LUẬN VĂN THẠC SĨ Tối ưu hóa quá trình phân tích mô phỏng ép phun sản phẩm nhựa bẳng pp quy hoạch thực nghiệm
NỘI DUNG ĐỒ ÁN
Mô phỏng ép phun sản phẩm nhựa bẳng pp quy hoạch thực nghiệm
TÓM TẮT
Một trong nh ng mục tiêu chính của công nghệ ép phun là nâng cao chất lượng của sản phẩm nhựa đồng thời r t ng n chu kỳ ra sản phẩm, giảm chi phí sản xuất. Việc xác định các thông số quá trình ép phun tối ưu c ảnh hưởng rất lớn đến năng suất, chất lượng và chi phí sản xuất của ngành công nghiệp khuôn nhựa.
Vì vậy, nhằm nâng cao chất lượng sản phẩm nhựa bằng cách tối ưu h a các thông số ép phun ứng dụng phương pháp quy hoạch thực nghiệm, đê tài “Tối ưu h a quá trình phân tích mô ph ng ép phun sản phẩm nhựa bằng phương pháp quy hoạch thực nghiệm” được thực hiện tại Trường Đại học Sư phạm kỹ thuật Tp. Hồ Chí Minh.
Đ tài tiến hành việc phân tích mô ph ng và thực nghiệm ép phun sản phẩm nhựa thành m ng với các thông số ép khác nhau. Thực nghiệm tìm ra được bộ thông số ép phun tối ưu đ sản phẩm c sai lệch kích thước không theo hướng dòng chảy (non-flow) là thấp nhất. Đ tài đưa ra được bộ thông số ép tối ưu cho sản phẩm thành m ng dạng mặt trên của bộ đi u khi n trình chiếu. Từ đ tiến hành đánh giá kết quả mô ph ng tương ứng đ tìm ra các thông số ứng với bộ thông số ép phun tối ưu thực tế. Trên cơ sở đ , đ tài đ xuất phương án mô ph ng với các thông số khác nhau, bộ thông số nào c kết quả tương ứng với bộ thông số ép tối ưu được đ xuất thực hiện.
ABSTRACT
One of the main objectives of the injection molding technology is to improve the quality of plastic products and shorten product cycles, reduce production costs. The determination of the optimal parameters of injection molding process has a great influence on productivity, quality and cost of production of plastic mold industry.
Therefore, in order to improve the quality of plastic products by optimizing the parameters of injection molding applications experimental planning method, the project "Optimization the simulation analysis of an injection molding plastic product by design of experiments" is implemented at Ho Chi Minh university of Technology and Education.
The project have completed the analysis and experimental simulation of a thin-walled injection molding plastic product with different injection molding parameters. Experimenting to find out the optimal injection molding parameters (the optimal set) for the non-flow dimension error is lowest. Then evaluating simulation results corresponding to the parameters corresponding to the optimum parameters of the actual injection. As a result, this project propose the simulation plans with different parameters, the parameters that correspond to the optimal set are recommend to implement.
TRANG TỰA
QUYẾT ĐỊNH GIAO ĐỀ TÀI
MỤC LỤC
LÝ LỊCH KHOA HỌC...............................................................................................i LỜI CAM ĐOAN .......................................................................................................ii LỜI CẢM ƠN ........................................................................................................... iii TÓM TẮT ..................................................................................................................iv MỤC LỤC ..................................................................................................................vi DANH SÁCH CÁC CHỮ VIẾT TẮT ....................................................................xii DANH SÁCH CÁC HÌNH..................................................................................... xiii DANH SÁCH CÁC BẢNG.................................................................................. xviii DANH SÁCH CÁC BIỂU ĐỒ ................................................................................xx Chương 1 TỔNG QUAN ...........................................................................................1
1.1 TỔNG QUAN VỀ ÉP PHUN SẢN PHẨM NHỰA .................................1
1.1.1 Hi u sơ lược v công nghệ ép phun ..................................................8
1.1.2 Cấu tạo máy ép phun .........................................................................8
1.1.2.1 Hệ thống kẹp ..........................................................................9
1.1.2.1.1 Đặc đi m hệ thống kẹp ..............................................9
1.1.2.1.2 Chức năng và cấu tạo hệ thống kẹp ...........................9
1.1.2.2 Hệ thống khuôn...................................................................10
1.1.2.3 Hệ thống phun......................................................................11
1.1.2.3.1 Phễu cấp liệu (hopper) .............................................11
1.1.2.3.2 Khoang chứa liệu (barrel) ........................................11
1.1.2.3.3 Các băng gia nhiệt (heater band) .............................11
1.1.2.3.4 Trục vít (screw)........................................................11
1.1.2.3.5 ộ hồi tự hở (non-return assembly) ........................12
1.1.2.3.6 Vòi phun (Nozzle) ...................................................12
1.1.2.4 Hệ thống đi u khi n............................................................13
1.1.2.5 Hệ thống hỗ trợ ép phun ......................................................14
1.1.2.5.1 Thân máy (Frame) ...................................................14
1.1.2.5.2 Hệ thống thủy lực (Hydraulic system) ....................14
1.1.2.5.3 Hệ thống điện ...........................................................14
1.1.2.5.4 Hệ thống làm nguội .................................................15
1.1.3 Cấu tạo khuôn ..................................................................................15
1.1.3.1 Giới thiệu v khuôn .............................................................15
1.1.3.2 Cấu tạo khuôn đơn giản gồm các bộ phận ..........................16
1.1.4 Nguyên lý hoạt động của máy ép phun ...........................................16
1.1.5 Phân loại máy ép phun ....................................................................17
1.1.5.1 Phân loại theo cấu tr c.........................................................17
1.1.5.2 Phân loại theo quá trình phát tri n. .....................................18
1.1.6 u, nhược đi m của công nghệ ép phun.........................................18
1.1.6.1 u đi m ...............................................................................18
1.1.6.2 Nhược đi m..........................................................................18
1.2 KẾT QUẢ NGHIÊN CỨU TRÊN THẾ GIỚI VÀ VIỆT NAM ..........18
1.2.1 Trên thế giới.....................................................................................18
1.2.2 Tại Việt Nam ...................................................................................19
1.2.3 Tính cấp thiết của đ tài...................................................................20
1.2.4 Ý nghĩa khoa học và thực tiễn của đ tài ........................................20
1.2.4.1 Ý nghĩa khoa học .................................................................20
1.2.4.2 Ý nghĩa thực tiễn..................................................................20
1.2.5 Mục đích của đ tài..........................................................................20
1.2.6 Đối tượng nghiên cứu ......................................................................20
1.2.7 Nhiệm vụ của đ tài và giới hạn đ tài ............................................21
1.2.7.1 Nhiệm vụ của đ tài .............................................................21
1.2.7.2 Giới hạn đ tài......................................................................21
1.2.8 Phương pháp nghiên cứu .................................................................21
Chương 2 CƠ SỞ LÝ THUYẾT .............................................................................22
2.1 THIẾT KẾ SẢN PHẨM ...........................................................................22
2.1.1 Giới thiệu chi tiết .............................................................................22
2.1.2 Các bước thiết kế sản phẩm.............................................................22
2.1.3 Đặc tính vật liệu, khối lượng, th tích sản phẩm ............................24
2.1.3.1 Đặc tính vật liệu chế tạo ......................................................24
2.1.3.2 Khối lượng và th tích .........................................................24
2.1.3.3 G c thoát khuôn của sản phẩm............................................25
2.2 THIẾT KẾ BỘ KHUÔN...........................................................................25
2.2.1 Tính số lòng khuôn ..........................................................................25
2.2.2 Thiết kế khuôn .................................................................................25
2.2.2.1 Tạo mặt phân khuôn cho chi tiết .........................................25
2.2.2.2 Các bước cơ bản tách khuôn ...............................................26
2.3 CHẾ TẠO BỘ KHUÔN............................................................................28
2.3.1 Hệ thống kênh d n nhựa ..................................................................28
