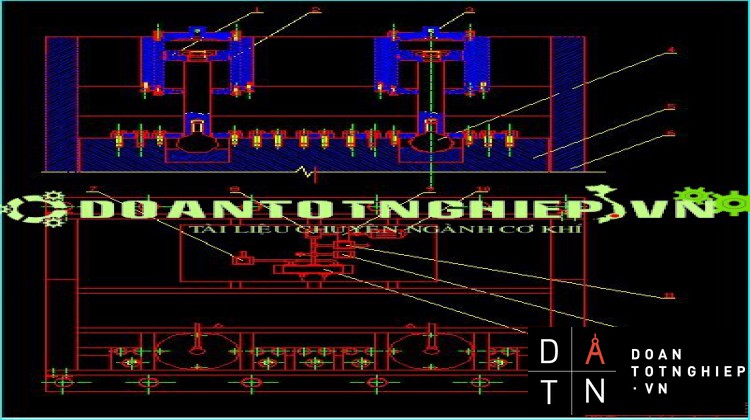
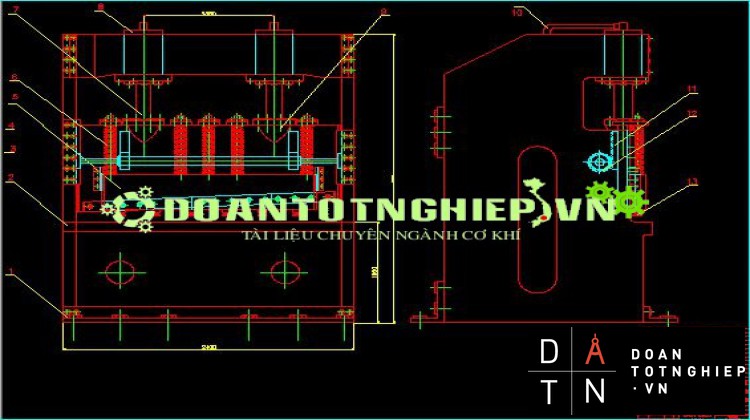
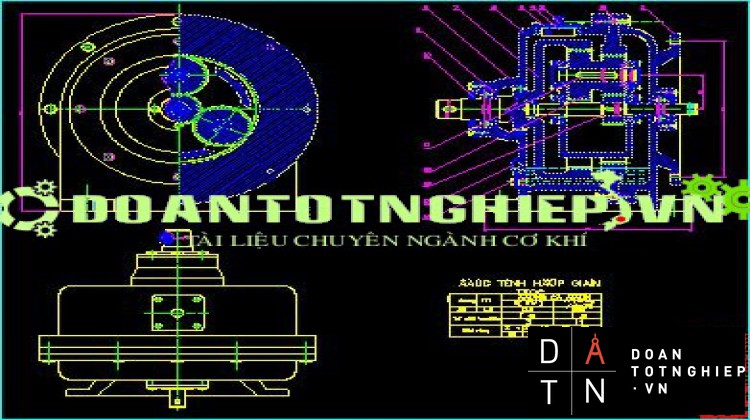
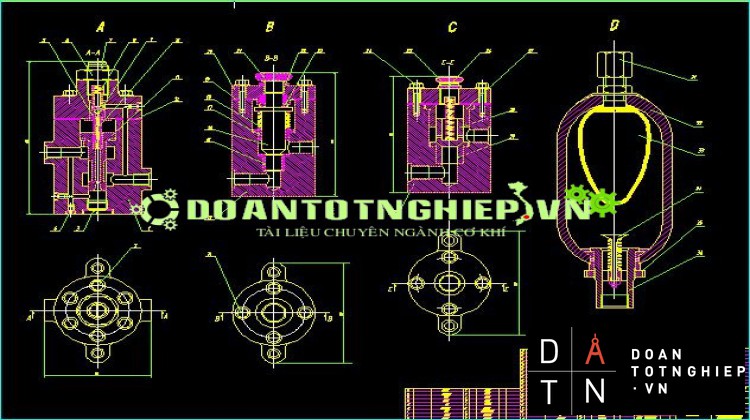
Thiết kế máy đột dập trục khuỷu 60 Tấn

NỘI DUNG ĐỒ ÁN
Thiết kế máy đột dập trục khuỷu 60 Tấn, ĐỒ ÁN TỐT NGHIỆP đột dập trục khuỷu 60 Tấn CẢI TIẾN , thuyết minh THIẾT KẾ máy đột dập trục khuỷu 60 Tấn, động học máy , kết cấu máy đột dập trục khuỷu 60 Tấn, nguyên lý máy đột dập trục khuỷu 60 Tấn , cấu tạo máy , quy trình sản xuất đột dập trục khuỷu 60 Tấn
CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC BÁCH KHOA ĐỘC LẬP – TỰ DO – HẠNH PHÚC
KHOA CƠ KHÍ
NHIỆM VỤ THIẾT KẾ ĐỒ ÁN TỐT NGHIỆP
Họ tên sinh viên :
Lớp :
Ngành : Chế Tạo Máy
Tên đề tài : Thiết kế máy đột dập trục khuỷu 60 T
Nội dung thuyết minh và tính toán
1.Các vấn đề chung:
1.1 Sơ lược về gia công áp lực
1.2 Thiết kế sơ đồ kết cấu động học máy
1.3 Tính toán xác định các thong số kĩ thuật cơ bản của máy
2.Thiết kế động học máy:
2.1 Thiết kế động học toàn máy
2.2 Thiết lập sơ đồ động học máy
3.Thiết kế kết cấu máy :
3.1 Tính toán công suất máy , chọn động cơ
3.2 Tính toán công suất , momen và đường kính sơ bộ của các trục máy
3.3 Tính toán để thiết lập bản vẽ kết cấu máy
3.4 Thiết kế hệ thống điều khiển máy
3.5 Thiết kế trục chính máy
4. Đánh giá và nhận xét:
ngày tháng năm 201...
