THIẾT KẾ MÁY MIẾT ÉP CHẾ TẠO CHI TIẾT DẠNG TRỤ BẬC TỪ PHÔI ỐNG DÀY


NỘI DUNG ĐỒ ÁN
tính toán, thiết kế máy miết ép chết tạo chi tiết dạng trụ bậc từ phôi ống dày, thuyết minh máy miết ép, động học máy miết ép, kết cấu máy miết ép, nguyên lý máy miết ép, cấu tạo máy miết ép, quy trình sản xuất máy miết ép
MÃ ĐỀ TÀI :
TÊN ĐỀ TÀI : TÍNH TOÁN, THIẾT KẾ MÁY MIẾT ÉP CHẾT TẠO CHI TIẾT DẠNG TRỤ BẬC TỪ PHÔI ỐNG DÀY
Sinh viên :
Lớp : CTM6 – K...
Giáo viên hướng dẫn : PGS.TS. Phạm Văn Nghệ
Viện : Cơ khí
Tóm tắt nội dung:
Trên thế giới hiện nay ngành công nghiệp nặng đang đỏi hỏi chế tạo những chi tiết chịu lực tốt để lắp ghép trong các máy công nghiệp. Vì vậy nhu cầu để tạo ra các chi tiết đó là rất lớn, yêu cầu kỹ sư phải thiết kế máy để gia công các sản phẩm đạt được yêu cầu đó.
Đề tài được phát triển theo phương pháp miết ép, dựa vào nguyên lý miết với chiều dày tang dần. Chi tiết được biến dạng nhờ 2 chuyển động cán chuyển động ép dựa vào sự biến dạng đàn hồi của kim loại ở trạng thái nóng và nguội.
Kết qua đạt được : Mô phỏng thành công được công nghệ miết ép, từ đó tính toán được các thông số công nghệ. Xây dựng được sơ đồ nguyên lý làm việc của máy và thiết kế được hệ thống thủy lực của máy.
TÀI LIỆU THAM KHẢO
[1] Nguyễn Tất Tiến, Lý thuyết biến dạng dẻo kim loại, nxb Giáo Dục
[2] Phạm Văn Nghệ, Đỗ Văn Phúc, Máy búa và máy ép thủy lực, nxb Giáo Dục 2005
[3] Trịnh Chất, Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí Tập 1, 2 nxb Giáo Dục 2009
[4] Nguyễn Văn Tư, Vật liệu học – NXB KHKT 1996
Đề tài :
Tính toán thiết kế máy miết ép thủy lực chuyên dùng để chế tạo chi tiết dạng trụ bậc từ phôi ống dày.
Sau quá trình thực hiện với sự nỗ lực của bản thân, sự hướng dẫn tận tình của thầy Phạm Văn Nghệ, tôi đã hoàn thành đề tài với nội dung sau :
Chương 1 : Tổng quan về máy cán ép, khả năng gia công của máy
Chương 2 : Phân tích chọn phương án thiết kế tối ưu
Chương 3 : Thiết kế phần thủy lực – lực ép 160 tấn
Chương 4 : Thiết kế phần cán – lực cán 70 tấn
Chương 5 : Những vấn đề quan trọng vs máy ép.
MỤC LỤC :
CHƯƠNG 1 : TỔNG QUAN VỀ MÁY MIẾT ÉP – KHẢ NĂNG GIA CÔNG CỦA MÁY 7
1. Thực trạng và xu hướng sử dụng : 7
2. Tính cấp thiết của đề tài tốt nghiệp : 8
3. Nội dung đề tài : Thiết kế máy miết ép thủy lực có những phần sau : 9
CHƯƠNG 2 : CƠ SỞ LÝ THUYẾT QUÁ TRÌNH BIẾN DẠNG CỦA KIM LOẠI 11
1. Khái niệm biến dạng dẻo : 11
2. Tênh deío cuía kim loaûi : 11
3. Quá trình biến dạng khi cán kim loại: 12
3.1. Biến dạng đàn hồi: 13
3.2. Quá trình biến dạng dẻo: 15
3.2.1. Biến dạng dẻo của đơn tinh thể : 16
Hình 6 : Trượt trong đơn tinh thể. 16
3.2.2. Biến dạng dẻo trong đa tinh thể: 17
3.3. Quá trình phá huỷ: 17
CHƯƠNG 3 : PHÂN TÍCH CÔNG NGHỆ – CHỌN PHƯƠNG ÁN TỐI ƯU.. 19
1. Phân tích một chu kì hoạt động : 19
2. Lựa chọn phương án tối ưu : 21
2.1. Phương án 1 : 21
2.2. Phương án 2 : 22
3. Phân tích kỹ thuật máy thiết kế : 23
3.1. Thông số kỹ thuật máy thiết kế : 23
3.2. Yêu cầu trong một giai đoạn tạo hình : 24
3.3. Yêu cầu kỹ thuật : 24
CHƯƠNG 4 : TÍNH TOÁN THIẾT KẾ ĐỘNG HỌC MÁY MIẾT ÉP. 26
1. Tính toán động lực học: 26
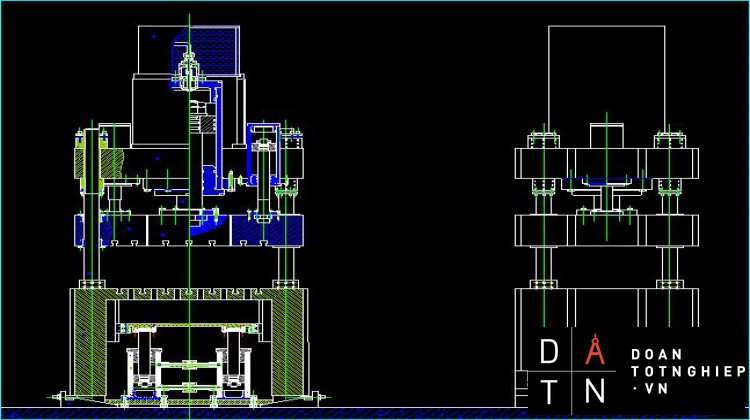
2. Thiết kế sơ đồ của máy : 26
3. Thiết kế phần thủy lực - tạo lực ép vào phôi : 27
3.1. Sơ đồ nguyên lý phần thủy lực: 27
3.2. Bộ phận tác động : Cylinder – Piston. 29
3.2.1. Nhiệm vụ của cylinder – piston: 29
3.2.2. Các thành phần cơ bản của cylinder-piston: ( hình 14) 29
3.2.3. Phân loại cylinder-piston: 31
3.2.4. Tính chọn cylinder-piston: 33
3.3. Hệ thống van: 38
3.3.1. Nhiệm vụ của van thủy lực : 38
3.3.2. Phân loại van thủy lực : 39
3.3.3. Chọn van thủy lực : 40
3.4. Bơm thủy lực: 42
3.4.1. Nhiệm vụ của bơm thủy lực: 42
3.4.2. Sử dụng công suất của bơm và động cơ máy ép thủy lực. 43
3.4.3. Tính chọn bơm thủy lực, động cơ điện: 48
3.5. Hệ thống đường ống: 49
3.5.1. Tính toán đường ống hút. 52
3.5.2. Tính toán đường ống hồi. 52
3.5.3. Tính toán đường ống đẩy. 53
3.6. Hệ thống làm mát: 53
3.7. Hệ thống lọc dầu: 54
3.7.1. Nhiệm vụ của hệ thống lọc: (hình 26) 54
3.8. Thùng chứa dầu: 57
3.8.1. Hình dạng: 57
3.8.2. Kích thước: 58
3.8.3. Vị trí: 59
3.8.4. Tấm ngăn: 59
3.8.5. Nắp thùng dầu: (hình 28) 59
3.9. Thiết kế thân máy: 60
4. Thiết kế phần chuyển động quay của bàn máy : 64
4.1. Chọn động cơ : 65
4.1.1. Xác định công suất đặt trên trục động cơ : 65
4.1.2. Xác định tốc độ quay đồng bộ của động cơ : 66
4.2. Thiết kế bộ truyền ngoài hộp. 69
4.2.1. Chọn loại xích. 69
