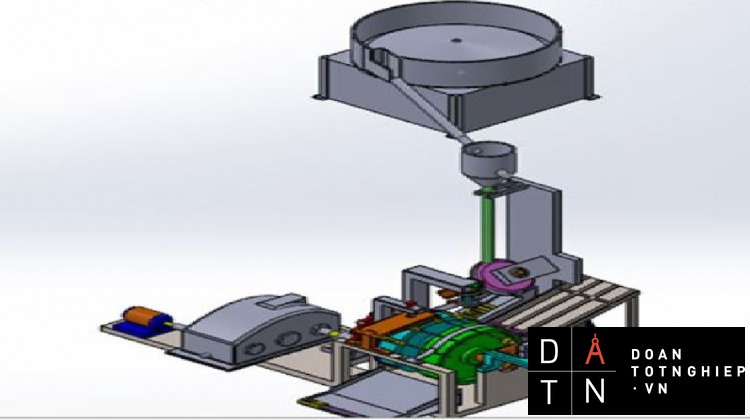
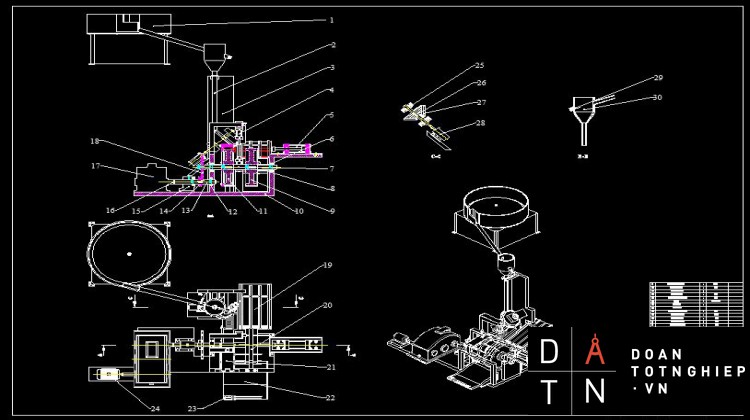
Đồ án tốt nghiệp THIẾT KẾ HỆ THỐNG CẤP PHÔI VÀ LẮP RÁP TUỐC NƠ VÍT TỰ ĐỘNG
NỘI DUNG ĐỒ ÁN
BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP HÀ NỘI
KHOA: CƠ KHÍ CHẾ TẠO MÁY
ĐỒ ÁN TỐT NGHIỆP
ĐỀ TÀI: THUYẾT MINH THIẾT KẾ HỆ THỐNG CẤP PHÔI VÀ LẮP RÁP TUỐC NƠ VÍT TỰ ĐỘNG
|
BỘ CÔNG THƯƠNG |
CỘNG HOÀ XÃ HỘI CHỦ NGHĨA VIỆT NAM Độc lập - Tự do - Hạnh phúc |
PHIẾU GIAO ĐỀ TÀI ĐA/KLTN
|
Họ và tên: Nguyễn Đức Đô |
Mã sinh viên: 0841010455 |
|
Họ và tên: Nguyễn Văn Đoàn |
Mã sinh viên: 0841010322 |
|
Họ và tên: Phạm Chung |
Mã sinh viên: 0841010457 |
|
Lớp: ĐH- CK5 |
Khóa: 8 |
|
Ngành: Công nghệ kỹ thuật cơ khí |
|
Tên đề tài:
Tính toán, thiết kế, mô phỏng hệ thố thốngng cấp phôi và lắp ráp tự động tuốc nơ vít cán nhựa (bản vẽ đính kèm)
Mục đích:
Củng cố kiến thức và trang bị cho sinh viên các kỹ năng về thiết kế, tính toán hệ thống cấp phôi và lắp ráp các chi tiết trên máy tự động, quy trình công nghệ chế tạo sản phẩm
Yêu cầu:
Phần thuyết minh
- Tổng quan về hệ thống cấp phôi và máy tự động
- Nghiên cứu và thiết kế hệ thống cấp phôi và lắp ráp tự động
- Tính toán, thiết kế và mô phỏng
- Thiết kế quy trình công nghệ gia công chi tiết điển hình
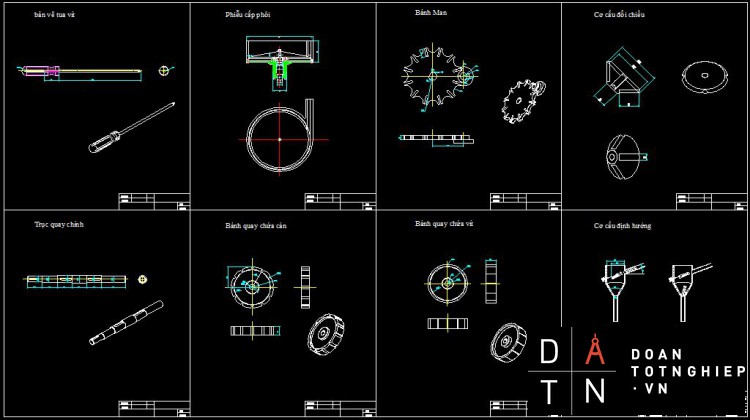
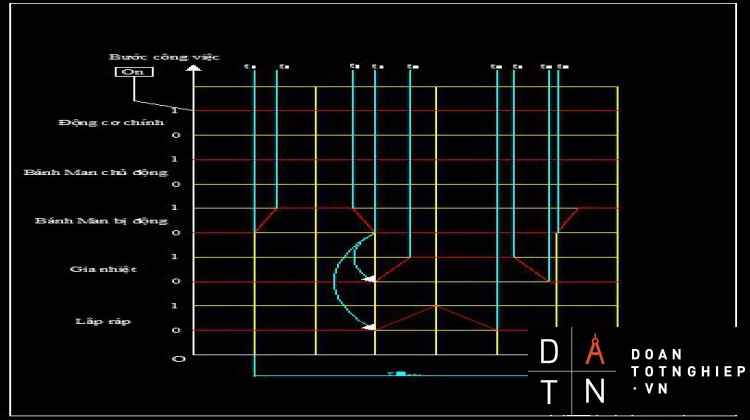
Phần bản vẽ
|
TT |
Tên bản vẽ |
Khổ giấy |
Số lượng |
|
1 |
Bản vẽ sơ đồ nguyên lý máy tự động |
A0 |
01 |
|
2 |
Bản vẽ lưu đồ điều khiển máy |
A0 |
01 |
|
3 |
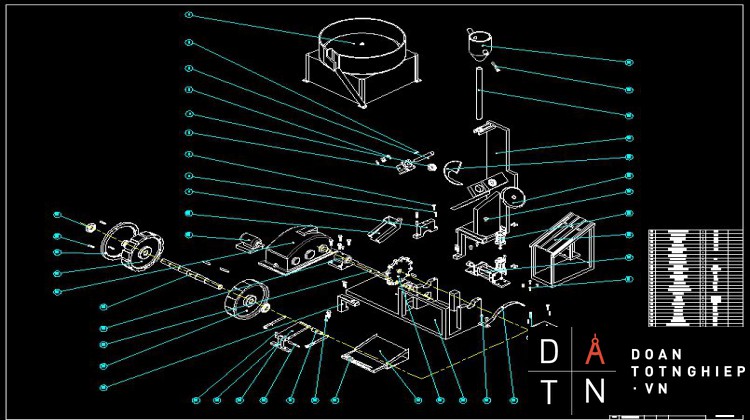
Bản vẽ lắp và phân rã |
A0 |
02 |
|
4 |
Bản vẽ QTCN gia công |
A0 |
02 |
|
5 |
Bản vẽ đồ gá |
A0 |
01 |
Ngày giao đề tài: 06/03/2017
Ngày hoàn thành: 20/04/2017
MỤC LỤC
LỜI NÓI ĐẦU.. 10
CHƯƠNG 1: TỔNG QUAN VỀ HỆ THỐNG CẤP PHÔI VÀ MÁY TỰ ĐỘNG.. 11
1.1 Giới thiệu chung về hệ thống cấp phôi11
1.1.1 Vai trò và vị trí của hệ thống cấp phôi tự động trong tự động hóa. 11
1.1.2 Những yêu cầu đối với thiết bị cấp phôi12
1.1.3 Phân loại các hệ thống cấp phôi tự động. 13
1.1.3.1 Hệ thống cấp phôi cuộn. 13
1.1.3.2 Hệ thống cấp phôi dạng thanh.14
1.1.3.3 Hệ thống cấp phôi rời15
1.1.3.4 Các thành phần chủ yếu của hệ thống cấp phôi tự động. 17
1.1.3.5 Một số cơ cấu máng chuyển phôi điển. 18
1.1.3.6 Một số cơ cấu dẫn phôi và chuyển hướng phôi19
1.2 Máy lắp ráp tự động. 19
1.3 Máy gia công tự động. 21
1.3.1 Máy điều khiển không theo chương trình số.21
1.3.1.1 Cơ cấu CAM... 21
1.3.1.2 Cơ cấu chép hình. 22
1.3.2. Máy điều khiển theo chương trình số. 22
1.3.2.1 NC (Numerical Control). 22
1.3.2.2 CNC: (Computer Numerical Control). 22
1.3.2.3 PLC: (Progammable Logic Controller). 23
CHƯƠNG 2: NGHIÊN CỨU VÀ THIẾT KẾ HỆ THỐNG CẤP PHÔI. 26
VÀ LẮP RÁP TỰ ĐỘNG.. 26
2.1 Tổng quan. 26
2.1.1 Đặc điểm của phôi:26
2.1.2 Phương pháp cấp phôi.26
2.2 Thiết kế hệ thống cấp phôi và lắp ráp. 27
2.2.1 Cơ cấu phiễu cấp phôi.27
2.2.2 Cơ cấu di chuyển phôi.27
2.2.3 Cơ cấu định hướng của phôi.27
2.2.4 Cơ cấu gia nhiệt28
2.2.5 Cơ cấu xilanh đóng. 29
2.2.6 Bàn xoay. 30
2.2.7 Cơ cấu kẹp. 31
2.2.8 Cơ cấu man. 31
2.2.9 Cảm biến quang phản xạ gương. 32
2.3 Nguyên lí làm việc của hệ thống. 33
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ.. 35
3.1 Tính toán năng suất và thời gian. 35
3.2 Tính toán kết cấu. 35
3.2.1 Phễu chứa phôi35
3.2.1.1 Thể tích và vận tốc phễu. 35
3.2.1.2 Rãnh dẫn phôi trong phễu. 37
3.2.2 Ống dẫn phôi38
3.2.3 Cơ cấu bẫy. 39
3.2.4 Cơ cấu đổi chiều. 41
3.2.5 Máng chuyển phôi42
3.2.5.1 Máng cấp cán. 42
3.2.5.2 Máng cấp mũi43
3.2.6 Xilanh (xilanh đóng tua vít). 44
3.2.7 Xilanh gia nhiệt:44
3.2.8 Tính toán lực kẹp. 46
3.2.9 Tính toán các thông số hình học của cơ cấu Man:46
3.2.10 Bánh quay dẫn phôi (cán). 48
3.2.11 Bánh dẫn phôi (mũi). 48
3.2.12 Tính toán trục. 49
3.2.12.1 Tính toán xác định đường kính trục. 50
3.2.12.2 Tính chính xác đường kính các đoạn trục. 50
3.2.12.3 Kiểm nghiệm hệ số an toàn về mỏi của trục. 51
3.2.13 Tính toán ổ lăn cho trục chính. 54
CHƯƠNG 4: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG.. 57
CHI TIẾT GỐI ĐỠ TRỤC.. 57
4.1 Xác định phương pháp chế tạo phôi và thiết kế bản vẽ lồng phôi57
4.1.1 Xác định phương pháp chế tạo phôi57
4.1.2 Xác định lượng dư gia công. 57
4.2 Quy trình công nghệ gia công chi tiết. 60
4.2.1 Nguyên Công I : Đúc Phôi61
4.2.2 Nguyên công II: Phay mặt phẳng A.. 62
4.2.3 Nguyên công III: Phay mặt D.. 68
4.2.4 Nguyên công IV: Khoan và doa 2 lỗ F16 và khoét F24. 73