Giáo viên hướng dẫn
LỜI NÓI ĐẦU
Cùng với sự phát triển của khoa học nói chung và ngành cơ khí nói riêng. Đòi hỏi người cán bộ kỹ thuật phải nắm vững kiến thức cơ bản tương đối rộng. Đồng thời phải biết vận dụng kiến thức đã học trong suốt 5 năm để giải quyết những vấn đề cụ thể thường gặp trong sản xuất, sửa chữa và sử dụng.
Do đó đồ án tốt nghiệp là mục đích giúp hệ thống lại những kiến thức cơ bản đã học trước lúc ra trường. Cùng với sự phát triển của thời đại công nghiệp hóa, hiện đại hóa của ngành cơ khí, thì nhu cầu sản xuất phải sử dụng máy móc độ chính xác cao, phải giảm sức lao động của con người, tăng năng suất lao động. Nhằm đáp ứng nhu cầu đó, em đã nhận đề tài tốt nghiệp là “Thiết kế máy cắt thép tấm” với các nội dung sau:
Phần I. Tổng quan về việc sử dụng thép tấm trong công nghiệp.
Phần II. Cơ sở lý thuyết về cắt kim loại.
Phần III. Giới thiệu về các phương pháp cắt thép tấm.
Phần IV.Phân tích, chọn sơ đồ nguyên lý máy và tính động học.
Phần V. Tính toán động lực học và kết cấu.
Phần VI.Hướng dẫn sử dụng và bảo quản máy.
Phần VII.Kết luận.
Đề tài được hoàn thành với sự hướng dẫn tận tình của thầy giáo hướng dẫn .... cùng các thầy cô trong khoa .Vì là một vấn đề tương đối lớn, mới của người sinh viên, không tránh khỏi những thiếu sót. Em rất mong sự góp ý chỉ bảo của thầy cô.
Em xin chân thành cảm ơn thầy giáo hướng dẫn và các thầy cô trong khoa.
PHẦN 1
TỔNG QUAN VỀ VIỆC SỬ DỤNG THÉP TẤM
TRONG CÔNG NGHIỆP .
Ngày nay khi nhu cầu về đời sống càng phát triển và nâng cao thì ngành công nghiệp cần phải đáp ứng đầy đủ và kịp thời những nhu cầu đó . Trong đó ngành công nghiệp và gia công kim loại bằng áp lực như cán, kéo, ép, rèn tự do, rèn khuôn, dập tấm ... cũng đóng góp một phần không nhỏ, quan trọng hơn trong đó là phương pháp gia công kim loại cán và cắt thép tấm đóng một vai trò không nhỏ, nó góp phần tạo ra các sản phẩm, vật dụng và các ngành nghề công nghiệp khác như : ngành công nghiệp hàng không, lĩnh vực điện, nông nghiệp, ô tô, xây dựng, công nghiệp đóng tàu, thuyền,...
Thép tấm được tạo thành từ quá trình cán kim loại, kim loại biến dạng giữa hai trục cán quay ngược chiều nhau, có khe hở giữa hai trục cán nhỏ hơn chiều dày của phôi ban đầu . Kết quả làm chiều dày phôi giảm, chiều dài và chiều rộng tăng lên, hay đây là sản phẩm dạng tấm hay thép tấm .
Cán thép tấm có thể tiến hành ở trạng thái nóng hoặc trạng thái nguội, ở mỗi loại nó có các ưu điểm và nhược điểm khác nhau . Các sản phẩm thép tấm được phân loại theo chiều dày của tấm thép :
+ Thép tấm mỏng : chiều dày s = 0.2 3.75 mm ,
chiều rộng b = 600 2.200mm
+ Thép tấm dày : S = 4 60mm, b= 600 5.000mm,
l = 4.000 12.000mm .
+ Thép tấm dải : S =0.2 2mm , b= 200 1.500mm,
l = 4.000 60.000mm .
Từ sự phân loại đó ta cũng có được các dạng phôi của thép tấm khác nhau như dạng phôi tấm hay dạng phôi cuộn, phôi dải .
Hình dạng và kích thước của thép tấm qua quá trình cán nó được tiêu chuẩn hoá, do đó việc sử dụng thép tấm để chế tạo ra các sản phẩm như thùng, sàn xe ô tô, khung, sườn xe máy, các thiết bị ngành điện, các kết cấu trong ngành xây dựng như cầu, nhà cửa, sử dụng trong chính ngành cơ khí chế tạo, ngành tàu thuyền, ... thì phải được thông qua quá trình cắt thép tấm ra các kích thước và hình dạng khác nhau .
Thép tấm sau khi được cắt ra các kích cỡ theo yêu cầu, từ đó nó được sử dụng để tạo ra các chi tiết, hình dạng, thù hình khác như :
-Trong xây dựng, các thép hình cỡ lớn trong các dầm cầu được tạo thành từ các tấm thép tấm dày cắt nhỏ, hay thép tấm được dùng để liên kết với nhau để tạo nên các kết cấu thép bền vững hơn như nó liên kết với nhau có thể bằng mối hàn, bulông hoặc đinh tán .
......................................
-Trong ngành chế biến, thép tấm được sử dụng rộng rãi không kém, nó được dùng để chế tạo các thùng chứa, bể chứa, các chai, hộp để đóng gói, ...