2.3.1.1 Miệng phun ..........................................................................28
2.3.1.2 Kênh d n ..............................................................................29
2.3.1.3 Cuống phun ..........................................................................30
2.3.2 Hệ thống d n hướng ........................................................................31
2.3.2.1 Trục d n hướng....................................................................32
2.3.2.2 ạc d n hướng .....................................................................32
2.3.3 Hệ thống đẩy ....................................................................................33
2.3.3.1 Tấm đẩy ...............................................................................33
2.3.3.2 Tấm đ .................................................................................34
2.3.3.3 Tấm gi ................................................................................34
2.3.3.4 Ty lõi ....................................................................................35
2.3.3.5 Chốt d n hướng....................................................................35
2.3.3.6 Lò xo ....................................................................................36
2.3.3.7 Bulong ..................................................................................36
2.3.4 Hai tấm kẹp ......................................................................................37
2.3.4.1 Tấm kẹp trên ........................................................................38
2.3.4.2 Tấm kẹp dưới .......................................................................38
2.3.5 Vòng định vị ....................................................................................39
2.3.6 ạc cuống phun ...............................................................................39
2.3.7 Khối chèn vào tại kênh d n và miệng phun (Gate AL và Gate
POM).........................................................................................................40
2.3.7.1 Gate AL................................................................................40
2.3.7.2 Gate POM ............................................................................41
2.3.8 ộ khuôn sau khi l p ráp .................................................................41
2.3.9 Gá khuôn lên máy ...................................................................42
2.3.10 Thiết kế hai gối đ ................................................................42
2.3.11 ộ khuôn hoàn chỉnh ............................................................43
2.4 QUÁ TRÌNH ÉP ........................................................................................43
2.4.1 Giới thiệu v máy ép được s dụng ................................................43
2.4.2 Thiết lập thông số máy ép ...............................................................45
2.4.2.1 Vận tốc phun nhựa ...............................................................45
2.4.2.2 Vận tốc quay trục vít đ lấy nhựa........................................45
2.4.2.3 Áp suất kẹp khuôn ...............................................................45
2.4.2.4 Nhiệt độ sấy của nhựa..........................................................45
2.4.3 Ép sản phẩm.....................................................................................45
2.4.3.1 Nhiệt độ 1800C, áp suất 75 bar ............................................45
2.4.3.2 Nhiệt độ 1900C, áp suất 55 bar ............................................45
2.4.3.3 Nhiệt độ 1900C, áp suất 75 bar ............................................46
2.4.3.4 Nhiệt độ 1950C, áp suất 55 bar ............................................46
2.4.3.5 Nhiệt độ 2000C, áp suất 55 bar ............................................46
2.4.3.6 Nhiệt độ 2000C, áp suất 75 bar ............................................47
2.4.3.7 Nhiệt độ 2050C, áp suất 45 bar ............................................47
2.4.3.8 Nhiệt độ 2050C, áp suất 55 bar ............................................47
2.4.3.9 Nhiệt độ 2050C, áp suất 60 bar ............................................48
2.4.3.10 Nhiệt độ 2050C, áp suất 65 bar ..........................................48
2.4.3.11 Nhiệt độ 2050C, áp suất 70 bar ..........................................48
2.4.3.12 Nhiệt độ 2050C, áp suất 75 bar ..........................................49
2.4.3.13 Nhiệt độ 2150C, áp suất 50 bar ..........................................49
2.4.3.14 Nhiệt độ 2150C, áp suất 55 bar ..........................................49
2.4.3.15 Nhiệt độ 2150C, áp suất 75 bar ..........................................50
2.4.3.16 Nhiệt độ 2150C, áp suất 80 bar ..........................................50
Chương 3 ĐÁNH GIÁ SỰ ẢNH HƯỞNG CỦA NHIỆT ĐỘ, ÁP SUẤT ĐẾN ĐỘ CHÍNH XÁC CỦA CHI TIẾT.........................................................................51
3.1 CÁC VẤN ĐỀ CẦN GIẢI QUYẾT .........................................................51
3.2 ẢNH HƯỞNG CỦA NHIỆT ĐỘ ĐẾN ĐỘ CHÍNH XÁC CỦA CHI TIẾT ...........................................................................................................................51
3.2.1 Áp suất 55 ar .................................................................................51
3.2.2 Áp suất 75 ar .................................................................................55
3.3 ẢNH HƯỞNG CỦA ÁP SUẤT ĐẾN SỰ CHÍNH XÁC CỦA CHI TIẾT ...........................................................................................................................57
3.3.1 Xét ở nhiệt độ 2000C .......................................................................57
3.3.2 Xét ở nhiệt độ 2050C .......................................................................58
3.3.3 Xét ở nhiệt độ 2150C .......................................................................60
3.4. TÌM NHIỆT ĐỘ VÀ ÁP SUẤT CÓ SAI LỆCH KÍCH THƯỚC NHỎ NHẤT.........................................................................................................................61
3.5 Tìm phương trình hồi quy ........................................................................64
3.5.1 Tại khoảng cách 40 mm ..................................................................64
3.5.2 Tại khoảng cách 60 mm ..................................................................64
3.5.3 Tại khoảng cách 80 mm ..................................................................64
3.5.4 Tại khoảng cách 100 mm ................................................................65
3.6 NHẬN XÉT KẾT QUẢ XỬ LÝ SỐ LIỆU .............................................65
3.6.1 Sự ảnh hưởng của nhiệt độ đến độ chính xác của chi tiết...............65
3.6.2 Sự ảnh hưởng của áp suất đến độ chính xác của chi tiết ................65
3.6.3 Giá trị nhiệt độ và áp suất mà kích thước c sai lệch thấp nhất .....65
Chương 4 KẾT QUẢ PHÂN TÍCH SẢN PHẨM BẰNG PHẦN MỀM
MOLDFLOW 2013 ..................................................................................................66
4.1 CHỌN CÁC THÔNG SỐ ĐẦU VÀO .....................................................66
4.2 PHÂN TÍCH MÔ PHỎNG SẢN PHẨM ................................................68
4.2.1 Nhiệt độ gia công là 1900C, áp suất 55 bar .....................................68
4.2.2 Nhiệt độ gia công là 1950C, áp suất 55 bar .....................................71
4.2.3 Nhiệt độ gia công là 2000C, áp suất 55 bar .....................................72
4.2.4 Nhiệt độ gia công là 2050C, áp suất 55 bar .....................................73
4.2.5 Nhiệt độ gia công là 2150C, áp suất 55 bar .....................................74
4.2.6 Nhiệt độ gia công là 1800C, áp suất 75 bar .....................................75
4.2.7 Nhiệt độ gia công là 1900C, áp suất 75 bar .....................................76
4.2.8 Nhiệt độ gia công là 2000C, áp suất 75 bar .....................................77
4.2.9 Nhiệt độ gia công là 2050C, áp suất 75 bar .....................................78
4.2.10 Nhiệt độ gia công là 2150C, áp suất 75 bar ...................................79
4.2.11 Nhiệt độ gia công là 2050C, áp suất 45 bar ...................................80
4.2.12 Nhiệt độ gia công là 2050C, áp suất 60 bar ...................................81
4.2.13 Nhiệt độ gia công là 2050C, áp suất 65 bar ...................................82
4.2.14 Nhiệt độ gia công là 2050C, áp suất 70 bar ...................................83
4.2.15 Nhiệt độ gia công là 2150C, áp suất 50 bar ...................................84
4.2.16 Nhiệt độ gia công là 2150C, áp suất 80 bar ...................................85
4.3 KẾT QUẢ PHÂN TÍCH MÔ PHỎNG ...................................................86
Chương 5 KẾT LUẬN .............................................................................................87
5.1 ẢNH HƯỞNG CỦA NHIỆT ĐỘ VÀ ÁP SUẤT ĐẾN KÍCH THƯỚC SẢN PHẨM ...............................................................................................................87
5.2 KẾT QUẢ PHÂN TÍCH MÔ PHỎNG BẰNG PHẦN MỀM SO VỚI SẢN PHẨM THỰC TẾ ...........................................................................................87