4.2.5 Nguyên Công V: Phay rãnh. 80
4.2.6 Nguyên Công VI: Phay hai mặt B, C.. 84
4.2.7 Nguyên Công VII : Khoét doa 2 lỗ F40 & F55. 88
4.2.8 Nguyên Công VIII: Khoan và taro lỗ M10. 96
4.2.9 Nguyên Công IX: Kiểm tra độ song song giữa tâm lỗ 40 so với mặt đáy. 101
4.3 Thiết kế đồ gá. 102
4.3.1 Chọn cơ cấu dẫn hướng và các cơ cấu. 104
4.3.2 Xác định sai số chế tạo cảu đồ. 104
TÀI LIỆU THAM KHẢO.. 106
LỜI NÓI ĐẦU
Trên con đường tiến tới công nghiệp hóa, hiện đại hóa đất nước thìvấn đề phát triển khoa học kỹ thuật cao là mấu chốt hàng đầu. Với xu hướng giảm tối thiểu sức người xuống và tăng năng suất lao động đòi hỏi phải có nhiều trang thiết bị, nhiều dây chuyền tự động hóa, lấy sức máy móc thay thế sức người... Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Hiện nay quá trình tự động hóa trong công nghiệp là hết sức quan trọng đối với sự phát triển của một quốc gia. Với các nước phát triển như Mỹ, Nhật, Hàn Quốc…thì tự động hóa không còn xa lạ và đã trở nên quen thuộc. Ở các nước này máy móc hầu như đã thay thế lao động chân tay, số lượng công nhân trong nhà máy đã giảm hẳn và thay vào đó là những lao động chuyên môn, những kỹ sư có tay nghề, điều khiển giám sát trực tiếp quá trình sản xuất thông qua máy tính.
Ở nước ta do yêu cầu công nghiệp hoá, hiện đại hoá đất nước nên ngày càng xuất hiện nhiều những dây truyền sản xuất mới có mức độ tự động hoá cao với hệ truyền động hiện đại. Việc xuất hiện các hệ truyền động hiện đại đã thúc đẩy sự phát triển, nghiên cứu, đào tạo ngành tự động hoá ở nước ta tiếp thu khoa học kỹ thuật hiện đại nhằm tạo ra những hệ truyền động mới và hoàn thiện những hệ truyền động cũ.
Trong quá trình làm đồ án tốt nghiệp đề tài em được giao là“Tính toán, thiết kế, mô phỏng hệ thống cấp phôi và lắp ráp tự động tuốc nơ vít cán nhựađiều khiển bằng PLC”Đây là đề tài có tính thực tiễn.
CHƯƠNG 1: TỔNG QUAN VỀ HỆ THỐNG CẤP PHÔI VÀ MÁY TỰ ĐỘNG
1.1 Giới thiệu chung về hệ thống cấp phôi
1.1.1. Vai trò và vị trí của hệ thống cấp phôi tự động trong tự động hóa
Hiện nay,trong các quá trình sản xuất sản,lắp giáp,kiểm tra chất lượng
sản phẩm trong các ngành công nghiệp nói chung như sản xuất phân bón,vật liệu xây dựng,thực phẩm đều phát triển theo xu hướng tự động hóa ngày càng cao.Để đảm bảo quá trình sản xuất ổn định thì cần thiết phải có quá trình cung cấp phôi chính xác về thời gian,không gian và liên tục theo chu kỳ của hệ thống một cách tin cậy.Vì vậy quá trình cấp phôi là một trong những yêu cầu cần thiết nhất phải được nghiên cứu và giải quyết trong các hệ thống sản xuất tự động nhằm mục đích nâng cao năng suất lao động,hiệu quả sử dụng máy móc cũng như nâng cao chất lượng sản phẩm.
Cấp phôi là quá trình chuyển phôi từ ổ chứa phôi qua máng dẫn và từ một số bộ phận khác tới vị trí gia công. Việc cấp phôi có ý nghĩa to lớn như sau:
Hệ thống cấp phôi tự động giúp thay thế sức người bằng máy móc để thực hiện nhanh chóng những công việc nặng nhọc. Góp phần tăng khả năng sử dụng các hệ loại thống cấp phôi để lắp vào các máy công cụ vạn năng làm cho công nhân đứng trên một máy tiến đến có thể vận hành hai rồi ba máy. Nhờ có hệ thống cấp phôi tự động các nhà máy đã và đang trở nên hiệu quả hơn trong việc sử dụng năng lượng, nguyên liệu và nguồn nhân lực. Từ đó ta thấy được vai trò trọng yếu của tự động hóa như:
- Giảm chi phí vận hành: tự động hóa công nghiệp giúp giảm thiểu số nhân công dẫn đến việc giảm được các chi phí liên quan đến con người (tiền lương, thưởng, tiền bảo hiểm y tế, tiền làm thêm giờ hoặc lương hưu).
- Tăng năng suất: cho phép nhà máy hoạt động 24/7 trong một tuần, một tháng và cả năm.
- Cải thiện chất lượng sản phẩm: tự động hóa có khả năng giảm các sai sót mà con người có thể gặp phải và có thể cho chất lượng đồng đều hơn.
- Tăng tính linh hoạt: Robot và các hệ thống máy tính hoàn toàn có thể được lập trình để thực hiện các thao tác mới mà không cần qua đào tạo hay hướng dẫn như người lao động, nhờ đó giúp quy trình sản xuất trở nên linh hoạt.
- Tăng mức độ an toàn: hệ thống tự động hóa có thể thay thế con người trong những môi trường nguy hiểm như ở dưới nước, khu vực có lửa, cơ sở hạt nhân hay ngoài vũ trụ...
1.1.2. Những yêu cầu đối với thiết bị cấp phôi
- Đảm bảo năng suất lớn nhất và dễ dàng sửa chữa khi cơ cấu làm việc
- Kết cấu phải đơn giản, dung tích chứa lúc ít nhất máy vẫn làm việc được một thời gian ngắn nữa.
- Thuận lợi khi sử dụng, giá thành hạ.