-Trong ngành cơ khí : chế tạo thép tấm được sử dụng trong các thân máy của các máy cắt kim loại, khung sườn xe máy, ...
-Trong ngành điện : thép tấm được dùng để taọ ra các sản phẩm trong lĩnh vực điện như là các lá thép trong stato bơm nước hay quạt điện, thép tấm được dùng các cánh quạt cỡ lớn, các thép tấm mỏng dùng làm các lá thép để ghép lại trong chấn lưu đèn ống , máy biến thế , trong lĩnh vực điện chiếu sáng nó được dùng làm các cột điện đường, cột đèn.....
..........................................
-Trong ngành cơ khí ô tô, việc sử dụng thép tấm không thể thiếu được, các thép tấm được dùng làm các khung sườn gầm, lót sàn xe ô tô, che kín thùng xe, các bộ phận che kín khác ...
-Thép tấm dùng làm vỏ, kết cấu khung tàu thuyền trong ngành tàu biển .
-Trong các ngành nghề khác thép tấm dùng để dập ra các đồ dùng dân dụng phục vụ đời sống hay trong ngành công nghiệp hàng không dùng để che chắn, nắp đậy thân, cửa của máy bay, tên lửa, ...
Với nhu cầu sử dụng hiện tại của thép tấm , sự cần thiết phải có các máy để cắt các thép tấm từ ban đầu trong các ngành công nghiệp, các ngành nghề khác nhau đặc biệt trong lĩnh vực cơ khí là một điều không thể thiếu .
.................................................
PHẦN 2
CƠ SỞ LÝ THUYẾT VỀ CẮT KIM LOẠI
Gia công kim loại bằng áp lực là một trong những phương pháp cơ bản để chế tạo các chi tiết máy và các sản phẩm kim loại thay thế cho phương pháp đúc hoặc gia công cắt gọt .
Gia công bằng áp lực thực hiện bằng cách dùng ngoại lực tác dụng lên kim loại ở trạng thái nóng hoặc trạng thái nguội, làm cho kim loại đạt đến quá giới hạn đàn hồi, kết quả làm thay đổi hình dạng của vật thể kim loại mà không phá huỷ tính liên tục và độ bền của chúng . Cắt kim loại là chia phôi ra thành các tấm, dải, mảnh theo đường kín hoặc đường hở . Quá trình cắt xảy ra từ biến dạng đàn hồi khi có lực tác dụng , sau đó biến dạng dẻo cùng với sự tăng lực tác dụng và các vết nứt xuất hiện và gặp nhau theo hướng cắt và tách rời tấm phôi .
2.1.BIẾN DẠNG KIM LOẠI
Dưới tác dụng của ngoại lực kim loại biến dạng theo các giai đoạn : biến dạng đàn hồi, biến dạng dẻo và phá huỷ .
Tuỳ theo cấu trúc tinh thể của mỗi kim loại, các giai đoạn trên có thể xảy ra ở các mức độ khác nhau dưới tác dụng của ngoại lực và tải trọng
Biểu đồ biến dạng khi thí nghiệm kéo đứt của kim loại :
...................................
-Khi tải trọng tác dụng nhỏ hơn Pđh thì biến dạng kim loại tăng theo đường bậc nhất, đây là giai đoạn biến dạng đàn hồi : biến dạng mất đi sau khi khử bỏ tải trọng.
![]() -Khi tải trọng từ Pđh Pđ thì độ biến dạng tăng với tốc độ nhanh, đây là giai đoạn biến dạng dẻo, kim loại bị biến đổi kích thước, hình dạng sau bỏ tải trọng tác dụng lên nó .
-Khi tải trọng từ Pđh Pđ thì độ biến dạng tăng với tốc độ nhanh, đây là giai đoạn biến dạng dẻo, kim loại bị biến đổi kích thước, hình dạng sau bỏ tải trọng tác dụng lên nó .
-Khi tải trọng đạt đến giá trị lớn nhất Pd thì trong kim loại bắt đầu xuất hiện vết nứt, tại đó ứng suất tăng nhanh và kích thướt vết nứt tăng lên, cuối cùng kim loại bị phá huỷ . Đó là giai đoạn phá huỷ : tinh thể kim loại bị đứt rời .
a> Biến dạng đàn hồi :
Dưới tác dụng của ngoại lực hay cắt kim loại bằng áp lực, mạng tinh thể bị biến dạng . Khi lực tác dụng nhỏ, ứng suất sinh ra trong kim loại chưa vượt quá giới hạn đàn hồi, các nguyên tử kim loại dịch chuyển không quá một thông số mạng , nếu thôi tác dụng lực thì mạng tinh thể lại trở về trạng thái ban đầu .
Khi chịu tải, vật liệu sinh ra một phản lực cân bằng với ngoại lực, ứng suất là phản lực tính trên một đơn vị diện tích . Ứng suất vuông góc với mặt chịu lực gọi là ứng suất pháp, gây biến dạng .Ứng suất tiếp sinh ra xê dịch góc .Ứng suất pháp 3 chiều ( ứng suất khối ) làm biến dạng thể tích
.....................................
Vậy biến dạng đàn hồi của kim loại có nghĩa là các nguyên tử trong mạng tinh thể tác động qua laị với nhau bằng lực hút và lực đẩy . Nếu lực tác dụng chưa đủ để sinh ra ứng suất vượt quá giới hạn đàn hồi của vật liệu thì kim loại trở lại trạng thái cân bằng, hay ở giai đoạn này quá trình cắt kim loại chưa xảy ra .
b> Biến dạng dẻo :
Khi ứng suất sinh ra trong kim loại vượt quá giới hạn đàn hồi thì kim loại bị biến dạng dẻo do trượt và song tinh .
