằng hồ quang plasma trên thế giới:
Hiện nay trên thị trường có rất nhiều công ty chuyên chế tạo máy cắt plasma nổi tiếng như: Công ty ESAB, Công ty HYPERTHERM, Công ty MILLER, công ty KOMATSU….
Ví dụ: Công ty ESAB là công ty chuyên thiết kế chế tạo các máy hàn CNC, máy cắt CNC sử dụng công nghệ cắt plasma. (Hình 18)
Công ty Kaiser Hill: (Hình 19)
Công ty KOMATSU: (Hình 20)
II.6 So sánh công nghệ gia công bằng hồ quang plasma với các công nghệ khác:
II.6.1 Với công nghệ cắt bằng tia nước:
II.6.1.1 Nguyên lý gia công:
Cắt bằng tia nước (Water Jet Cutting - WJC) là một quá trình sử dụng tia nước với áp suất cao để gia công vật liệu. Vết cắt hoặc rãnh cắt có độ rộng xấp xỉ 1mm. Đường kính lỗ nhỏ nhất có thể cắt được là 1,5mm. Phương pháp này còn được gọi là gia công bằng thủy động lực học.
Đầu tiên nước từ thùng cấp nước đi qua bộ lọc và hòa trộn. Sau đó nhờ ống dẫn chất lỏng đi qua bộ khuyếch đại để tăng áp đến đầu phun. Tại đầu phun tia nước được phun ra mạnh hay yếu là nhờ van tiết lưu. Van này được điều khiển bởi một bộ điều khiển. Tia nước sau khi ra khỏi đầu phun có áp suất rất lớn (thường từ 100 - 400MPa), tốc độ tia nước từ 400 - 1000m/s. với áp suất này, khi tia nước chạm vào bề mặt vật liệu gia công nó tạo nên áp lực lớn hơn độ bền nén của vật liệu, bề mặt vật liệu bị nát ra và tia nước xuyên qua tạo thành vết cắt, cắt chi tiết gia công.
II.6.1.2 Các thông số công nghệ:
Các thông số quan trọng trong công nghệ gia công bằng tia nước gồm: khoãng cách gia công, đường kính lỗ vòi phun, áp suất nước và tốc độ cắt. Khoãng cách gia công là khoãng cách giữa đầu vòi phun và bề mặt gia công. Thông thường khoảng cách này là nhỏ để tia nước phân tán tới mức tối thiểu trước khi kịp đập vào bề mặt của vật liệu gia công và khoãng cách này thường là 3,2mm. Kích thước của lỗ vòi ảnh hưởng đến độ chính xác của quá trình cắt.
Vòi phun nhỏ được sử dụng trên những vật liệu mỏng. Đối với những vật liệu dày hơn thì cần có những tia phun dày hơn và với áp suất cao hơn. Tốc độ cắt thường vào thường được tự động hóa bằng hệ thống điều khiển lập trình CNC hay người máy công nghiệp. Phạm vi gia công: từ 1,6 - 305mm với độ chính xác là + 0.13mm.
II.6.1.3 Các ưu, nhược điểm và phạm vi ứng dụng:
vƯu điểm:
- Chất lượng vết cắt rất cao.
- Vết cắt có thể bắt đầu ở bất kỳ chỗ nào mà không cần khoan mồi trước và có thể cắt được các vật liệu cán mỏng.
- Có khả năng tự động hóa cao và ứng dụng vào tay máy, người máy.
- Chi phí thấp.
- Không có chất hóa học khi cắt bằng hạt mài.
- Có khả năng thích ứng với hệ thống CAD/CAM.
- Gia công đạt độ chính xác cao, bề mặt phẳng.
- Không ảnh hưởng nhiệt.
- Có thể cắt bất cứ vật liệu nào.
- Ít lãng phí chất thải sau khi gia công.
vNhược điểm:
- Tốc độ cắt thấp.
- Vật liệu gia công có thể bị oxy hóa và ăn mòn trên bề mặt chi tiết.
- Cần phải gia công lại bề mặt cắt.
- Môi trường làm việc có thể bị ẩm ướt cao hơn.
vPhạm vi ứng dụng:
- Gia công cắt: phương pháp gia công bằng tia nước được ứng dụng trong các ngành hàng không, thực phẩm, nghệ thuật đồ họa, công nghệ chế tạo máy,công nghiệp ôtô giày dép, cao su, đồ nhựa, gỗ…
- Làm sạch bề mặt trong ngành xây dựng và chế tạo máy: một số vật liệu được cắt bằng tia nước là: các tông, thảm, lie (làm nút chai), giấy, plastic, sản phẩm gỗ, lá kim loại mỏng, vật liệu composit…tùy loại vật liệu mà chiều dày cắt lên đến 25mm và có thể cao hơn. So với các phương pháp khác, cắt bằng tia nước có năng suất cao và sạch, nên nó cũng được dùng trong công nghệ thực phẩm để cắt và thái mỏng sản phẩm. Khi đó người ta sử dụng dung dịch lỏng là cồn, gluxêrin hoặc dầu ăn.
II.6.2 Cắt bằng tia nước có hạt mài (Abrasive Water Jet Cutting - AWJC):
II.6.2.1 Nguyên lý gia công:
Để tăng khả năng cắt bằng tia nước nhằm cắt các vật liệu cứng như: thép, thủy tinh,bê tông hay vật liệu composite,…người ta thêm vào tia nước những hạt mài. Vì thế phương pháp này được gọi là gia công bằng tia nước có hạt mài.
Nguyên lý của phương pháp này cũng giống như gia công tia nước nhưng khác là trong quá trình hình thành tia nước áp suất cao thì có thêm vào các hạt mài. Vận tốc cắt rất cao của dòng tia khi đi qua lỗ phun sẽ tạo chân không để hút các hạt mài từ ống chứa hạt mài, sau đó hạt mài sẽ được trộn với nước trong ống trộn. Việc cấp hạt mài trong quá trình gia công quyết định năng suất gia công.
Đối với công nghệ gia công tia nước có hạt mài, khi thêm những hạt mài vào tia nước sẽ làm phức tạp quá trình gia công vì phải bổ xung thêm một số các thông số và những thông số này phải được điều khiển. Những thông số thêm vào là: loại hạt mài, cỡ hạt và tốc độ dòng chảy. Các loại vật liệu hạt mài thường sử dụng là Al2O3, SiO2 và garnet, các cỡ hạt từ 60 - 100µm. Lượng mài được thêm vào trong tia nước xấp xỉ khoãng 0,3kg/phút sau khi thoát ra vòi phun.
Đường kính lỗ của vòi khoãng từ 0,25 - 0,63mm, sở dĩ kích cỡ hơn một chút so với gia công bằng tia nước là để có được tốc độ dòng chảy cao hơn và năng lượng nhiều hơn vì bên trong có chứa hạt mài. Áp suất trong gia công bằng tia nước có hạt mài cũng bằng với gia công bằng tia nước. Và khoãng cách cho phép phải ít hơn để giảm đến mức tối thiểu hiệu quả phân tán của chất lỏng cắt mà hiện giờ có chứa những hạt mài. Khoãng cách cho phép điển hình là khoãng ¼ hay ½ khoãng cách trong gia công tia nước.