TÀI LIỆU THAM KHẢO .......................................................................................88
DANH SÁCH CÁC CHỮ VIẾT TẮT
CAE: Computer Aided Engineering
PP: Polypropylen
PE: Polyetylen
HDPE: Hight Density Polyetylen
PS: Polystyrene
ABS: Acrylonitil Butadien Styren
DANH SÁCH CÁC HÌNH
Hình 1.1 Tỉ số S/N với nhiệt độ nhựa (ºC)...................................................................6
Hình 1.2 Tỉ số S/N với áp suất phun ............................................................................7
Hình 1.3 Tỉ số S/N với với áp suất đ ng khuôn ..........................................................7
Hình 1.4 Tỉ số S/N với thời gian gi ............................................................................7
Hình 1.5 Sản phẩm ép phun [3] ...................................................................................8
Hình 1.6 Máy ép phun [1] ............................................................................................9
Hình 1.7 Cụm đẩy của máy [1] ....................................................................................9
Hình 1.8 Cụm kìm [1] ................................................................................................10
Hình 1.9 Hệ thống phun [1] .......................................................................................11
Hình 1.10 Cấu tạo trục vít [1] ....................................................................................12
Hình 1.11 Vòi phun [1] ..............................................................................................13
Hình 1.12 Hệ thống đi u khi n [1] ............................................................................13
Hình 1.13 Hệ thống hỗ trợ ép phun [1] ......................................................................14
Hình 1.14 Cấu tạo bộ khuôn [2].................................................................................16
Hình 1.15 Nguyên lý hoạt động của máy ép phun [1]...............................................17
Hình 1.16 V hộp máy quay camera [11]..................................................................19
Hình 2.1 Chi tiết .........................................................................................................22
Hình 2.2 ản v chi tiết..............................................................................................22
Hình 2.3 Lệnh extrude................................................................................................23
Hình 2.4 Sản phẩm .....................................................................................................23
Hình 2.5 Hộp thoại Mass properties ..........................................................................24
Hình 2.6 Extrude Surface ...........................................................................................25
Hình 2.7 Vào môi trường tách khuôn ........................................................................26
Hình 2.8 L p chi tiết vào môi trường tách khuôn......................................................26
Hình 2.9 Tạo phôi.......................................................................................................27
Hình 2.10 Nhập hệ số co r t.......................................................................................27
Hình 2.11 Lòng khuôn đ được tách..........................................................................27
Hình 2.12 Kích thước lòng khuôn..............................................................................28
Hình 2.13 Kích thước Gate [2]...................................................................................29
Hình 2.14 Kênh d n tròn [2] ......................................................................................30
Hình 2.15 Cuống phun [2]..........................................................................................30
Hình 2.16 ạc cuống phun .........................................................................................30
Hình 2.17 Hình ảnh thực tế bạc cuống phun .............................................................31
Hình 2.18 Hệ thống d n hướng [2] ............................................................................31
Hình 2.19 Hệ thống d n hướng đ l p lên hai tấm khuôn [2] ...................................31
Hình 2.20 Hình ảnh thực tế ........................................................................................32
Hình 2.21 Trục d n hướng .........................................................................................32
Hình 2.22 ạc d n hướng...........................................................................................33
Hình 2.23 Tấm đẩy .....................................................................................................33
Hình 2.24 Hình ảnh tấm đẩy ......................................................................................34
Hình 2.25 Tấm gi .....................................................................................................34
Hình 2.26 Hình ảnh tấm gi .......................................................................................35
Hình 2.27 Ty lõi .........................................................................................................35
Hình 2.28 Hình ảnh ty lõi ...........................................................................................35
Hình 2.29 Chốt d n hướng .........................................................................................36
Hình 2.30 Hình ảnh chốt d n hướng ..........................................................................36
Hình 2.31 Lò xo..........................................................................................................36
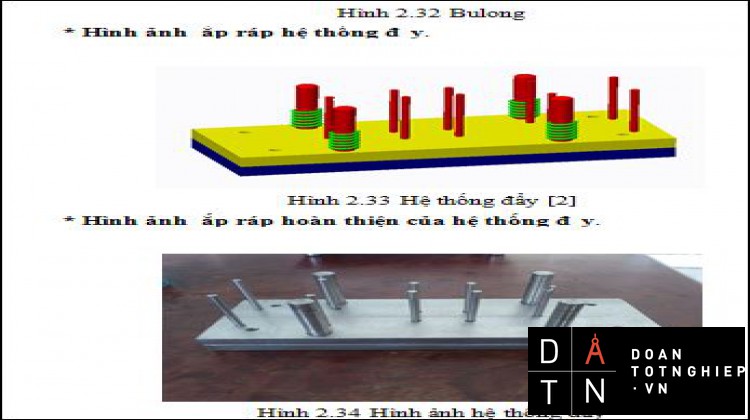
Hình 2.32 Bulong .......................................................................................................37
Hình 2.33 Hệ thống đẩy [2]........................................................................................37
Hình 2.34 Hình ảnh hệ thống đẩy ..............................................................................37
Hình 2.35 Tấm kẹp trên..............................................................................................38
Hình 2.36 Tấm kẹp dưới ............................................................................................39
Hình 2.37 Vòng định vị ..............................................................................................39
Hình 2.38 Vòng định vị và bạc cuống phun đ được l p lên tấm kẹp trên ...............40
Hình 2.39 Gate được l p trên tấm khuôn dưới ..........................................................41
Hình 2.40 Vị trí l p Gate POM trên tấm khuôn dưới ................................................41
Hình 2.41 Phần di động và phần cố định ...................................................................41
Hình 2.42 ộ khuôn sau khi l p ráp...........................................................................42
Hình 2.43 Hai gối đ ..................................................................................................42
Hình 2.44 ộ khuôn đ được gá hai gối bên dưới .....................................................43
Hình 2.45 Máy ép nhựa .............................................................................................43
Hình 2.46 Khi ép ở 1800C, áp suất 75 bar .................................................................45
Hình 2.47 Khi ép ở 1900C, áp suất 55 bar .................................................................45
Hình 2.48 Khi ép ở 1900C, áp suất 75 bar .................................................................46
Hình 2.49 Khi ép ở 1950C, áp suất 55 bar .................................................................46
Hình 2.50 Khi ép ở 2000C, áp suất 55 bar .................................................................46
Hình 2.51 Khi ép ở 2000C, áp suất 75 bar .................................................................47
Hình 2.52 Khi ép ở 2050C, áp suất 45 bar .................................................................47
Hình 2.53 Khi ép ở 2050C, áp suất 55 bar .................................................................47
Hình 2.54 Khi ép ở 2050C, áp suất 60 bar .................................................................48
Hình 2.55 Khi ép ở 2050C, áp suất 65 bar .................................................................48
Hình 2.56 Khi ép ở 2050C, áp suất 70 bar .................................................................48
Hình 2.57 Khi ép ở 2050C, áp suất 75 bar .................................................................49
Hình 2.58 Khi ép ở 2150C, áp suất 50 bar .................................................................49
Hình 2.59 Khi ép ở 2150C, áp suất 55 bar .................................................................49
Hình 2.60 Khi ép ở 2150C, áp suất 75 bar .................................................................50
Hình 2.61 Khi ép ở 2150C, áp suất 80 bar .................................................................50
Hình 3.1 Thước kẹp điện t .......................................................................................51
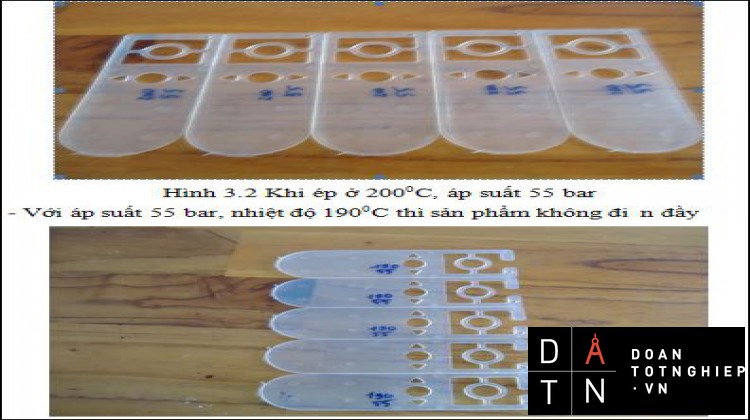