Theo hình thức trượt, một phần đơn tinh thể dịch chuyển song song với phần còn lại theo một mặt phẳng nhất định, mặt phẳng này gọi là mặt trượt .
Theo hình thức song tinh, một phần tinh thể vừa trượt, vừa quay đến một vị trí mới đối xứng với phần còn lại qua một mặt phẳng gọi là mặt song tinh . Các nguyên tử kim loại trên mỗi mặt di chuyển một khoảng tỷ lệ với khoảng cách đến mặt song tinh .
Các lý thuyết và thực nghiệm cho thấy trượt là hình thức chủ yếu gây ra biến dạng dẻo trong kim loại khi lực tác dụng lên nó sinh ra ứng suất lớn hơn giới hạn đàn hồi nhưng chưa vượt ứng suất phá huỷ hay ứng suất giới hạn bền của vật liệu . Đây là giai đoạn thứ hai của quá trình cắt kim loại, giai đoạn này xảy ra trước quá trình kim loại bị phá huỷ hay quá trình kim loại bị cắt đứt .
Trong quá trình biến dạng dẻo kim loại vì ảnh hưởng của các nhân tố như : nhiệt độ không đều, tổ chức kim loại không đều, lực biến dạng phân bố không đều, ma sát ngoài vv... đều làm cho kim loại sinh ra ứng suất dư , bên trong bất cứ kim loại biến dạng dẻo nào cũng đều sinh ra ứng suất dư, sau khi thôi tác dụng ứng suất dư vẫn còn tồn tại .
.................................
c> Phá huỷ :
Quá trình biến dạng tăng dần với một mứt độ nào đó kim loại sẽ bị phá huỷ, đây là dạng hỏng nghiêm trọng và không thể phục hồi được .
Cơ chế của quá trình phá huỷ : đầu tiên hình thành và phát triển các vết nứt từ kích thướt siêu vi mô đến vi mô, đến vĩ mô ( bị phá huỷ )
-Phá huỷ trong điều kiện tải trọng tĩnh :
+ Phá huỷ có kèm theo sự biến dạng dẻo với mứt độ tương đối gọi là phá huỷ dẻo . Phá huỷ xảy ra với tốc độ nhỏ và cần nhiều năng lượng nên ít nguy hiểm .
Điều kiện cần thiết cho biến dạng dẻo xảy ra là biến dạng dẻo và trạng thái ứng suất kéo ba chiều trong vùng co thắt cục bộ .
+ Phá huỷ giòn :hầu như không có biến dạng dẻo vĩ mô kèm theo, xảy ra tức thời nên khá nguy hiểm . Bề ngoài mặt khi phá huỷ thường vuông góc với ứng suất pháp lớn nhất nhưng bề mặt vi mô thì có thể là theo các mặt phẳng tinh thể xác định ( mặt vỏ giòn ) ở bên trong mỗi hạt .
+ Các yếu tố ảnh hưởng đến sự phá huỷ là : nhiệt đô, tốc độ biến dạng và tập trung ứng suất .
Ứng suất cần thiết để phát triển vết nứt :
( 1.6 )
Trong đó :
E : mođun đàn hồi của vật liệu
:Sức căng bề mặt
C : Kích thước đặc trưng của vết nứt ban đầu .
-Phá huỷ trong điều kiện tải trọng thay đổi theo chu kỳ ( phá huỷ mỏi ) cơ chế của phá huỷ mỏi cũng xảy ra bằng cách tạo thành và phát triển vết nứt .
Sự phá huỷ mỏi phụ thuộc vào yếu tố : ứng suất tác động, số chu kỳ tác động của tải trọng, yếu tố tập trung ứng suất .
Phá huỷ ở nhiệt độ cao :
Sự tạo nên vết nứt có thể theo cơ chế sau : các hạt trượt lên nhau theo biên giới hạt, có tập trung ứng suất tạo nên vết nứt . Thực chất quá trình biến dạng dẻo của kim loại nó ảnh hưởng lớn đến lực cắt do vậy ta nguyên cứu các nhân tố ảnh hưởng đến nó .
2.1.NHỮNG NHÂN TỐ ẢNH HƯỞNG ĐẾN BIẾN DẠNG DẺO CỦA KIM LOẠI :
Tính dẻo của kim loại là khả năng biến dạng dẻo của kim loại dưới tác dụng của ngoại lực mà không bị phá huỷ .Tính dẻo của kim loại phụ thuộc vào hàng loạt nhân tố khác nhau . Thành phần và tổ chức của kim loại, nhiệt đô, trạng thái ứng suất chính, ứng suất dư, ma sát ngoài, lực quán tính, tốc độ biến dạng, ...
a> Anh hưởng của thành phần hoá học và tổ chức kim loại :
Các kim loại khác nhau có kiểu mạng tinh thể, lực liên kết giữa các nguyên tử khác nhau, do đó tính dẻo của chúng cũng khác nhau, chẳng hạn đồng, nhôm dẻo hơn sắt . Đối với hợp kim, kiểu mạng thường phức tạp, xô lệch mạng lớn, một số nguyên tố tạo các hạt cứng trong tổ chức, cản trở sự biến dạng do đó tính dẻo giảm. Thông thường kim loại sạch và hợp kim có cấu trúc một pha dẻo hơn hợp kim có cấu trúc nhiều pha . Các tạp chất thường tập trung ở biên giới hạt, làm tăng xô lệch mạng cũng làm giảm tính dẻo của kim loại.