II.6.2.2 Các thông số cơ bản và khả năng công nghệ:
vCác thông số cơ bản trong công nghệ gia công bằng tia nước có hạt mài là:
- Áp suất tia nước. (từ 20,000 - 60,000 psi hay 1300 - 4000 bar ).
- Đường kính tia nước.
- Tốc độ của dòng tia.
- Tốc độ nạp hạt mài.
- Tốc độ cắt. (tốc độ cắt càng lớn thì chất lượng bề mặt càng tốt).
vKhả năng công nghệ:
- Chiều rộng cắt điển hình là 0,030" và có thể lớn hơn.
- Tầm ảnh hưởng của dòng tia lên đến 8" đối với vật liệu cứng.
- Độ chính xác phụ thuộc vào loại máy được sử dụng.
Vì có sự khác biệt lớn về dung sai đạt được giữa các nhà sản xuất khác nhau, hầu hết sự thay đổi này đến từ sự khác biệt ở công nghệ điều khiển và một vài khác biệt về kết cấu máy.
II.6.2.3 Ưu, nhược điểm và phạm vi ứng dụng:
- Cắt được hầu như mọi vật liệu: thép tôi cứng, thép mềm, thép không rỉ, đồng, nhôm, thủy tinh, gốm….
- Có thể cắt các loại hình dáng khác nhau với chỉ một dụng cụ cắt.
- Cắt với một phạm vi bề dày lớn với dung sai hợp lý.
- Là phương pháp gia công không sinh nhiệt, vùng gia công không chịu tác động nhiệt.
- Độ nhám bề mặt tốt như các phương pháp gia công truyền thống khác.
- Lực cắt không đáng kể hoặc có rất ít, chi phí gia công thấp.
II.6.3 Với công nghệ cắt bằng tia Lazer:
II.6.3.1 Nguyên lý gia công:
Gia công chùm tia laser là quá trình xử lý nhiệt trong đó tia laser được dùng làm nóng chảy và bốc hơi vật liệu.
Máy tia lazer là máy cắt bằng tia sáng hoạt động theo chế độ xung. Năng lượng xung của nó không lớn, nhưng nó được hội tụ trong một chùm tia có đường kính khoảng 0,01 mm và phát ra trong khoảng thời gian một phần triệu giây tác động vào bề mặt chi tiết gia công, nung nóng, làm chảy và bốc hơi vật liệu.
Quá trình tác dụng của chùm tia laser vào vị trí gia công được chia ra các giai đoạn sau:
- Vật liệu gia công hút năng lượng của chùm tia laser và chuyển năng lượng này thành nhiệt năng.
- Đốt nóng vật liệu gia công tới nhiệt độ có thể phá hỏng vật liệu đó. Giai đoạn này ứng với quá trình truyền nhiệt trong vật rắn tuyệt đối bị giới hạn về một phía theo phương tác dụng của chùm tia kể từ bề mặt tác dụng..
- Phá hỏng vật liệu gia công và đẩy chúng ra khỏi vùng gia công. Giai đoạn này ứng với quá trình truyền nhiệt mà bề mặt tác dụng luôn luôn thay đổi theo phương tác dụng của chùm tia laser.
- Vật liệu gia công nguội dần sau khi chùm tia laser tác dụng xong.
II.6.3.2 Các thông số công nghệ và khả năng công nghệ:
vCác thông số công nghệ:
- Năng lượng và thời gian xung.
- Chiều dài sóng.
- Các đặc tính về nhiệt của phôi.
- Hệ số phản xạ và hệ số hấp thụ tia lazer.
- Công suất bức xạ lazer.
- Chiều dày cắt.
- Vận tốc cắt.
- Thời gian tác dụng.
vKhả năng công nghệ và phạm vi ứng dụng:
- Rất hiệu quả khi gia công các lỗ nhỏ.
- Gia công được các loại vật liệu như: kim loại, thạch anh, kim cương...
- Chiều sâu của lỗ có thể đạt 12,7mm.
- Có thể sử dụng công nghệ lazer trong quá trình hàn, khoan, cắt…
II.6.3.3 Ưu và nhược điểm:
vƯu điểm:
- Có khả năng cắt những đường cắt lớn, nhỏ và đòi hỏi độ chính xác cao.
- Vết cắt mỏng và có thể giữ cho nó không thay đổi.
- Tốc độ cắt cao.
- Chất lượng bề mặt cắt là tốt nhất mà không cần phải gia công lại.
- Không cần thay đổi dụng cụ và không mất thời gian ngừng máy.
- Giảm được các phế phẩm.
- Có thể trợ khí nhằm giảm được sự va đập mà có ảnh hưởng đến chất lượng bề mặt chi tiết.
- Thao tác một cách đơn giản.
- Vùng chiệu ảnh hưởng nhiệt thấp.
vNhược điểm:
- Chi phí cho máy cắt lazer rất cao.
- Cần có các loại khí hỗ trợ.
II.6.4 So sánh đặc tính kỹ thuật:
Các đặc tính kỹ thuật quan trọng trong công nghệ cắt vật liệu bằng các tia là:
- Chất lượng vết cắt, biên dạng và khe hở của vết cắt, chiều dày vật liệu có thể cắt, đặc tính đồng điều của vật liệu tùy thuộc vào phương pháp cắt.
- Tính chất ảnh hưởng nhiệt tùy thuộc vào phương pháp và thông số công nghệ.
- Kích thước, dung sai của chi tiết.
- Tính linh hoạt của thiết bị cắt, thiết bị lập trình và khả năng cắt theo biên dạng.
Bảng 1: So sánh tốc độ cắt và thời gian gia công
Bảng 2: So sánh độ nhám đạt được theo tiêu chuẩn
CHƯƠNG III
PHƯƠNG PHÁP NGHIÊN CỨU
vPhương pháp nghiên cứu:
Từ khi giới thiệu công nghệ cắt bằng hồ quang plasma đầu những năm 1950, với sự phát triển không ngừng qui trình này được sử dụng trong ngành sản xuất chế tạo phục vụ cho như cầu cắt thép tấm theo biên dạng từ đơn giản đến phức tạp. Mặc dù có thể thay thế công nghệ cắt này bằng nhiều công nghệ cắt tốt hơn tuy nhiên nó vẫn nhận được rất nhiều sự quan tâm của cộng đồng khoa học về bất kỳ khía cạnh nào của quá trình bao gồm sự phát sinh nhiệt từ hồ quang plasma, sự tác động của hồ quang đến vật liệu gia công, sự tan chảy của kim loại nóng chảy và sự điều khiển của quá trình công nghệ. Những phần việc cụ thể khác nhau được thực hiện trong nghiên cứu này được phân chia theo ba nhóm là:
+ Khảo sát.