4.2.2. Chọn số răng của đĩa xích. 69
4.2.4. Tính toán hình học. 71
4.2.5. Ti´nh kiểm nghiệm xích về độ bền. 71
4.2.6. Tính toán đường kính đĩa xích. 72
4.2.7. Tính lực tác dụng lên trục. 73
4.3. Thiết kế bộ truyền trong hộp. 74
4.3.1. Bộ truyền cấp nhanh ( Bộ truyền bánh răng trụ răng thẳng ) 74
4.3.2. Bộ truyền cấp chậm ( Bộ truyền bánh răng trụ răng nghiêng ) 78
4.4. Thiết kế trục. 82
4.4.1. Chọn vật liệu. 82
4.4.2. Xác định đường kính sơ bộ các trục. 82
4.4.3. Xác định khoảng cách giữa các gối đỡ và điểm đặt lực. 83
4.5. Chọn ổ lăn. 85
4.5.1. Chọn ổ lăn cho trục vào HGT. 85
4.5.2. Chọn ổ lăn cho trục trung gian của hộp giảm tốc. 88
4.5.3. Chọn ổ lăn cho trục ra của hộp giảm tốc. 90
4.6. Tính toán và chọn các yếu tố của vỏ hộp và các chi tiết khác. 92
4.7. B«i tr¬n. 94
CHƯƠNG 5 : VẬN HÀNH BẢO DƯỠNG MÁY.. 96
1. Vận hành hệ thống: 96
1.1. Yêu cầu về lắp ráp: 96
1.2. Qui trình khởi động ban đầu: 97
1.3. Các điểm lưu ý khi vận hành bơm : 98
2. Bảo dưỡng hệ thống: 99
2.1. Hệ thống lọc và độ sạch: 99
2.2. Giám sát chế độ: 100
2.2.1. Thiết bị: 100
2.2.2. Chất lỏng: 100
2.2.3. Mài mòn thiết bị: 100
2.3. Kế hoạch bảo dưỡng: 101
TÀI LIỆU THAM KHẢO.. 103
CHƯƠNG 1 : TỔNG QUAN VỀ MÁY MIẾT ÉP – KHẢ NĂNG GIA CÔNG CỦA MÁY
1.Thực trạng và xu hướng :
Gia công kim loại bằng áp lực là một ngành cơ bản trong sản xuất cơ khí. Công nghệ gia công áp lực cho phép tạo ra các sản phẩm có hình dáng và kích thước phức tạp đồng thời đảm bảo chất lượng về cơ tính tốt, năng suất cao, giá thành hạ. Do vậy, gia công áp lực có một vị trí rất lớn trong công nghiệp chế tạo phụ tùng ôtô, máy kéo, xe máy, hàng dân dụng và quốc phòng với 2 lĩnh vực lớn là công nghệ cán kéo và công nghệ dập tạo hình. Không riêng gì xe máy, các chi tiết dập từ vỏ, khung, sườn và các bộ phận máy trong một chiếc ôtô đều được thực hiện bằng công nghệ gia công áp lực. Gần đây, ngành chế tạo, sản xuất ống thép và cán lốc cũng như những bình, bồn chứa, đường ống trong ngành dầu khí, ngành sản xuất xi măng cũng đều sử dụng công nghệ này.
Trên thế giới hiện nay ngành công nghiệp nặng đang đỏi hỏi chế tạo những chi tiết chịu lực tốt để lắp ghép trong các máy công nghiệp. Những chi tiết có hình dạng đặc biệt được chế tạo bằng công nghệ cán ép mới có độ bền cao chịu lực tốt, hình dạng phức tạp, năng suất cao.
Ở Việt Nam hiện nay các máy cán ép gần như chưa xuất hiện nên việc chế tạo các chi tiết đòi hỏi yêu cầu cao như vậy là rất khó, nếu chế tạo được cũng chưa chắc đủ độ bền khi sử dụng. Vì vậy việc nghiên cứu chế tạo máy có vai trò rất quan trọng trong ngành công nghiệp cơ khí Việt Nam.
Khả năng gia công của máy :
Máy chế tạo được các chi tiết có hình dạng phức tạp cơ tính tốt, năng suất cao, giá thành hạ. Chi tiết dạng vành gờ, chịu lực nhiệt tốt được sử dụng nhiều trong các máy công nghiệp.
Hình 1 : Các sản phẩm điển hình của máy miết ép
2.Tính cấp thiết của đề tài tốt nghiệp :
Cùng với tiến trình toàn cầu hóa, xu hướng các quốc gia xích lại với nhau về kinh tế nói chung cũng như việc chuyển giao công nghệ, máy móc nói riêng đó chính là hình thức các công ty đa quốc gia: công ty mẹ (nhà sản xuất) – công ty con (nhà phân phối). Hiện nay, tại Việt Nam chưa có công ty nào sản xuất và chế tạo máy cán ép, các chi tiết khó chịu lực tốt đều phải đặt hàng nước ngoài mà trong nước chưa chế tạo được. Trong hoàn cảnh nước ta đang trên đường phát triển nền kinh tế công nghiệp, nhu cầu sử dụng máy móc là rất lớn và đa dạng. Tuy nhiên, lâu nay thị trường này vốn thuộc về các nhà sản xuất máy móc thiết bị nước ngoài với rất nhiều ưu thế về công nghệ và kinh nghiệm, đã tạo ra sự chi phối về giá cả cũng như mẫu mã kích thước của sản phẩm. Chính điều này đã tạo ra sự lãng phí trong việc sử dụng máy móc hoặc là sự không dung hòa về kích thước của chi tiết gia công và kích thước của máy.
Chính vì vậy việc thiết kế máy mới là rất cấp thiết trong việc phát triển ngành công nghiệp nặng nước nhà, đặc biệt cần đã tạo ra sự chuyên môn hóa trong sản xuất từng loại chi tiết máy, hay chế tạo những chi tiết thay thế, chịu lực tốt khi cần. Như vậy, yêu cầu cần có máy móc hiện đại phục vụ cho việc chuyên môn hóa sản xuất. Hiện tại ở Việt Nam nhu cầu sản xuất các chi tiết chịu lực lớn là yêu cần rất cấp thiết cho ngành công nghiệp nặng.
3.Nội dung đề tài : Thiết kế máy miết ép thủy lực có những phần sau :
- Phân tích lựa chọn phương án công nghệ :
-
Tính toán thiết kế phần động học máy miết ép.