b> Anh hưởng của nhiệt độ :
Tính dẻo của kim loại phụ thuộc rất lớn vào nhiệt độ, hầu hết các kim loại khi tăng nhiệt độ thì tính dẻo tăng . Khi tăng nhiệt độ, dao động nhiệt của các nguyên tử tăng, đồng thời xô lệch mạng giảm, khả năng khuếch tán của các nguyên tử tăng làm cho tổ chức đồng đều hơn . Một số kim loại và hợp kim ở nhiệt độ thường tồn tại ở pha kém dẻo, khi ở nhiệt độ cao chuyển biến thì hình thành pha có độ dẻo cao.
c> Anh hưởng của trạng thái ứng suất chính :
Trạng thái ứng suất chính cũng ảnh hưởng đáng kể đến tính dẻo của kim loại. Qua thực nghiệm người ta thấy rằng kim loại chịu ứng suất nén hối có tính dẻo cao hơn khi chịu ứng suất nén mặt, nén đường hoặc chịu ứng suất kéo.
.................................
d> Anh hưởng của ứng suất dư :
Sự tồn tại của ứng suất dư bên trong kim loại sẽ làm cho tính dẻo của kim loại giảm . Nếu ứng suất dư lớn có thể làm cho vật biến dạng hoặc phá huỷ .
e> Anh hưởng của ma sát ngoài :
Ma sát ngoài làm thay đổi hình thức tác dụng lực, do đó làm thay đổi trạng thái ứng suất chính của vật thể .
Ngoài ra ma sát ngoài còn cản trở biến dạng tự do của vật thê, làm cho vật thể biến dạng không đồng đều, tăng lực và công biến dạng, cản trở sự biến dạng hay cắt đứt của kim loại dưới tác dụng của lực cắt để thép .
f> Ảnh hưởng của tốc độ biến dạng :
Tăng tốc độ biến dạng thì sẽ làm giảm tính dẻo của kim loại nếu tốc độ của quá trình biến cứng khi biến dạng lớn hơn tốc độ của quá trình khử biến dạng . Ngoài ra, tốc độ biến dạng tăng còn làm sinh nhiệt nhiều, hiệu ứng nhiệt còn làm cho kim loại đạt đến nhiệt độ mà tại đó tính dẻo thấp hoặc do hiệu ứng nhiệt mà nhiệt độ của kim loại tăng dần lên làm cho kim loại chuyển từ vùng giòn sang vùng dẻo, điều này cũng ảnh hưởng đến tốc độ tác dụng lực để cắt thép, đó là chu kỳ cắt hay cũng chính là năng suất cắt thép .
Vậy để cắt được thép tấm thì lực cần thiết tác dụng phải tạo ra trong kim loại ứng suất lực lớn, đồng thời tốc độ biến dạng phải đạt một trị số nhất định để kim loại dễ dàng bị đứt rời ra khỏi tấm cắt.
...............................
PHẦN 3
CÁC PHƯƠNG PHÁP CẮT THÉP TẤM .
Để thực hiện các công nghệ cắt các vật liệu, trong thực tế có nhiều phương pháp cắt như : Các phương pháp cắt thủ công , cắt bằng ngọn lửa hàn khí, cắt bằng chùm tia laser, plasma hay các phương pháp dập tấm ( dập cắt và đột lổ ), cắt bằng máy cắt thép tấm, ... Tùy theo hình dạng, kích thước cũng như qui mô sản suất mà ta có thể áp dụng phương pháp cắt khác nhau cho hợp lý.
3.1. CẮT BẰNG PHƯƠNG PHÁP THỦ CÔNG :
Cắt thép bằng các phương pháp thủ công có nhiều cách, chẳng hạn như phương pháp chặt bằng ve, tốn nhiều thời gian, các vết cắt không được thẳng và sản phẩm tạo ra không đảm bảo yêu cầu về độ chính xác .
Phương pháp này chỉ áp dụng cho những phân xưởng thủ công, cắt các thép tấm có chiều dày bé và tiết diện nhỏ .
Máy cắt thép thủ công: gồm hai lưỡi cắt và một cơ cấu cánh tay đòn và đòn bẩy để tạo lực cho lưỡi cắt.
Máy này cũng chỉ áp dụng cắt những tấm thép có chiều dày và diện tích bé, chủ yếu dùng trong các xưởng sản xuất vừa và nhỏ.
3.2. CẮT BẰNG HỒ QUANG, ĐIỆN HOẶC NGỌN LỬA KHÍ :
Cắt đứt kim loại đen, kim loại màu và kim loại bằng hồ quang hoặc ngọn lửa khí là phương pháp đốt cháy làm cho vật cắt đạt tới điểm nóng, bị đẩy mạnh và bị tách rời .
Cắt đứt bằng hồ quang: là quá trình nóng chảy hoặc cắt đứt kim loại bằng nhiệt lượng hoặc hồ quang điện, điện cực hồ quang có thể là than hoặc kim loại . Phương pháp này không kinh tế, khó thuận tiện khi chiều dày tấm thép lớn, đường cắt không đều .
Cắt bằng khí là phương pháp cắt sử dụng nhiệt của ngọn lứa sinh ra khi đốt cháy khí cháy trong dòng oxy để nung kim loại tạo thành các oxit và thổi chúng ra khỏi mép cắt tạo thành rãnh cắt . Sơ đồ quá trình cắt kim loại bằng khí được trình bày ở hình 3.1
.......................................