+ Nghiên cứu phân tích.
+ Nghiên cứu thực nghiệm.
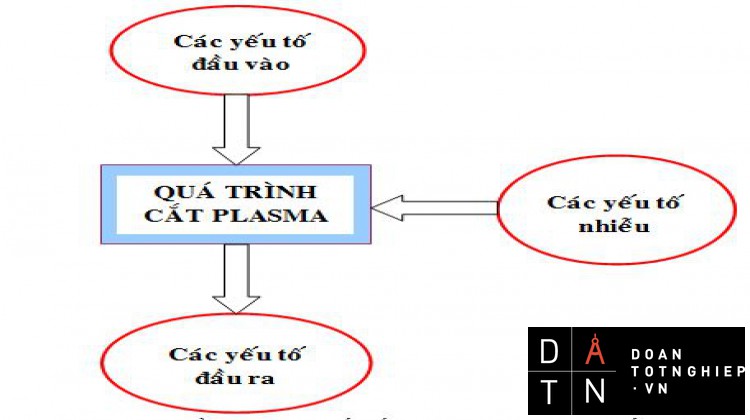
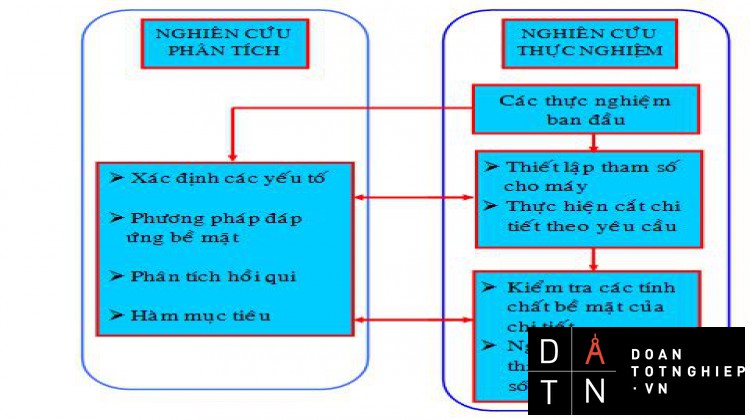
Những hoạt động này phụ thuộc lẫn nhau, sự nghiên cứu mang tính lý thuyết và tính thực nghiệm được thực hiện đồng thời theo sơ đồ sau:
III.1 Khảo sát:
Ở bước khảo sát này ta cần xác định đúng các các tố chính của quá trình cắt plasma để từ đó có thể giúp cho việc phân tích đúng các yếu tố ảnh hưởng đến quá trình cắt.
III.2 Nghiên cứu phân tích:
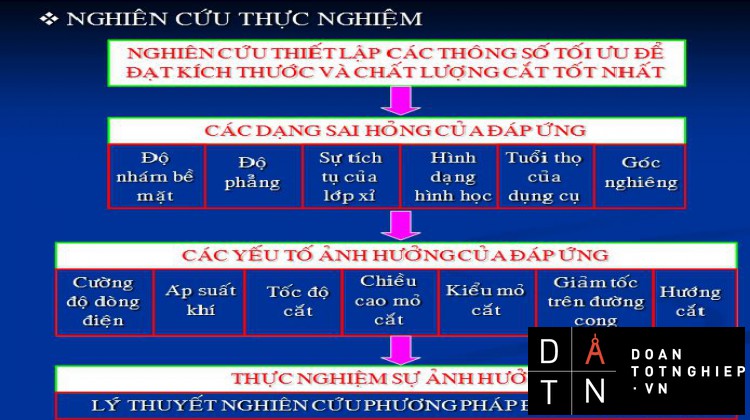
Nghiên cứu phân tích được xây dựng bằng cách dựa vào quá trình khảo sát để từ đó ta sẽ phân tích từng yếu tố cụ thể, biểu đồ này bao gồm tất cả các mục tiêu, những mục tiêu chung xuất hiện ở các yếu tố. Mục tiêu ở cấp độ đầu tiên được nghiên cứu là thích hợp cho việc thiết lập các thông số cho máy cắt để đạt chất lượng cắt tốt nhất, cũng như nâng cao năng suất.
III.2.1 Các yếu tố đầu vào:
Để nghiên cứu phân tích các yếu tố đầu vào ta cần tham khảo theo sổ tay hướng dẫn của từng loại máy cắt Plasma, từ đó ta xác định được các yếu tố đầu vào mà có ảnh hưởng đến chất lượng bề mặt cũng như độ chính xác của chi tiết gia công là:
vCác yếu tố do nguồn điện:
- Cường độ dòng điện hồ quang, Ip.
- Hiệu điện thế hồ quang, Up.
vCác tính chất của vật liệu gia công:
- Các đặc tính của vật liệu
- Bề dày của vật liệu, g.
vCác yếu tố khác:
- Loại khí sử dụng, Dgp.
- Tốc độ cắt, vt.
- Khoãng cách của mỏ cắt so với tấm kim loại, l.
- Vị trí của mỏ cắt tới tấm kim loại.
III.2.2 Các yếu tố nhiễu:
Các yếu này có ảnh hưởng rất lớn trong quá trình cắt và chỉ khi tiến hành thực nghiệm cắt mẫu thử ta mới biệt, các yếu tố này là:
- Sự biến đổi của cường độ dòng điện.
- Sai số của thiết bị.
- Độ sạch của các loại khí sử dụng.
III.2.3 Các yếu tố đầu ra:
Các yếu tố đầu ra được xác định dựa trên các đáp ứng của bề mặt chi tiết sau khi gia công, để từ đó ta có thể xác định được các yếu tố ảnh hưởng là:
- Độ nhám bề mặt được thể hiện trên chi tiết, Ra.
- Hình dáng hình học trên bề mặt.
- Vùng chịu ảnh hưởng nhiệt của quá trình cắt.
- Độ chính xác của chi tiết.
- Năng suất cắt.
- Độ rộng của vết cắt…
Cần phải xác định và kiểm soát được các yếu tố ảnh hưởng trên toàn vùng để xác định rõ mục tiêu cần đạt được. Việc xác định và kiểm soát các yếu tố ảnh hưởng dựa vào đáp ứng bề mặt trên chi tiết. Từ đó tiến hành thực nghiệm các yếu tố ảnh hưởng, thu thập và xử lý số liệu. Trong thực tế, trước hết để nghiên cứu lý thuyết kết hợp với các tài liệu liên quan và bằng phương pháp qui hoạch trực giao để tiến hành các thí nghiệm, do đó các yếu tố liên quan đến các yếu tố đầu ra được xác định. Các kết quả đã đạt được là dựa trên phương pháp đáp ứng bề mặt.
III.3 Nghiên cứu thực nghiệm:
Trong phần nghiên cứu thực nghiệm này, nhiều chi tiết được cắt thử. Thêm vào đó, khi nghiên cứu nhiều chi tiết thì số lần thực nghiệm nhiều để tìm ra qui trình cắt sao cho chất lượng bề mặt chi tiết là tốt nhất đảm bảo theo yêu cầu.