- Thiết kế phần ép – thủy lực 160 tấn :
+ Sơ đồ nguyên lý phần ép thủy lực.
+ Tính toán các thông số kỹ thuật của từng bộ phận.
+ Bộ phận tác động: Cylinder – Piston.
+ Hệ thống Van.
+ Bơm.
+ Đường ống.
+ Hệ thống làm mát dầu.
+ Hệ thống lọc dầu.
+ Thùng chứa dầu.
- Thiết kế phần miết – lực cán 70 tấn.
+ Sơ đồ nguyên lý phần cán.
+ Tính toán các thông số kỹ thuật của từng bộ phận.
+ Chọn TST cho hộp giảm tốc
+ Chọn động cơ.
+ Thiết kế hộp giảm tốc.
- Thiết kế vỏ máy
- Vân hành bảo dưỡng máy
CHƯƠNG 2 : CƠ SỞ LÝ THUYẾT QUÁ TRÌNH BIẾN DẠNG CỦA KIM LOẠI
1.Khái niệm biến dạng dẻo :
Như chúng ta đã biết dưới tác dụng của ngoại lực , kim loại biến dạng theo các giai đọan : biến dạng đàn hồi , biến dạng dẻo và biến dạng phá hủy . Tùy theo từng cấu trúc tinh thể của mỗi loại các giai đoạn trên có thể xảy ra với các mức độ khác nhau : dưới đây sẽ khảo sát cơ chế biến dạng trong đơn tinh thể kim loại trên cơ sở đó nghiên cứu biến dạng dẻo của các kim loại và hợp kim .
1. Tính dẻo của kim loại :
Tính dẻo của kim loại là khả năng biến dạng dẻo của kim loại dưới tác dụng của ngoại lực mà không bị phá hủy . Tính dẻo của kim loại phụ thuộc vào hàng loạt các nhân tố khác nhau : thành phần và tổ chức của kim loại , nhiệt độ , trạng thái ứng suất chính , ứng suất dư , ma sát ngoài , lực quán tính , tốc độ biến dạng .
Các kim loại khác nhau có kiểu mạng tinh thể lực liên kết giữa các nguyên tử khác nhau chẳng hạn đồng , nhôm dẻo hơn sắt . Đối với các hợp kim , kiểu mạng thường phức tạp , xô lệch mạng lớn , một số nguyên tố tạo các hạt cứng trong tổ chức cản trở sự biến dạng do đó tính dẻo giảm . Thông thường kim loại sạch và hợp kim có cấu trúc nhiều pha các tạp chất thường tập trung ở biên giới hạt làm tăng xô lệch mạng cũng làm giảm tính dẻo của kim loại .
Tính dẻo của kim loại phụ thuộc rất lớn vào nhiệt độ , hầu hết kim loại khi tăng nhiệt độ tính dẻo tăng , dao động nhiệt của các nguyên tử tăng , đồng thời xô lệch mạng giảm , khả năng khuếch tán của các nguyên tử tăng làm cho tổ chức đồng đều hơn . Một số kim loại và hợp kim ở nhiệt độ thường tồn tại ở pha kém dẻo , khi ở nhiệt độ cao chuyển biến thì hình thành pha có độ dẻo cao .
Khi kim loại bị biến dạng nhiều , các hạt tinh thể bị vỡ vụn , xô lệch mạng tăng , ứng suất dư lớn làm cho tính dẻo kim loại giảm mạnh (hiện tượng biến cứng) . Khi nhiệt độ kim loại đạt từ 0,250,30 Tnc (nhiệt độ nóng chảy) ứng suất dư và xô lệch mạng giảm làm cho tính dẻo kim loại phục hồi trở lại ( hiện tượng phục hồi ) . Nếu nhiệt độ nung đạt tới 0,4Tnc trong kim loại bắt đầu xuất hiện quá trình kết tinh lại , tổ chức kim loại sau kết tinh lại có hạt đồng đều và lớn hơn , mạng tinh thể hoàn thiện hơn nên độ dẻo tăng .
Trạng thái ứng suất chính cũng ảnh hưởng đáng ke đến tính dẻo của kim loại chịu ứng suất nén khối có tính dẻo cao hơn khoi chịu ứng suất nén mặt , nén đường hoặc chịu ứng suất nén kéo .Ứng suất dư, ma sát ngoài làm thay đổi trang thái ứng suất chính trong kim loại nên tính dẻo của kim loại cũng giảm
- Quá trình biến dạng khi cán kim loại:
Khi cán kim loại thì kim loại bị biến dạng theo 3 dạng chủ yếu là:
- Biến dạng dẻo
- Biến dạng đàn hồi.
- Biến dạng phá huỷ.
Ở trạng thái bình thường khi nguyên tử cách nhau mội khoảng r0 thì lực hút bằng lực đẩy và nguyên tử ở vị trí cân bằng. Khi tác dụng ngoại lực lên kim loại mạng tinh thể sẽ bị xê lệch đàn hồi của từng nguyên tử khỏi vị trí cân bằng. Tải trọng kéo sẽ làm tăng khoảng cách giửa các nguyên tử, khi đó r>r0, và lực hút xuất hiện và có xu hướng đưa nguyên tử về vị trí cân bằng. Tải trọng xê dịch sẽ làm lớp nguyên tử này trượt lên, lớp nguyên tử kia cũng làm các nguyên tử chệch khỏi vị trí cân bằng khi đó lực đẩy tổng hợp tương hỗ xuất hiện và có xu hướng đưa các nguyên tử trở lại vị trí cân bằng.
Như vậy khi biến dạng đàn hồi, dưới tác dụng của ngoại lực , các nguyên tử lệch khỏi vị trí cân bằng,khoảng cách giữa các nguyên tử thay đổi. Nếu bỏ ngoại lực đi thì lực liên kết sẽ đưa các nguyên tử trở về vị trí cân bằng và biến dạng sẽ không còn nữa.
s = F
vói s: ứng suất (KN/cm)
F: Modun đàn hồi (KN/cm)
- Quá trình biến dạng dẻo:
Biến dạng dẻo là sau khi bỏ lực tác dụng vẫn còn một phần biến dạng dư được giữ lại và trên các phần tử của vật thể không nhận thấy có sự phá huỷ. Biến dạng dẻo của kim loại bao gồm biến dạng dẻo của đơn tinh thể và đa tinh thể.
- Biến dạng dẻo của đơn tinh thể :
Đơn tinh thể là khối lượng kim loại có mạng tinh thể đồng nhất. Biến dạng dẻo trong đơn tinh thể xảy ra dưới hai hinh thức : Sự trượt và sự song tinh.
............................
1.Tính cấp thiết của đề tài tốt nghiệp :
Cùng với tiến trình toàn cầu hóa, xu hướng các quốc gia xích lại với nhau về kinh tế nói chung cũng như việc chuyển giao công nghệ, máy móc nói riêng đó chính là hình thức các công ty đa quốc gia: công ty mẹ (nhà sản xuất) – công ty con (nhà phân phối). Hiện nay, tại Việt Nam chưa có công ty nào sản xuất và chế tạo máy cán ép, các chi tiết khó chịu lực tốt đều phải đặt hàng nước ngoài mà trong nước chưa chế tạo được. Trong hoàn cảnh nước ta đang trên đường phát triển nền kinh tế công nghiệp, nhu cầu sử dụng máy móc là rất lớn và đa dạng. Tuy nhiên, lâu nay thị trường này vốn thuộc về các nhà sản xuất máy móc thiết bị nước ngoài với rất nhiều ưu thế về công nghệ và kinh nghiệm, đã tạo ra sự chi phối về giá cả cũng như mẫu mã kích thước của sản phẩm. Chính điều này đã tạo ra sự lãng phí trong việc sử dụng máy móc hoặc là sự không dung hòa về kích thước của chi tiết gia công và kích thước của máy.