Khi bắt đầu cắt, kim loại ở mép cắt được nung nóng đến nhiệt độ cháy nhờ nhiệt độ của ngọn lửa nung, sau đó cho dòng oxy thổi qua, kim loại bị oxy hoá mãnh liệt tạo thành oxit . Sản phẩm cháy bị nung chảy và được dòng oxy thổi khỏi mép cắt, tiếp theo do phản ứng cháy của kim loại toả nhiệt mạnh, lớp kim loại tiếp theo bị nung nóng nhanh và tiếp tục bị đốt cháy tạo thành rãnh cắt .
Để cắt bằng khí, kim loại cắt phải thoả mãn một số yêu cầu sau :
+ Nhiệt độ cháy của kim loại phải thấp hơn nhiệt dộ nóng chảy.
+ Nhiệt độ nóng chảy của oxit kim loại phải thấp hơn nhiệt độ nóng chảy của kim loại.
+ Nhiệt toả ra khi kim loại cháy phải đủ lớn để nung mép cắt tốt đảm bảo quá trình cắt không bị gián đoạn .
+Oxit kim loại nóng chảy phải loãng tốt, dễ tách khỏi mép cắt.
+ Độ dẫn nhiệt của kim loại không quá cao, tránh sự toả nhiệt nhanh dẫn đến mép cắt bị nung nóng kém, làm gián đoạn quá trình cắt.
Thép các bon có nhiệt cháy 13500C, nhiệt độ nóng chảy trên 15000C, nhiệt cháy đạt tới 70% lượng nhiệt cần để nung nóng nên rất thuận lợi khi cắt bằng khí. Thép cacbon cao do nhiệt độ chảy thấp nên khó cắt hơn, khi cắt thường nung nóng trước tới 300- 6000C. Thép hợp kim crôm hoặc hợp kim niken do khi cháy tạo thành oxit crôm nhiệt độ chảy tới 20000C phải dùng thuốc cắt mới cắt được..., mặt khác để đảm bảo chất lượng phôi, nâng cao năng suất và hạ giá thành cắt cần phải chọn các chế độ cắt hợp lý khác nhau như áp suất khí cắt, lượng tiêu hao khí cắt , tốc độ cắt, khoảng cách cần khống chế từ mỏ cắt tới vật cắt do đó việc dùng phương pháp này để cắt thép tấm không mang lại hiệu quả kinh tế cao cũng như năng suất thấp, khó chuyển sang tự động hoá.
3.3 . CẮT BẰNG CHÙM TIA LASER.
Trong những năm gần đây người ta đã bắt đầu sử dụng laser để cắt tất cả các vật liệu với bất kỳ độ cứng nào.
....................................................
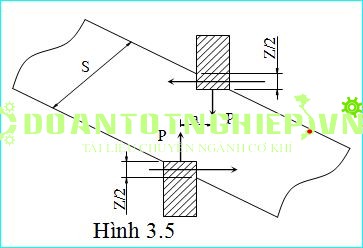
3.4 . PHƯƠNG PHÁP CẮT THÉP TẤM BẰNG ÁP LỰC LƯỠI CẮT.
Thực chất quá trình cắt kim loại bằng áp lực lưỡi cắt là sự biến dạng dẻo sau đó đến phá huỷ kim loại. Quá trình cắt đứt vật liệu chia thành 3 giai đoạn liên tục :
+ Giai đoạn 1 : Đây là giai đoạn biến dạng đàn hồi
+ Giai đoạn 2 : Giai đoạn biến dạng dẻo, do tiếp tục đi xuống, lực cắt tăng lên vượt qua điểm tới hạn, kim loại bị biến dạng dẻo.
Biến dạng dẻo này phát sinh ngay ở mép của dao cắt, ứng suất tập trung làm phát sinh dòng chảy kim loại tại thành vùng kim loại bị chèn ép, sự chèn ép cục bộ đó sẽ phát triển đến khi toàn bộ chiều dày của kim loại đạt đến ứng suất dư để làm xuất hiện đường trượt. Những đường trượt này tạo ra đường dẻo hẹp hình bình hành, do đó biến dạng dẻo kèm theo uốn và kéo các thớ kim loại cho đến khi bắt đầu xuất hiện các vết nứt. Giai đoạn này dao cắt từ 20 đến 50% chiều dày kim loại.
+ Giai đoạn 3 : Dao tiếp tục đi xuống, tại thời điểm khi ứng suất do lực cắt gần đến giới hạn đàn hồi, các vết nứt xuất hiện từ hai vết của dao tiến sâu vào vật liệu và làm đứt rời vật liệu.
Có các loại máy cắt thép tấm dưới áp lực lưỡi cắt như máy cắt dao thẳng song song, máy cắt dao nghiêng, máy cắt dao đĩa ,...
Phương pháp cắt thép tấm bằng áp lực lưỡi cắt có ưu điểm : có năng suất cao, có thể tạo lực cắt bằng các phương pháp khác nhau, giá thành rẻ, dễ tiến hành cơ khí hoá và tự động hoá, phương pháp này phù hợp với ngành cơ khí nước ta hiện nay. Phân tích các loại kết cấu máy và dao để chọn phương án sử dụng cho máy cắt thép tấm dưới áp lực lưỡi cắt.