Những điều này bao gồm các thực nghiệm về sự biến đổi của các tham số máy ví dụ như: áp lực cắt, điện áp, chiều cao của đầu cắt… Lý do chính đối với nghiên cứu thực nghiệm là để phát hiện và xác định các yếu tố mà có ảnh hưởng nhất đến chất lượng chi tiết. Việc thiết lập chủ yếu đối với các yếu tố bên trong những thí nghiệm ở bước này được gán cho một yếu tố tại một thời điểm.
Nguyên tắc cơ bản của qui hoạch thực nghiệm là tốn ít thời gian nhất để nhận được thông tin nhiều nhất. Đó cũng chính là mục đích của qui hoạch thực nghiệm.
Trước đây, để nghiên cứu ảnh hưởng của các yếu tố công nghệ đến độ chính xác gia công hoặc chất lượng bề mặt người ta thường cố định các yếu tố và chỉ thay đổi một yếu tố, sau đó lại lần lượt làm các thí nghiệm tương tự đối với các yếu tố khác. Với cách làm này người ta phải thực hiện một số lượng thí nghiệm rất lớn và trong trường hợp có nhiều yếu tố ảnh hưởng thì kết quả nghiên cứu có độ tin cậy thấp.
Để khắc phục nhược điểm này người ta dùng phương pháp qui hoạch thực nghiệm. Phương pháp này cho phép nghiên cứu ảnh hưởng đồng thời của nhiều yếu tố công nghệ tới một chỉ tiêu nào đó của độ chính xác gia công, của chất lượng bề mặt hay của bất kỳ một tính chất nào khác.
Mục đích của qui hoạch thực nghiệm là xây dựng mô hình toán (phương trình hồi qui) biểu thị mối quan hệ giữa thông số đầu ra và các thông số đầu vào và từ mô hình toán học ấy có thể tối ưu hóa được các thông số đầu ra, có nghĩa là tối ưu hóa được nguyên công hay qui trình.
IV.1 Nhận dạng và phân loại các yếu tố:
Những nghiên cứu trước đó và những thực nghiệm ban đầu cho phép ta xác định các yếu tố thực nghiệm và cũng để tìm ra các thông số tối ưu nhằm đạt được chất lượng cắt tốt nhất. Với mục đích nghiên cứu này có nhiều yếu tố được chọn để tiến hành các thí nghiệm mới. Dựa trên những thực nghiệm ban đầu và sổ tay hướng dẫn của máy Plasma CAM, các biến sau đây là các yếu tố có ảnh hưởng nhất tới chất lượng của chi tiết:
+ Cường độ dòng điện Ip.
+ Áp suất khí.
+ Tốc độ cắt.
+ Chiều cao mỏ cắt.
+ Hình dạng mỏ cắt.
+ Biên dạng những đường cong.
+ Hướng cắt.
Sau đây ta sẽ xem xét, phân tích từng yếu tố cụ thể mà có ảnh hưởng đến chất lượng cũng như năng suất của qui trình cắt bằng hồ quang Plasma. Và được tham khảo từ nguồn " Thermal Dynamics 1 TorchTM Instruction Manual, 2007 ".
A: Cường độ dòng điện, Ip:
Yếu tố này quyết định hiệu quả kinh tế trong quá trình gia công bởi vì khi chọn đúng cường độ dòng điện thì ta giảm được hao phí làm điện cực (giảm đường kính âm thanh cực). Do đó khi chọn cường độ dòng điện ta phải dựa vào kích thước sơ bộ của cực âm hay đường kính miệng vòi phun của mỏ cắt plasma. Các thiết bị công nghiệp khác nhau làm việc ở dòng điện từ 70÷1000A tùy thuộc vào vật liệu và tốc độ cắt. Thiết bị cắt bằng tay sử dụng điện áp mạch hở 120÷200V, cường độ dòng điện 70÷100A và tốc độ cắt tương đối thấp.
Giá trị của Ip tùy thuộc vào:
- Các yếu tố hình học của tấm kim loại được cắt như:
+ b : bề rộng vết cắt.
+ s : chiều dày tấm kim loại.
- Tốc độ cắt, vt.
- Dòng khí thổi, Dgp.
- Sự hình thành Plasmatron.
B: Áp suất khí :
Áp suất khí đáp ứng hai mục đích cho máy cắt plasma. Mục đích chính là để cung cấp nguồn khí, để cung cấp nhiên liệu cho phản ứng plasma và mục đích thứ hai là dùng để thổi kim loại nóng chảy ra xa. Áp suất khí được xác định là yếu tố có ảnh hưởng đến chất lượng chi tiết. Sự kết hợp giữa phạm vi hoạt động và các yêu cầu về sự an toàn thí nghiệm được xác định để phục vụ cho nghiên cứu này thì chọn 3 mức là: 60 psi, 75 psi, 90 psi.
C: Tốc độ cắt:
Tốc độ cắt tùy thuộc vào chiều dày vật liệu gia công, tốc độ cắt là sự di chuyển của mỏ cắt theo 2 phương X-Y. Tốc độ cắt thay đổi tùy thuộc vào dạng vật liệu, bề dày tấm kim loại và nguồn cung cấp. Nếu bề dày lớp cắt nhỏ thì tốc độ cắt tăng lên và ngược lại. Khi tốc độ cắt giảm, lớp kim loại cắt tăng lên đây là đặc điểm quan trọng trong quá trình cắt gọt bằng hồ quang plasma. Khi gia công thép ít cacbon có bề dày lớp cắt là 1,5mm thì tốc độ cắt đạt tới 20mm/phút.
Khi cắt thép có chiều dày nhỏ hơn 75mm thì cắt bằng plasma nhanh hơn cắt bằng ôxy nhiên liệu, dưới 25mm thì nhanh hơn gấp 5 lần so với cắt bằng ôxy nhiên liệu. Tra trong sổ tay thì chọn 3 mức cho tốc độ cắt là: (~10 ipm), (~55 ipm), (~110 ipm ) ứng với 3 mức: thấp, cơ sở và cao.
D: Chiều cao mỏ cắt:
Việc điều chỉnh khoảng cách từ mỏ cắt đến chi tiết gia công rất quang trọng. Khoãng cách này từ 2÷5mm đối với các hỗn hợp khí và lớn hơn đối với dùng khí ôxy. Khoãng cách này quá lớn sẽ làm giảm chất lượng cắt và tăng lượng khí sử dụng. Khả năng có thể áp dụng đối với chiều cao mỏ cắt là 2 mm, 3 mm, 4 mm tương ứng với 3 mức.
|
E: Kiểu dụng cụ:
Kiểu dụng cụ có liên quan đến việc ứng dụng đối với qui trình cắt. Có nhiều đầu cắt khác nhau để lựa chọn tùy theo nguồn điện dùng để cắt. Và các dụng cụ có sẵn để thực hiện cho nghiên cứu này là: 40A tip (E_0), 60A tip (E_1), và 80A tip (E_2).