Chính vì vậy việc thiết kế máy mới là rất cấp thiết trong việc phát triển ngành công nghiệp nặng nước nhà, đặc biệt cần đã tạo ra sự chuyên môn hóa trong sản xuất từng loại chi tiết máy, hay chế tạo những chi tiết thay thế, chịu lực tốt khi cần. Như vậy, yêu cầu cần có máy móc hiện đại phục vụ cho việc chuyên môn hóa sản xuất. Hiện tại ở Việt Nam nhu cầu sản xuất các chi tiết chịu lực lớn là yêu cần rất cấp thiết cho ngành công nghiệp nặng.
2.Nội dung đề tài : Thiết kế máy miết ép thủy lực có những phần sau :
- Phân tích lựa chọn phương án công nghệ :
-
Tính toán thiết kế phần động học máy miết ép.
- Thiết kế phần ép – thủy lực 160 tấn :
+ Sơ đồ nguyên lý phần ép thủy lực.
+ Tính toán các thông số kỹ thuật của từng bộ phận.
+ Bộ phận tác động: Cylinder – Piston.
+ Hệ thống Van.
+ Bơm.
+ Đường ống.
+ Hệ thống làm mát dầu.
+ Hệ thống lọc dầu.
+ Thùng chứa dầu.
- Thiết kế phần miết – lực cán 70 tấn.
+ Sơ đồ nguyên lý phần cán.
+ Tính toán các thông số kỹ thuật của từng bộ phận.
+ Chọn TST cho hộp giảm tốc
+ Chọn động cơ.
+ Thiết kế hộp giảm tốc.
- Thiết kế vỏ máy
- Vân hành bảo dưỡng máy
................................
- Trượt :
Khi tác dụng lên vật tải trọng bất kỳ, bên trong vật thể xuất hiện hai dạng ứng suất pháp tuyến s và ứng suất tiếp tuyến. Dưới tác dụng của s vật thể sẽ bị kéo nén đàn hồi (s < sđh).
Dưới tác dụng của ứng suất tiếp s đồ biến dạng trong dơn tinh thể tăng, lúc đầu các lớp nguyên tử sẽ bị xê dịch đàn hồi khỏi vị trí cân bằng.Khi t> tth sẽ xảy ra hiện tượng các mặt nguyên tử trượt lên nhau theo một mặt phảng nhất định gọi là mặt trượt.
- Song tinh:
Là sự vừa trượt vừa quay của một phần tinh thể đén vị trí mới đối xứng với phần còn lại qua một mặt phẳng nhất định giọi là mặt song tinh.(hình b)
- Đặc điểm của mặt song tinh này:
+ Xảy ra dưới tác dụng của ứng suất tiếp t và chỉ xảy ra khi t>t.Giá trị của t tới hạn phụ thuộc vào bản chất kim loại, nhiệt độ và tốc độ biến dạng mặt song tinh thông thường trùng với mặt trượt. Thực nhgiệm chứng minh rằng song tinh thể xảy ra dễ dàng hơn kim loại có mạng lục phương.
+ Nguyên tử trên mỗi mặt trượt di động một lượng tỷ lệ với khoảng cách từ mặt trước đó tới mặt song tinh .
- Biến dạng dẻo trong đa tinh thể:
Đa tinh thể là tập hợp của các đơn tinh. Biến dạng của đa tinh thể gồm 2 dạng:
- Biến dạng trong nội bộ hạt : Dạng này chủ yếu gồm sự trượt và sự song tinh. Trong đa tinh thể các hạt sắp xếp rất lộn xộn, sự trượt xảy ra trước hết ở tinh thể nào có mặt trượt và hướng trượt tạo với hướng ngoại lực một góc 45º rồi lần lượt đén các mặt khác. Trong đa tinh thể các hạt tham gia vào quá trình trượt không đồng đều và không cùng một lúc, hạt nào có vị trí thuận tiện nhất sẽ biến dạng trước với mức độ biến dạng lớn.
- Biến dạng trượt ở vùng tinh giới hạt : Giữa các hạt là vùng tinh giới hạt. Tại đây có nhiều tạp chất dễ chảy và mạng tinh thể bị rối loạn. Ở nhiệt độ thường vùng này khó xảy ra sự trượt và song tinh, nhưng ở nhiệt độ 950ºC các hạt dễ trượt và quay tương đối với nhau tạo nên biến dạng đủ.
- Quá trình phá huỷ:
Thông thường khi tiếp tục tăng ưng suất đến một giá trị mà thì xảy ra hiện tượng phá huỷ. Nó có tác hại rất lớn đến quá trình phục hồi,không thể khôi phục sửa chữa được gây tổn thất nghiêm trọng về kinh tế.
Trong điều kiện tải trọng tĩnh : gồm có phá huỷ dòn và phá huỷ dẻo. Phá huỷ kèm theo biến dạng dẻo với mức độ rõ rệt tức là vùng gãyvỡ có mức độ rõ rệt ức là vùng gãy vỡ có tiết diện hầu như không biến đổi được gọi là phá huỷ giòn.
Trong điều kiện tải trọng thay đổi theo chu kỳ : Trong thực tế nhiều kết cấu và chi tiết máy như : cầu, trục, bánh răng chịu tác dụng của tải trọng không lớn nhưng thay đổi theo chu kỳ có thể bị phá huỷ trong thời gian dài và tương đối dài ( > = 10 chu kỳ) sự phá huỷ như vậy gọi là phá huỷ mỏi. Cũng giống như mọi phá huỷ, cũng xuất phát từ vết nứt đầu tiên song với đặc điểm là nó thường nằm trên bề mặt là nơi chịu ứng xuất lớn nhất, tạo điều kiện thuận lợi cho sự tạo thành và sự phát triển của vết nứt.
...........................
CHƯƠNG 3 : PHÂN TÍCH CÔNG NGHỆ – CHỌN PHƯƠNG ÁN TỐI ƯU
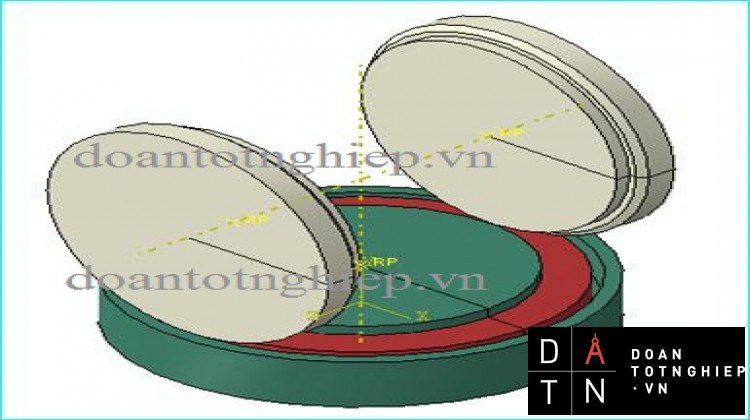
1.Phân tích một chu kì hoạt động :
Để thiết kế máy ta cần xem xét chuyển động để tạo thành chi tiết ta cần có 2 chuyển động chính :
- Chuyển động quay của dao và chi tiết khi tiếp xúc.