- Dễ dàng lắp đặt trên máy và khi di chuyển
Một số thiết bị cấp phôi hay được sử dụng: cấp phôi rung, cấp phôi theo máng trượt…
Hình 1.1 Phễu rung
Hình 1.2 Cơ cấu chia phôi
1.1.3. Phân loại các hệ thống cấp phôi tự động
- Dựa vào dạng phôi ta chia ra 3 hệ thống cấp phôi chính:
- Hệ thống cấp phôi cuộn .
- Hệ thống cấp phôi dạng thanh.
- Hệ thống cấp phôi rời từng chiếc.
1.1.3.1. Hệ thống cấp phôi cuộn
Phôi cuộn là dây thép tròn có đường kính nhỏ hoặc những lá thép mỏng được cuộn tròn vào tang. Mỗi lần gia công phải kéo ra và nắn thẳng để đưa tới vị trí gia công.
Hình 1.3 Ổ chứa kiểu phôi cuộn
(a) dạng phôi tấm mỏng; (b) dạng phôi dây tròn
1.1.3.2. Hệ thống cấp phôi dạng thanh.
Phôi thanh dài từ 1 –5m có thể tròn hoặc vuông được nắn thẳng, có độ chính xác cao
và độ bóng tốt.
Cấp phôi có hai phương pháp:
- Dùng tải trọng để đẩy phôi tới cữ chặn.
- Dùng chấu phóng phôi.
Hình 1.4 Cơ cấu cấp phôi thanh
Hình 1.5 Một số kiểu đầu kệp khi cấp phôi
Hinh1.6 Cấp phôi thanh cho máy tiện định hình
(1) Cam 1; (2) Cam 2; (3) Ổ lắp; (4) Cơ cấu kẹp đàn hồi; (5) Dao cắt đứt; (6) Cam 3; (7) Dao cắt đứt; (8) Dao tiện định hình; (9) phôi
Phôi được đẩy tiến vào nhờ cơ cấu cam (1), Cam (2) tiếp tục đẩy cơ cấu kẹp đàn hồi khiến phôi được kẹp chặt nhờ ống kẹp đàn hồi (4), Cam (6) sẽ thực hiện làm dao tiện định hình tiến vào và cắt đứt nhờ dao cắt đứt (5)
1.1.3.3. Hệ thống cấp phôi rời
- Chi tiết có trọng lượng lớn
- Chi tiết có trọng lượng lớn và không quay trong lúc gia công, có khối lượng gia công nhiều, nhiều bề mặt gia công do đó không dùng ổ chứa hay phễu mà phải dùng hệ thống chờ hay hệ thống dự trử phôi.
- Chi tiết có trọng lượng lớn và quay khi gia công
- Chi tiết có trọng lượng lớn và quay khi gia công như các loại trục của máy công cụ như: trục chính máy tiện, phay, trục của hộp giảm tốc, trục khuỷ…
- Các chi tiết nhỏ được chia hai nhóm:
- Hình dáng đơn giản phần lớn là các chi tiết tiêu chuẩn như: bulông, đai ốc, chốt trụ, bi, bạc, vít xẻ rãnh … nên cấp phôi tự động bằng phễu và máng dẫn
- Hình dáng phức tạp: các chi tiết dạng càng van nước, van hơi…dùng ổ cấp phôi bán tự động.
Yêu cầu của hệ thống cấp phôi dời
- Dự trữ đủ số lượng phôi theo yêu cầu gia công củamáy, nghĩa là năng suất của hệ thống phải phù hợpvới khả năng của máy.
- Đảm bảo phôi có vị trí xác định trong không gian trước khi đưa vào vùng gia công .
- Vận chuyển phôi vào vị trí gia công đúng nhịp do máy yêu cầu .
- Đảm bảo phôi không bị hư hỏng trong quá trình vận chuyển.
Hình 1.7 Sơ đồ phễu cấp phôi có đĩa
(1) Dây đai; (2) Puli lắp đai; (3) Đĩa quay; (4) Phễu quay; (5) Ống dẫn phôi; (6) Phôi
Khi đĩa quay (3) chuyển động quay với vận tốc n(vg/ph) thông qua bộ truyền (1) và (2). Phôi (6) sẽ lọt vào trong các rãnh được bố trí trong phễu (4) và lọt xuống ống dẫn phôi (5) đi ra ngoài.
Hình 1.8 Các kiểu chứa phôi và sơ đồ tính toán các thông số của đĩa
Hinh1.9 Phễu có dao mang phôi chuyển động tịch tiến
Dao là một tấm thép có kết cấu bề mặt làm việc đa dạng và phụ thuộc vào kết cấu, kích thước của phôi. Dao có thể chuyển động tịch tiến qua lại hay chuyển động lắc. Ngoài ra để loại bỏ các phôi định hướng không đúng người ra dùng cốc
Hình 1.10 Phễu cấp phôi kiểu rung
Khi cấp nguồn cho cuộn hút, cuộn hút sẽ trở thành nam châm điện mạch từ hở. Nam châm điện tạo ra lực điện từ hút nhả liên tục cốc phễu với tần số được điều chỉnh cho phù hợp với một bộ chỉnh tần số (bộ biến tần).
Nhờ bộ lò xo được đặt nghiêng góc 200 so với mặt phẳng thẳng đứng đi qua và vuông góc với đế và cốc phễu tại chân của lò xo, nên hệ thống sẽ thực hiện dao động. Cốc phễu thực hiện đồng thời 2 dao động: Dao động tịnh tiến lên xuống T và dao động quay quanh đường tâm O tưởng tượng đi qua 2 tâm của đế trên và đế dưới.
1.1.3.4. Các thành phần chủ yếu của hệ thống cấp phôi tự động
Hệ thống cấp phôi đầy đủ phải có các thành phần sau:
- Phễu chứa phôi hoặc ổ chứa phôi
- Máng dẫn phôi
- Cơ cấu định hướng phôi
- Cơ cấu phân chia phôi
- Cơ cấu điều chỉnh tốc độ của phôi
- Cơ cấu bắt nắm phôi khi gá đặt và tháo chi tiết sau khi gia công xong.
Mỗi thành phần trong hệ thống có 1 chức năng nhất định và phải được bố trí đồng bộ với nhau trong 1 thể thống nhất về mặt không gian và thời gian. Tuy vậy không nhất thiết lúc nào cũng phải có mặt đầy đủ các thành phần của nó mà tùy thuộc vào từng trường hợp cụ thể mà chỉ cần một số trong chúng, hoặc ta có thể kết hợp một số thành phần lại với nhau tùy theo đặc tính của phôi để giảm kích thước và đơn giản hóa kết cấu của hệ thống.
Hình 1.11 Sơ đồ nguyên lý hệ thống cấp phôi
1.1.3.5. Một số cơ cấu máng chuyển phôi điển
Hình 1.12 Một số kiểu máng chuyển phôi
Máng chuyển phôi là cơ cấu rất quan trọng của mọi thiết bị cấp phôi. Về nguyên lý di chuyển của phôi trên máng chuyển phôi ta có một số loại máng như máng chữ U, máng chữ V, máng chữ T, máng hình bán nguyệt, máng tròn, máng 1 thanh…
1.1.3.6
. Một số cơ cấu dẫn phôi và chuyển hướng phôi
Hình 1.13 Một số cơ cấu chuyển hướng phôi
1.2 Máy lắp ráp tự động
Định nghĩa: Lắp ráp tự động là sử dụng các thiết bị cơ khí hóa và tự động hóa để thực hiện những chức năng khác nhau trong day chuyền hay tế bào lắp ráp. Thành tự đạt được trong lĩnh vực lắp ráp tự động: robot công nghiệp -Phân loại các hệ thông lắp ráp tự động:
- Theo dạng thiết bị vận chuyển:
- Hệ thống vận chuyển liên tục
- Hệ thống vận chuyển đồng bộ
- Hệ thống vận chuyển không đồng bộ
- Hệ thống với các chi tiết cơ sở cố định
- Theo hình dáng vật lý:
- Máy lắp ráp kiểu xoay vòng
- Máy lắp ráp kiểu đường thẳng
- Hệ thống lắp ráp kiểu Carousel
- Máy lắp ráp một vị trí
Hình 1.14 Hệ thống lắp ráp chai tự động kiểu xoay tròn
Hình 1.15 Hệ thống lắp chai tự động kiểu thẳng
1.3 Máy gia công tự động
1.3.1. Máy điều khiển không theo chương trình số.
1.3.1.1. Cơ cấu CAM
Là cơ cấu khớp loại cao, có khả năng thực hiện được những chuyển động có chu kỳ phức tạp của khâu bị dẫn với độ chính xác cao, có độ bền và độ ổn định rất tốt.Khâu dẫn của cơ cấu được gọi là CAM, còn khâu bị dẫn được gọi là cần.
Hình 1.16 Biên dạng CAM
Cơ cấu CAM phẳng:Các khâu chuyển động của một mặt hay trong các mặt phẳng song song nhau: theo chuyển động của cam quay, cam tịnh tiến. Theo chuyển động của cần lắc, tịnh tiến, chuyển động song song, theo dạng đáy của cần bằng, nhọn, con lăn, biên dạng bất kỳ.