F: Giảm tốc theo biên dạng đường cong:
Máy cắt plasma có khả năng điều chỉnh tốc độ cắt giảm xuống khi mỏ cắt thực hiện qui trình cắt từ đường thẳng chuyển sang cung tròn, đường cong, đường tròn nhằm đảm bảo chất lượng bề mặt cắt tốt nhất. Nghĩa là khi cắt theo đường thẳng thì tốc độ cắt khác với cắt theo biên dạng cung tròn. Và vùng quan sát đối với biến này là từ 0 đến 4 (tra theo sổ tay Plasma CAM, 2001).
G: Hướng cắt:
Công nghệ cắt tự động bằng hồ quang plasma được sử dụng đối với quá trình cắt thép tấm, do đó hướng cắt hoàn toàn có thể được điều chỉnh và nó có thể thực hiện theo hai hướng cắt đó là hướng thẳng đứng (phương X - G_0 ) và hướng nằm ngang (phương Y- G_1). (Hình 33)
|
IV.2 Lựa chọn vùng thực nghiệm:
Sự tối ưu hóa đươc thực hiện bằng cách tiến hành nghiên cứu các điều kiện theo yêu cầu cho một sản phẩm, đó là yêu cầu cần phải đảm bảo chất lượng cắt tốt nhất. Đối với các yêu cầu này thì cần phải thực hiện nhiều thí nghiệm.
Có 7 yếu tố và 3 mức mà có khả năng ảnh hưởng đến độ chính xác cũng như chất lượng bề mặt sau khi cắt.
Bảng 4: Bảng tóm tắt các mức tự nhiên và khoãng biến thiên của các yếu tố:
|
Các yếu tố |
Ký hiệu mã hóa |
Các mức tự nhiên và mã hóa tương ứng |
||
|
Mức cao(+1) |
Mức cơ sở(0) |
Mức thấp(-1) |
||
|
Cường độ dòng điện(Amps) |
A |
80 |
60 |
40 |
|
Áp suất khí (psi) |
B |
90 |
75 |
60 |
|
Tốc độ cắt (mm/p) |
C |
2800 |
1400 |
260 |
|
Chiều cao mỏ cắt (mm) |
D |
4 |
3 |
2 |
|
Kiểu mỏ cắt |
E |
c |
b |
a |
|
Giảm tốc trên đường cong |
F |
4 |
2 |
0 |
|
Phương cắt |
G |
Phương (Y) |
- |
Phương (X) |
Sáu yếu tố ứng với 3 mức: mức thấp, mức cơ sở, mức cao và một yếu tố ứng với 2 mức: một theo phương Y, một theo phương X. Hàm đáp ứng bề mặt là cơ sở để lựa chọn, vì thế hàm này là cơ sở để điều chỉnh phương trình hồi qui mà các đáp ứng bề mặt có liên quan tới các mức của các yếu tố. Quá trình qui hoạch thực nghiệm được thực hiện lập lại 2 lần. Số lần thực nghiệm với đầy đủ các yếu tố là: 36 x 21 x 2(số lần lập) = 2916 lần. Phương pháp trực giao được sử dụng để giảm số lần thực nghiệm mà vẫn đạt được lượng thông tin tối đa và nó dễ dàng giúp cho ta giải thích được các kết quả của quá trình thực nghiệm.
Trong các phương pháp trực giao mảng, ta chọn kiểu trực giao L - 18 và số lần thí nghiệm tăng lên là để ước lượng hai yếu tố có sự tương tác với nhau. Như vậy, có tổng cộng 89 lần thí nghiệm được thực hiện (được trình bày trong phụ lục A).
Việc phối hợp các mức của các yếu tố được thực hiện trong nghiên cứu này. Trong quá trình giải thích các kết quả chúng ta chỉ quan tâm tới hai yếu tố mà có sự tương tác với nhau, còn các mức tương tác cao hơn thì rất khó giải thích và giả thiết rằng là không đáng kể. Có hai cách để phân tích việc thiếu dữ liệu là:
- Phân tích gần đúng: đối với dạng phân tích này, sự quan sát việc thiếu dữ liệu đã được ước lượng và việc phân tích phương sai được thực hiện với các dữ liệu thực. Sự sai số của bậc tự do được giảm trong mỗi một lần quan sát.
- Phân tích chính xác: ở dạng phân tích này, các giá trị được kết hợp đối với quá trình quan sát thì được tìm thấy từ việc giải phương trình và phân tích phương sai được thực hiện trong suốt quá trình kiểm tra hồi qui ở mức tiêu chuẩn ý nghĩa. Nghiên cứu này sử dụng phần mềm Minitab để loại trừ quá trình thiếu sự quan sát theo hàng và nó được đều chỉnh trong phương trình hồi qui.
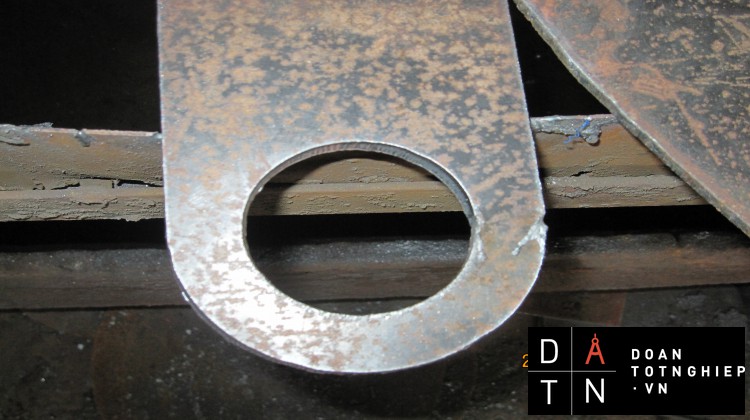
IV.2.1 Mẫu thực nghiệm:
+ Tấm thép cacbon thấp với bề dày 10mm được chọn để thực hiện cắt thử nghiệm, kích thước của chi tiết được cho như hình.
+ Đáp ứng độ nhám bề mặt: nhiều công nghệ mới đang được sử dụng để đánh giá chất lượng bề mặt. Chất lượng bề mặt khi gia công trên máy tự động thì tương ứng với các tín hiệu đầu ra mà thu được từ quá trình cắt, sự rung động, sự phát xạ âm thanh và nhiều phần tử cảm biến được lắp để theo dõi quá trình cắt.
|
IV.2.2 Thiết bị dùng để đo các đáp ứng bề mặt:
- Phương pháp đo: để đo độ nhám bề mặt, mỗi vùng của chi tiết được so sánh với các chi tiết cụ thể, để tìm những điểm giống nhất. Chất lượng bề mặt của mỗi chi tiết được đánh giá bởi 3 người đo và lấy giá trị trung bình của 3 người đo đó để cho việc tối ưu hóa tính toán.