- Chuyển động tịnh tiến của đầu trượt lên xuống.
Các phương án thiết kế được đưa ra đều dựa trên những tiêu chí sau: giá thành, kích thước của máy cán ép, độ tin cậy của hệ thống, khả năng bảo trì, tính đổi lẫn của từng bộ phận trong máy, hệ số an toàn, chỉ số khả năng sẵn sàng …
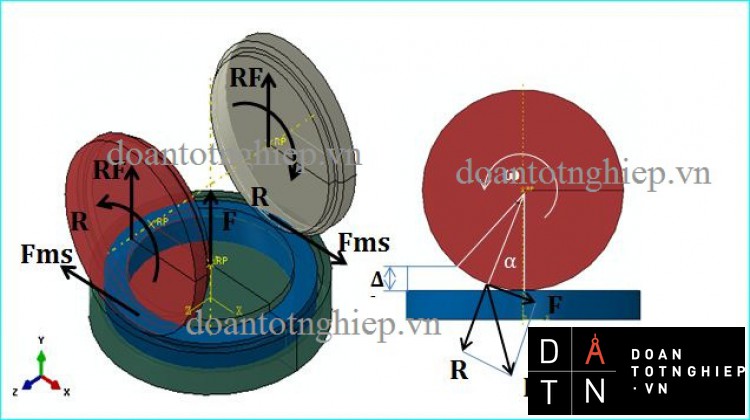
Hình 7 : Nguyên lý của quá trình miết ép
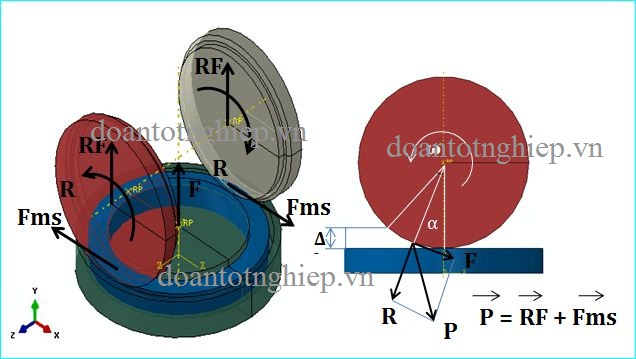
Trong đó : RF : áp lực kim loại lên trục miết
P : Tổng lực tác dụng của trục lên phôi
Δ : Lượng ép
α : góc ăn của kim loại vào trục miết.
RF2 = Lực miết
RM3 = Mô men trên trục miết
Fms = Lực ma sát.
Giả sử ta chọn lực nén của đầu ép là P = 160 tấn = 1600KN
Dựa vào sơ đồ trên ta có : RF = F/2 = 800KN
Chọn hệ số ma sát : f = 0,44 => Fms = 800* 0,44 = 352 KN
Mô men xoắn của trục bàn máy : M = 2Fms * r = 2.352 . 0,125 = 88KN.mm
- Ưu nhược điểm của phương pháp :
Ưu điểm :
- Trong quá trình miết kim loại được phân bố theo phương tiếp tuyến với vành, chính vì vậy sẽ làm tăng cơ tính, chất lượng của sản phẩm.
- Năng suất cao hơn so với các phương pháp gia công khác: cắt gọt, đúc, rèn dập
- Chất lượng bề mặt sản phẩm tốt, không tiêu hao kim loại, do được biến dạng ở trạng thái nguội.
Nhược điểm :
- Do biến dạng ở trạng thái nguội nên trở kháng biến dạng của kim loại lớn, làm cho lực miết lớn ảnh hưởng đọ bền của các chi tiết khi làm việc.
- Lựa chọn phương án tối ưu :
Từ việc phân tích chu kì hoạt độngta đưa ra 2 phương án chuyển động của máy như sau:
2.1.Phương án 1 :
Bước 1 : Dao chuyển động quay quanh trục được gá trên đầu trượt, khuôn dưới và phôi đứng yên.
Bước 2 : Trục dao tịnh tiến xuống dưới tiếp xúc với phôi, xuất hiện ma sát giữa dao và phôi.
Bước 3 : Phôi được lực đẩy đều từ dưới lên làm cho phôi và dao tiếp xúc có lực ma sát lớn làm cho phôi quay theo dao.
Ưu điểm :
- Tránh được hiện tượng ba via.
- Phôi chảy đều theo ý muốn
- Làm việc ở chế độ cho trước hoàn toàn chính xác.
Nhược điểm :
- Chế tạo phức tạp.
- Sử dụng động cơ gắn trên đầu trượt gây mất cân đối
- Tính kinh tế thấp
- Tính tự động hóa thấp
- Tháo lắm phôi và sản phẩm khó
- Phương án 2 :
Bước 1 : Khuôn dưới quay quanh trục thẳng đứng
Bước 2 : Trục dao chuyển động tịnh tiến xuống dưới đến vị trí tiếp xúc với phôi, xuất hiện tiếp xúc giữa dao và phôi.
Bước 3 : Trục dao chuyển đinh xuống dưới, tạo ma sát lớn dẫn đến dao quay theo phôi
3. Phân tích kỹ thuật máy thiết kế :
- Thông số kỹ thuật máy thiết kế :
Thông số kỹ thuật của máy :
+ Chất lỏng công tác là: Dầu công nghiệp 20, KH: CS20.
+ Lực danh nghĩa đầu trượt chưa dao miết : 160 tấn
+ Kích thước điều chỉnh giữa bàn máy và đầu trượt: 200 mm
+ Vận tốc của cylinder thủy lực : 1 mm/s
+ Vận tốc của trục miết : 15rad/s
+ Tốc độ xuống nhanh của xilanh chính trong hành trình không tải: v1= 80mm/s = 4,8m/p
+ Tốc độ lên nhanh của xilanh chính trong hành trình không tải: v4=80mm/s.
+ Áp suất làm việc lớn nhất của xilanh: Pmax = 250 ( bar )
- Yêu cầu trong một giai đoạn tạo hình :
Việc tạo lực ép được thực hiện trên máy ép thủy lực, lực miết được thực hiện nhờ 1 động cơ được gắn với hộp giảm tốc máy được tính toán sau cho phôi biến dạng dẻo ở trạng thái nguội để có biên dạng như yêu cầu. Biên dạng được hình thành nhờ phần chày và cối có biên dạng thích hợp.
Do biến dạng đàn hồi của phôi thép cho nên sau khi nhấn tạo hình phôi thép sẽ biến dạng như biên dạng của chày và cối cho nên phải tính toán biên dạng khuôn trên và khuôn dưới để có biên dạng phôi đúng như yêu cầu .
- Yêu cầu kỹ thuật :
Tất cả máy móc khi thiết kế chế tạo đều có yêu cầu kỹ thuật để quá trình hoạt động đạt hiệu quả cao . Dưới đây là yêu cầu kỹ thuật của máy miết ép thủy lực :
+ Yêu cầu hàng đầu là máy phải đủ độ cứng vững trong khi làm việc.