Hình 1.17 CAM phẳng
Cơ cấu CAM không gian:
Các khâu chuyển động trong các mặt phẳng không song song nhau:
Hình 1.18 CAM không gian
Máy tự động điều khiển bằng cơ cấu CAM là máy được điều khiển bởi một hoặc nhiều trục mang CAM được truyền chuyển động bằng động cơ điện.Các CAM sẽ tác động vào các công tắc để điều khiển cơ cấu thủy khí, hoặc nó tác động vào các khớp cơ khí để truyền chuyển động cho dao và các cơ cấu trên máy. Các CAM phải được tính toán kỹ và khó có thể thay đổi được hành trình đã định sẵn
1.3.1.2. Cơ cấu chép hình
Dùng để gia công những bề mặt phức tạp.Thường phân ra 2 loại bề mặt. Loại công tua phẳng như cam phẳng, đường thẳng, phôi không tròn,.. Loại tua không gian như khuôn mẫu ép, mặt tuabin, mái chèo, cam không gian,...
Các cơ cấu dùng truyền dẫn cho hai nhóm trên thường là cơ cấu cơ khí, điện khí, dầu ép.Chép hình dầu ép rất nhạy, đảm bảo gia công chi tiết chính xác, mặt khác không yêu cầu liên hệ cứng giữa dao phay và chốt dò
1.3.2. Máy điều khiển theo chương trình số
1.3.2.1. NC (Numerical Control)
Điều khiển số là một dạng tự động lập trình, trong đó quá trình được điều khiển bằng các số, chữ, các ký hiệu.Điều khiển trên 3 trục X, Y Z. Trong NC, các số tạo nên chương trình lệnh cho một việc gia công cụ thể. Khi sản phẩm thay đổi thì chương trình cũng thay đổi theo. Khả năng dễ dàng thay đổi chương trình đối với mỗi sản phẩm cho NC có tính mềm dẻo. Viết một chương trình mới dễ hơn nhiều so với thay đổi căn bản về thiết bị.
1.3.2.2. CNC: (Computer Numerical Control)
CNC là hệ thống NC dùng máy tính có bộ chứa chương trình để thực hiện một số hay tất cả các chức năng điều khiển số cơ bản. CNC chương trình được đưa vào một lần và được lưu trong bộ nhớ máy tính.Máy CNC mền dẻo hơn so với máy NC thông thường, khả năng tính toán tốt hơn.
Tính linh hoạt: Sử dụng nhiều mô đun điều khiển như nhau cho các nhiệm vụ điều khiển khác nhau, có thể trang bị lại khi cần mở rộng phạm vi nhiệm vụ điều khiển. Tính tiện dụng thời gian thiết lập nhanh, mọi công tác dịch vụ bảo dưỡng và đào tạo sử dụng đều được thống nhất hóa.
1.3.2.3 PLC: (Progammable Logic Controller)
Là thiết bị điều khiển lập trình, được thiết kế chuyên dùng trong công nghiệp để điều khiển các tiến trình xử lý từ đơn giản đến phức tạp, tùy thuộc và người điều khiển nó có thể thực hiện một loạt các chương trình hoặc sự kiện, sự kiện này được kích hoạt bởi các tác nhân kích thích hay còn gọi là đầu vào tác động vào PLC hoặc qua các bộ định thời hay phát một chuỗi xung ra các thiết bị bên ngoài được gắn vào đầu ra của PLC là ta có thể thực hiện các chức năng khác nhau, trong các môi trường điều khiển khác nhau.
Ví dụ: PLC S7-200 là thiết bị điều khiển logic khả trình của hang Siemens (CHLB Đức) có cấu trúc kiểu modul và có các modul mở rộng. Các modul này được sử dụng với nhiều mục đích khác nhau.
Toàn bộ nội dung chương trình sẽ lưu trong bộ nhớ của PLC, trong trường hợp bộ nhớ của không đủ ta có thể sử dụng bộ nhớ ngoài để lưu trữ chương trình và dữ liệu.
Dòng PLC có 2 họ là 21X (loại cũ) và 22X (loại mới). Hiện nay họ 21X đã dừng sản xuất.
- Họ 21X có các đời 210,212.214.215-2DP,216
- Họ 22X có các đời 221, 222, 224, 224XP, 226, 226XM
Trong đồ án này chúng em chọn PLC S7-200 CPU 224XP để lập trình
|
Đặc trưng |
CPU 224 XP |
|
Kích thước |
140×80×62 |
|
Bộ nhớ chương trình |
12288 bytes |
|
Bộ nhớ dữ liệu |
10240 bytes |
|
Cổng logic vào |
14 |
|
Cổng logic ra |
10 |
|
Module mở rộng |
7 |
|
Dgital I/0 cực đại |
128/128 |
|
Analog I/0 cực đại |
32/32 |
|
Bộđếm |
256 |
|
Tốc độ thi hành lệnh |
0.22µs |
|
Khả năng lưu trữ khi mất điện |
100h |
|
Xung xuất tốc độ cao |
2×100KHz |
|
Truyền thông |
2×RS485 |
Bảng Thông số kĩ thuật cơ bản của PLC S7-200 CPU 224XP
Đầu vào:
- Điện áp mức 1 logic 1 :15-30VDC, dòng điện nhỏ nhất 4mA,35V ở thời gian tức 500ms
- Trạng thái mức 1 chuẩn 24VDC, 7mA
- Đáp ứng thời gian lớn nhất ở các chân I0.0 đến I1.5 có thể chỉnh từ 0.2-0.8 ms mặc định là 0.2 ms
- Các chân từ I0.0-I1.5 được sử dụng bởi bộ đếm tốc độ
- Trạng thái mức logic 0 tối đa VDC .1mA
- Sự cách li về quang 500VCA 1 min
Đầu ra:
- Kiểu đầu ra Relay hoặc transistor
- Điện áp khoảng 24,4 đến 28,8 VDC
- Dòng tối đa 2A điểm 8 A I common
- Quá dòng 7 A với contact đúng
- Điện trở cách li nhỏ nhất 10 MW
- Thời gian sử dụng 10 triệu giờ và công tắc 100.000 giờ với tốc độ tải
- Điện trở công tắc tối đa 200MW
- Chế độ bảo vệ ngắn mạch không có
Nguồn cấp:
Nguồn có thể tích hợp sẵn trong PLC hoặc làm riêng bên ngoài,có nhiều cấp điện áp khác nhau trên loại PLC gồm 110 VAC và 220VAC hoặc 24 VDC. Hiện nay có 2 cấp điện áp hay sử dụng là 24 VDC và 220 VAC
- Điện áp nguồn 20,4-20,8 VDC
- Dòng vào Max 900 mA tại 24 VDC
- Cách li điện ngõ vào không có
- Thời gian duy trì khi mất nguồn 10 ms tại 24 VDC
- Cầu chì bên trong 2A; 250V
Cổng truyền thông của PLC
S7-S200 sử dụng cổng truyền thông nối tiếp RS 485 với phích cắm 9 chân để phục vụ cho việc ghép nối với thiết bị lập trình
Để ghép nối S7-200 với máy lập trình PG 720 nối thẳng cáp MPI, máy lập trình đi kèm với cáp
Ghép nối với máy tính PC qua cổng RS 232 cần có cáp nối PC/PCI với bộ chuyển đổi RS 232 / RS 485
Kết luận:
Từ những phân tích trên chúng em nhận thấy: Để phù hợp với kiến thức được học và áp dụng vào thực tế, chúng em thực hiện đề tài máy gia công tự động điều khiển bằng PLC, để hiểu rõ hơn, thêm kinh nghiêm thực tế về các cơ cấu điều khiển tự động. Đồng thời, việc tính toán thiết kế máy tự động điều khiển bằng PLC do nó có những ưu điểm sau: Là thiết bị điều khiển lập trình, được thiết kế chuyên dùng trong công nghiệp để điều khiển các tiến trình xử lý từ đơn giản đến phức tạp, tùy thuộc vào người điều khiển nó có thể thực hiện một loạt các chương trình hoặc sự kiện, sự kiện này được kích hoạt bởi các tác nhân kích thích hay còn gọi là đầu vào tác động vào PLC hoặc qua các bộ định thời hay phát một chuỗi xung ra các thiết bị bên ngoài được gắn vào đầu ra của PLC là ta có thể thực hiện các chức năng khác nhau, trong các môi trường điều khiển khác nhau.
Và lựa chọn phương pháp điều khiển PLC là đơn giản hóa quá trình điểu khiển xilanh trong quá trình gia nhiệt và lắp ráp.
|
PC |
|
Cáp USB/PPI |
|
Động cơ 1,2,3 Piston 1,2 Piston 3 |
|
PLC S7200 220V PC/DC/DL |
|
Start, Stop Cảm biến |
|
Input |
|
Output |
CHƯƠNG 2: NGHIÊN CỨU VÀ THIẾT KẾ HỆ THỐNG CẤP PHÔI
VÀ LẮP RÁP TỰ ĐỘNG
2.1 Tổng quan:
Dây chuyền lắp ráp tuốc nơ vít cán nhựa có 3 công đoạn chính: cấp phôi, gia nhiệt và lắp ráp được hoàn thành trong một dây truyền.