Hình 3.2 Khi ép ở 2000C, áp suất 55 bar ...................................................................54
Hình 3.3 Khi ép ở 1900C, áp suất 55 bar ...................................................................54
Hình 4.1 Sản phẩm .....................................................................................................66
Hình 4.2 Lưu file .igs .................................................................................................66
Hình 4.3 Chọn ki u Import ........................................................................................67
Hình 4.4 Kết quả mesh ...............................................................................................67
Hình 4.5 Chọn quá trình phân tích .............................................................................67
Hình 4.6 Chọn vật liệu ...............................................................................................68
Hình 4.7 Chọn vị trí vào nhựa....................................................................................68
Hình 4.8 Nhiệt độ gia công ........................................................................................69
Hình 4.9 Áp suất gia công ..........................................................................................69
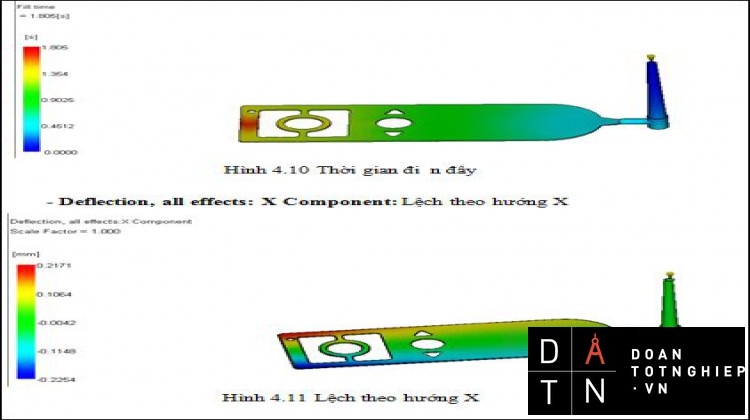
Hình 4.10 Thời gian đi n đầy.....................................................................................70
Hình 4.11 Lệch theo hướng X ....................................................................................70
Hình 4.12 Thời gian đi n đầy.....................................................................................71
Hình 4.13 Lệch theo hướng X ....................................................................................71
Hình 4.14 Thời gian đi n đầy.....................................................................................72
Hình 4.15 Lệch theo hướng X ....................................................................................72
Hình 4.16 Thời gian đi n đầy.....................................................................................73
Hình 4.17 Lệch theo hướng X ....................................................................................73
Hình 4.18 Thời gian đi n đầy.....................................................................................74
Hình 4.19 Lệch theo hướng X ....................................................................................74
Hình 4.20 Thời gian đi n đầy.....................................................................................75
Hình 4.21 Lệch theo hướng X ....................................................................................75
Hình 4.22 Thời gian đi n đầy.....................................................................................76
Hình 4.23 Lệch theo hướng X ....................................................................................76
Hình 4.24 Thời gian đi n đầy.....................................................................................77
Hình 4.25 Lệch theo hướng X ....................................................................................77
Hình 4.26 Thời gian đi n đầy.....................................................................................78
Hình 4.27 Lệch theo hướng X ....................................................................................78
Hình 4.28 Thời gian đi n đầy.....................................................................................79
Hình 4.29 Lệch theo hướng X ....................................................................................79
Hình 4.30 Thời gian đi n đầy.....................................................................................80
Hình 4.31 Lệch theo hướng X ....................................................................................80
Hình 4.32 Thời gian đi n đầy.....................................................................................81
Hình 4.33 Lệch theo hướng X ....................................................................................81
Hình 4.34 Thời gian đi n đầy.....................................................................................82
Hình 4.35 Lệch theo hướng X ....................................................................................82
Hình 4.36 Thời gian đi n đầy.....................................................................................83
Hình 4.37 Lệch theo hướng X ....................................................................................83
Hình 4.38 Thời gian đi n đầy.....................................................................................84
Hình 4.39 Lệch theo hướng X ....................................................................................84
Hình 4.40 Thời gian đi n đầy.....................................................................................85
Hình 4.41 Lệch theo hướng X ....................................................................................85
DANH SÁCH CÁC BẢNG
ảng 1.1 Tính chất vật liệu Polypropylene..................................................................4 ảng 1.2 Các thông số quá trình và mức độ ................................................................4 ảng 1.3 ố trí trực giao L27 ......................................................................................4 ảng 1.4 Giá trị co rút và tỉ số S/N cho nhựa PP ........................................................6 ảng 1.5 Đáp ứng của tỉ số S/N cho nhựa PP .............................................................6
ảng 2.1 Thông số kỹ thuật của máy.........................................................................44
ảng 3.1 Kích thước cách miệng phun 40 mm, áp suất 55 bar .................................52 ảng 3.2 Kích thước cách miệng phun 60 mm, áp suất 55 bar .................................52 ảng 3.3 Kích thước cách miệng phun 80 mm, áp suất 55 bar .................................52 ảng 3.4 Kích thước cách miệng phun 100 mm, áp suất 55 bar ...............................53 ảng 3.5 Kích thước cách miệng phun 40 mm, áp suất 75 bar .................................55 ảng 3.6 Kích thước cách miệng phun 60 mm, áp suất 75 bar .................................55 ảng 3.7 Kích thước cách miệng phun 80 mm, áp suất 75 bar .................................55 ảng 3.8 Kích thước cách miệng phun 100 mm, áp suất 75 bar ...............................56 ảng 3.9 Kích thước chi tiết tại nhiệt độ 2000C với áp suất 55 và 75 bar ................57
ảng 3.10 Kích thước cách miệng phun 40 mm, nhiệt độ 2050C .............................58
ảng 3.11 Kích thước cách miệng phun 60 mm, nhiệt độ 2050C .............................58 ảng 3.12 Kích thước cách miệng phun 80 mm, nhiệt độ 2050C .............................59 ảng 3.13 Kích thước cách miệng phun 100 mm, nhiệt độ 2050C ...........................59 ảng 3.14 Kích thước cách miệng phun 40 mm, nhiệt độ 2150C ............................60 ảng 3.15 Kích thước cách miệng phun 60 mm, nhiệt độ 2150C .............................60 ảng 3.16 T ng hợp các kích thước ở nhiệt độ và áp suất khác nhau .....................62
ảng 3.17 T ng hợp các kích thước ở nhiệt độ và áp suất khác nhau ......................62 ảng 3.18 T ng hợp các kích thước ở nhiệt độ và áp suất khác nhau ......................63 ảng 3.19 T ng hợp các kích thước ở nhiệt độ và áp suất khác nhau ......................63
Bang 4.1 L ch theo phuang vu6ng g6c vai dong chay (phuang X) ......................... 86
XIX
DANH SÁCH CÁC BIỂU ĐỒ
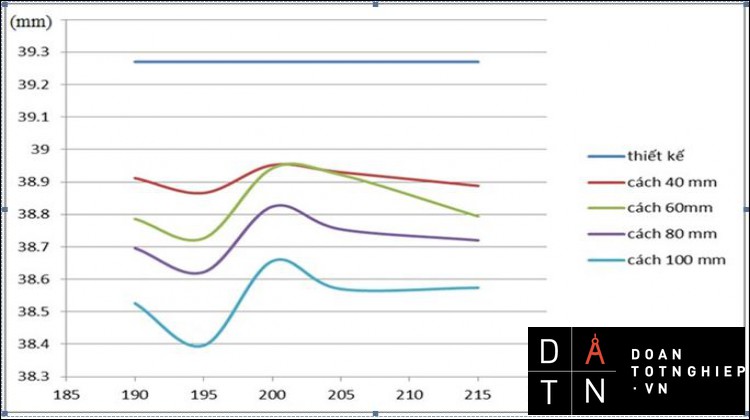
i u đồ 3.1 Kích thước trung bình tại các đi m cách miệng phun 40 mm, 60 mm, 80 mm, 100 mm, áp suất 55 bar.........................................................................53
i u đồ 3.2 Kích thước trung bình tại các đi m cách miệng phun 40 mm, 60
mm, 80 mm, 100 mm, áp suất 75 bar.........................................................................56
i u đồ 3.3 Kích thước trung bình tại các đi m cách miệng phun 40 mm, 60 mm, 80 mm, 100 mm tại nhiệt độ 2050C ...................................................................59
i u đồ 3.4 Kích thước trung bình tại các đi m cách miệng phun 40 mm, 60 mm, nhiệt độ 2150C....................................................................................................61
Chương 1
TỔNG QUAN
1.1 TỔNG QUAN VỀ ÉP PHUN SẢN PHẨM NHỰA
- Ép phun là một quá trình nhi u thách thức đối với các nhà sản xuất và nghiên cứu đ tạo ra các sản phẩm đạt yêu cầu với chi phí thấp nhất. Một trong nh ng mục tiêu chính của công nghệ ép phun là nâng cao chất lượng của sản phẩm nhựa đồng thời r t ng n chu kỳ ra sản phẩm, giảm chi phí sản xuất.
- Các yếu tố ảnh hưởng đến sản phẩm nhựa bao gồm: thiết kế chi tiết, thiết kế
khuôn, gia công khuôn và đi u kiện ép phun.
- Một trong nh ng vấn đ quan trọng trong ép phun nhựa là độ chính xác kích thước sản phẩm. Kích thước sản phẩm phụ thuộc vào ba yếu tố:
+ Loại nhựa và chất phụ gia
+ Hệ số co r t khi thiết kế khuôn
+ Thông số ép phun
- Khi bộ khuôn đ được hoàn thiện, chất lượng sản phẩm s phụ thuộc vào thông số ép phun. Khi đ kích thước sản phẩm chỉ c th đi u chỉnh bằng cách thay đ i thông số ép phun.