- Công cụ để đo mức độ thay đổi bề mặt: kiểu đo mức độ thay đổi của bề mặt người ta sử dụng phương pháp đo độ phẳng của chi tiết. Công cụ này đưa ra giá trị và sự dao động trên bề mặt.
vDụng cụ để đo kích thước, đo độ nhám bề mặt, đo góc:
+ Thước kẹp đo bề dày: công cụ này được sử dụng để đo các kích thước của chi tiết, các kích thước được đo bằng cách có thể đọc theo hệ in hay hệ mét.
+ Dụng cụ đo độ nhám bề mặt: dụng cụ này được sử dụng để kiểm tra độ nhám của bề mặt chi tiết sau khi gia công.
IV.3 Các mô hình toán cho quá trình thực nghiệm:
IV.3.1 Phương pháp qui hoạch thực nghiệm:
IV.3.1.1 Giới thiệu:
Vào đầu những năm 1920 ở nước Anh, nhà kinh tế học thống kê người Anh R.A Fisher đã giới thiệu một phương pháp kỹ thuật thống kê mới có tên là Design of Experiment (DOE). Với kỹ thuật thống kê này, sự kết hợp toàn bộ các yếu tố ảnh hưởng đã được sắp xếp và được gán thành các biến nhằm mục đích nghiên cứu, phân tích đồng thời. Ông ta đã điều chỉnh và đưa ra dạng tiêu chuẩn hóa DOE trong nghiên cứu thực nghiệm của mình. Trong suốt thế chiến thứ II, Taguchi, một nhà khoa học người Nhật đã giới thiệu một kỹ thuật thống kê mới khác với tên gọi là Taguchi 's Approach. Sự khác biệt giữa hai phương pháp này là Taguchi sử dụng các nguyên tắc ứng dụng đặc biệt.
IV.3.1.2 Thực nghiệm yếu tố toàn phần:
Những thực nghiệm mà mọi tổ hợp các mức của các yếu tố đều được thực hiện để nghiên cứu gọi là thực nghiệm yếu tố toàn phần.
Ví dụ: Có k yếu tố và mỗi yếu tố có n mức thì số thí nghiệm phải thực hiện là:
N = nk
Nếu các thí nghiệm chỉ thực hiện ở 2 mức thì N = 2k, hai mức thường là hai giá trị biên của mỗi yếu tố được khảo sát. Nếu các điểm chọn làm thí nghiệm có một tâm đối xứng thì ta có phương án cấu trúc có tâm ( hình chữ nhật, hình vuông, hình hộp đứng…).
Và trong nghiên cứu này chúng ta có tất cả là 7 yếu tố, trong đó có 6 yếu tố ứng với 3 mức và 1 yếu tố có 2 mức. è N = 36 x 21 = 1458
IV.3.2 Qui hoạch thực nghiệm sử dụng phương pháp trực giao:
IV.3.2.1 Giới thiệu:
Mục đích của phần này nhằm giúp cho người đọc hiểu được các mô tả ngắn gọn về phương pháp ma trận trực giao. Phương pháp này hiệu quả và mang tính kinh tế. Nếu những ảnh hưởng của các yếu tố riêng lẻ được đưa ra dựa trên kết quả của nghiên cứu thì có thể dễ dàng để chọn trong việc kết hợp các yếu tố có ảnh hưởng nhất.
Và ký hiệu của phương pháp này là: L - a
Trong đó: L là ký hiệu kiểu trực giao và a là số lần thực nghiệm.
IV.3.2.2 Các tính chất (tiêu chuẩn ) đặc biệt của phương pháp trực giao:
Các tiêu chuẩn đặc biệt của phương pháp trực giao đã được chuẩn hóa nhằm mục đích là có thể áp dụng cho tất cả các lĩnh vực nghiên cứu như: sinh học, vật lý ứng dụng, chế tạo máy, điện tử… cách tìm những điều kiện tiến hành tối ưu hóa các quá trình phức tạp hoặc lập mô hình toán học chọn các thành phần tối ưu cho hệ nhiều thành phần.
Bảng 5: Bảng tiêu chuẩn trực giao
|
Orthogonal Array |
Number of Rows |
Maximum Number of Factors |
Maximum Number of Columns at These Levels |
|||
|
2 |
3 |
4 |
5 |
|||
|
L4 |
4 |
3 |
3 |
- |
- |
- |
|
L8 |
8 |
7 |
7 |
- |
- |
- |
|
L9 |
9 |
4 |
- |
4 |
- |
- |
|
L12 |
12 |
11 |
11 |
- |
- |
- |
|
L16 |
16 |
15 |
15 |
- |
- |
- |
|
L'16 |
16 |
5 |
- |
- |
5 |
- |
|
L18 |
18 |
8 |
1 |
7 |
- |
- |
|
L25 |
25 |
6 |
- |
- |
- |
6 |
|
L27 |
27 |
13 |
- |
13 |
- |
- |
|
L32 |
32 |
31 |
31 |
- |
- |
- |
|
L'32 |
32 |
10 |
1 |
- |
9 |
- |
|
L36 |
36 |
23 |
11 |
12 |
- |
- |
|
L'36 |
36 |
16 |
3 |
13 |
- |
- |
|
L50 |
50 |
12 |
1 |
- |
- |
11 |
|
L54 |
54 |
26 |
1 |
25 |
- |
- |
|
L64 |
64 |
63 |
63 |
- |
- |
- |
|
L'64 |
64 |
21 |
- |
- |
21 |
- |
|
L81 |
81 |
40 |
- |
40 |
- |
- |
Và trong nghiên cứu này tác giả chọn phương pháp trực giao L-18, trong đó ứng với 6 yếu tố có 3 mức và một yếu tố có 2 mức thì mảng trực giao sẽ là:
Bảng 6: Bảng ma trận qui hoạch
|
Experiment Number |
Variable Settings |
||||||
|
1(G) |
2(A) |
3(B) |
4(C) |
5(D) |
6(E) |
7(F) |
|
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
2 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
|
3 |
1 |
1 |
-1 |
-1 |
-1 |
-1 |
-1 |
|
4 |
1 |
0 |
1 |
1 |
0 |
0 |
-1 |
|
5 |
1 |
0 |
0 |
0 |
-1 |
-1 |
1 |
|
6 |
1 |
0 |
-1 |
-1 |
1 |
1 |
0 |
|
7 |
1 |
-1 |
1 |
0 |
1 |
-1 |
0 |
|
8 |
1 |
-1 |
0 |
-1 |
0 |
1 |
-1 |
|
9 |
1 |
-1 |
-1 |
1 |
-1 |
0 |
1 |
|
10 |
-1 |
1 |
1 |
-1 |
-1 |
0 |
0 |
|
11 |
-1 |
1 |
0 |
1 |
1 |
-1 |
-1 |
|
12 |
-1 |
1 |
-1 |
0 |
0 |
1 |
1 |
|
13 |
-1 |
0 |
1 |
0 |
-1 |
1 |
-1 |
|
14 |
-1 |
0 |
0 |
-1 |
1 |
0 |
1 |
|
15 |
-1 |
0 |
-1 |
1 |
0 |
-1 |
0 |
|
16 |
-1 |
-1 |
1 |
-1 |
0 |
-1 |
1 |
|
17 |
-1 |
-1 |
0 |
1 |
-1 |
1 |
0 |
|
18 |
-1 |
-1 |
-1 |
0 |
1 |
0 |
-1 |
IV.3.2.3 Các bước trong QHTN với phương pháp trực giao cấp hai:
+ Bước 1: Lựa chọn phương pháp trực giao mảng.