Tất cả các quá trình đều được tự động hoá. Máy sử dụng chương trình điều khiển tiên tiến PLC trong bộ điều khiển của máy để điểu khiển máy chạy tự động. Ðấy là một sự thuận lợi lớn trong việc điều khiển với sự tự động hoá cao.
Hình 2.1 Chi tiết tuốc nơ vít
2.1.1. Đặc điểm của phôi:
Phôi cán
- Phôi cán là dạng phôi rời, đổ đống.
- Vật liệu: nhựa cứng PE
- Đường trục, có bề mặt đối xứng cùng hình dáng hình học và độ lớn của chúng
-Kích thước:
- Cán tuốc nơ vít; hình trụ đường kính 25 mm, cao 100 mm, trục có lỗ phi bằng 4mm dài 40mm
Phôi thân
- Phôi thân là phôi xếp chồng được định hướng từ công đoạn trước
- Vật liệu: Thép
- Thân tuốc nơ vít: hình trụ đường kính 6mm, chiều dài 260 mm
2.1.2. Phương pháp cấp phôi.
Cấp, vận chuyển và lưu giữ phôi tự động phải được giải quyết trên cơ sở của các quá trình qia công cụ thể, trình độ thiết bị và trình đọ chính sác yêu cầu. Quá trình cấp phôi phải được thực hiện nhanh, tin cậy. Trong thực tế gia công, tồn tại nhiều loại phôi khác nhau như phôi cuộn, phôi rời, phôi thanh. Theo các số liệu khảo sát có đến 70-73% lượng phôi thuộc nhóm phôi rời. vì vậy, nghiên cứu phát triển các cơ cấu cap phôi rời có ý nghĩa kinh tế kỹ thuật rất to lớn.
Dựa vào đặc điểm của phôi ta chọn cơ cấu cấp phôi kiểu phễu.
2.2 Thiết kế hệ thống cấp phôi và lắp ráp
2.2.1. Cơ cấu phiễu cấp phôi.
Phiểu chứa phôi là thành phần đầu tiên trong hệ thống cấp phôi tự động có mục đích để chứa và dự trữ một lượng phôi cần thiết nhằm đảm bảo cho hệ thống làm việc một cách liên tục và ổn định. Đồng thời phiễu chứa phôi phải thực hiện định hướng phôi để cung cho quá trình lưu thông và di chuyển phôi đều đặn.
Do đặc điểm của phôi là dạng phôi rời nên ta sẽ chọn cơ cấu cấp phôi là phiễu chứa phôi kiễu đĩa quay.
Phễu dạng hình trụ tròn , đáy có bàn quay hình nón để khi quay các phôi được dẩn vào rãnh một cách đơn giản. Rãnh được áp sát vào thành phễu, đảm bảo cho sự dịch chuyển của phôi dưới tác dụng của lực li tâm.
Trong quá trình dịch chuyển những phôi đã được định hướng vào rãnh sẻ đi tiếp tới bàn xoay chính thông qua các cơ cấu bẫy định hướng và bẫy đảo chiều. Trong quá trình phôi di chuyển có cơ cấu đãm bảo không bị chèn phôi, tránh hiện tương khi phôi đã đầy hàng mà phễu chứa vẩn tiếp tục đưa phôi lên.
2.2.2. Cơ cấu di chuyển phôi.
Cơ cấu di chuyển phôi là vận chuyển phôi tử cơ cấu định vị trí phôi đến máy công tác, đồng thời làm nhiệm vụ định hướng vị trí của phôi trong không gian một cách chính xác để đảm bảo cho sự hoạt động bình thường của máy công tác.
Để đảm bảo yêu cầu trên, cơ cấu di chuyển phôi phải được xác định về kích thước, hình dáng phù hợp với từng loại phôi, đồng thời phải lựa chọn và bố trí cơ cấu định hướng phôi một cách tin cậy để tránh trường hợp phá vỡ điều kiện làm việc bình thường của máy công tác.
Dựa vào đó ở đây ta sẽ chọn cơ cấu di chuyển phôi là hệ thống ống trượt kín, và máng trượt hình chữ U có gờ trống văng, lòng máng phẳng.
2.2.3. Cơ cấu định hướng của phôi.
Định hướng phôi là một vấn dề hết sức quan trọng. Hình dáng, kích thước, trọng lượng của nó quyết định khả năng tự định hướng và quyết định phương pháp định hướng của hệ thống cấp phôi.
Hình 2.2 Định hướng bằng cơ cấu bẫy theo quán tính của phôi
Hình 2.3 Định hướng phôi bằng cơ cấu đổi chiều
2.2.4. Cơ cấu gia nhiệt
Các phương pháp gia nhiệt phổ biến hiện nay là thường nhúng vào dầu sôi hoặc khò nhanh qua lửa, tuy nhiên ta chọn phương pháp gia nhiệt bằng điện trở để tránh ô nhiễm, thời gian gia nhiệt nhanh. Còn một số cty có thiết bị gia nhiệt cảm ứng bằng cách tạo ra dòng fuco trong vật liệu tự làm nóng.
Cơ cấu gia nhiệt được chia làm 2 piston đối xứng gắn trên giá đỡ. Khi thực hiện gia nhiệt 2 piston sẽ di chuyển tịch tiến trạm vào phôi. Dưới tác dụng của dòng điện phôi sẽ được nung nóng đến nhiệt độ cần thiết.
Ta chọn Xi lanh khí nén Parker GDC 100x150. Hãng sản xuất Parker xuất sứ Hàn Quốc
Hình 2.4 Cơ cấu gia nhiệt
Nguyên tắc hoạt động:
- Khí nén được sử dụng để sinh công ở hai phái của piston.
- Xilanh có hai cửa cấp nguồn.
- Điều khiển hoạt động của xilanh kép bằng van 5/3.
Cấu tạo:
Xilanh kép có cần piston một phía: Do diện tích của hai bề mặt piston khác nhau nên lực tác động trên cần piston khác nhau (lực kéo lơn hơn lực đẩy).
Hình 2.5 Xilanh kép
2.2.5. Cơ cấu xilanh đóng
Piston đóng được gắn với bệ máy. Piston phải đảm bảo lực đẩy F đủ lớn và hành trình được tính toán chính xác kĩ lưỡng để phôi được lắp ráp một cách chính xác.
Hình 2.6 Cơ cấu xilanh lắp ráp
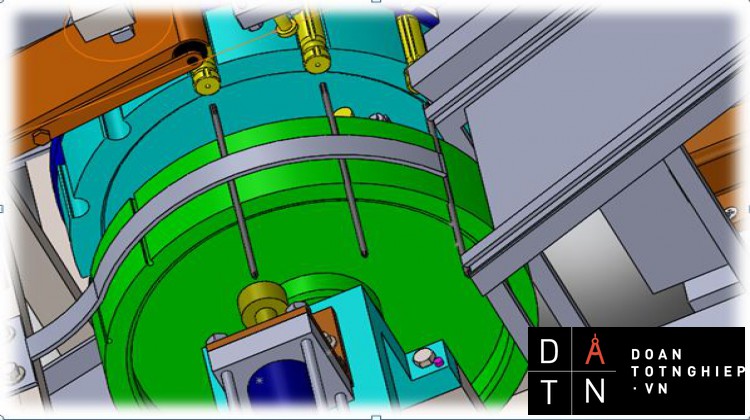
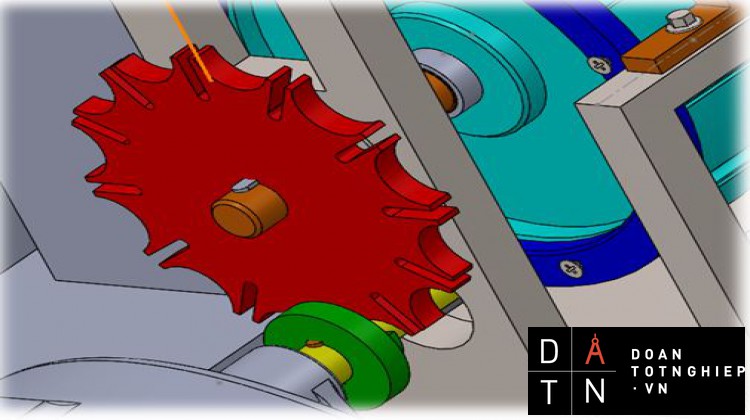
2.2.6. Bàn xoay
Bàn xoay được chia làm 12 rãnh để đảm bảo năng xuất cần thiết. đường kính bàn xoay là 400mm được thiết kế đảm bảo không gian cho các bước gia nhiệt và đóng.
Hình 2.7 Bàn xoay chứa phôi
2.2.7. Cơ cấu kẹp
Cơ cấu kẹp giúp phôi chống lật, được điều chỉnh bằng vít lò xo giúp ta tùy chỉnh được lực kẹp cần thiết.
Hình 2.8 Cơ cấu kẹp
2.2.8. Cơ cấu man
Man là một trong những cơ cấu quan trọng để điều chỉnh tốc độ quay, thời gian quay, dừng của trục chính. Giúp ta có thể tính toán chính xác được thời gian gia nhiệt, đóng piston
Hình 2.9 Cơ cấu man
2.2.9 Cảm biến quang phản xạ gương
Hình 2.10 Cảm biến phản xạ gương
Nguyên lý hoạt động:
Bộ phát truyền ánh sáng tới một gương phản chiếu lăng kính đặc biệt, và phản xạ lại tới bộ thu sáng của cảm biến. Nếu vật thể xen vào luồng sáng, cảm biến sẽ phát tín hiệu ra.