+ Máy sử dụng phải an toàn, chịu được điều kiện khí hậu nóng ở Việt Nam, vì nhiệt độ cao làm nhiệt độ của chất lỏng tăng nhanh ảnh hưởng đến áp suất làm việc.
+ Áp suất phải ổn định khi làm việc.
+ Khi có sự cố xảy ra phải dừng máy ngay lúc đó.
...........................
CHƯƠNG 4 : TÍNH TOÁN THIẾT KẾ ĐỘNG HỌC MÁY MIẾT ÉP
- Tính toán động lực học:
Tính toán động lực học cho máy là việc phân tích , so sánh chọn các phương án thiết kế máy và nguyên lý máy.
Miết ép chi tiết tròn xoay là quá trình làm biến dạng phôi tròn xoay để chi tiết có được biên dạng như ý muốn. Ở đây nhiệm vụ của người thiết kế là phân tích tìm hiểu các phương án một cách kỷ càng để đưa ra một phương án thiết kế máy hợp lý nhằm đáp ứng các yêu cầu kỹ thuật để nâng cao chất lượng của sản phẩm, đem lại hiệu quả kinh tế và khả năng chế tạo của nơi sản xuất phải đáp ứng được.
- Thiết kế sơ đồ của máy :
Ở đây ta sử dụng hệ thống thủy lực kí hiệu A.N.S.I
Từ phương án thiết kế 2 được chọn ta đưa ra sơ đồ máy miết ép thủy lực như sau:( hình 10, 11 )
Cấu tạo chính gồm 2 phần :
- Phần thủy lực : có nhiệm vụ tạo lực miết RF2 xuống dưới ( hình 8 )
Phần chuyển động của bàn máy : sử dụng hộp giảm tốc bánh răng thẳng có tác dụng tạo chuyển động quay của
- Thiết kế phần thủy lực - tạo lực ép vào phôi :
- Sơ đồ nguyên lý phần thủy lực:
Đối với máy miết ép thủy lực thẳng đứng ta chia ra thành 2 giai đoạn :
+ Giai đoạn 1: (hình 12) đầu ép đi từ trên xuống thực hiện chức năng ép. Ở giai đoạn này dưới tác dụng của áp suất thủy lực do bơm cung cấp lên phía trên đĩa piston, thanh truyền có gắn đầu ép sẽ dịch chuyển ra ngoài cụ thể ở đây là thanh truyền dịch chuyển xuống phía dưới. Khoảng cách dịch chuyển của thanh truyền phụ thuộc vào nguồn áp lực của dòng thủy lực do bơm cung cấp, chiều dài của thanh truyền và tác động đóng mở của cơ cấu điều khiển chính.
Van điều khiển Solenoid ở giai đoạn này, trục chính dưới tác dụng của từ trường sẽ dịch chuyển sang trái, lúc này cổng P nối thông với cổng B để đưa chất lỏng vào cylinder, đồng thời cổng A sẽ thông với cổng T đưa chất lỏng về thùng chứa thông qua bộ lọc tinh.
..............................
tính toán, thiết kế máy miết ép chết tạo chi tiết dạng trụ bậc từ phôi ống dày, thuyết minh máy miết ép, động học máy miết ép, kết cấu máy miết ép, nguyên lý máy miết ép, cấu tạo máy miết ép, quy trình sản xuất máy miết ép
.......................
4.6. Tính toán và chọn các yếu tố của vỏ hộp và các chi tiết khác.
|
Tên gọi |
Biểu thức tính toán |
|
Chiều dày: Thân hộp, δ
Nắp hộp, δ1 |
δ = 0,03a + 3 = 0,03.1652+ 3 = 10,9 mm lấy δ = 8 mm δ1 = 0,9δ = 0,9.8 = 10,2 mm |
|
Gân tăng cứng: Chiều dày,e Chiều cao, h Độ dốc |
e = (0,8÷1)δ = 9,4 ÷ 11,8 mm lấy e = 11 mm h < 5. =40 mm khoảng 20 |
|
Đường kính: Bulông nền, d1 Bulông cạnh ổ, d2 Bulông ghép bích nắp và thân, d3 Vít ghép nắp ổ, d4 Vít ghép nắp cửa thăm, d5 |
d1 > 0,04a + 10 = 16,4 lấy d1 = 26 mm d2 = (0,7÷0,8)d1 = 12,6÷14,4 lấy d2 = 24 mm d3 = (0,8÷0,9)d2 = 10,4÷11,7 lấy d3 = 22 mm d4 = (0,6÷0,7)d2 = 7,8÷9,1 lấy d4 = 8 mm d5 = (0,5÷0,6)d2 = 6,5÷7,8 lấy d5 = 6 mm |
|
Mặt bích ghép nắp và thân: Chiều dày bích thân hộp, S3 Chiều dày bích nắp hộp, S4 Bề rộng bích nắp và thân, K3 |
S3 = (1,4÷1,8)d3 = 15,4÷19,8 lấy S3 = 15 mm S4 = (0,9÷1)S3 = 13,5÷15 lấy S4 = 14 mm K3 ≈ K2 – (3÷5) = 39÷37 lấy K3 = 38 mm |
|
Kích thước gối trục: Đường kính ngoài và tâm lỗ vít: D3, D2
Bề rộng mặt ghép bulông cạnh ổ: K2 Tâm lỗ bulông cạnh ổ: E2 và C
Chiều cao h |
Trục vào I, D2=90(mm) D3= 115(mm),C=D3/2=57,5(mm) Trục trung gian II, D2 = 120 mm D3 = 150 mm Trục ra III, D2 = 110 mm D3 = 135 mm K2 = E2 + R2 + (3÷5) = 37,8÷39,8 lấy K2 = 38 mm E2 = 1,6d2 = 19,2 mm và R2= 1,3d2 = 15,6 mm, C = D3/2 h xác định theo kết cấu, phụ thuộc tâm lỗ bulông và kích thước mặt tựa |
|
Mặt đế hộp: Chiều dày: khi có phần lồi: Dd, S1 và S2
Bề rộng mặt đế hộp K1 và q |
Dd xác định theo đường kính dao khoét S1 = (1,3÷1,5)d1 = 23,4÷27,0 lấy S1 = 25 mm S2 = (1÷1,1)d1 = 16÷17,6 lấy S2 = 17 mm K1 = 3d1 = 48 mm và q > K1+2δ = 64 mm |
|
Khe hở giữa các chi tiết: Giữa bánh răng với thành trong hộp Giữa đỉnh răng bánh lớn với đáy hộp Giữa mặt bên các bánh răng với nhau |
Δ ≥ (1÷1,2)δ = 10÷12,6 mm, Δ1 ≥ (3÷5)δ = 44÷56 mm,
Δ ≥ δ = 12 mm, |
|
Số lượng bulông nền Z |
Z = (L+B)/(200÷300) |
4.7.
CHƯƠNG 5 : VẬN HÀNH BẢO DƯỠNG MÁY
1. Vận hành hệ thống:
1.1. Yêu cầu về lắp ráp:
- Phải tuân thủ khi lắp ráp các hệ thống thủy lực là công tác vệ sinh sạch sẽ. Những hư hỏng nghiêm trọng có thể xãy ra rất nhanh chóng trong hệ thống, nếu có những vật liệu bên ngoài xâm nhập vào hệ thống.