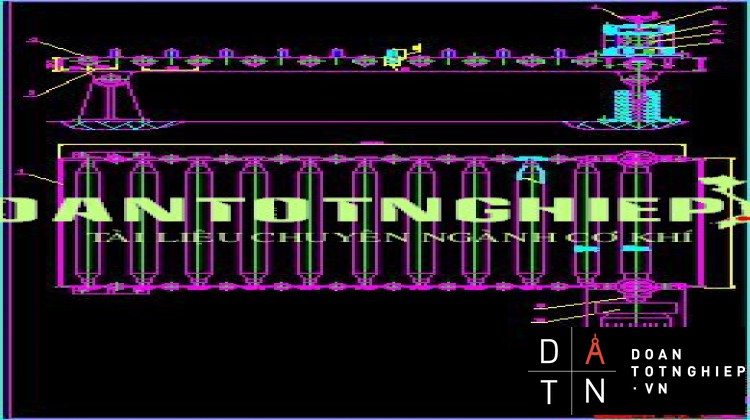
3.4. 1. Máy cắt dao thẳng song song :
................
|
1. Bàn kẹp.
2. Bàn trượt trên
3. Cữ cắt
4. Bàn trượt dưới
5. con lăn dẫn động.
6. Phôi thép
7. Lưỡi dao trên
8. Lưỡi dao dưới.
a > Công dụng và các thông số cơ bản :
+ Công dụng : Máy cắt dao thẳng song song dùng để cắt các loại phôi và sản phẩm có tiết diện vuông, chữ nhật, tròn... máy thường đặt sau máy cán phôi, cán phá, cán hình cỡ lớn có tiết diện sản phẩm là đơn giản. Máy có nhiệm vụ cắt bỏ phần đầu, phần đuôi vật cán và dùng để cắt phân đoạn vật cán theo kích thước qui định .
Khi làm việc mặt phẳng chuyển động của dao không đổi .
Các thông số cơ bản của máy theo trên hình 3.4 :
H: Chiều cao vận hành giao
L : Chiều dài sản phẩm
S : Chiều cao lưỡi cắt
: Chiều dày lưỡi cắt
h: Chiều dày vật cắt
b : Chiều rộng vật cắt
: Độ trùng dao, = (10 20) mm
l: Chiều dài lưỡi cắt
l = (3 4 ) b cho các máy có p = (60 260 ) tấn
l = (2 2.5) b cho các máy có p = (1000 1600 ) tấn
Góc cắt 900,bốn góc đều cắt được
Vật liệu làm bàn trượt : Thép CT 6
Vật liệu làm dao : Thép 6 XHM, 55XHB, 55XH2
Theo kết cấu của máy, người ta phân ra làm hai loại : Loại có dao trên di động và loại có dao dưới di động.
b > Phương pháp xác định lực cắt :
Ngày nay các máy cắt được chế tạo theo tiêu chuẩn. Khi thiết kế máy mới ta tính lực cắt sao cho máy làm việc đảm bảo an toàn và không xảy ra các sự cố đáng tiếc.
Dù dùng loại máy cắt nào thì quá trình cắt cũng chia ra làm ba thời kỳ dù rằng quá trình cắt chỉ xảy ra trong nháy mắt. Ba thời kỳ đó là :
Thời kỳ cặp
-Thời kỳ cắt
-Thời kỳ đứt
+ Thời kỳ cặp
3.4.2 > Máy cắt thép tấm dao nghiêng :
Để giảm lực trong quá trình cắt của máy cắt dao song song, người ta dùng máy cắt tấm lưởi dao được đặt nghiêng một góc j. Khác với máy cắt dao song song, máy này có lưởi cắt chỉ một phần xác định có trị số phụ thuộc vào góc nghiêng j không đổi. Do đó trên một chiều dài hành trình lưởi dao trên khi dao ăn sâu vào kim loại, lực cắt không thay đổi và không phụ thuộc vào chiều rộng tấm thép. Lực này nhỏ hơn rất nhiều so với lực cắt yêu cầu khi cắt cùng tấm vật liệu đó trên máy cắt dao song song Hình 3.7:Máy cắt thép tấm dao nghiêng
Loại máy này lưỡi dao dưới nằm ngang, lưỡi dao trên nghiêng một góc j = 2 60, lực cắt không lớn lắm, cắt được các tấm dày, cắt được các đường cong, đường cắt không thẳng và nhẵn .
Khi cắt dao tiếp xúc dần với vật cắt từ trái sang phải, lực cắt thực hiện không đồng thời trên toàn chiều rộng cắt B . Do lực cắt giảm nên có thể cắt được những tấm thép dày hơn 60 mm .
PHẦN 6
AN TOÀN VÀ VẬN HÀNH MÁY
Tuổi thọ và chất lượng của máy phụ thuộc rất nhiều vào những phương pháp sử dụng và bảo quản máy. Nếu tổ chức sử dụng và bảo quản một cách hợp lý, máy có thể làm việc được trong một thời gian dài, từ 10 ¸ 15 năm, có khi đến 20 năm mới hỏng.
Do đó, vấn đề sử dụng và bảo quản máy, ngoài tính chất kỹ thuật, nó còn có ý nghĩa về kinh tế rất lớn.
Để cho máy cắt làm việc được an toàn và chắc chắn đòi hỏi những công nhân sẽ vận hành, làm việc với máy phải nghiên cứu kỹ về máy qua bản chỉ dẫn vận hành của máy.
Yêu cầu đối với người vận hành máy.
- Biết điều khiển các chức năng của máy một cách thành thạo.
- Nắm được các kiến thức cơ bản về vật liệu cắt.
I.Trước khi làm việc.
- Trước khi làm việc người công nhân đã được giao vận hành máy phải kiểm tra toàn bộ máy, tức là kiểm tra các bộ phận truyền động, có làm việc an toàn hay không.Kiểm tra các thiết bị điều khiển, nắp đậy che chắn và đặc biệt là các vấn đề bôi trơn các bộ phận ổ đỡ rãnh trượt.