+ Bước 2: Sắp xếp các yếu tố theo các cột.
+ Bước 3: Mô tả thực nghiệm.
IV.3.3 Các mô hình toán:
Trong qui hoạch thực nghiệm (DOE), hiệu quả của quá trình là tính điều phối giữa kỹ thuật toán và kỹ thuật thống kê như: hồi qui, phân tích phương sai, tối ưu hóa phi tuyến và hàm mục tiêu nhằm giúp cho việc tối ưu hóa các đặc tính về chất lượng của sản phẩm có liên quan đến DOE. Phân tích phương sai giúp cho việc xác định các yếu tố ảnh hưởng đối với các hàm mục tiêu. Phương pháp hồi qui các đáp ứng bề mặt là sự phân loại các kỹ thuật thống kê và kỹ thuật toán có lợi cho phân tích thực nghiệm và mô hình toán mà sự thay đổi của các đáp ứng bề mặt có ảnh hưởng đến một vài biến độc lập. Việc khảo sát các mối quan hệ giữa một vài biến độc lập và một hoặc nhiều hơn các biến đáp ứng, biến đáp ứng có thể biểu diễn bằng đồ thị được xem như là một hàm của các biến điều chỉnh (hoặc các biến độc lập). Phương pháp đáp ứng bề mặt được áp dụng sao cho phù hợp giữa mô hình toán có được với mô hình toán mong muốn khi mà các biến ngẫu nhiên xuất hiện.
Hồi qui đáp ứng bề mặt có thể đúng với các mô hình tuyến tính và bậc hai để mô tả các đáp ứng dưới dạng các biến độc lập và sau đó nghiên cứu để thiết lập tốt nhất cho các biến này bằng cách thực hiện các bước tối ưu hóa. Phương pháp đáp ứng bề mặt được đưa ra để kiểm tra độ chính xác của chi tiết mẫu mà qua đó có thể điều chỉnh các biến của các hàm và các tham số khác.
Mục đích chính của nghiên cứu này là tìm ra các mức của các yếu tố để từ đó tối ưu hóa chất lượng cắt, chúng ta sử dụng kỹ thuật hồi qui đáp ứng bề mặt. Một số kỹ thuật thống kê và tính toán được đưa vào trong phương pháp đáp ứng bề mặt là phân tích phương sai (ANOVA) và hàm mục tiêu. Hơn nữa, khi có nhiều các đáp ứng cần phải tối ưu thì hàm mục tiêu được thiết lập. Hàm mục tiêu được thiết lập để xác định các thông số tối ưu cho quá trình cắt bằng hồ quang plasma.
Qui hoạch thực nghiệm trực giao cho phép xây dựng mô hình toán học biểu thị quan hệ phụ thuộc giữa thông số đầu ra và các thông số đầu vào. Mô hình toán học này có thể được viết dưới dạng:
(1)
Phương trình (1) được gọi là phương trình hồi qui.
Trong đó: b - là hệ số của phương trình hồi qui.
X - là biến số của phương trình hồi qui.
Từ đó có thể xác định được các hệ số của phương trình hồi qui theo các công thức sau:
gọi là hệ số của biến ảo với giá trị X0 = 1.
gọi là hệ số hiệu ứng tuyến tính.
gọi là hệ số của hiệu ứng tương tác.
Trong phương trình hồi qui có thể tồn tại một số hệ số không có nghĩa (có giá trị quá nhỏ). Vì vậy, để xác định xem hệ số có nghĩa hay không ta cần phải tính phương sai Sb2 theo công thức:
với
Hệ số b (b0, b1, b2, b3,…) có nghĩa khi . Ở đây: t là chỉ tiêu Student được xác định tùy thuộc vào số lượng thí nghiệm N.
IV.3.3.1 Kiểm định sự tương thích của phương trình hồi qui:
Sau khi xác định được phương trình hồi qui cần kiểm tra sự tương thích của PTHQ với thực nghiệm được thực hiện nhờ tiêu chuẩn Fisher.
với Sag2 - phương sai có nghĩa của phương trình hồi qui và được tính theo công thức:
Ở đây: yjtn, yjtt - là giá trị thực nghiệm và giá trị tính toán của phương trình hồi qui ở thí nghiệm thứ j:
N - số lượng thí nghiệm;
B - số hệ số của phương trình hồi qui.
Phương trình hồi qui có nghĩa khi Fb ≤ Ft (Ft là giá trị của chỉ tiêu Fisher)
Nếu F tính được nhỏ hơn giá trị tra bảng F1-p(f1,f2) với mức ý nghĩa p.
Trong đó f1 = ftt phương trình tính toán, f2 = ftn phương trình thực nghiệm. IV.3.3.2 Kiểm định ý nghĩa của các hệ số hồi qui:
Việc kiểm định ý nghĩa của các hệ số hồi qui được thực hiện theo tiêu chuẩn Student:
Trong đó: bj - hệ số thứ j trong phương trình hồi qui
- độ lệch quân phương của hệ số thứ j.
Nếu tj > tp(f) thì hệ số bj khác đáng kể với không, ảnh hưởng của yếu tố Xj có ý nghĩa đối với việc làm thay đổi thông số tối ưu, do đó hệ số bj được giữ lại trong phương trình hồi qui. Nếu tj < tp(f) thì bj bị loại khỏi phương trình hồi qui (với p - mức ý nghĩa, f - bậc tự do tái hiện).
Đề xuất cho phương pháp mới này là xác định được các yếu tố ảnh hưởng đến quá trình cắt để từ đó thiết lập các thông số tối ưu.
+ Thứ nhất: các yếu tố mà được liệt kê có ý nghĩa quan trọng dựa trên chất lượng bề mặt cần được xác định rõ.
+ Thứ hai: các thực nghiệm được tiến hành bằng cách áp dụng phương pháp DOE và các thực nghiệm yêu cầu cần phải được thực hiện.
+ Thứ ba: xác định được các đặc tính quan trọng của chất lượng bề mặt và tiến hành đo các đáp ứng đó một cách độc lập.
+ Thứ tư: phân tích hồi qui để nhận biết các yếu tố thống kê đơn hình và mô hình hồi qui.
+ Cuối cùng là thiết lập thông số tối ưu thông qua các hàm mục tiêu.
.............
CHƯƠNG VI
KẾT LUẬN VÀ KIẾN NGHỊ
VI.1. Những vấn đề đạt được:
VI.1.1 Về phần lý thuyết:
- Tìm hiểu được lịch sử phát triển của công nghệ cắt bằng hồ quang plasma.