- Luôn luôn làm kín tất cả những khe hở của bình chứa sau khi vệ sinh bình chứa. Chu kỳ vệ sinh thay dầu mới phải là một phần trong thời khóa biểu bảo dưỡng hệ thống.
- Khi hệ thống thủy lực được mở ra, phải đậy hoặc bịt kín tất cả các cổng nối để không cho chất bẩn và không khí ẩm lọt vào hệ thống. Phải luôn luôn giữ chúng bịt kín ngoại trừ khi sửa chữa hoặc lắp ráp.
- Phải giữ các loại xăng trắng, chất tẩy rửa trong những thùng chứa an toàn.
- Sử dụng các vòi không khí nén để làm sạch các khớp nối.
- Kiểm tra các khớp nối của ống pipe, ống tube, ống mềm, để chắc chắn rằng không có sự hiện diện của cáu bẩn, ba vớ, vảy cặn và không bị co thắt, có khía, có ngấn…. Các loại ống mềm và ống tube phải được chụp kín bằng nắp ở các đầu khi lưu trữ.
- Doa lại các đầu ống pipe và ống tube để tránh các vật liệu bị chồn quá nhiều sẽ làm hạn chế dòng chảy hoặc gây ra trường hợp chảy rối.
- Không sử dụng những khớp nối áp suất cao ở các đường ống nạp bởi vì chúng có đường kính trong nhỏ hơn và có thể làm hạn chế dòng chảy.
- Không nên sử dụng hàn điện hoặc cắt gọt ống ở nơi hệ thống thủy lực đang tháo ráp để sửa chữa.
- Không sử dụng băng teflon hoặc những hỗn hợp làm kín ống ở các loại ren trụ.
- Khi sử dụng các khớp nối mềm trên các trục bơm và động cơ thủy lực chúng ta phải thực hiện như sau:
Điều chỉnh các nửa khớp nối sát với nhau, luôn luôn phải ở trong khoảng 0.20 inch (5.08mm).
Cho phép có khe hở khoảng 1/32 đến 1/16 inch (0.79 đến 1.59mm) giữa các nửa khớp nối, hoặc thực hiện theo sự cho phép của nhà chế tạo đối với các khe hở.
Không được đóng các khớp nối vào trục. Các khớp nối phải luôn luôn được lắp trượt hoặc được lắp ép nóng bằng cách sử dụng dầu nóng để lắp ráp.
- Bôi mỡ đầy đủ vào các vong bi, ổ lăn, ổ trục, rãnh then, then trượt lúc lắp ráp để tăng tuổi thọ cho chi tiết.
- Khi sử dụng các khớp nối vạn năng kếp để liên kết, chỉ nên tạo ra góc quay theo một hướng.
- Khi lắp ráp các chi tiết trong hệ thống, phải phủ một lớp dầu thủy lực vào chi tiết để tăng sự bôi trơn ban đầu, cho đến khi hệ thống được chuẩn bị tốt để làm việc. Nhớt hoặc mỡ bôi trơn là những chất dễ tan và có thể được sử dụng để dễ dàng gắn các chi tiết với nhau nếu cần thiết.
1.2. Qui trình khởi động ban đầu:
Những loại bơm và động cơ thủy lực được cấu tạo để khởi động ở tình trạng không tải. Điều quan trọng là chúng được khởi động với các cửa thoát được thông với áp suất khí trời để loại bỏ không khí ở hệ thống thủy lực. Mặt khác bơm không thể mồi và có thể bị hư hỏng do thiếu chất bôi trơn.
Không bao giờ khởi động các bơm cánh van khi:
♦ Van bị đóng kín.
♦ Bộ tích trữ đang được nạp.
♦ Vòng làm việc kín với động cơ thủy lực.
Các van điều khiển hướng thông thường là loai có mạch nhánh, vì vậy bơm có thể được khởi động một cách dơn giản bằng cách định tâm các lõi van. Nhưng nếu dầu thủy lực không thể tuần hoàn được ở áp suất, nên có một van nhỏ trong đường ống áp suất hoặc một khớp nối trong đường ống và sẽ mở ra để khởi động. Phải để cổng thoát được thông với không khí cho đến khi dòng thủy lực chảy ra ngoài. Sự xả khí tự động có thể được thực hiện bằng cách lắp một van xả khí, van này sẽ mở ra để xả không khí nhưng sẽ đóng lại khi dòng thủy lực bắt đầu chảy ra.
1.3. Các điểm lưu ý khi vận hành bơm :
Tránh vận hành quá tốc độ
Vận hành bơm ở tốc độ quá cao thì ma sát giữa các bộ phận trong bơm sẽ tăng cao do khả năng bôi trơn giảm. Điều này sẽ làm cho máy bơm bị hư hỏng sớm. Vận hành bơm quá tốc độ cũng gây ra nguy cơ hỏng vì ‘’ thiếu hụt dầu’’ trong bơm.
Tránh hiện tượng thiếu hụt dầu
Thiếu hụt dầu là tình trạng dầu không đủ để nạp đầy vào mọi nổitng ngõ nạp của bơm. Khi tình trạng này xảy ra, dầu thoát ra khỏi bơm sẽ có bọt khí. Dầu áp lực có chứa bọt khí sẽ dẫn đến những sai lệch trong truyền động.
Nguyên nhân của tình trạng này ngoài việc vận hành bơm quá ở tốc độ còn có thể do một số nguyên nhân khác như: đường ống dầu bị nghẹt ở một số vị trí, mức dầu trong bình chứa thấp hơn cửa nạp hoặc độ nhớt của dầu quá cao.
Có chân không ở ngõ nạp của bơm
Đối với đa số các máy bơm thủy lực, chân không tối đa cho phép ở ngõ nạp là 5 in.Hg. Lý tưởng là không có chân không ở ngõ nạp.
Nếu có chân không ở ngõ nạp sẽ xảy ra tình trạng ‘’ thiếu hụt dầu’’. Tình trạng này sẽ gây ra sự ăn mòn kim loại bên trong bơm và tăng khả năng biến chất của dầu thủy lực. Ngoài ra tình trạng ‘’ thiếu hụt dầu’’ còn gây ra tiếng ồn. Điều nguy hiểm là tiếng ồn chỉ được phát hiện khi chân không ở ngõ nạp là 10 in.Hg, nhưng lúc này thì tác hại đã xảy ra.
Để hạn chế tình trạng ‘’ thiếu hụt dầu’’ cần dùng các ống dẫn dầu lớn, chiều dài ngắn nhất (có thể được), hạn chế những chỗ gấp khúc, nên vạn hành bơm ở tốc độ danh định. Có thể là tạo ra áp suất ở ngõ nạp của bơm bằng cách đặt bình chứa phía trên bơm hoặc dùng bơm phụ để cấp dầu cho bơm.
Có thể đặt đồng hồ đo chân không để kiểm tra chân không ở ngõ nạp của bơm.
- Bảo dưỡng hệ thống:
Nhiều hệ thống thủy lực được thiết kế không xem xét đến vấn đề bảo dưỡng một lần trong quá trình sử dụng. Thông thường yêu cầu ban đầu là giá thành sản phẩm nhỏ nhất, ảnh hưởng đến việc đầu tư bảo dưỡng cho hệ thống. Hậu quả của công việc trên là:
● Các bộ lọc trong hệ thống sẽ không thích hợp.