Ưu điểm:
- Giá thành thấp hơn loại thu phát
- Lắp đặt dễ hơn loại thu phát
- Chỉnh định dễ dàng
- Với vật thể có bề mặt sáng bóng có thể làm cảm biến không phát hiện được, có thể dùng kính lọc phân cực.
Nhược điểm:
- Khoảng cách phát hiện ngắn hơn loại thu phát
- Vẫn cần 2 điểm lắp đặt cho cảm biến và gương
- Cảm biến phản xạ gương loại 2 thấu kính thường không phát hiện được vật ở một số khoảng cách ngắn nhất định.
Đặc điểm:
|
Loại |
GLV 18-55/73/120 |
|
Nguồn cấp |
10-30 VDC |
|
Khoảng cách phát hiện vật |
0-4m |
|
Gương phản xạ mục tiêu |
C110-2 |
|
Ánh sáng đỏ có thể nhìn thấy |
640 nm |
| Đường kính của điểm sáng | Khoảng 200 mm đến 5,5m |
|
Mặt quang |
Mặt trước |
|
Nguồn sáng |
Đèn LED |
|
Chế độ hoạt động |
Light ON/ Dark-ON |
|
Chỉ thị hoạt động |
Led xanh lá cây (bật nguồn) Led vàng (hiển thị đèn khi phát hiện vật) Led nhấp nháy( khi vật ra khỏi vùng kiểm soát) |
|
Thời gian đáp ứng |
<1ms |
|
Điều chỉnh độ nhạy |
Vít chỉnh |
|
Nhiệt độ môi trường |
-25….60 oC (-13 ... 140 ° F) |
|
Tiêu chuẩn |
IEC/IP67 |
|
Ngõ ra tín hiệu |
PNP |
2.3 Nguyên lí làm việc của hệ thống
Đầu tiên Phôi được đổ đống trong phiễu chứa có đĩa quay và các rãnh để cấp phôi, khi phễu quay với vận tốc w thì phôi được cấp ra ngoài máng dẫn nhờ rãnh dẫn hướng dưới tác dụng của lực li tâm, Do phôi dạng hình trụ có trọng lượng 2 đầu là khác nhau, lợi dụng đặc điểm này của phôi ta sử dụng cơ cấu bấy dựa vào lực quán tính để phôi luôn nằm cùng chiều với nhau, sử dụng cơ cấu bẫy phôi bằng cách này thì khá là đơn giản và hiệu quả, đạt năng suất cao,ổn định. Sau khi phôi đã được định hướng về cùng một chiều ta tiếp tục dùng cơ cấu đổi chiều lần 2 để cho phôi về chiều đúng. Ta sử dụng cơ cấu đảo chiều hình nón. Khi cơ cấu quay một góc 90o phôi sẽ được đảo chiều về chiều đúng và dưới tác dụng của trọng lượng, phôi được rơi xuống máng dẫn và đưa tới bàn xoay chính.
Sau khi phôi được cấp tới bàn xoay chính, bàn xoay sẽ soay 1 góc 30o đến vị trí gia nhiệt. tại đây cảm biến sẽ gia tín hiệu cho piston gia nhiệt tiến vào thực hiện gia nhiệt.
Sau khi gia nhiệt xong bàn xoay lại quay 1 góc 30o đến vị trí piston đóng, cảm biến sẽ phát tín hiệu thực hiện quá trình đóng mũi vào cán tua vít, dưới tác dụng của lực đóng mũi sẽ được lắp chặt vào cán tua vít một cách dễ dàng sau khi đã được sử lí nhiệt
Tại đây quá trình lắp ráp đã hoàn thành bàn xoy tiếp tục quay đến khi dưới tác dụng của trọng lượng phôi sẽ tự rơi ra máng chứa sản phẩm. Quá trình lắp ráp đã hoàn tất.
CHƯƠNG 3: TÍNH TOÁN THIẾT KẾ
3.1 Tính toán năng suất và thời gian
Ta có năng suất yêu cầu Q= 9000 sp/1ca
ðThời gian cần thiết để hoàn thành một sản phẩm là
Chọn thời gian cần thiết để hoàn thành 1 sản phẩm là t=3s
Theo thiết kế bánh dẫn phôi có 12 rãnh => chọn tỉ số truyền của bánh man
Bánh man 1(bánh dẫn quay được 1 vòng thì bánh man 2 (bánh bị dẫn) quay được
Vậy thời gian quay 1 vòng của bánh 1(bánh nhỏ) là t=3 (s)
Tốc độ của bánh man 1 là: n=20 vòng/phút
Thời gian quay của bánh 2 khi bánh 1 quay 1 vòng là:
Thời gian dừng của bánh man 2 khi bánh man 1 quay 1 vòng là tdừng =3-1,25 =1,75 (s)
Thời gian dừng để gia nhiệt: t =t1 + t2 =1+0,6=1,6 (s)
t1 là thời gian gia nhiệt
t2 = 2.0,3 (s) thời gian chuyển động pitons
Thời gian dừng để đóng vít vào cán: t=1,4(s)
Thời gian dừng để cấp phôi: t= 1(s)
3.2Tính toán kết cấu
3.2.1. Phễu chứa phôi
3.2.1.1. Thể tích và vận tốc phễu
Để đảm bảo chứa đủ lương phôi cần thiết nhằm đảm bảo cho hệ thống sản xuất đạt được năng suất theo yêu cầu cần thiết phải xác định được hình dáng và kích thước của phễu.
- Công thức xác định thể tích của phễu chứa:
Trong đó:
Cct – thể tích của một phôi (cm2)
T – thời gian làm việc liên tục của cơ cấu cấp phôi theo phương pháp cấp một lần ban đầu
t – thời gian gia công một chi tiết
K – hệ số sử dụng thể tich.
Với các chi tiết dạng bi cầu, đai ốc, vòng đệm, phôi hình trụ và côn, hệ số K nằm trong khoảng từ 0,4 (với chi tiết có chiều dài l lớn hơn d nhiều lần) tới 0,65 (với chi tiết có l Ta có: T = 8h=480 phút t = 3s=0,05 phút K =0,6 - Ta chọn loại phễu có đĩa nên phễu có dạng hình trụ có kích thước sơ bộ như sau. D=1000 (mm), h= 400 (mm) Tốc độ vòng quay của đĩa - Để đáp ứng được nhu cầu của thì năng xuất Q= 20 chiếc một phút - Z là số phôi có thể lọt vào trong rãng chứa. - K là hệ số tuyển phôi. Áp dụng công thức: Momen xoắn : Mx=G.R (kG.cm) G = V.k.g V=944 dm3 g: trọng lượng vật liệu của chi tiết gnhựa =0,96 (kG/dm ) G=944. 0,6.0,96 =572,54 N R=50cm Mx=572,54.50=28627,2 (kG.cm) Công suất động cơ truyền cho đĩa: N=0.005xD=0.005x1000=5 (kw) Ta chọn động cơ có công suất 5,8 (kw) Để phôi có thể di chuyển được trong dãnh dẫn mà không bị kẹt thì chiều rộng rãnh phải rộng hơn đường kính chi tiết một khoảng a. Ta có: (mm) 50 là một nửa chiều dài của chi tiết. Vậy ta có chiều rộng rãnh là: d là đường kính của chi tiết d= 25(mm) 3.2.2. Ống dẫn phôi Ta sử dụng ống dẫn kín có tiết diện tròn, lòng máng phẳng. Chiều rộng và bán kính các góc lượn được xác định trên cơ sở đảm bảo điều kiện chống kẹt theo hình dáng chi tiết và máng dẫn. Câc bề mặt của máng dẫn thường được gia công(mài) rất cẩn thận, đạt dộ nhám từ cấp 8 đến cấp 9 (Ra = 0,63-0,32) Vì ta sử dụng ống kín thẳng không có góc lượn nên kích thước của ống dẫn được tính trong công thức. Chiều rộng Bm ống: với Góc nghiêng của máng thường lấy bằng Chiều dài của ống L Chiều dài ống L là khả năng chữ phôi tránh xảy ra hiện tượng thiếu phôi. L càng lớn thì khả năng chữ phôi càng cao. Để đảm bảo cho quá trình cấp phôi xảy ra liên tục ta chọn n =8, n là số chiếc được dự chữ trong ống, l là chiều dài của chi tiết. Chọn L=1000(mm) Thời gian vận chuyển của phôi 3.2.3. Cơ cấu bẫy Để cơ cấu làm việc luôn đúng thì ta phải cấp cho phôi một vận tốc Vb tại điểm phôi bắt đầu rời khỏi máng dẫn để phôi có thể vừa trạm tới điểm C. ð Để phôi có thể trạm đất cách C một khoảng gần nhất thì Vb bằng bao nhiêu? Coi phôi là một chất điểm ta có: Chọn gốc tọa độ là vị trí B Ta có phương trình quỹ đạo là: Để phôi có thể trạm đất cách