- Với các loại khuôn ép phun và các vật liệu nhựa thông dụng, kích thước sản phẩm bị ảnh hưởng bởi độ co r t của nhựa. Trong khi đ , độ co r t s thay đ i theo các hướng và vị trí khác nhau khi thông số ép phun thay đ i.
- Việc tối ưu h a các thông số quá trình ép phun c ảnh hưởng rất lớn đến năng suất, chất lượng và chi phí sản xuất của ngành công nghiệp khuôn nhựa.
- Trong quá trình phun ép, áp suất phun (injection pressure P), th tích nhựa (melt volume V) và nhiệt độ nhựa (melt temperature T) luôn c ảnh hưởng l n nhau. Ảnh hưởng gi a các thông số này luôn thay đ i đối với nh ng loại vật liệu khác nhau. Sự ảnh hưởng của các yếu tố khác như nhiệt độ khuôn hoặc thời gian đi n đầy,… đ u ảnh hưởng đến độ co r t của sản phẩm nhựa.
- Sau khi làm nguội sản phẩm nhựa đến nhiệt độ mở khuôn trong lòng khuôn trước khi được lấy ra, n s tiếp tục co r t bên ngoài lòng khuôn cho đến khi đ đạt đến nhiệt độ môi trường.
- Nhi u công trình nghiên cứu tập trung vào nh ng ảnh hưởng quan trọng của thông số quá trình ép phun đến chất lượng sản phẩm, đặc biệt với sản phẩm m ng, nhẹ và nh như sau:
+ Nh ng yếu tố ảnh hưởng đến cong vênh của chi tiết ép phun thành m ng ứng dụng phương pháp Taguchi [5-6].
+ Mô ph ng và thực nghiệm đ xác định các thông số ép phun cho sản phẩm nhựa thành m ng [7].
+ Tối ưu h a cong vênh trên sản phẩm ép phun thành m ng [8-9].
- Quy hoạch thực nghiệm thống kê là một thành phần quan trọng trong việc thiết kế và phát tri n sản phẩm và quá trình sản xuất. Trong nhi u năm qua đ c nhi u sự phát tri n trong quy hoạch thực nghiệm, đi c ng với sự lớn mạnh của nh ng ứng dụng trong kỹ thuật. Nh ng lĩnh vực ứng dụng quy hoạch thực nghiệm tiêu bi u bao gồm đặc tính h a sản phẩm và quá trình, đi u khi n và n định, tối ưu h a quá trình và thiết kế quá trình và sản phẩm đ đạt sự b n v ng. Phương pháp quy hoạch thực nghiệm ph hợp với tối ưu h a các thông số của quá trình ép phun.
Sự phát tri n hiện tại của quy hoạch thực nghiệm thống kê đ trải qua bốn kỷ
nguyên. Kỷ nguyên nông nghiệp đầu tiên được d n d t bởi R. A. Fisher trong nh ng năm
1920 và 1930. Kỷ nguyên thứ hai hay kỷ nguyên công nghiệp được xúc tiến bởi sự phát tri n của phương pháp b mặt đáp ứng (RSM) của Box và Wilson (1951). Sự quan tâm ngày càng tăng của n n công nghiệp phương Tây trong cải tiến chất lượng b t đầu trong nh ng năm 1970 báo hiệu kỷ nguyên thứ ba của quy hoạch thống kê. Công việc của giáo sư Genechi Taguchi c nh ng ảnh hưởng quan trọng trong việc mở rộng sự quan tâm và ứng dụng quy hoạch thực nghiệm. Kỉ nguyên thứ tư là sự phát tri n nh ng phương pháp thay thế phương pháp Taguchi đ nâng cao hiệu quả trong ứng dụng thực tiễn.
Trước đây các kĩ sư sản xuất s dụng phương pháp th sai đ xác định các thiết lập thông số tối ưu cho quá trình ép phun. Tuy nhiên phương pháp này không thích hợp cho quá trình ép phun hiện tại bởi vì sự phức tạp ngày càng tăng trong thiết kế sản phẩm.
Các nghiên cứu tối ưu h a thông số ép phun hiện tại thường ứng dụng phương pháp Taguchi, s dụng một bố trí đặc biệt các d y trực giao đ nghiên cứu toàn bộ không gian các yếu tố với một số lượng nh các thí nghiệm. Tuy nhiên phương pháp này c ng c một số nhược đi m.
Phương pháp Taguchi thực hiện tối ưu h a một thiết kế quá trình hay sản phẩm và dựa trên ba giai đoạn như sau:
a. Thiết kế ý tưởng hay thiết kế hệ thống
b. Thiết kế tham số
c. Thiết kế dung sai
Giai đoạn thiết kế ý tưởng tập hợp các kiến thức và kinh nghiệm kĩ thuật đ giúp nhà thiết kế chọn nh ng đi u thích hợp nhất cho sản phẩm dự định. Trong giai đoạn thiết kế tham số, thiết lập tốt nhất của các yếu tố đi u khi n được quyết định. Đây là giai đoạn quan trọng nhất vì nó không làm ảnh hưởng đến chi phí sản xuất. Giai đoạn thứ ba được thực hiện chỉ sau khi giai đoạn thiết kế tham số được hoàn thành và được củng cố khi nh ng cải tiến cao hơn được yêu cầu đ tối ưu h a thiết kế. Giai đoạn này nhà thiết kế xem xét chỉ th t chặt dung sai, nâng cấp tiêu chuẩn vật liệu và nh ng thành phần khác nếu có bất kỳ sự ảnh hưởng quan trọng nào đến chất lượng thông qua quy hoạch thực nghiệm.
Phương pháp Taguchi s dụng tỉ số tín hiệu trên nhiễu (S/N) thay vì giá trị trung bình đ chuy n đ i d liệu kết quả thí nghiệm thành giá trị cho đặc tính trong phân tích thiết lập tối ưu. Tỉ số S/N phản ánh cả giá trị trung bình và phương sai của đặc tính chất lượng. Tiêu chuẩn tỉ số S/N thường được s dụng như sau: Danh định là tốt nhất (NB: Nominal is best), thấp hơn là tốt hơn (L ), cao hơn là tốt hơn (H ).
- Chang và Faison [8] nghiên cứu sự co r t và tối ưu h a các chi tiết làm từ nhựa PS, HDPE và A S s dụng phương pháp Taguchi và phân tích phương sai. Họ khẳng định nhiệt độ nhựa và nhiệt độ khuôn c ng với áp suất gi khuôn và thời gian gi khuôn là nh ng yếu tố quan trọng nhất ảnh hưởng đến sự co r t của ba loại vật liệu nghiên cứu.
- Vaatainen [9] đi u tra ảnh hưởng của thông số ép phun đến chất lượng cảm quan của sản phẩm s dụng phương pháp Taguchi. Tập trung vào sự co r t với ba đặc tính gồm: khối lượng, đường hàn và vết lõm.
- Mohd. Muktar Alam, Deepak Kumar [10] đ tiến hành giảm co r t trong ép phun s dụng phương pháp Taguchi cho đầu đèn Tata Magic làm từ nhựa PP. Trong nghiên cứu này các thông số ép phun như nhiệt độ phun, áp suất phun, áp suất đ ng khuôn và thời gian đ ng khuôn được lấy đ c được sự kết hợp tốt nhất nhằm tối ưu h a quá trình. Tỉ số S/N được d ng đ đạt được bộ thông số quá trình tối ưu.
Thực nghiệm được bố trí với 4 yếu tố thông số và 3 mức độ: nhiệt độ phun, áp suất phun, áp suất đ ng khuôn và thời gian đóng khuôn.
|
Density(g/cm3 ) |
0.90-0.91 |
|
Melt flow index( g per 10 |
10.78 |
|
Modulus of elasticity( MPa) |
4100 |
|
Charpy impact toughness( |
1.4-1.8 |
|
ảng 1.1 Tính chất vật liệu Polypropylene
|
S.No |
Factors |
Level 1 |
Level 2 |
Level 3 |
|
1 |
Melt temperature, A (ºC) |
220 |
250 |
280 |
|
2 |
Injection Pressure, B(MPa) |
55 |
65 |
70 |
|
3 |
Packing Pressure, C(MPa) |
35 |
45 |
60 |
|
4 |
Packing time, D(s) |
5 |
8 |
10 |
ảng 1.2 Các thông số quá trình và mức độ
ảng 1.3 ố trí trực giao L27
Độ co rút là hiệu gi a kích thước của khuôn và kích thước của chi tiết hoàn thiện chia cho kích thước khuôn. Độ co r t được tính theo phương trình sau:
S = (Dm- Dp)/ Dm x 100%
Trong đ , S là độ co r t, Dm là kích thước khuôn, Dp là kích thước sản phẩm. Trong nghiên cứu trên, độ co r t được lấy 3 lần và tỉ số S/N được tính trên trung bình của 3 độ co rút thí nghiệm.