- Kiểm tra hệ thống bơm dầu thuỷ lực cắt.
- Kiểm tra dao cắt không được vỡ mẽ.
- Ấn nút khởi động động cơ, cho cho máy chạy thử khi chưa có phôi cắt vài hành trình, kiểm tra dao...
- Khi đã đảm bảo các yêu cầu trên mới được vận hành máy.
II.Trong khi làm việc:
Quá trình làm việc người công nhân đứng máy phải mang bảo hô lao động đúng quy đinh, phải đặt phôi vào đúng vị trí trên bàn cấp phôi, phải chú ý vật liệu cắt đúng quy định cho phép.
- Ở vị trí làm việc phải gọn gàng sạch sẽ tạo điều kiện cho việc thao tác bằng tay với tôn tấm được dễ dàng nhanh chống và an toàn.
- Khi phát hiện có sự cố phải cho dừng máy bằng cách ngăt cầu dao chính của máy và báo ngay với người có trách nhiệm.
- Nghỉ làm việc phải ngắt cầu dao điện an toàn
III.Sau khi làm việc.
Tuổi thọ của máy được kéo dài thêm và các hỏng hóc sẽ được loại trừ nhờ vào việc bảo dưỡng thường xuyên và đúng lúc.
* Những vấn đề cần quan tâm bảo dưỡng trước tiên là:
Sau khi làm việc, phải thu gọn phôi và sản phẩm cắt đùng vào nơi quy định làm sạch dao và dầu mỡ trên bề mặt trượt.
lời kết
Trong thời gian 3 tháng làm đề tài tốt nghiệp đã giúp em hệ thống lại kiến thức đã học để ứng dụng vào việc thiết kế. Ngoài ra còn giúp em nắm vững hơn những yêu cầu cần thiết trong thiết kế, chế tạo sản phẩm cơ khí về kỹ thuật sản xuất và tổ chức sản xuất nhằm đạt các chỉ tiêu kinh tế kỹ thuật trong điều kiện và quy mô sản xuất cụ thể.
Với sự nỗ lực của bản thân và sự hướng dẫn nhiệt tình của thầy hướng dẫn ............ và các thầy cô trong khoa, em đã hoàn thành nhiệm vụ thiết kế. Tuy nhiên do khả năng và thời gian có hạn, tài liệu tham khảo còn hạn chế nên việc thiết kế toàn bộ máy không thể tránh khỏi những thiếu sót, em rất mong quý thầy cô và các bạn góp ý để bổ sung những thiếu sót.
Một lần nữa em xin chân thành cảm ơn.
Sinh viên thiết kế
TÀI LIỆU THAM KHẢO
- Công nghệ tạo phôi (Lưu Đức Hoà)
- Công nghệ tạo phôi (Hoàng Minh Công)
- Vật liệu học
- Thiết kế máy cán và cắt tôn
- Công nghệ Laser
- Công nghệ dập nguội
- Thuỷ lực và máy thuỷ lực
- Ứng dụng thuỷ lực trong máy công nghiệp
- Truyền động dầu ép trong máy cắt kim loại(Nguyễn Ngọc Cẩn)
- Nguyên lý cắt
- Chi tiết máy tập 1
- Chi tiết máy tập 2
- Thiết kế máy và chi tiết máy
- Thiết kế chi tiết máy (Nguyễn Trọng Hiệp-Nguyễn Văn Lẫm)
- Thiết kế hệ thống dẫn động cơ khí
- Sức bền vật liệu tập 1
- Sức bền vật liệu tập 2
- Nguyên lý máy
MỤC LỤC
Lời nói đầu trang 1
Phần 1:tổng quan về việc sử dụng thép tấm trong công nghịêp trang 2
Phần 2: Cơ sở lý thuyết về cắt kim loại. Trang5
2.1 Biến dạng lim loại trang 5
2.2 Những nhân tố ảnh hưởng đến biến dạng dẻo kim loại trang 9
Phần 3: Các phương pháp cắt thép tấm trang 12
3.1Cắt bằng phương pháp thủ công trang 12
3.2 Cắt bằng hồ quang điện hoặc ngọn lửa hàn khí trang 12
3.3Cắt bằng chùm tia laser trang 14
3.4 Cắt bằng áp lực lưỡi cắt trang 14
Phần 4: Sơ đồ nguyên lý và tính động học máy trang 24
4.1 Giới thiệu chung trang 24
4.2Phân tích chọn sơ đồ nguyên lý máy trang 24
4.3 Tính động học máy
Phần 5: Tính toán động lực học và kết cấu trang 39
5.1Động lực học và kết cấu cho cơ cấu kẹp phôi trang 39
5.2 Động lực học và kết cấu cho bộ phận tạo lực cắt trang 46
5.3 Tính kết cấu lưỡi dao và bàn trượt gá dao trang 56
5.4 Tính bộ phận cấp phôi trang 60
Phần 6: An toàn và vận hành máy trang 82
Phần 7 Kết luận trang 84
Thiết kế máy đột dập trục khuỷu 60 Tấn, ĐỒ ÁN TỐT NGHIỆP đột dập trục khuỷu 60 Tấn CẢI TIẾN , thuyết minh THIẾT KẾ máy đột dập trục khuỷu 60 Tấn, động học máy , kết cấu máy đột dập trục khuỷu 60 Tấn, nguyên lý máy đột dập trục khuỷu 60 Tấn , cấu tạo máy , quy trình sản xuất đột dập trục khuỷu 60 Tấn