- Nghiên cứu công nghệ plasma được cắt dưới nước.
- Nghiên cứu phương pháp đạt độ chính xác gia công bằng thực nghiệm.
- Xây dựng được phương trình tính toán được viết trên phần mêm Minitab 15 giúp cho chúng ta tìm được phương trình hồi qui bằng phương pháp trực giao một cách nhanh chóng.
VI.1.2 Về phần thực nghiệm:
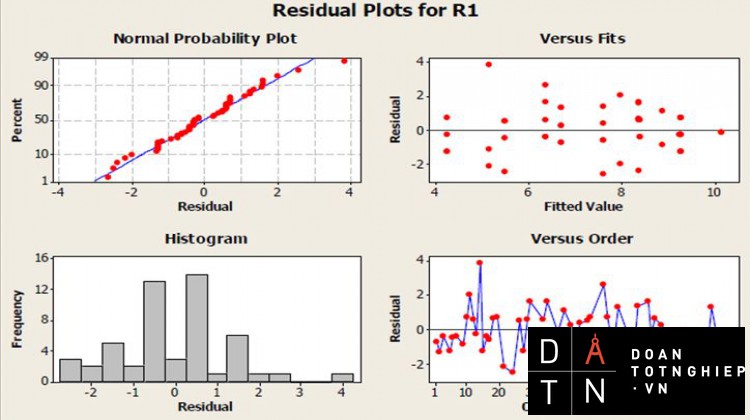
Sau khi tiến hành cắt trên tấm thép C45, em đã xây dựng được phương trình hồi qui thực nghiệm cho thấy mối quan hệ và sự ảnh hưởng của các thông số mà có ảnh hưởng đến chất lượng bề mặt.
Qua thực nghiệm cho ta thấy dụng cụ máy cắt plasma chế tạo theo công nghệ cắt với khí ôxy mang lại năng suất gần gấp đôi khi gia công cùng một loại vật liệu so với các công nghệ cắt khắc. Qua đó khẳng định được tính ưu việt của công nghệ này.
Thiết lập được phương trình tính độ nhám bề mặt khi gia công bằng hồ quang plasma dùng để cắt thép tấm C45.
VI.2. Kiến nghị về hướng phát triển của đề tài:
Theo em đây là một đề tài rất thú vị cần được phát triển ở mức độ cao hơn.
Qua đề tài này em đã tìm ra được phương trình thể hiện mối quan hệ giữa độ nhám và các thông số công nghệ. Tuy nhiên phương trình này bị hạn chế vì chỉ đúng trong điều kiện gia công cụ thể là gia công trên vật liệu thép C45.
Do đó đề tài này chỉ mang tính gợi mở một phương pháp khảo sát ảnh hưởng của chế độ cắt đến chất lượng bề mặt. Từ đó ta có thể tổng quát hoá bằng cách trong dạng sản xuất hàng loạt vừa và hàng khối thì ta có thể tiến hành > 20 thí nghiệm trên một máy điển hình của nhà máy. Sau đó thông qua phần mềm tính toán đã được trình bày ở trên chúng ta có thể xác định được phương trình hồi quy trong điều kiện gia công cụ thể. Thông qua phương trình đó chúng ta có thể xác định được vùng gia công tối ưu.
Theo em chúng ta nên tiến hành mở rộng đối tượng thí nghiệm ra ở một mức độ lớn hơn, đó là gia công trên nhiều loại vật liệu khác nhau và nhiều máy khác nhau. Sau đó ta tìm được phương trình hồi quy thực nghiệm ứng với từng trường hợp cụ thể và có thể đưa nó vào sổ tay công nghệ phục vụ cho quá trình sản xuất. Bởi vì trong điều kiện nền khoa học kỹ thuật phát triển như hiện nay thì việc tìm ra một phương pháp tính như đề tài này là một việc làm thiết thực.
TÀI LIỆU THAM KHẢO
[1]. PGS.TS TRƯƠNG NGỌC THỤC - Các phương pháp gia công mới (1995).
[2]. PGS.TS PHẠM NGỌC TUẤN - Toàn tập các phương pháp gia công đặc biệt (2007)- Nhà Xuất bản Đại Học Quốc Gia TP.HCM.
[3]. PHAN TẤN TIẾN, PHAN HOÀNG LONG - Các phương pháp gia công đặc biệt - ĐHBK TPHCM.
[4]. PGS.TS TRẦN VĂN ĐỊCH - Nghiên cứu độ chính xác gia công bằng thực nghiệm - Nhà xuất bản khoa học và kỹ thuật.
[5]. Nguyễn Cảnh - Qui Hoạch Thực Nghiệm - Nhà Xuất bản Đại Học Quốc Gia TP.HCM.
[6]. Nguyễn Văn Hoàng - Hướng dẫn sử dụng phần mềm MiniTab 15- Nhà xuất bản thống kê.
[7]. Hoàng Trọng, Chu nguyễn Mộng Ngọc - Phân tích dữ liệu nghiên cứu với SPSS - Nhà xuất bản thống kê.
[8]. Michal Hatala, Robert Cep, CZECH REPUBLIC, "Parameters influence on cross size of cut rift at Plasma Arc Cutting".
[9]. I.Samardzic, A. Stoic, S. Klaric, J. Pavic, CROATIA, "Posibilities of cost effective plasma cutting application".
[10]. A. Iosub, Gh. Nagit, F. Negoescu, ROMANIA,"Plasma cutting of Composite Materials".
[11]. S.M llii, L. Apetrei, I. Carp, ROMANIA,"Consideration concerning plasma arc cutting machining".
[12]. Valerian A Nemchinsky, USA,"Plasma flow in a nozzle during plasma arc cutting".
[13]. S. Ramakrishnan, V. Shrinet, F.B. Polivka, T.N.Kearny, P. Koltun, Anstralia, "Influence of gas composition on plasma arc cutting of mild steel".
[14]. S. Ramakrishnan, M.W.Rogozinski, Australia,"Properties of electric arc plasma for metal cutting".
[15]. Byron L.Bemis, Gary S.Settles, USA, "Visualization of liquid metal, arc, and jet interactions in plasma cutting of steel sheet".
[16]. Philippe Teulet, FRANCE, "Thermal plasma cutting Arc - material interaction and plasma jet characterisation".
[17]. Catherine Wandera, FINLAND, "Lazer cutting of austenitic stainless steel with a high quality lazer beam".
[18]. Ranjit Roy, USA - A Primer on the Taguchi Method.
[19]. SHALOM ELIEZER - YAFFA ELIEZER, ISRAEL - The Fourth State of Matter an Introduction to plasma science (2001).
[20]. Web site: http://www.Hypertherm/history_of_plasma_cutting.html.
[21]. Web site: http://www.gigapedia.org
[22]. Web site: http://www.wikipedia.org
[23]. Web site: http://www.Hypertherm.com
[24]. Web site: http://www.esab.com
[25]. Web site: http://www.miller.com