Giá trị co rút thấp là kết quả mong muốn ở đây nên tính chất tỉ số S/N theo chuẩn thấp hơn thì tốt hơn (L ) được áp dụng và tính toán:
S/N = -10 Log10 (1/n∑1/yi2)
Trong đ yi là đặc tính chất lượng của thí nghiệm thứ i , n là số lần lặp lại.
|
Melttemperature
(ºC) |
Injection pressure
(MPa) |
Packingpressure
(MPa) |
Packing time
(s) |
Shrinkage (%) PP |
Average Shrinkage (%) PP |
S/N(dB) PP |
||
|
Trial |
Trial |
Trail |
||||||
|
220 |
55 |
35 |
5 |
1.854 |
1.763 |
1.712 |
1.776 |
-4.988 |
|
220 |
65 |
45 |
8 |
1.532 |
1.386 |
1.412 |
1.443 |
-3.185 |
|
220 |
70 |
60 |
10 |
1.212 |
1.132 |
1.198 |
1.180 |
-1.437 |
|
220 |
55 |
35 |
8 |
1.768 |
1.582 |
1.698 |
1.682 |
-4.516 |
|
220 |
65 |
45 |
10 |
1.622 |
1.562 |
1.442 |
1.542 |
-3.761 |
|
220 |
70 |
60 |
5 |
1.523 |
1.368 |
1.452 |
1.447 |
-3.209 |
|
220 |
55 |
35 |
10 |
1.658 |
1.542 |
1.764 |
1.654 |
-4.370 |
|
220 |
65 |
45 |
5 |
1.452 |
1.564 |
1.412 |
1.476 |
-3.381 |
|
220 |
70 |
60 |
8 |
1.224 |
1.383 |
1.286 |
1.297 |
-2.258 |
|
250 |
65 |
60 |
5 |
1.423 |
1.386 |
1.328 |
1.379 |
-2.791 |
|
250 |
70 |
35 |
8 |
1.743 |
1.826 |
1.656 |
1.741 |
-4.815 |
|
250 |
55 |
45 |
10 |
1.537 |
1.368 |
1.484 |
1.463 |
-3.304 |
|
250 |
65 |
60 |
8 |
1.213 |
1.197 |
1.126 |
1.178 |
-1.422 |
|
250 |
70 |
35 |
10 |
1.433 |
1.332 |
1.387 |
1.384 |
-2.822 |
|
250 |
55 |
45 |
5 |
1.563 |
1.351 |
1.654 |
1.522 |
-3.648 |
|
250 |
65 |
60 |
10 |
1.145 |
1.231 |
1.198 |
1.191 |
-1.518 |
|
250 |
70 |
35 |
5 |
1.573 |
1.845 |
1.663 |
1.693 |
-4.573 |
|
250 |
55 |
45 |
8 |
1.723 |
1.642 |
1.483 |
1.616 |
-4.168 |
|
280 |
70 |
45 |
5 |
1.321 |
1.412 |
1.289 |
1.340 |
-2.542 |
|
280 |
55 |
60 |
8 |
1.543 |
1.487 |
1.373 |
1.467 |
-3.328 |
|
280 |
65 |
35 |
10 |
1.345 |
1.294 |
1.278 |
1.305 |
-2.312 |
|
280 |
70 |
45 |
8 |
1.532 |
1.384 |
1.576 |
1.497 |
-3.504 |
|
280 |
55 |
60 |
10 |
1.213 |
1.073 |
1.116 |
1.134 |
-1.092 |
|
280 |
65 |
35 |
5 |
1.642 |
1.735 |
1.572 |
1.649 |
-4.344 |
|
280 |
70 |
45 |
10 |
1.234 |
1.198 |
1.342 |
1.258 |
-1.993 |
|
280 |
55 |
60 |
5 |
1.473 |
1.386 |
1.356 |
1.405 |
-2.953 |
|
280 |
65 |
35 |
8 |
1.379 |
1.287 |
1.327 |
1.331 |
-2.483 |
ảng 1.4 Giá trị co rút và tỉ số S/N cho nhựa PP
Bảng đáp ứng của tỉ số S/N trong bảng 5, và bộ tham số kết hợp tốt nhất có th được xác định bằng cách chọn lựa mức có giá trị cao nhất cho mỗi yếu tố. Kết quả đạt được, bộ thông số tối ưu kết hợp cho PP là A3, B2, C3 và D3.
Giá trị khác biệt trong bảng 5 nói lên yếu tố nào có ảnh hưởng nhi u nhất đến
độ co rút của nhựa PP. Áp suất đ ng khuôn là yếu tố có ảnh hưởng nhất đến PP theo sau bởi thời gian đ ng khuôn, áp suất phun và nhiệt độ nhựa.
|
|
Melt temperature A (ºC) |
Injection Pressure B (MPa) |
Packing Pressure C (MPa) |
Packing time (s) |
|
Level 1 |
-3.456 |
-3.596 |
-3.913 |
-3.603 |
|
Level 2 |
-3.229 |
-2.799 |
-3.276 |
-3.297 |
|
Level 3 |
-2.727 |
-3.017 |
-2.223 |
-2.512 |
|
Difference |
-0.729 |
-0.797 |
-1.69 |
-1.091 |
ảng 1.5 Đáp ứng của tỉ số S/N cho nhựa PP
Từ d liệu trong bảng 5, sơ đồ đáp ứng tỉ số S/N được v theo hình 1.1, 1.2,
1.3, 1.4.
Tỉ số S/N cao nhất của mỗi yếu tố cho đi u kiện quá trình tối ưu, tương ứng với nhiệt độ nhựa 280°C, áp suất phun 65 Mpa, áp suất đ ng khuôn 60 Mpa và thời gian gi là 10 s.
Hình 1.1 Tỉ số S/N với nhiệt độ nhựa (ºC)
Hình 1.2 Tỉ số S/N với áp suất phun
Hình 1.3 Tỉ số S/N với với áp suất đ ng khuôn
Hình 1.4 Tỉ số S/N với thời gian gi
- Qua các nghiên cứu như trên, phương pháp quy hoạch thực nghiệm thống kê c một vai trò quan trọng trong công nghiệp. Một trong nh ng ứng dụng quan trọng nhất của phương pháp là tối ưu h a các quá trình sản xuất.
- Do yêu cầu của thị trường và người tiêu d ng, các sản phẩm nhựa ngày
càng c các kết cấu, hình dạng phức tạp hơn, độ chính xác cao hơn.
- Vì vậy, nhằm nâng cao chất lượng sản phẩm nhựa bằng cách tối ưu h a các thông số ép phun ứng dụng phương pháp quy hoạch thực nghiệm, đ tài “Tối ưu h a quá trình phân tích mô ph ng ép phun sản phẩm nhựa bằng phương pháp quy hoạch thực nghiệm” được đ xuất nhằm:
+ Nâng cao chất lượng sản phẩm nhựa với nhi u yêu cầu sản phẩm đặt ra.
+ Cải thiện quá trình ép phun.
+ Tăng khả năng ứng dụng phương pháp quy hoạch thực nghiệm trong việc tối ưu hóa quá trình ép phun.
1.1.1 Hiểu sơ ược về công nghệ p phun
- Công nghệ ép phun (Injection moulding technology) là công nghệ phun nhựa d o vào lòng khuôn dưới một áp lực lớn và được làm mát đ tạo hình sản phẩm.
- Sản phẩm nhựa đa dạng từ đơn giản đến phức tạp, kích thước lớn nh khác nhau, đây là một trong nh ng phương pháp đ tạo ra các sản phẩm, đồ vật làm bằng nhựa: các sản phẩm tiêu d ng, sản phẩm kỹ thuật, đồ d ng trong y tế...