C một khoảng gần nhất thì quĩ đạo của phôi phải đi sát đỉnh C. Trong đó: xc=135(mm) là khoảng cách CB Yc=1,5(m) là độ cao của C g=10(m/s2) là gia tốc trọng trường Vậy để cơ cấu làm việc được thì Vb =0,24(m/s) Giả sử chọn sơ bộ L = 350(mm) Vận tốc tại điểm B của phôi là ADCT: Trong đó m= 0,07kG là khối lượng của phôi α= 20o là góc nghiêng của máng f= 0.15 là hệ số ma sát giữa máng và phôi Vo=0.187(m/s) là vận tốc ban đầu khi trượt vào máng ð V đúng bằng Vb Vậy ta chọn L = 350(mm) để cơ cấu bẫy luôn hoạt động đúng Thời gian vận chuyển phôi: 3.2.4. Cơ cấu đổi chiều Cơ cấu đổi chiều giúp phôi chuyển từ trạng thái nằm thẳng đứng sang trạng thái nằm ngang để có thể tới được vị chí lấy phôi. Do đó góc hợp giữa hai mép ngoài là 90o và trục nghiêng một góc là 45o. Để đảm bảo năng xuất cấp phôi cơ cấu đảo chiều được chia làm 4 rãnh Ta có: D là đường kính rãnh d là đường kính chi tiết L là chiều dài rãnh l là chiều dài phôi Để phôi có thể dễ dàng lọt vào rãnh thì khẻ hở phải đảm bảo chiều rộng Ta có chiều rộng khe hở Thời gian vận chuyển phôi: 1 xung => quay 1,8o 50 xung <= 90o Chọn động cơ bước 4Ncm Sumtor 14HS08-0304S Để đáp ứng được nhu cầu của thì năng xuất Q= 20 chiếc một phút K=0,8 là hệ số tuyển phôi. T3 là thời gian đổi hướng 1 phôi (gồm thời gian quay góc 90o và thời gian dừng cho phôi rơi xuống rãnh) Áp dụng công thức: Chọn thời gian dừng là 1,4 (s) thì thời gian quay quay góc 90o là 1(s) ð Tốc độ vòng quay của động cơ n= 3.2.5. Máng chuyển phôi 3.2.5.1. Máng cấp cán Ta sử dụng máng chữ U có gờ trống văng, lòng máng phẳng. Máng tự chảy dựa vào trọng lực của chi tiết. Bề rộng lòng máng để phôi không bị kẹt Ta có: tgφ==0,25 Lấy φ=14o C>Δ+l C===103.07mm Lấy C=104 mm Ta có: là khe hở giữa chi tiết và thành trên của máng Tốc độ trượt của phôi trên máng được xác định theo công thức Trong đó, vo là vân tốc ban đầu, h là độ cao của máng dẫn, g là gia tốc trọng trường, α là góc nghiêng của máng dẫn. Ta có v0=187mm/s=2.π.n.rtb g=10m/s2 h= 100mm α=30o f=tgφ=tg30o=0,176 v==190,7 mm/s Xác định chiều dài L: ð Vậy máng chứa cán có thể chưa tối đa 9 phôi Thời gian vận chuyển phôi: 3.2.5.2. Máng cấp mũi Tương tự như máng cấp cán có thêm cơ cấu dẫn hướng phôi Ta có: tgφ==0,02 Lấy φ=2o C>Δ+l C===260.06mm Lấy C=261 mm Ta có: là khe hở giữa chi tiết và thành trên của máng Tốc độ trượt của phôi trên máng được xác định theo công thức Trong đó, vo là vân tốc ban đầu, h là độ cao của máng dẫn, g là gia tốc trọng trường, α là góc nghiêng của máng dẫn. Ta có v0=187mm/s=2.π.n.rtb g=10m/s2 h= 300mm α=30o f=tgφ=tg30o=0,176 v== 64mm/s Xác định chiều dài L: ð Vậy máng có thể chứa tối đa 100 phôi 3.2.6. Xilanh (xilanh đóng tua vít) Giả sử hành trình xilanh Thời gian dẫn động T=0,7s F=300(N) Áp xuất khí nén thông dụng là P=6bar=6,1183 kG/cm2 Chọn đường kính xilanh Ta chọn đường kính tiêu chuẩn 63(mm) Dãy tiêu chuẩn D=32,40,50,63,80,100 Dãy hành trình tiêu chuẩn: 25,50,75,80,120,150,175,200,300,350… Hành trình xilanh lấy theo tiêu chuẩn bằng 120 (mm) 3.2.7. Xilanh gia nhiệt: Thời gian dẫn động T=0,3+0,3= 0,6s F= 50 (N) Áp xuất khí nén thông dụng là P=6bar=6,1183 kG/cm2 Chọn đường kính xilanh: Theo công thức: Chọn đường kính tiêu chuẩn D=32(mm) Dãy tiêu chuẩn D=32,40,50,63,80,100 Dãy hành trình tiêu chuẩn: 25,50,75,80,120,150,175,200,300,350… Hành trình tiêu chuẩn 50(mm) Các phương pháp gia nhiệt phổ biến hiện nay là thường nhúng vào dầu sôi hoặc khò nhanh qua lửa, tuy nhiên ta chọn phương pháp gia nhiệt bằng điện trở để tránh ô nhiễm, thời gian gia nhiệt nhanh. Còn một số cty có thiết bị gia nhiệt cảm ứng bằng cách tạo ra dòng fuco trong vật liệu tự làm nóng. Nhiệt độ gia nhiệt thường nhỏ, chỉ cao hơn nhiệt độ sôi của nước một chút, nhiệt độ cao nhất cũng chỉ đến 240oC trở xuống để tránh hiện tượng chuyển pha làm giảm cơ tính của vật liệu. Với vật liệu thép làm mũi tua vít thì ta chọn nhiệt độ cần thiết để gia nhiệt là 120oC Ta có công thức: Q là nhiệt lượng U điện áp dòng điện U=20V I là cường độ dòng điện t là thời gian gia nhiệt t =1s t1 là nhiệt độ sau khi gia nhiệt to là nhiệt độ trước khi gia nhiệt c là nhiệt dung riêng của thép c =là 460 J/kG.K m là khối lượng của chi tiết m=0,015 (kG) 3.2.8. Tính toán lực kẹp Momen lật xuất hiện khi Fđ lệch với phương ngang một góc α Ta có Ta có 3.2.9. Tính toán các thông số hình học của cơ cấu Man: Nguyên lý hoạt động của cơ cấu Man: Cơ cấu Man là cơ cấu biến chuyển động quay liên tục thành chuyển động quay gián đoạn nhờ trên khâu dẫn có chốt và trên khâu bị dẫn có những rãnh tiếp xúc không liên tục với nhau. Với kết cấu của đĩa quay ta tính toán cơ cấu Man với số rãnh là 12, bán kính của đĩa Man là R = 150mm Điều kiện bắt buộc để chống va đập là: α + β = 90o Trong đó góc α được xác định theo số rãnh của đĩa Man là Z = 12: Do đó b=750 Khi thiết kế góc 2αT thực tế nhận được là tích số của góc 2αi đã cho trước với tỷ 2αT = 2.α.i Ở đây 2αT là góc quay thực tế. Khi quay góc 2αT sau một thời gian tT thời gian của cơ cấu Man tm sau một góc 2α Các cơ cấu hình học của cơ cấu Man được xác định: Khoảng cách giữa trục cần và trục đĩa Man L: Lấy L=155mm Bán kính quỹ đạo cần: Rc = L.sin α = 150.sin15= 38.8mm Chiều dài của rãnh đĩa Man: h=Rc+r – (L-R) =38,8+5-(155-150) =38,8(mm) Chọn h=45 h = L(sin α + cosa -1) + r h = 150(sin 15 + cos 15 -1) + 5 = 35,75mm H=36mm Tính toán tốc độ quay cần gạt: Tốc độ của bánh man 1 là: n=20 vòng/phút Thời gian quay 1 vòng của bánh 1 là t=3 (s) Thời gian quay của bánh 2 khi bánh 1 quay 1 vòng là: Thời gian của bánh man 2 khi bánh man 1 quay 1 vòng là tdừng =3-1,25 =1,75 (s) Bánh được chia làm 12 rãnh để đảm bảo năng suất của dây chuyền Đường kính của bánh phải vừa đủ lớn để có đủ không gian cho các bước cấp phôi, gia nhiệt, chọn D=404(mm) Chiều rộng của bánh đủ rộng để có thể giữ phôi B=80(mm) Bán kính rãnh phải đủ rộng cho phôi lọt vào và đủ để định vị phôi R=13 (mm) (Rphôi=12,5(mm) 3.2.11.Bánh dẫn phôi (mũi) Bánh được chia làm 12 rãnh để đảm bảo năng suất của dây chuyền Đường kính của bánh phải vừa