● Sẽ không đủ phương tiện kiểm tra giám sát mức độ mài mòn.
● Van và các thiết bị khác sẽ không đặt đúng vị trí thích hợp.
● Công việc bảo dưỡng cần thiết để làm sạch thùng dầu trước khi chắc chắn rằng các thiết bị có thể được kiểm nghiệm và thay thế.
2.1.Hệ thống lọc và độ sạch:
Thống kê cho thấy rằng 80% các hư hại trong hệ thống thủy lực trực tiếp hay không trực tiếp đều bắt nguồn từ việc ô nhiễm dầu thủy lực. Bằng cách sử dụng bộ lọc phù hợp có thể làm giảm được phần lớn mức độ ô nhiễm dầu.
● Chắc chắn rằng các bộ phận lọc được gắn vào hệ thống một cách tương đối và kích thước của nó đủ để chuyển toàn bộ lưu lượng chất lỏng mà bơm cung cấp trong điều kiện khởi động lạnh.
● Kiểm tra thùng chứa dầu thật sự kín chưa và tất cả những đệm kín làm việc trong điều kiện tốt. Kiểm tra xem nắp thông hơi của thùng dầu có sạch không, và kích thước phù hợp với mức độ xử lý lưu lượng khí cần trao đổi hay không.
● Khi nạp dầu cho thùng dầu hoặc đậy nắp thì dùng một bộ lọc để chuyển dầu vào, không nên dùng bình đổ dầu trực tiếp vào như bình tưới nước.
● Thùng dầu phải được gắn với khóa xả dầu để có thể chảy hết một cách tuần hoàn và làm sạch cùng với bộ hút.
2.2. Giám sát chế độ:
2.1.1. Thiết bị:
Chế độ hoạt động của bơm, mô tơ thủy lực và các van điều khiển với các lỗ ngoài có thể dự đoán bằng cách đo lường dòng rò rỉ trên các đường ống dẫn. Các khóa đường ống dẫn nên lắp đặt để có thể dễ dàng ngắt dòng rò rỉ khi có sự cố, các dòng rò rỉ được thu gom về một bình đo lường và tốc độ dòng rò rỉ của các thiết bị phải được giám sát.
2.2.2.Chất lỏng:
Giám sát ô nhiễm chất lỏng thủy lực có thể có ích rất lớn. Những kiểm tra thông thường đặt ra là cần phải xác định cấp độ sạch để bảo dưỡng và cung cấp hướng dẫn đúng cho việc hoạt động của máy. Thùng chứa, ống dẫn và những dụng cụ sử dụng làm mẫu nên cẩn thận lau sạch.
2.2.3.Mài mòn thiết bị:
Mài mòn trong hệ thống thủy lực là nguyên nhân chính của sự ô nhiễm dầu. Nó làm cho hiệu suất lọc và bảo dưỡng giảm đi tới mức thấp. Mài mòn xảy ra hiện tại có thể xác định bằng cách giám sát sự thay đổi lưu lượng dòng rò rỉ và bằng cách phân tích thành phần vật liệu mài mòn trong dầu.
Những nguyên nhân khác gây mài mòn thiết bị là do sự xê dịch của bơm và bộ phận tác động. Bằng cách siết chặt các bu lông lỏng, đường ống làm việc và các van trượt gây nên dao động trong hệ thống. Những hư hỏng vật lý có thể xảy ra là do kết quả của sự lạm dụng sai, vị trí lắp đặt sai và bảo vệ không tương xứng với từng thiết bị bộ phận.
2.3.Kế hoạch bảo dưỡng:
Công việc vận hành:
● Kiểm tra trực quan những hư hỏng hoặc rò rỉ đường ống, khớp nối và thiết bị.
● Kiểm tra trực quan mức chất lỏng trong thùng dầu và đặc tính của chất lỏng.
● Kiểm tra áp suất hoạt động, bộ chỉ thị chế độ của bộ lọc.
● Kiểm tra sự an toàn tại nơi làm việc.
● Kiểm tra hoạt động của hệ thống và sản xuất.
Bảo dưỡng theo chu kỳ:
(hàng tuần, hàng tháng…, phụ thuộc vào điều kiện hoạt động)
● Kiểm tra độ ổn định của tất cả các thành phần.
● Kiểm tra chỉ số áp suất tại lúc kiểm tra trong hệ thống.
● Kiểm tra mức độ tiếng ồn của bơm và nhiệt độ hoạt động.
● Kiểm tra toàn bộ bộ phận tác động (cylinder-piston) như hư hỏng, mức độ ồn, nhiệt độ hoạt động, vận tốc đầu ra và lực.
● Kiểm tra ăn khớp giữa các vòng bi, ổ lăn của hộp giảm tốc, trục quay chính để tránh bị dơ trục.
Bảo dưỡng hằng năm:
● Làm sạch thùng dầu, kiểm tra đặc tính của dầu.
● Làm sạch thùng dầu bên trong và bên ngoài, kiểm tra sự rỉ sét.
● Làm sạch bộ lọc.
● Làm sạch đường ống dẫn khí của bộ phận làm mát.
● Kiểm tra tất cả ống mềm, ống pipe và khớp nối có hư hỏng, mài mòn hoặc rò rỉ hay không. Thay thế như yêu cầu.
● Kiểm tra mô tơ điện.
● Kiểm tra những mối liên kết mềm giữa bơm và mô tơ.
● Kiểm tra các phần tử lọc, thay thế các thiết bị đã sử dụng được 12 tháng.
● Làm sạch phễu lọc.
● Kiểm tra sự rò rỉ của bơm và mô tơ bằng cách vận hành dưới chế độ bình thường và so sánh với mức độ rò rỉ mà nhà chế tạo khuyến cáo cho phép. Nếu như sự rò rỉ quá mức thì cần phải đem đến nhà chế tạo để đại tu.
● Kiểm tra sự rò rỉ đệm kín giữa cylinder và piston.
● Kiểm tra lượng dầu được tra trong hộp giảm tốc.
● Kiểm tra ổ trục hoạt động có chính xác không
TÀI LIỆU THAM KHẢO
[1] Trịnh Chất, Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí Tập 1; nxb Giáo Dục 2009
[2] Trịnh Chất, Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí Tập 2; nxb Giáo Dục 2009
[3] Nguyễn Thành Trí, Hệ thống thủy lực trên máy công nghiệp; nxb Khoa học kỹ thuật, 2009
[4] Nguyễn Trọng Hiệp, Chi tiết máy, Nxb Giáo Dục, 2010
[5] Nguyễn Tất Tiến, Lý thuyết biến dạng dẻo kim loại, nxb Giáo Dục
[6] Phạm Văn Nghệ, Đỗ Văn Phúc, Máy búa và máy ép thủy lực, nxb Giáo Dục 2005
[7] Nguyễn Văn Tư, Vật liệu học – NXB KHKT 1996
[8] Lê Quang Minh – Nguyễn Văn Lượng, Sức bền vật liệu tập 1, NXB Giáo Dục.
[9] Trần Hữu Quế, Vẽ Kỹ Thuật 1,2, NXB Giáo Dục.