Hình 1.5 Sản phẩm ép phun [3]
1.1.2 Cấu tạo máy p phun
1) Hệ thống kẹp
2) Hệ thống khuôn
3) Hệ thống phun
4) Hệ thống đi u khi n
5) Hệ thống hỗ trợ ép phun
1.1.2.1 Hệ thống kẹp
Hình 1.6 Máy ép phun [1]
1.1.2.1.1 Đặc điểm hệ thống kẹp
- Các thớt khuôn phải đảm bảo an toàn trong quá trình kẹp.
- Các thớt khuôn cần phải luôn song song trong quá trình dịch chuy n.
- Lực kẹp phải đủ lớn.
- Các thớt khuôn phải đủ b n, c độ biến dạng thấp nhất khi lực kẹp đạt giá trị cao nhất.
- Các thớt khuôn dịch chuy n dễ dàng.
1.1.2.1.2 Chức năng và cấu tạo hệ thống kẹp
- Hệ thống kẹp có chức năng đ ng, mở khuôn, tạo lực kẹp gi khuôn trong quá trình làm nguội và đẩy sản phẩm ra kh i khuôn khi kết thúc một chu kỳ ép phun.
Hình 1.7 Cụm đẩy của máy [1]
- Cụm đẩy của máy (Machine ejector): Gồm xylanh thủy lực, tấm đẩy và cần đẩy, chúng có chức năng tạo ra lực đẩy tác động vào tấm đẩy trên khuôn đ đẩy sản phẩm rời kh i khuôn.
- Cụm kìm (Clamp cylindero): Thường có 2 loại chính, đ là loại d ng cơ cấu khuỷu và loại dùng các xylanh thủy lực. Hệ thống này có chức năng cung cấp lực đ đ ng mở khuôn và gi đ khuôn đ ng trong suốt quá trình phun.
Hình 1.8 Cụm kìm [1]
- Tấm di động (moverable platen): Là một tấm thép lớn với b mặt có nhi u lỗ thông với tấm di động của khuôn. Chính nhờ các lỗ thông này mà cần đẩy có th tác động lực đẩy trên khuôn. Ngoài ra, trên tấm di động còn có các lỗ ren đ kẹp tấm di động của khuôn. Tấm này di chuy n tới lui dọc theo 4 thanh nối trong quá trình ép phun.
- Tấm cố định (Stationary platen): Là một tấm thép lớn có nhi u lỗ thông với tấm cố định của khuôn. Ngoài 4 lỗ d n hướng và các lỗ c ren đ kẹp tấm cố định của khuôn tương tự như tấm di động, tấm cố định còn có thêm lỗ vòng định vị đ định vị tấm cố định của khuôn và đảm bảo sự thẳng hàng gi a cần đẩy và cụm phun.
- Nh ng thanh nối (Tie bars): Có khả năng co gi n đ chống lại áp suất phun khi kìm tạo lực. Ngoài ra còn có tác dụng d n hướng cho tấm di động.
1.1.2.2 Hệ thống khuôn
Sau khi nhựa nóng chảy được phun vào khuôn, lực ép khuôn phải đủ lớn đ
đ ng khuôn tới khi nào nhựa nguội và đ ng r n sau đ khuôn được mở đ lấy sản phẩm ra.
1.1.2.3 Hệ thống phun
- Gia nhiệt làm chảy các hạt nhựa trong xylanh.
- Tạo áp lực ép dòng nhựa n ng chảy vào trong khuôn.
- Di chuy n được, c đủ lực áp chặt vào khuôn đ không xì đầu lò.
- Đưa nhựa vào khuôn thông qua các trình cấp nhựa, nén, kh khí, làm chảy, phun nhựa l ng và các định hình sản phẩm.
Hình 1.9 Hệ thống phun [1]
1.1.2.3.1 Phễu cấp iệu hopp r
Phễu cấp liệu chứa vật liệu nhựa dạng viên đ cấp vào khoang trộn.
1.1.2.3.2 Khoang chứa iệu arr
Khoang chứa liệu chứa nhựa và đ vít trộn di chuy n qua lại bên trong n . Khoang trộn được gia nhiệt nhờ các băng cấp nhiệt. Nhiệt độ xung quanh khoang chứa liệu cung cấp từ 20 % đến 30 % nhiệt độ cần thiết đ làm chảy l ng vật liệu
nhựa.
1.1.2.3.3 Các ăng gia nhiệt h at r an
ăng gia nhiệt gi p duy trì nhiệt độ khoang chứa đ nhựa bên trong khoang luôn ở trạng thái chảy d o. Thông thường, trên một máy ép nhựa c th c nhi u băng gia nhiệt (>3 băng) được cài đặt với các nhiệt độ khác nhau đ tạo ra các v ng nhiệt độ thích hợp cho quá trình ép phun.
1.1.2.3.4 Trục vít scr w
- Nằm trong nòng.
- Là bộ phận nạp liệu, h a d o và đẩy nguyên vật liệu trong nòng vào khuôn.
- C khả năng trộn n ng chảy tốt, tự làm sạch nhanh.
- C nhi u loại thiết kế khác nhau tuỳ vào loại nguyên liệu.
- C chức năng nén, làm chảy d o và tạo áp lực đ nhựa chảy d o vào lòng
khuôn.
Hình 1.10 Cấu tạo trục vít [1]
1.1.2.3.5 Bộ hồi tự hở non-return assembly)
- ộ phận này gồm vòng ch n hình nêm, đầu trục vít. Chức năng của n là tạo ra dòng nhựa b n vào khuôn.
- Khi trục vít l i v thì hình ch n hình nêm di chuy n v hướng vòi phun và cho phép nhựa chảy v trước đầu trục vít. Còn khi trục vít di chuy n v phía trước thì vòng ch n hình nêm s di chuy n v hướng phễu và đ ng kín không cho nhựa chảy ngược v sau.
1.1.2.3.6 Vòi phun (Nozzle)
- C chức năng nối khoang trộn với cuống phun và phải c hình dạng bảo đảm bịt kín khoang trộn và khuôn. Nhiệt độ ở vòi phun nên được cài đặt lớn hơn hoặc bằng nhiệt độ chảy của vật liệu. Trong quá trình phun nhựa l ng vào khuôn, vòi phun phải thẳng hàng với bạc cuống phun và đầu vòi phun nén được l p kín với phần lõm của bạc cuống phun thông qua vòng định vị đ đảm bảo nhựa không bị phun ra ngoài và tránh mất áp.
Hình 1.11 Vòi phun [1]
1.1.2.4 Hệ thống điều khiển
- Hệ thống đi u khi n gi p người vận hành máy m c theo dõi và đi u chỉnh các thông số gia công c ng như nhiệt độ, áp suất, tốc độ phun và vị trí của các bộ phận trong hệ thống thủy lực.
- Quá trình đi u khi n có ảnh hưởng trực tiếp đến chất lượng sau cùng của sản phẩm và hiệu quả kinh tế của quá trình ép, hệ thống đi u khi n giao tiếp với người vận hành máy qua bảng đi u khi n (control panel) và màn hình máy tính (computer screen).
Hình 1.12 Hệ thống đi u khi n [1]
- Màn hình máy tính cho phép nhập các thông số gia công, trình bày các d liệu của quá trình ép phun, c ng như các tín hiệu báo động.
- Bảng đi u khi n gồm các công t c và nút nhấn d ng đ vận hành máy. Một bàn đi u khi n gồm có nút nhấn đi u khi n bơm thủy lực, nút nhấn t t nguồn điện hay dừng khẩn cấp và các công t c đi u khi n bằng tay.
- Bên trong hệ thống đi u khi n là bộ vi x lý, các rơle, công t c hành trình, các bộ phận đi u khi n nhiệt độ, áp suất, thời gian.
1.1.2.5 Hệ thống hỗ trợ p phun
Hệ thống hỗ trợ ép phun là hệ thống gi p vận hành máy ép phun, hệ thống này gồm 4 hệ thống con:
1) Thân máy
2) Hệ thống thủy lực
3) Hệ thống điện
4) Hệ thống làm nguội
Hình 1.13 Hệ thống hỗ trợ ép phun [1]
1.1.2.5.1 Thân máy (Frame)
Thân máy ép phun c chức năng nâng đ các chi tiết và kết nối các chi tiết, các hệ thống của máy ép lại với nhau.
1.1.2.5.2 Hệ thống thủy ực Hy rau ic syst m
- Hệ thống thủy lực cung cấp lực đ đ ng và mở khuôn, tạo ra và duy trì lực kẹp, làm cho trục vít quay và chuy n động tới lui, tạo lực cho chốt đẩy.