đủ lớn để có đủ không gian cho các bước cấp phôi, gia nhiệt, chọn D=400(mm) Chiều rộng của bánh đủ rộng để có thể giữ phôi B=100 Bán kính rãnh phải đủ rộng cho phôi lọt vào và đủ để định vị phôi R=3,5 (mm) (Rphôi =3 (mm) 3.2.12.Tính toán trục Chọn động cơ điện một pha Dk 42 – 6, P=10 ((kw)), n=930 (vòng/phút) Sử dụng hộp giảm tốc có tỉ số truyền: i=24 Sử dụng biến tần để điều khiển tốc độ động cơ sao cho tốc độ đầu ra là n=20 (vòng/phút) Công suất trên trục công tác: [CT28] P là công suất ((kw)) M là momen xoắn trên trục (N.mm) n là số vòng quay (vòng/phút) ðMomen xoắn trên bánh trụ ðc bánh man là: M=458400 (N.mm) P1 =m1.g =7,6.10 =76 (N) P2 =m2.g =51.10 =510 (N) P1 =m1.g =9.10 =90 (N) Fk =200 (N) Thay (2) vào (1) => N1y=848 (N) Vì N1x=N2x=0 => ðChọn d1=40 (mm) ðChọn d2=45 (mm) ðChọn d3=45 (mm) ðChọn d4=55 (mm) => chọn d5= 50(mm) 3.2.12.3. Kiểm nghiệm hệ số an toàn về mỏi của trục 3.2.12.3.1. Tại tiết diện qua 1-1(Chỗ lắp bánh đai) ta có: +Mô men uốn toàn phần: Nmm +Mô men xoắn: T = 458400 (N.m) Vậy mô men cản uốn và cản xoắn là: w = 0,1.d3 = 0,1.403 = 6400 (mm3) w0 = 2.w = 2.6400 = 12800(mm3) ÞỨng suất uốn: su = Þsu = (MPa) Ứng suất xoắn t = (MPa) Trục làm bằng thép C45 nên ta có: sb = 600MPa ð Giới hạn mỏi uốn: s -1 = 0,436sb =261,6(MPa) Giới hạn mỏi xoắn:t-1 =0,58s -1 =151,8(MPa) Từ 10.25 va 10.26. Ta có ks= 0.78; kt= 0.85. Đối với thép Cácbon, hệ số ảnh hưởng của ứng suất trung bình đến độ bền mỏi lấy js= 0,1; jt= 0,05. Coi ứng suất uốn thay đổi theo chu trình đối xứng, bỏ qua ứng suất kéo hoặc nén gây ra, ta có sa = su =3.03MPa; sm = 0. Vậy có hệ số an toàn xét riêng ứng suất uốn: Mặt khác ở đây do ta = tm = tmax= 35,81 Mpa nên hệ số an toàn xét riêng ứng suất xoắn là: . Ta có hệ số an toàn tại đoạn trục 1 là: Do S >3 nên trục thoả mãn điều kiện uốn, xoắn tại tiết diện 1-1. 3.2.12.3.2. Do tiết diện 2-2 và tiết diện 6-6 có đường kính như nhau mà tiết diện 2-2 chịu ứng suất uốn và xoắn lớn hơn nên ta chỉ cần kiểm nghiệm tiết diện 2-2. Tại tiết diện qua 2-2 (chỗ lắp ổ lăn) ta có: + Mô men uốn toàn phần: Nmm + Mô men xoắn: T =458400(N.mm) Vậy mô men cản uốn và cản xoắn là: w = 0,1.d3 = 0,1.453 = 9112,5 (mm3) w0 = 2.w = 2. 9112,5 =18225 (mm3) ÞỨng suất uốn: su = Þsu = (MPa) Ứng suất xoắn t = (MPa) Trục làm bằng thép C45 nên ta có: sb =600MPa Giới hạn mỏi uốn: s -1 = 261,6(MPa) Giới hạn mỏi xoắn:t-1 =151,8(MPa) Hệ số tập trung ứng suất thực tế của trục tròn có giới hạn bền s b£ 700 Mpa. Ta có ks= 1,2; kt= 1,3. Đối với thép Cácbon, hệ số ảnh hưởng của ứng suất trung bình đến độ bền mỏi lấy js= 0,1; jt= 0,05. Coi ứng suất uốn thay đổi theo chu trình đối xứng, bỏ qua ứng suất kéo hoặc nén gây ra, ta có sa = su = 7.1 MPa; sm = 0 . Vậy có hệ số an toàn xét riêng ứng suất uốn: Mặt khác ở đây do ta = tm = tmax= 2.9 Mpa nên hệ số an toàn xét riêng ứng suất xoắn là: . Vậy có hệ số an toàn là: Do S>3 nên trục thoả mãn điều kiện uốn, xoắn tại tiết diện 2-2 và 6-6 3.2.12.3.3. Do tiết diện 3-3 và tiết diện 5-5 co đường kính như nhau mà tiết diện 2-2 chịu ứng suất uốn và xoắn lớn hơn nên ta chỉ cần kiểm nghiệm tiết diện 2-2. - Tại tiết diện qua 3-3 ( chỗ lắp bánh man chứa cán tua vít) ta có: + Mô men uốn toàn phần: Nmm + Mô men xoắn: T =458400(N.mm) Vậy mô men cản uốn và cản xoắn là: w = 0,1.d3 = 0,1.503 = 12500 (mm3) w0 = 2.w = 2. 12500 =25000 (mm3) Þứng suất uốn: su = Þsu = (MPa) Ứng suất xoắn t = (MPa) Trục làm bằng thép C45 nên ta có: sb =600MPa Giới hạn mỏi uốn: s -1 = 261,6(MPa) Giới hạn mỏi xoắn:t-1 =151,8(MPa) Hệ số tập trung ứng suất thực tế của trục tròn có rãnh then có giới hạn bền s b£ 700 Mpa. Ta có ks= 1,3; kt= 1,6. Đối với thép Cácbon, hệ số ảnh hưởng của ứng suất trung bình đến độ bền mỏi lấy js= 0,1; jt= 0,05. Coi ứng suất uốn thay đổi theo chu trình đối xứng, bỏ qua ứng suất kéo hoặc nén gây ra, ta có sa = su = 5,1 MPa; sm = 0. Vậy có hệ số an toàn xét riêng ứng suất uốn: Mặt khác ở đây do ta = tm = tmax= 1,7 Mpa nên hệ số an toàn xét riêng ứng suất xoắn là: . Vậy ta có hệ số an toàn là: Do S>3 nên trục thoả mãn điều kiện uốn, xoắn tại tiết diện 2-2 và 6-6 Vậy trục thỏa mãn điều kiện bền. 3.2.13 Tính toán ổ lăn cho trục chính Dựa theo tải trọng : chọn ổ bi đũa côn, kí hiệu ổ 7309 gối đỡ 0 và 1 có các kích thước : Kí hiệu d D D1 d1 B C T r r1 α C Co 7309 45 100 83,5 70,5 25 22 27,25 2,5 0,8 10,83 76,1 59,3 - Tính kiểm nghiệm hệ số tải trọng động: + Phản lực tổng hợp tại ổ: + Tính tải trọng động quy ước: Theo CT11.3 (TTTKHDĐCK-T1): Trong đó: V=1 vòng trong quay + Khả năng tải trọng động: triệu vg/ph => Ổ thỏa mãn điều kiện tải động Fa= 300N => Qo = xo.Fr + yFa = 0,6.1740 + 1.300 = 1344N = 1.34kN X0 tra bảng 11.6 ổ thỏa mãn điều kiện tải tĩnh ð Vậy ổ thỏa mãn điều kiện làm việc. mối lắp ổ lăn để đảm bảo yêu cầu làm việc của trục quay ta phải chọn mối ghép ổ lăn có độ chính xác đủ lớn để đảm bảo yêu cầu về độ đảo của những vị trí ổ trục trong quá trình làm việc.tuy nhiên khi chọn độ chính xác quá lớn của ổ trụ sẽ gây khó khăn và gây tốn kém trong quá trình chế tạo,việc chọn được dung sai hợp lý cho phần ổ trục là việc làm cần thiết cho việc chế tạo trục quay. - Độ chính xác của ổ trục lắp với ổ lăn được tra theo bảng 2-16 [1] - Dựa vào điều kiện làm việc của trục để chọn được miền dung sai cho ổ trục ta càn quan tâm những yếu tố sau ; - Do yêu cầu không quá cao về độ chính xác ổ lăn ta chọn sử dụng loại ổ lăn có cấp chính xác là P6 - Dạng tải trọng của ổ: dạng tải trọng có chu kì (trục quay) - Ổ lăn sử dụng là loại ổ đỡ ,kích thước ổ trục là 45mm(18-100mm) ðta chọn được dung sai của ổ trục là k6 Vậy kích thước ổ trục cần đạt là 45k6 4.1Xác định phương pháp chế tạo phôi và thiết kế bản vẽ lồng phôi 3.2.1.2. Rãnh dẫn phôi trong phễu
số truyền động i của cơ cấu Man:
có thể tính:3.2.10.Bánh quay dẫn phôi (cán)
3.2.12.1.
Tính toán xác định đường kính trục3.2.12.2 Tính chính xác đường kính các đoạn trục
CHƯƠNG 4: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG
CHI TIẾT GỐI ĐỠ TRỤC
4.1.1. Xác định phương pháp chế tạo phôi