- Hệ thống này bao gồm bơm, motor, hệ thống ống, th ng chứa dầu.
1.1.2.5.3 Hệ thống điện
- Hệ thống điện cấp nguồn cho motor điện (electric motor) và hệ thống đi u khi n cho khoang chứa vật liệu nhờ các băng nhiệt (heater band), đảm bảo sự an toàn điện cho người vận hành máy bằng các công t c.
- Hệ thống này gồm tủ điện (electric power cabiner) và hệ thống dây d n.
4.2.16 Nhiệt độ gia công à 2150C, áp suất 80 ar
- Chọn nhiệt độ Melt temperature là 2150C
- Chọn áp suất Filling pressure là 80 bar
- Chọn Start Analysis OK.
* Kết quả sau khi chạy ph n tích
- Fill time: Thời gian đi n đầy là 1,441 s.
Hình 4.40 Thời gian đi n đầy
- Deflection, all effects: X Component: Lệch theo hướng X
Hình 4.41 Lệch theo hướng X
4.3 KẾT QUẢ PHÂN TÍCH MÔ PHỎNG
|
Nhiệt độ (0C) |
Áp suất (bar) |
Thời gian đi n đầy (s) |
Lệch trên (mm) |
Lệch dưới (mm) |
Lệch t ng (mm) |
|
190 |
55 |
1,805 |
0,2171 |
0,2254 |
0,4425 |
|
195 |
55 |
1,748 |
0,2273 |
0,2313 |
0,4586 |
|
200 |
55 |
1,699 |
0,2342 |
0,2481 |
0,4823 |
|
205 |
55 |
1,680 |
0,2343 |
0,2432 |
0,4775 |
|
215 |
55 |
1,634 |
0,2405 |
0,2410 |
0,4815 |
|
180 |
75 |
1,5 |
0,1529 |
0,1469 |
0,2998 |
|
190 |
75 |
1,467 |
0,1659 |
0,1617 |
0,3276 |
|
200 |
75 |
1,453 |
0,1824 |
0,1809 |
0,3633 |
|
205 |
75 |
1,449 |
0,1812 |
0,1824 |
0,3636 |
|
215 |
75 |
1,438 |
0,2082 |
0,1990 |
0,4072 |
|
205 |
45 |
1,932 |
0,2267 |
0,2318 |
0,4585 |
|
205 |
60 |
1,575 |
0,2243 |
0,2193 |
0,4436 |
|
205 |
65 |
1,511 |
0,2092 |
0,2029 |
0,4121 |
|
205 |
70 |
1,469 |
0,1915 |
0,1956 |
0,3871 |
|
215 |
50 |
1,741 |
0,2662 |
0,2666 |
0,5328 |
|
215 |
80 |
1,441 |
0,1953 |
0,1869 |
0,3822 |
ảng 4.1 Lệch theo phương vuông g c với dòng chảy (phương X)
* Nhận x t
- Khi áp suất tại 55 bar và 75 bar, nhiệt độ càng tăng thì thời gian đi n đầy càng
nhanh.
- Khi nhiệt độ tại 2050C và 2150C, áp suất càng tăng thì thời gian đi n đầy
càng nhanh.
- Tại nhiệt độ 1800C, áp suất 75 bar chi tiết c t ng sai lệch nh nhất là
0,2998 mm, nhưng khi ép sản phẩm thực tế nếu nhiệt độ hoặc áp suất thấp hơn thì chi tiết s không đi n đầy, nên mặc d đây là sai lệch nh nhất nhưng ta không chọn nhiệt độ và áp suất này.
- Đ bảo đảm cho quá trình ép sản phẩm được ch c ch n, sản phẩm không bị khuyết ta chọn tại nhiệt độ 1900C và áp suất 75 bar c t ng sai lệch là 0,3276 mm.
- Các nhiệt độ và áp suất còn lại c sai lệch lớn nên không chọn.
- Vậy kết quả phân tích mô ph ng là đ ng với kết quả khi ép sản phẩm thực tế: chọn nhiệt độ 1900C và áp suất 75 bar.
Chương 5
KẾT LUẬN
Đ tài “Tối ưu h a quá trình phân tích mô ph ng ép phun sản phẩm nhựa bằng phương pháp quy hoạch thực nghiệm” đ thực hiện được việc phân tích mô ph ng và thực nghiệm ép phun sản phẩm nhựa thành m ng với các thông số ép khác nhau. Thực nghiệm tìm ra được bộ thông số ép phun tối ưu đ sản phẩm c sai lệch kích thước không theo hướng dòng chảy (non-flow) là thấp nhất. Từ đ đánh giá kết quả mô ph ng tương ứng đ tìm ra các thông số ứng với bộ thông số ép phun tối ưu thực tế. Trên cơ sở đ , đ tài đ đưa ra phương án mô ph ng với các thông số khác nhau, kết quả mô ph ng đ tìm được bộ thông số ép tối ưu giống với bộ thông số khi thực nghiệm ép phun sản phẩm nhựa.
5.1 ẢNH HƯỞNG CỦA NHIỆT ĐỘ VÀ ÁP SUẤT ĐẾN KÍCH THƯỚC SẢN PHẨM
- Khi nhiệt độ và áp suất thay đ i thì kích thước thay đ i, vậy nhiệt độ và áp
suất c ảnh hưởng đến độ chính xác kích thước sản phẩm.
- Ở c ng một áp suất, nhiệt độ càng tăng thì thời gian đi n đầy càng nhanh, chi
tiết càng dễ đi n đầy.
- Ở c ng một nhiệt độ, áp suất càng tăng thì thời gian đi n đầy càng nhanh.
- Khi áp suất càng tăng thì kích thước chi tiết càng tăng, tăng đến một giá trị nhất định tại một giá trị nhiệt độ xác định thì kích thước không tăng n a và sau đi m áp suất này nếu v n tăng áp suất thì kích thước lại giảm, gọi đ là giới hạn làm tăng kích thước của áp suất.
- Chi tiết muốn chính xác thì ở một nhiệt độ cụ th còn phụ thuộc vào áp suất
phun.
5.2 KẾT QUẢ PHÂN TÍCH MÔ PHỎNG BẰNG PHẦN MỀM SO VỚI
SẢN PHẨM THỰC TẾ
Kết quả khi ép sản phẩm thực tế và kết quả phân tích mô ph ng bằng phần m m là giống nhau, chi tiết c sai lệch kích thước thấp nhất là tại nhiệt độ 1900C, áp suất 75 bar.
TÀI LIỆU THAM KHẢO
TIẾNG VIỆT
[1] Hoàng Tiến D ng, Giáo trình Công nghệ ép phun, Đại học Công nghiệp
Hà Nội, X 2008.
[2] V Hoài Ân, Thiết kế khuôn cho sản phẩm nhựa, Viện Máy Và Dụng Cụ
Công Nghiệp,1994.
[3] Sản phẩm nhựa ép phun.
[4] Phần m m Moldflow 2013.
TIẾNG NƯỚC NGOÀI
[5] Huang MC, Tai CC, The effective factors in the warpage problem of an injection molded part with a thin shell feature, Journal of Material Processing Technology 110 (2001) 1-9.
[6] N. A. Shuaib , M. F. Ghazali , Z. Shayfull , M. Z. M. Zain , S. M. Nasir, Warpage Factors Effectiveness of a Thin Shallow Injection-Molded Part using Taguchi method, International Journal of Engineering & Technology IJET-IJENS Vol: 11 No: 01.
[7] C. Chen, M. Chuang, Y. Hsiao, Y. Yang, C. Tsai. Simulation and experimental study in determininginjection molding process parameters for thin- shell plastic parts via design of experiments analysis. Expert Systems with Applications 36 (2009) pp 10752-10759.
[8] Chang and Faison, Shrinkage Behavior and Optimization of Injection
Molded Parts Studied by the Taguchi method, Society of Plastics Engineers Inc,
2001.
[9] Vaatainen O, Pentti J. Effect of processing parameters on quality of injection molded parts using Taguchi parameter design method, Plastic Rubber Compos, 1994.
[10] Mohd. Muktar Alam, Deepak Kumar, Reducing Shrinkage in Plastic Injection Moulding using Taguchi Method in Tata Magic Head Light, International Journal of Science and Research, Volume 2 Issue 2, 2013.
[11] Department of Mechanical and Civil Engineering - University of Modena và Reggio Emilia (Italy), Design of simulation experiments method for injection molding process optimization, 2011.